






Une petite nouvelle, une HBM45 à numériser
Page 18 sur 23 •  1 ... 10 ... 17, 18, 19 ... 23
1 ... 10 ... 17, 18, 19 ... 23 

 Re: Une petite nouvelle, une HBM45 à numériser
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Sam 16 Mai 2015 - 23:30
c.phili Sam 16 Mai 2015 - 23:30


Pour le E-stop, j’ai quand même un peu du bricoler, il y a un jumper sur la carte, rien ne pouvez me dire qu’il fallait le retirer pour que ça marche mais j’ai trouvé et ça marche.
Une fois le tout re câbler, je me dis d’essayé avec uniquement l’axe A, au moins si j’ai fait un mauvais branchement ce n’est pas un gros driver qui risque de bruler mais un petit a 30€, je remets le jus et là, un grand moment de solitude, la carte ne se rallume pas, aucune fumée ou de bruit suspect, un peu dégouté, je m’en vais manger.
Il est déjà 20h donc je n’avais pas l’intention de retourner à l’atelier mais c’était plus fort que moi, je devais comprendre ce qui c’était passé, je teste l’alimentation, un peu plus de 24 volts donc normal mais je me dis quand même que la carte doit être alimentée de 13 a 24 volt, j’ai soit 12 ou 24 alors il me vient à l’idée d’essayer sur 12 volts et là, miracle, tout se rallume comme un sapin, je fais un essais, le moteur tourne, je remet les fiches à tout les axes, tout tourne à merveille, ouf, grosse peur pour rien.
Je me demande si ce n’est pas au fait que comme mon alim 24 volt en délivre 24,5 en réalité ne met pas la carte en sécurité et empêche sa mise en route.
Maintenant faudra voir si avec 12 volt je n’aurais pas d’autre ennuis de sous-alimentation, sinon je rajouterais une alim de 18 volt mais ça commence a en faire beaucoup des alim.
Dernière édition par c.phili le Sam 2 Nov 2024 - 18:17, édité 2 fois
c.phili- Modérateur

- Messages : 3576
Date d'inscription : 03/01/2011 -


Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Dim 17 Mai 2015 - 7:12
Patrick le Belge Dim 17 Mai 2015 - 7:12

Patrick le Belge- complétement accro

- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() diomedea Dim 17 Mai 2015 - 8:16
diomedea Dim 17 Mai 2015 - 8:16
Quand je vois les déboires que j'ai eu avec un seul axe (et que c'est probablement pas fini!), j'imagine très bien ce que ça doit être pour toi!c.phili a écrit:Pour ceux comme moi qui n'y connaissent pas grand chose à tout ça et qui se lance dans l'aventure, il ne faut rien laisser au hasard...
Bon dimanche
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 17 Mai 2015 - 10:21
c.phili Dim 17 Mai 2015 - 10:21
Ce matin je branche le variateur sur la sortie 0-10 volts, après avoir bricolé un peu dans les paramètres, la broche tourne mais le variateur ne descend pas en dessous de 3 hertz et tourne au max a 58 hertz, alors qu'il est bien configuré pour 0 à 80 hertz.
Je teste la sortie 0-10 volt qui ne sort que 7.5volts au max donc je suppose que c'est mach3 qui faut configurer mais après 2 heures et un cerveau qui fume, je n'y arrive pas.
Idem pour les relais, je n'arrive pas a les activer
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 17 Mai 2015 - 15:37
dh42 Dim 17 Mai 2015 - 15:37
Il ne semble pas y avoir de réglage dans Mach3 pour le 0-10V, par contre d'après ce que je viens de lire sur CNC zone, il est possible qu'il y ai un réglage sur la carte elle même pour ajuster la valeur.
Je ne comprend pas tout, car comme tu le sais l'électronique ce n'est pas mon rayon, mais il semble qu'il y ai une petite carte qui permet de transformer le signal PWM (numérique) sortie par Mach3 en signal analogique 0-10V ... voici une description sur CNc shop.
http://www.cnc-shop.ch/module-0-10v.htm
et sur Ebay, bien que la traduction soit incompréhensible, il y a la même chose .... pas au même tarif
http://www.ebay.fr/itm/PWM-0-10V-Numerique-vers-Analogique-Signal-Convertisseur-Module-MACH3-PLC-/281624684392
Ce serait bien que tu contact Totem ; il en sais certainement plus à propo de ce signal PWM 0-10V
Peux être ta carte fait elle la conversion elle même ... je ne sais pas.
A tu activé la sortie PWM ? essai aussi de jouer sur le fréquence de sortie (PWM base freq)

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Dim 17 Mai 2015 - 17:47
Patrick le Belge Dim 17 Mai 2015 - 17:47
Ben ouais, mais ça tu en est habitué, souvent tu fait tellement de l'esprit que la fumée sort par tes oreilles!c.phili a écrit:
mais après 2 heures et un cerveau qui fume, je n'y arrive pas.
Idem pour les relais, je n'arrive pas a les activer

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 17 Mai 2015 - 21:29
c.phili Dim 17 Mai 2015 - 21:29
Bon j'ai quand même avancé un peu, j'ai compris comment configurer les relais mais par contre pas de variation de vitesse, je me dis qu'un simple potar ferait aussi bien l'affaire du moment que la broche se met en marche avec mach mais ce serait un peu bête d'avoir changer cette carte pour rien, si il y a une sortie 0-10 volt c'est que ça doit marcher.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Scorpio Dim 17 Mai 2015 - 21:41
Scorpio Dim 17 Mai 2015 - 21:41
cette partie commandes , c'est vraiment un truc de dingue
si il m'était donné de raccorder tout ça , je pense que je ne dormirais plus de la nuit

Bonne M...e pour la suite !

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mar 19 Mai 2015 - 6:47
c.phili Mar 19 Mai 2015 - 6:47
Ben oui comme tu le dis, c'est un vrais casse tête, de plus j'ai bien l'impression que si on pousse trop loin ça dépasse bien du monde, j'aurais espérer un peu plus d'aide de ce côté mais je dois bien remercier David qui n'a pas l'air décidé a me laisser tomber
Bon ben soit, j'ai tout essayé et j'estime que j'ai perdu assez de temps, il est plus que temps pour moi de continuer les choses plus importantes.
J'aurais bien voulu piloter cette broche avec le logiciel mais si je regarde un peu plus loin, Est-ce vraiment nécessaire?
Les moteurs des 4 axes tournent bien, le E-stop, le palpeur, les fins de course et les contacts de référencement sont tous ok et configuré, la broche démarre avec mach3 et c'est déjà pas mal, il y a que la variation qui ne fonctionne pas mais tout bien réfléchi, un potentiomètre avec un bouton pour changer le sens de rotation ne prendra pas beaucoup de place sur la console de commande et au niveau pratique je ne pense pas vraiment que ce soit un plus d'avoir la broche qui soit entièrement contrôlée, tout comme l'arrosage que je compte laisser en manuel, je n'ai pas encore regardé pour le Micromaster (variateur employé pour le moteur de broche) mais sur la Bridgeport j'ai un Altivar et un contact s'ouvre a une vitesse choisi, de ce fait quand la broche tourne doucement il n'y a pas d'arrosage et ça me permet certains réglage plus aisé, je compte faire la même chose.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Strib Mar 19 Mai 2015 - 8:02
Strib Mar 19 Mai 2015 - 8:02
Un petit message en passant pour te dire que je suis de loin, et je te trouve particulièrement tenace pour le coup !
Chez moi, ça fait longtemps que la carte aurait volé dans le jardin ...
Ton travail est toujours aussi impressionnant !
Allez, tu y es presque
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mar 19 Mai 2015 - 8:07
Patrick le Belge Mar 19 Mai 2015 - 8:07
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() tomailya Mar 19 Mai 2015 - 8:17
tomailya Mar 19 Mai 2015 - 8:17
comme beaucoup a ce niveau la,j ai pas grand chose a dire...!!
encore une fois bravo comme tu dis y a moyen d adapter en fonction des besoins reels .
tout ca reste impressionnant
toma

tomailya- complétement accro
- Messages : 1673
Points : 2888
Date d'inscription : 29/02/2012
Age : 50
Localisation : hautes alpes
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mar 19 Mai 2015 - 10:43
dh42 Mar 19 Mai 2015 - 10:43
Il y a peut être un truc que tu n'a pas tenté ; je pense qu'en mode PWM 0-10V, la broche ne se pilote plus par le Output#1 dans l'onglet "Output signals", mais par le "Spindle" qui est dans l'onglet "Motor output" ... en mode PWM, le relais n'est plus utilisé, c'est le fait de tomber à 0V qui arrête la broche.
(mais il est possible d'utiliser les 2, et/ou d'utiliser un Output pour gérer le sens de rotation si besoin)
à mon avis il faut donc désactiver la sortie Output#1 et activer "Spindle" dans Motor Output, avec un N° de pin à 14 pour step pin, 0 pour dir, 1 pour step port , 0 pour dir port (comme sur la doc de ta carte) ... et je suppose aussi qu'il y a un paramètre à régler dans le vario pour qu'il réagisse à ce mode de commande par le 0-10V ; peut être le contact marche doit il aussi être shunté sur le vario dans ce mode de commande, à voir sur sa doc .. ou alors laisser Output#1 actif, ce qui utilisera le relais pour shunter le contact et fait une sécu supplémentaire.
ce réglage doit aussi être actif pour avoir le mode PWM
++
David
Dernière édition par dh42 le Mar 19 Mai 2015 - 11:35, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mar 19 Mai 2015 - 11:27
dh42 Mar 19 Mai 2015 - 11:27
Et une traduction de ce qui se dit sur la doc de Mach3 à propo du réglage du PWM
Pour configurer le moteur de broche pour le contrôle PWM, cochez "Use Spindle Motor Output" et "PWM control" (Config>Port and Pins>Spindle Setup)
Localisez la boîte PWMBase Freq. La valeur que vous entrez ici est la fréquence du signal carrée dont la largeur d'impulsion est modulée. C'est le signal qui apparaît sur la broche "Spindle Step".
Plus la fréquence que vous choisissez ici sera élevée, plus votre controleur sera en mesure de répondre rapidement aux changements de vitesse, mais plus la "résolution" des vitesses choisies sera faible.
Le nombre de vitesses différentes disponibles est égale à la fréquence des impulsions du contrôleur (Mach3) divisée par la fréq PWMBase. Par exemple, si vous exécutez Mach3 à 35.000 Hz et définissez PWMBase à 50 Hz, il y a 700 vitesses discrètes disponibles.
Cela est presque certainement suffisant sur tout système réel, un moteur à vitesse maximum de 3600 tours par minute pourrait, théoriquement, être commandé par incréments de moins de 6 tours par minute.
Entrez le signal pourcentage PWM minimum acceptable dans la boîte "minimum PWM" Reportez-vous à la documentation produit de votre fournisseur pour des conseils.
Définir un n° de broche de sortie sur l'onglet "Motor Output" pour "Spindle Step pin" (pas). Cette broche doit être connectée à la commande PWM de l'électronique de commande. Vous n'avez pas besoin de n° de broche pour "Spindle dir pin", régler cette broche à 0. Régler Step port sur le n° du port // (1 par défaut)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Mar 19 Mai 2015 - 17:26
bob47 Mar 19 Mai 2015 - 17:26
Juste un petit coucou pour t'encourager tu tient le bon bout
Que bien des fois j'ai ce sentiment de manque d'aide
Il faut ce dire que l'aide des membres a ses limite et que toi tu est loin devant
Ps sa me fout un peut la trouille pour la mise au point de la mienne si j’y arrive

BOB47

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mar 19 Mai 2015 - 17:31
c.phili Mar 19 Mai 2015 - 17:31

Bon ben je vais quand même imprimer tout ça et reprendre une ligne à la fois devant la machine

Bob, tu y arrivera, tu verra c'est tout simple
En fait je m'entête avec cette broche mais déjà tel que c'est sans ça c'est déjà super, une chose qui facilite certainement les choses c'est d'avoir la doc et si c'est dans une langue qu'on connait c'est encore mieux. Surtout il ne faut pas baisser les bras
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mar 19 Mai 2015 - 18:24
Patrick le Belge Mar 19 Mai 2015 - 18:24
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mar 19 Mai 2015 - 19:19
dh42 Mar 19 Mai 2015 - 19:19
Ha ben oui David, c'est bien évident!!comment j'ai pas compris ça tout seul

Bin oui, c'est tout simple
... si on arrive à faire marcher ta broche, je le ferais peut être sur la mienne ++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mar 19 Mai 2015 - 22:00
c.phili Mar 19 Mai 2015 - 22:00

David, j'avais déjà essayé ce que tu as proposé mais en PWM, la broche n'est plus commandée.
Enfin soit, ne me demandais pas comment j'ai fait mais j'ai du tirer sur la bonne ficelle.
Je suis rentré dans l'atelier avec tes conseil en main et je me suis vite aperçu que j'avais déjà tout essayé, dans un dernier élan je rallume la broche, elle tourne mais a 22hertz, tien ça c'est bizarre, d'hab c'est 3 ou 80hertz, je clique pour augmenter la vitesse et ça marche, comprend plus rien.
Alors comme je suis une tête de mule comme ma douce me la rappelle souvent, je passe le reste de la soirée en sens inverse, après avoir enregistré toute les fenêtre de config, je change les paramètres et ça marche toujours alors je ne vois vraiment pas ce que j'ai fait de plus que hier et avant hier.
Maintenant la broche se met en marche à la vitesse que je veux, je l'augmente et la ralentie comme je veux
Comme je ne suis jamais content, j'aimerais que la vitesse s'affiche mais ça je suppose que c'est possible.
Pour en revenir à cette carte, elle a une fois trempée dans l'eau suite à l'inondation de ma cave; j'en avais parlé ici http://www.usinages.com/threads/moteur-pap-mouille.68428/
Alors, je ne sais pas si c'est possible ou non mais ne serait-ce pas de l'humidité restée dans un composant qui s'est évaporé du au fait que la carte est maintenant alimentée? Si ce n'est pas ça ben je ne comprendrais jamais pourquoi hier ça ne marche pas et que aujourd'hui ça marche très bien.
Un autre petit truc que je voudrais bien arranger et qui n'a rien a voir avec la broche, je n'arrive plus a employer mon clavier pour contrôler les axes. Avec la télécommande mach3 non plus, j'arrive a contrôler la broche mais pas les axe, j'ai du toucher où je devais pas.
Comme je ne compte pas en rester là, aujourd'hui j'ai reçus une nouvelle carte 6 axes, elle est destinée a la Bridgeport et tenez-vous bien, il n'y a pas de doc avec
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mer 20 Mai 2015 - 7:35
Patrick le Belge Mer 20 Mai 2015 - 7:35
Je ne pense pas qu'il restait quoi que ce soit comme humidité dans ta carte, sinon cela aurait fait "bang" ou "spritzzzzzzzzchchch" avec une jolie grande flamme de belle couleur! L'eau c'est mortel pour l'électronique, par contre l'idée d'un séchage en profondeur après avoir mis le jus sur ta carte n'est pas si bête que ça, car même après avoir séchée, il est possible qu'une très légère humidité de surface était existante!
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Mer 20 Mai 2015 - 9:32
bob47 Mer 20 Mai 2015 - 9:32
Ou peut être plus simplement le fait de couper le jus a permis a la carte ou au pc ou a Mac3 de prendre en compte la modification des réglages
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 20 Mai 2015 - 16:26
dh42 Mer 20 Mai 2015 - 16:26
Cool
parfois certains réglages nécessitent de redémarrer Mach3, mais je ne savais pas que c'était le cas pour le PWM (en principe il le précise quand un réglage nécessite un redémarrage)
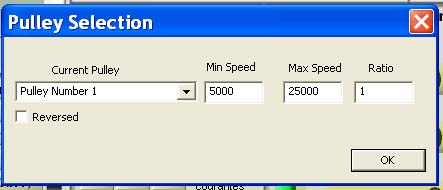
Comme je ne suis jamais content, j'aimerais que la vitesse s'affiche mais ça je suppose que c'est possible.
Normalement elle devrait déjà s'afficher, mais ce n'est peut être pas la bonne vitesse.
regarde dans le menu config/spindle pulley (poulies broche), tu peux mettre une valeur min et max de rotation pour le n° de poulie utilisée (si tu n'a pas de changement de poulie, met les info dans la poulie n° 1)
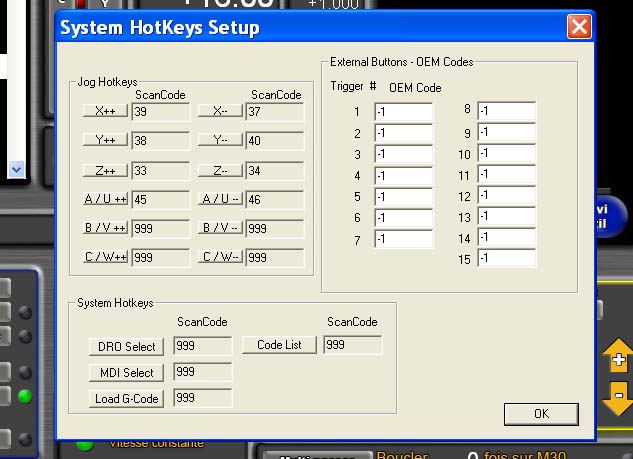
Un autre petit truc que je voudrais bien arranger et qui n'a rien a voir avec la broche, je n'arrive plus a employer mon clavier pour contrôler les axes. Avec la télécommande mach3 non plus, j'arrive a contrôler la broche mais pas les axe, j'ai du toucher où je devais pas.
1iere piste, tu a désactivé la commande manuelle (bouton déplacement manuel sur un des écrans Automatique ou manuel)
2ieme piste, tu a viré les raccourcis claviers qui correspondent aux touches.
menu config/system HotKeys ; clique sur le bouton de l'axe à régler, puis quand mach3 le demande, tape la touche à assigner.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 20 Mai 2015 - 17:14
c.phili Mer 20 Mai 2015 - 17:14
Maintenant je vais par curiosité tester les broches spen, j'avais le même voltage que les broche 0-10 volts mais quand la broche était arrêté, quand elle tournée je n'avais rien.

Pourquoi? Hier j'ai reçu une nouvelle carte CNC qui sera destinée a la Bridgeport, ben oui ce serait bête de s'arrêter en si bon chemin
Quoi que plus petite cette carte ressemble un peu et je pense que j'en aurais bien appris si j'avais eu cette notice avant.

La sortie spen ne serait dès fois pas simplement le PMW? Un peu bizarre quand même ça se branche sur au même endroit sur le variateur.
Bon je vais voir ce problème de clavier, ce n'est pas les raccourci, tu pense bien que c'est là que j'ai regardé en premier
Bonne soirée a tous
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 20 Mai 2015 - 17:22
dh42 Mer 20 Mai 2015 - 17:22
Bon je vais voir ce problème de clavier, ce n'est pas les raccourci, tu pense bien que c'est là que j'ai regardé en premier
La LED "déplacement manuel" est bien allumée ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Dim 24 Mai 2015 - 13:38
c.phili Dim 24 Mai 2015 - 13:38
Autre chose de simple pour toi mais moi j'y ai passé la matinée.
Tant qu'a faire, elle n'est pas encore fini mais elle ne demande qu'a travailler et autant que les essais servent.
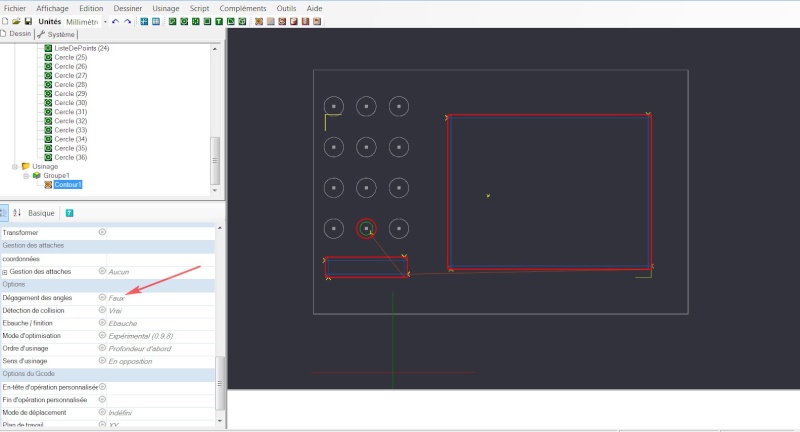
Je voudrai percer la façade de la console de commande mais je calle avec Cambam
pourquoi malgré que le dégagement des angles est sur faux, qu'il sont quand même dégager?
Pour être plus clair, je n'arrive pas a avoir un coin normal
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Dim 24 Mai 2015 - 16:38
dh42 Dim 24 Mai 2015 - 16:38
pourquoi malgré que le dégagement des angles est sur faux, qu'il sont quand même dégager?
Je n'y vois pas grand chose sur ton image mais .... les petites flèches jaunes à chaque angle me font penser qu'il y a 99.9% de chances que ce soit parce que tes rectangles ne sont pas fait d'une seule pièce mais de 4 lignes séparées ; sélectionne tes 4 cotés et "joint" les pour avoir une polyligne d'un seul tenant.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 18 sur 23 • 1 ... 10 ... 17, 18, 19 ... 23

 Sujets similaires
Sujets similaires» Hello d'une petite nouvelle sur le forum !
» une petite nouvelle à l'atelier.
» Une petite nouvelle PAC à l'atelier
» une petite nouvelle fraiseuse a la maison