






CNC de la proxxon mf 70 à la bzt pfk px 605
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 

 Re: CNC de la proxxon mf 70 à la bzt pfk px 605
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Sam 22 Déc 2012 - 21:12
gwen-ctn Sam 22 Déc 2012 - 21:12
salut, merci de ta réponse.
question con mais vaut mieux etre sur
DRO = visu auquel tu donne une fonction (1101 pour la V de palpage) ?
car si c'est cela je les ai également mise dans dans mon sceen ( v palp, Hpalp et offset)
la visu v palp fonctionne car la vitesse de descente varie en fonction de la valeur entrée.
par contre pour la led verte par exemple, je doit changer le code 825 par le 25 (digitise in) pour avoir un changement d'état.
au passage, je me suis fait une belle frayeur, car si je lance deux fois le palpage à la suite, à la fin la broche descend et écrase tout ( a bien failli en tout cas) au lieux de remonter est-ce normal docteur?
ma sonde fait 42.25 mm au déclenchement (mesure aprox pour le moment je pourrais le calculer exactement une fois que le reste fonctionnera)
donc même avec la valeur de ton palpeur laissée dans la visu pour les test il ne devrais pas y avoir une grosse différence
j'aurais jamais cru que ça allait etre aussi compliquer de mettre un palpeur, pour un chargeur d'outil je crois que je vais attendre un peu
question con mais vaut mieux etre sur
DRO = visu auquel tu donne une fonction (1101 pour la V de palpage) ?
car si c'est cela je les ai également mise dans dans mon sceen ( v palp, Hpalp et offset)
la visu v palp fonctionne car la vitesse de descente varie en fonction de la valeur entrée.
par contre pour la led verte par exemple, je doit changer le code 825 par le 25 (digitise in) pour avoir un changement d'état.
au passage, je me suis fait une belle frayeur, car si je lance deux fois le palpage à la suite, à la fin la broche descend et écrase tout ( a bien failli en tout cas) au lieux de remonter est-ce normal docteur?
ma sonde fait 42.25 mm au déclenchement (mesure aprox pour le moment je pourrais le calculer exactement une fois que le reste fonctionnera)
donc même avec la valeur de ton palpeur laissée dans la visu pour les test il ne devrais pas y avoir une grosse différence
j'aurais jamais cru que ça allait etre aussi compliquer de mettre un palpeur, pour un chargeur d'outil je crois que je vais attendre un peu
gwen-ctn- je prends du galon

- Messages : 78
Date d'inscription : 19/09/2012

Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Sam 22 Déc 2012 - 22:36
dh42 Sam 22 Déc 2012 - 22:36
DRO = visu auquel tu donne une fonction (1101 pour la V de palpage) ?
tout à fait
car si c'est cela je les ai également mise dans dans mon sceen ( v palp, Hpalp et offset)
la visu v palp fonctionne car la vitesse de descente varie en fonction de la valeur entrée.
par contre pour la led verte par exemple, je doit changer le code 825 par le 25 (digitise in) pour avoir un changement d'état.
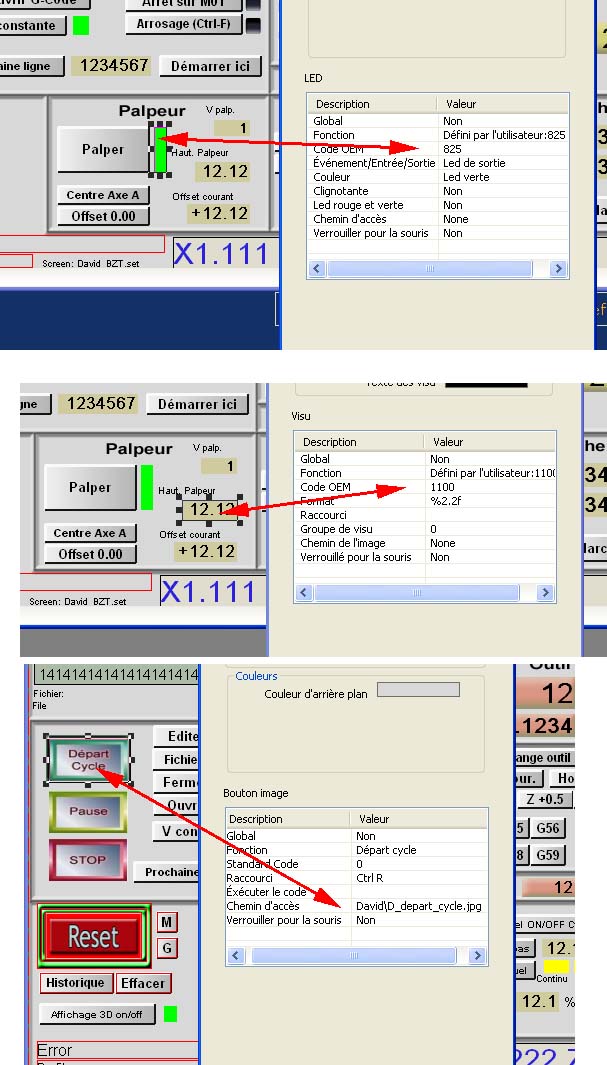
Il peut exister plusieurs codes différent, liés je pense à l'évolution du soft ; il te faut vérifier quel code est attribué à quel LED, Visu etc ... dans machscreen.
les DRO que tu a créées doivent aussi avoir le même code OEM que dans le code, ou il faut modifier le code en conséquence.(ou le n° de DRO)
La dernière image montre le chemin d'accès à l'image des boutons, ça peut te permettre de réparer mon screen juste en y mettant le bon chemin d'accès pour les images des boutons qui manquent
au passage, je me suis fait une belle frayeur, car si je lance deux fois le palpage à la suite, à la fin la broche descend et écrase tout ( a bien failli en tout cas) au lieux de remonter est-ce normal docteur?
Non, pas du tout, normalement tu peux palper autant de fois que tu veux, je le fait même souvent 2 fois car parfois la fraise ne tombe pas parfaitement au centre du palpeur (qui n'est pas fixe) si je part de haut.
j'aurais jamais cru que ça allait etre aussi compliquer de mettre un palpeur, pour un chargeur d'outil je crois que je vais attendre un peu Razz
.. et la je ne pourrais pas t'aider, je n'ai pas de changeur d'outil ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 23 Déc 2012 - 3:48
gwen-ctn Dim 23 Déc 2012 - 3:48
Il peut exister plusieurs codes différent, liés je pense à l'évolution du soft ; il te faut vérifier quel code est attribué à quel LED, Visu etc ... dans machscreen.
concernant le problème d'image, il doit venir de la, on doit avoir version différente de mach car les images qu'il me manque viennent du dossier mach3 et pas du tiens (.../mach3/millbitmaps/..)
bluedro.pnj
blueled.pnj
boxledgreen.pnj
boxledredgreen.pnj
boxledyellow.pnj
condition.pnj
greendro.pnj
reddro.pnj
slider1.pnj
togo.jpg
yellowdro.pnj
au niveau des différence de code la seule que j'ai trouvé est celle de la led 825 chez toi et 25 chez moi. par contre quant je met la valeur 25 dans la macro lors du palpage il me met le premier code erreur (capteur déjà actif)
j'ai fait quelques test en changeant des codes dont je ne comprenait pas l'origine dans ton script. la seule amélioration pour le moment est que la broche repart toujours dans le même sens à la fin (dans le mauvais sens bien sur

et je posterai un comparatif des deux codes.
les DRO que tu a créées doivent aussi avoir le même code OEM que dans le code, ou il faut modifier le code en conséquence.(ou le n° de DRO)
j'ai revérifié, il correspondent bien a part le 825 / 25
une dernière question
car si ce sont des codes conventionnels, on les retrouves ou?
merci d'avoir pris le temps de lire et pour ton aide,
bon dimanche.
@+

gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Dim 23 Déc 2012 - 16:45
dh42 Dim 23 Déc 2012 - 16:45
Salut,
Je t'ai mis les images manquantes en PJ
Il est parfois un peu compliqué de s'y retrouver, par exemple la visu Z (coord courante) à le code 2 (standard code) ou 802 (OEM code)
Note que même si cette visu n'était affichée sur aucun écran, tu pourrais quand même faire appel aux données qu'elle contient via son code OEM ; c'est une sorte de 'variable visible' si on peu dire. (il existe aussi des variables internes qui n'ont pas de représentation graphique comme les DRO). C'est la même chose avec les LED, slider et autres objets graphiques de Mach3.
doc programmation
http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_V3.x_Macro_Prog_Ref.pdf
http://www.machsupport.com/wp-content/uploads/2013/02/VBScript_Commands.pdf
++
David
Je t'ai mis les images manquantes en PJ
Les codes >= à 1000 sont des codes utilisateur, choix libre. Les codes < à 1000 correspondent à des objets intégrées de Mach3une dernière question Rolling Eyes les codes 1100, 1101 et 1110 viennent de quelques part ou c'est juste une ref "inventée" et on pourrait mettre 1234, 5678 et 9876 par ex ?
Il est parfois un peu compliqué de s'y retrouver, par exemple la visu Z (coord courante) à le code 2 (standard code) ou 802 (OEM code)
Note que même si cette visu n'était affichée sur aucun écran, tu pourrais quand même faire appel aux données qu'elle contient via son code OEM ; c'est une sorte de 'variable visible' si on peu dire. (il existe aussi des variables internes qui n'ont pas de représentation graphique comme les DRO). C'est la même chose avec les LED, slider et autres objets graphiques de Mach3.
doc programmation
http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_V3.x_Macro_Prog_Ref.pdf
http://www.machsupport.com/wp-content/uploads/2013/02/VBScript_Commands.pdf
++
David
- Fichiers joints

- images.zip images manquantesVous n'avez pas la permission de télécharger les fichiers joints.(68 Ko) Téléchargé 16 fois
Dernière édition par dh42 le Mar 26 Nov 2013 - 23:35, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 23 Déc 2012 - 23:18
gwen-ctn Dim 23 Déc 2012 - 23:18
salut,
Impec, merci pour la doc c'est pile ce que je cherchait
merci pour les images, après les avoir incluse le screen était bien complet et plus d'erreur mais le reset ne fonctionnait toujours pas. du coup j'ai fait une vérif des version et je tourne en V1...
après une petite maj vers la V3 ça marche de suite mieux on parle la même langue maintenant
on parle la même langue maintenant
bref, grosse perte de temps juste la dessus ( 3 nuits quant même ) mais au bout du compte pas tant que ça car sa m'a permis d’approfondir mach3 et de découvrir machsreen et les macro au lieu de faire un simple copier coller.
) mais au bout du compte pas tant que ça car sa m'a permis d’approfondir mach3 et de découvrir machsreen et les macro au lieu de faire un simple copier coller.
encore une fois merci pour ton aide et tes ressources sinon j'y serais encore
maintenant je vais pouvoir continué de vous présenter l'installation et les projets !
donc voici déjà une petite évolution de mon interface mach3, bon c'est pas grand chose mais sa facilite déjà bien la vie et sa risque de pas mal évolué avec la suite.

la partie palpage, qui est quasi la même que celle de David.
un bouton "changer" qui amène la broche devant centrée et en position haute qui permet de changer facilement d'outil.
une partie JOG qui permet de ne pas devoir faire appel à la télécommande (Tab) a chaque fois, ce qui tombe bien car mon écran est trop petit pour les deux)
j'ai supp une partie des info de broche qui ne servent à rien avec la kress et rajouter deux boutons de raccourcis,
un pour positionner la broche au dessus mon point de ref marqué sur le marthyr, ou je pose le brut
et un pur dégager la broche de la zone d'usinage pour pouvoir intervenir sur la pièce facilement.
prochainement je supprimerai l'espace multipass pour agrandir le display et trouver le truc pour contrôler l'aspirateur, la réfrigération et la dépression.
reste plus qu'a préparer les conduits air comprimé, aspirateur, dépression, fixer la réfrigération et l'aspiration à la broche mais sa devra attendre quelques jours, pas le courage de me taper une gsb deux jours avant noël et mes fournisseurs pro sont en congé...
a part ça, je vais vous faire partager par ma première
 (RHaaaa trop les boules...)
(RHaaaa trop les boules...)
le temps de faire quelques photos et j'y reviens
Impec, merci pour la doc c'est pile ce que je cherchait
merci pour les images, après les avoir incluse le screen était bien complet et plus d'erreur mais le reset ne fonctionnait toujours pas. du coup j'ai fait une vérif des version et je tourne en V1...
après une petite maj vers la V3 ça marche de suite mieux
on parle la même langue maintenant bref, grosse perte de temps juste la dessus ( 3 nuits quant même
encore une fois merci pour ton aide et tes ressources sinon j'y serais encore
maintenant je vais pouvoir continué de vous présenter l'installation et les projets !
donc voici déjà une petite évolution de mon interface mach3, bon c'est pas grand chose mais sa facilite déjà bien la vie et sa risque de pas mal évolué avec la suite.
la partie palpage, qui est quasi la même que celle de David.
un bouton "changer" qui amène la broche devant centrée et en position haute qui permet de changer facilement d'outil.
une partie JOG qui permet de ne pas devoir faire appel à la télécommande (Tab) a chaque fois, ce qui tombe bien car mon écran est trop petit pour les deux)
j'ai supp une partie des info de broche qui ne servent à rien avec la kress et rajouter deux boutons de raccourcis,
un pour positionner la broche au dessus mon point de ref marqué sur le marthyr, ou je pose le brut
et un pur dégager la broche de la zone d'usinage pour pouvoir intervenir sur la pièce facilement.
prochainement je supprimerai l'espace multipass pour agrandir le display et trouver le truc pour contrôler l'aspirateur, la réfrigération et la dépression.
reste plus qu'a préparer les conduits air comprimé, aspirateur, dépression, fixer la réfrigération et l'aspiration à la broche mais sa devra attendre quelques jours, pas le courage de me taper une gsb deux jours avant noël et mes fournisseurs pro sont en congé...
a part ça, je vais vous faire partager par ma première
(RHaaaa trop les boules...)le temps de faire quelques photos et j'y reviens
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 0:21
dh42 Lun 24 Déc 2012 - 0:21
le M/A de l'aspiration (ou lubrif) c'est M8 et M9 en Gcode, et c'est le bouton "Flood Ctrl F" de l'écran (qui pilote la 2ieme prise 220v à l'arrière du contrôleur).
PS: tu peux aussi créer des boutons qui 'jouent' directement du Gcode, sans code VB
++
David
PS: tu peux aussi créer des boutons qui 'jouent' directement du Gcode, sans code VB
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Lun 24 Déc 2012 - 3:25
gwen-ctn Lun 24 Déc 2012 - 3:25
le M/A de l'aspiration (ou lubrif) c'est M8 et M9 en Gcode, et c'est le bouton "Flood Ctrl F" de l'écran (qui pilote la 2ieme prise 220v à l'arrière du contrôleur).
le problème c'est que je ne pense pas que cette prise va servir car les 3 ( aspirateur, compresseur et pompe a vide) sont dans le garage a coter de l'atelier ( si on peut s'épargner un peu les oreilles autant en profiter
donc je pensais les brancher sur 3 pin libre via relais et électrovanne pour l'air comprimé, mais je doit encore contrôler si c'est faisable... je ne sais plus si mach3 envoi juste une impulsion ou si il ouvre/ferme la pin
en gros je vais regardé comment est monté leur système de prises arrière et refaire la même chose.
PS: tu peux aussi créer des boutons qui 'jouent' directement du Gcode, sans code VB Wink
voila ce que j'ai fait:
fonction: lancer basic-script
executer le code
code exemple:
- Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
mais j'ai vu également:
fonction: coordonées machine
code 107
intégré Gcode
code exemple:
- Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
ce qui je trouve reviens au même au final, enfin je crois.
comme promis la première boulette, purement humaine en plus...
pour tester le palpeur sans risquer trop de casse je met une vielle fraise( 1mm avec cul de 3.2) a l'envers dans la broche et je ne la serre pas a fond comme ça en cas de pression trop forte la fraise remonte dans la pince sans rien casser, et sa me laisse 30mm pour réagir
a force de le faire, au moment ou j'ai mis une bonne fraise de 1mm pour lancer un usinage je n'ai pas resserré a fond la pince...
résultat à un moment la fraise a commencer à glisser vers le bas mais la friction était encore suffisante pour la faire tourner.
résultat...

on voit bien la descente progressive de la fraise dans le martyr, même pas eu le temps de réagir ( avec une vitesse de 1000 sur une pièce de 11mm de diam ça va plutot vite
les résidus jaunâtres sont du double face qui a crâmer sur le coup...
et sacrilège des sacrilèges
cette S*** a été au travers du martyr et a attaquer la table
heureusement que le parcourt arrivait a sa fin
restons sur une note positive, pour ceux qui s’inquièterait de l'état de la fraise, je suis vraiment épater que ma fraise de 1mm avec sa vitesse de 1000 a 25'000 tours ai réussis a couper 4.7 mm de plexi plus 1.5 mm de la table (tot 6.3mm) d'un coup sans se briser, même sur une si courte distance...
enfin,j'aurais préférer quant même

et elle coupe toujours très bien d’ailleurs...
bref, un trou de 2mm de long c'est pas mortel mais sur une machine de 4 jours sa me broute grave
pour les âmes charitables, je déclare le registre des condoléances ouvert.... +
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() nexty Lun 24 Déc 2012 - 13:56
nexty Lun 24 Déc 2012 - 13:56
bonne qualiter la fraise, c'est une chinoise ou..?
il faut ce dire que tu ne feras plus l'erreur maintenant c'est le point positif!
c'est le point positif!
il faut ce dire que tu ne feras plus l'erreur maintenant

nexty- complétement accro

- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 15:16
dh42 Lun 24 Déc 2012 - 15:16
Salut,
Pas glop pour la table !!!
J'avoue qu'en voyant ta pièce posée directement sur la table alu, ça m'inquiétait un peu ; les rentre-dedans en Z c'est fréquent, que ce soit une erreur de l'utilisateur ou un bug machine. Pour ma part j'ai toujours un martyre de 15mm au moins fixé sur la table.
Tu a aussi une fonction Lancer Gcode, et dans ce cas le code est du pur Gcode, c.a.d pour le code du dessus
G0 G53 Z-1
G0 G53 X-260 Y -620
C'est plus simple à écrire s'il n'y a que du Gcode, l'inconvénient étant par contre que le code des boutons n'est pas éditable directement depuis Mach3 comme c'est le cas pour le VBscript.
++
David
Pas glop pour la table !!!
J'avoue qu'en voyant ta pièce posée directement sur la table alu, ça m'inquiétait un peu ; les rentre-dedans en Z c'est fréquent, que ce soit une erreur de l'utilisateur ou un bug machine. Pour ma part j'ai toujours un martyre de 15mm au moins fixé sur la table.
voila ce que j'ai fait:
fonction: lancer basic-script
executer le code
code exemple:
Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
Tu a aussi une fonction Lancer Gcode, et dans ce cas le code est du pur Gcode, c.a.d pour le code du dessus
G0 G53 Z-1
G0 G53 X-260 Y -620
C'est plus simple à écrire s'il n'y a que du Gcode, l'inconvénient étant par contre que le code des boutons n'est pas éditable directement depuis Mach3 comme c'est le cas pour le VBscript.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Mad Max Lun 24 Déc 2012 - 19:00
Mad Max Lun 24 Déc 2012 - 19:00
super rassurant...
je vais bien m'amuser d'ici peu on dirait.
je vais bien m'amuser d'ici peu on dirait.
Mad Max- acharné du forum

- Messages : 457
Points : 1315
Date d'inscription : 17/04/2009
Localisation : nord aveyron, bien paumé...
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 19:07
dh42 Lun 24 Déc 2012 - 19:07
Oui, Eric c'est fait ce genre de peur, et avec la grosse broche ça pardonne encore moins !! en plus quand tu connais le prix du bout d'alu ça fait ch***.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Totem Lun 24 Déc 2012 - 19:47
Totem Lun 24 Déc 2012 - 19:47
Salut,
Ne t'inquiète pas Mad Max, dès que tu auras le nez dedans, ça paraitra beaucoup plus simple! Et, pour commencer, rien ne t'oblige à utiliser les scripts de mach3...
Pour ma part j'ai un peu (complètement même) arrêté la cnc ces derniers mois, mais ça va redémarrer sous peu, avec un ami, on a un gros projet! Je vous en parlerai sous peu
++
Lionel
Ne t'inquiète pas Mad Max, dès que tu auras le nez dedans, ça paraitra beaucoup plus simple! Et, pour commencer, rien ne t'oblige à utiliser les scripts de mach3...
Pour ma part j'ai un peu (complètement même) arrêté la cnc ces derniers mois, mais ça va redémarrer sous peu, avec un ami, on a un gros projet! Je vous en parlerai sous peu
++
Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Mad Max Lun 24 Déc 2012 - 20:30
Mad Max Lun 24 Déc 2012 - 20:30
je vais passer voir eric dans la semaine, il me coachera un peu pour débuter.
je crois que pour mes débuts je vais carrément pas monter la table en alu, un martyr en agglo fera l'affaire et je me ferais la main sur du bois histoire de comprendre un peu ce que je fais.
je crois que pour mes débuts je vais carrément pas monter la table en alu, un martyr en agglo fera l'affaire et je me ferais la main sur du bois histoire de comprendre un peu ce que je fais.
Mad Max- acharné du forum
- Messages : 457
Points : 1315
Date d'inscription : 17/04/2009
Localisation : nord aveyron, bien paumé...
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 20:41
dh42 Lun 24 Déc 2012 - 20:41
sage décision pour la table
Pour ma part, la table alu sert rarement, hormis pour fixer le 4ieme axe ou un étau.
++
David
Pour ma part, la table alu sert rarement, hormis pour fixer le 4ieme axe ou un étau.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Totem Lun 24 Déc 2012 - 20:42
Totem Lun 24 Déc 2012 - 20:42
Re,
De toute façon, je ne m'inquiète pas du tout pour toi; vu la vitesse à laquelle tu as appris Catia, il n'y a pas de raison que le reste te pose plus de soucis!
Surtout avec un prof comme Eric
Pour ma part, je suis en train de galérer pour apprendre d'autres softs de CAO... et ça a bien du mal à rentrer!
++
Lionel
De toute façon, je ne m'inquiète pas du tout pour toi; vu la vitesse à laquelle tu as appris Catia, il n'y a pas de raison que le reste te pose plus de soucis!
Surtout avec un prof comme Eric
Pour ma part, je suis en train de galérer pour apprendre d'autres softs de CAO... et ça a bien du mal à rentrer!
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Mer 26 Déc 2012 - 2:16
gwen-ctn Mer 26 Déc 2012 - 2:16
nexty a écrit:bonne qualiter la fraise, c'est une chinoise ou..?
il faut ce dire que tu ne feras plus l'erreur maintenant
c'est clair lui mettrais toujours un coup de clé en plus pour le principe
mais du coup c'est la pince qui reste toujours coincée dans la broche la fraise c'est une proxxon avec un culot de 3.2mm (j'ai pas le droit d'en dire du mal vu que je suis revendeur
)
dh42 a écrit:Salut,
Pas glop pour la table !!!
J'avoue qu'en voyant ta pièce posée directement sur la table alu, ça m'inquiétait un peu ; les rentre-dedans en Z c'est fréquent, que ce soit une erreur de l'utilisateur ou un bug machine. Pour ma part j'ai toujours un martyre de 15mm au moins fixé sur la table.
mais il y a un martyr !!! c'est la plaque de plexi justement, bon ça ce vois pas trop vu qu'il est transparent....
dans le cas du "crash" le brut usiné était une plaque de styrène de 1mm.
le plexi est juste la de manière temporaire, le temps de mettre la table à dep en marche. et je crois que quant je n'utiliserais pas la dep je vais me faire un martyr en mdf de 18mm au lieu du plexi... en plus se sera plus facile pour fixer des brides.
@ MadMax
comme l'on dit Lionel et David le tout c'est de mettre les pattes dedans, lire des post sans autre support ou idée en même temps c'est complètement indigeste...
c'est comme apprendre une langue au début tu comprend que dalle et tu déprime, et une fois que tu sais dire; bonjour, je voudrais un café et je t'aime. tu sais dire; toi, aller la, là. faire ça pendant que moi boire café.
c'est pas de la grande prose mais tu te fait comprendre...
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Proxxon PD250
» [VENDS] Proxxon DS 230/E
» Proxxon mf70
» support de perçage proxxon
» Variateur en carafe sur un PROXXON FBS 240/E
» [VENDS] Proxxon DS 230/E
» Proxxon mf70
» support de perçage proxxon
» Variateur en carafe sur un PROXXON FBS 240/E
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum