






Mach3.fr cnc
2 participants
Page 1 sur 1

 Mach3.fr cnc
Mach3.fr cnc
![]() xaavier Lun 22 Avr 2024 - 14:13
xaavier Lun 22 Avr 2024 - 14:13
Bonjour à tous
J’utilise depuis plusieurs mois avec succès (+150h d’usinage) ma cnc équipée d’une carte AXBBE-E Ethernet avec mach3 fr en version 3.043.066.
Mes fichiers Gcodes réalisées avec SW étaient simples et avec un seul outil.
Mon palpeur une plaque époxy a toujours été fiable mon zéro était bon jamais de défaillance
Maintenant j’en veux plus cet à dire faire des fichiers Gcodes avec plusieurs outils (ex : forets et fraises)
J’ai paramétré mach3 pour la détection changement outil et rempli le catalogue outil.
Quand je lance le programme les appels d’outils fonctionnent et correspondent à ceux du catalogue.
Quand le programme me demande d’installer l’outil et d’onc aussi de faire le zéro je le fais à la main cet a dire avec une cale de papier tout va bien le programme s’exécute correctement jusqu’au prochain changement outil là aussi mise a zéro a la main avec cale de papier et tout va bien.
SAUF :
Quand je veux faire la même chose avec mon palpeur ça fait n’importe quoi….
D’abord le programme demande d’installer l’outil puis mise à zéro de l’outil avec cette foi çi le palpeur :
En premier il y a la détection de l’outil arrêt, puis la fraise continue de descendre (casse de la fraise) dans ma plaque époxy puis remonte. L’écart mesuré entre la table et la fraise n’est pas bonne du tout.
A force de casser des fraises j’ai installé un ressort dans la pince….
J’ai installé la version 3.043.062, modifier le script ZPALP = GETOEMDRO (802) ET SLEEP sur (500) au cas où.
Lorsque je modifie l’épaisseur du palpeur j’ai bien une alerte qui compense de 5mm les coordonnées de Z de retour
Avez-vous des idées ?
Xavier

J’utilise depuis plusieurs mois avec succès (+150h d’usinage) ma cnc équipée d’une carte AXBBE-E Ethernet avec mach3 fr en version 3.043.066.
Mes fichiers Gcodes réalisées avec SW étaient simples et avec un seul outil.
Mon palpeur une plaque époxy a toujours été fiable mon zéro était bon jamais de défaillance
Maintenant j’en veux plus cet à dire faire des fichiers Gcodes avec plusieurs outils (ex : forets et fraises)
J’ai paramétré mach3 pour la détection changement outil et rempli le catalogue outil.
Quand je lance le programme les appels d’outils fonctionnent et correspondent à ceux du catalogue.
Quand le programme me demande d’installer l’outil et d’onc aussi de faire le zéro je le fais à la main cet a dire avec une cale de papier tout va bien le programme s’exécute correctement jusqu’au prochain changement outil là aussi mise a zéro a la main avec cale de papier et tout va bien.
SAUF :
Quand je veux faire la même chose avec mon palpeur ça fait n’importe quoi….
D’abord le programme demande d’installer l’outil puis mise à zéro de l’outil avec cette foi çi le palpeur :
En premier il y a la détection de l’outil arrêt, puis la fraise continue de descendre (casse de la fraise) dans ma plaque époxy puis remonte. L’écart mesuré entre la table et la fraise n’est pas bonne du tout.
A force de casser des fraises j’ai installé un ressort dans la pince….
J’ai installé la version 3.043.062, modifier le script ZPALP = GETOEMDRO (802) ET SLEEP sur (500) au cas où.
Lorsque je modifie l’épaisseur du palpeur j’ai bien une alerte qui compense de 5mm les coordonnées de Z de retour
Avez-vous des idées ?
Xavier


xaavier- petit nouveau

- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque

Re: Mach3.fr cnc
![]() dh42 Lun 22 Avr 2024 - 18:07
dh42 Lun 22 Avr 2024 - 18:07
Salut,
Je ne vois pas d'erreur dans le script.
Avec une AXBB-E, ce n'était même pas nécessaire, il n'y a que les cartes Chinoises qui ne savent pas gérer les SetVar() et GetVar() de la macro standard.
As-tu bien réglé la valeur de "Hauteur palpeur" avec une valeur de hauteur correcte pour ton palpeur ? ... "Coordonnée Z de la surface palpée" est bien à 0 ?
++
David
Je ne vois pas d'erreur dans le script.
modifier le script ZPALP = GETOEMDRO (802) ET SLEEP sur (500) au cas où.
Avec une AXBB-E, ce n'était même pas nécessaire, il n'y a que les cartes Chinoises qui ne savent pas gérer les SetVar() et GetVar() de la macro standard.
As-tu bien réglé la valeur de "Hauteur palpeur" avec une valeur de hauteur correcte pour ton palpeur ? ... "Coordonnée Z de la surface palpée" est bien à 0 ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Mach3.fr cnc
![]() xaavier Lun 22 Avr 2024 - 20:03
xaavier Lun 22 Avr 2024 - 20:03
Bonjour David,
Oui épaisseur de la plaque époxy 1.5mm
Oui épaisseur de la plaque époxy 1.5mm


xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque
Re: Mach3.fr cnc
![]() dh42 Lun 22 Avr 2024 - 22:57
dh42 Lun 22 Avr 2024 - 22:57
Re
En lisant ça, ça viens de faire tilt !
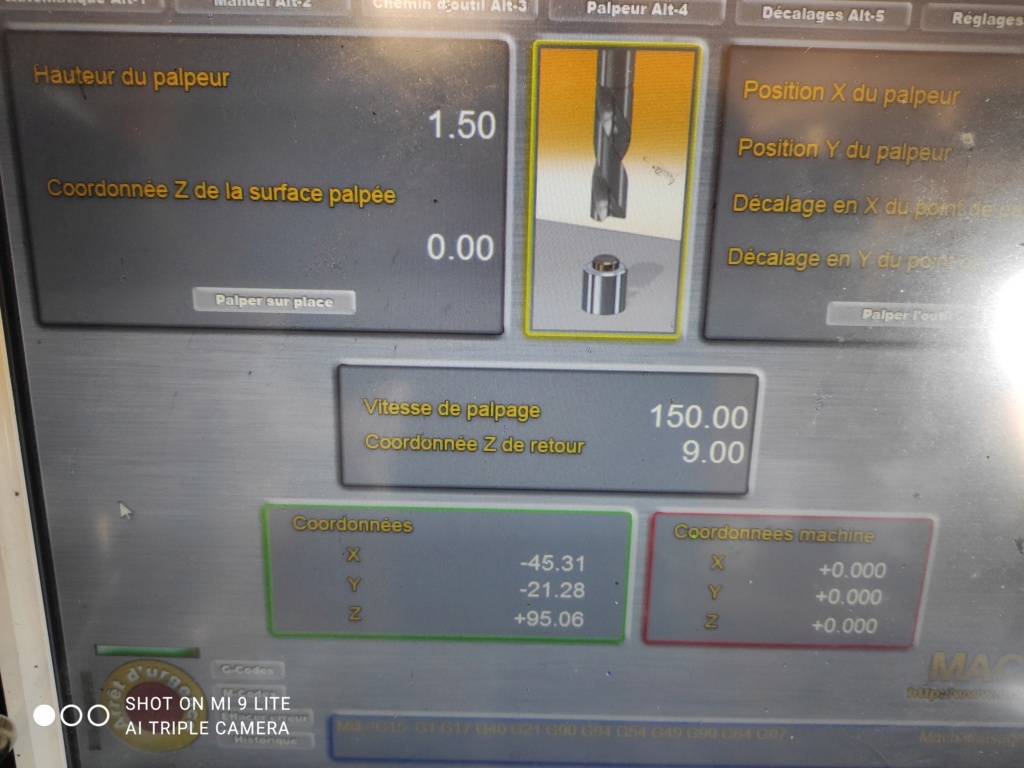
je crois que j'ai compris, tu utilises probablement la partie droite de l'écran "palper" ; il te faut utiliser la partie de gauche, bouton "palper sur place"
Lorsque les axes s'arrêtent suite à une demande de changement d'outil du Gcode (Txx M6), remontes le Z, montes ton nouvel outil, amènes tes axes manuellement jusqu'à la zone ou tu veux palper, mets le palpeur sous la fraise et cliques sur "palper sur place"
Pour la biblio d'outil à part pour le fun, ça ne sert à rien de la renseigner sauf si tu travailles avec des longueurs d'outils connues (montage en cône SA/SK), dans ce cas on ne palpe qu'une seule fois avec l'outil 0 (une pige de longueur invariable), puis la longueur (et donc la correction du Z) des autres outils et déduite de la longueur palpée de la pige et de la différence de longueur entre la pige et la longueur d'outil renseignée dans la biblio pour l'outil en cours ... c'est surtout utile si tu as un changeur d'outils auto. (et il faut un palpeur fixe)
Je pense que le problème vient du fait que les 3 macros (dans le bouton "palper sur place", le bouton "palper l'outil" et le bouton "Changement d'outil") utilisent la valeur "coord Z de retour" de manière différente.
Dans palper sur place "coord Z de retour" c'est simplement la hauteur ou remonter après palpage alors que dans les macros "Changement d'outil" et "palper l'outil" elle représente une hauteur Z de sécurité qui est utilisée comme position de sécu entre les 2 palpages, bizarre comme codage, je ne comprend pas vraiment quel est le but de la manœuvre .... partie droite à bannir (il me semble que tu n'es pas le 1ier à qui elle cause des problèmes)
.... partie droite à bannir (il me semble que tu n'es pas le 1ier à qui elle cause des problèmes)
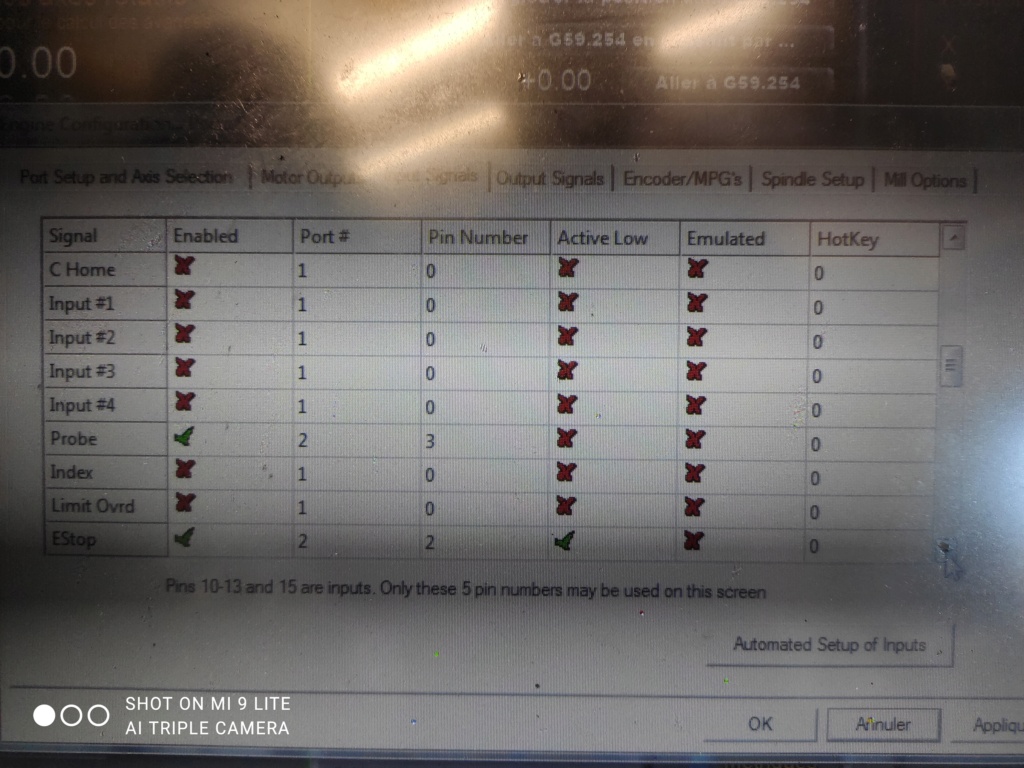
As tu des contacts de référencement ? (Homing)
++
David
D’abord le programme demande d’installer l’outil puis mise à zéro de l’outil avec cette foi çi le palpeur :
En lisant ça, ça viens de faire tilt !
je crois que j'ai compris, tu utilises probablement la partie droite de l'écran "palper" ; il te faut utiliser la partie de gauche, bouton "palper sur place"
Lorsque les axes s'arrêtent suite à une demande de changement d'outil du Gcode (Txx M6), remontes le Z, montes ton nouvel outil, amènes tes axes manuellement jusqu'à la zone ou tu veux palper, mets le palpeur sous la fraise et cliques sur "palper sur place"
Pour la biblio d'outil à part pour le fun, ça ne sert à rien de la renseigner sauf si tu travailles avec des longueurs d'outils connues (montage en cône SA/SK), dans ce cas on ne palpe qu'une seule fois avec l'outil 0 (une pige de longueur invariable), puis la longueur (et donc la correction du Z) des autres outils et déduite de la longueur palpée de la pige et de la différence de longueur entre la pige et la longueur d'outil renseignée dans la biblio pour l'outil en cours ... c'est surtout utile si tu as un changeur d'outils auto. (et il faut un palpeur fixe)
Je pense que le problème vient du fait que les 3 macros (dans le bouton "palper sur place", le bouton "palper l'outil" et le bouton "Changement d'outil") utilisent la valeur "coord Z de retour" de manière différente.
Dans palper sur place "coord Z de retour" c'est simplement la hauteur ou remonter après palpage alors que dans les macros "Changement d'outil" et "palper l'outil" elle représente une hauteur Z de sécurité qui est utilisée comme position de sécu entre les 2 palpages, bizarre comme codage, je ne comprend pas vraiment quel est le but de la manœuvre
As tu des contacts de référencement ? (Homing)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mach3.fr cnc
![]() xaavier Mar 23 Avr 2024 - 15:40
xaavier Mar 23 Avr 2024 - 15:40
Bonjour David,
Oui j'ai des contacts de référencement
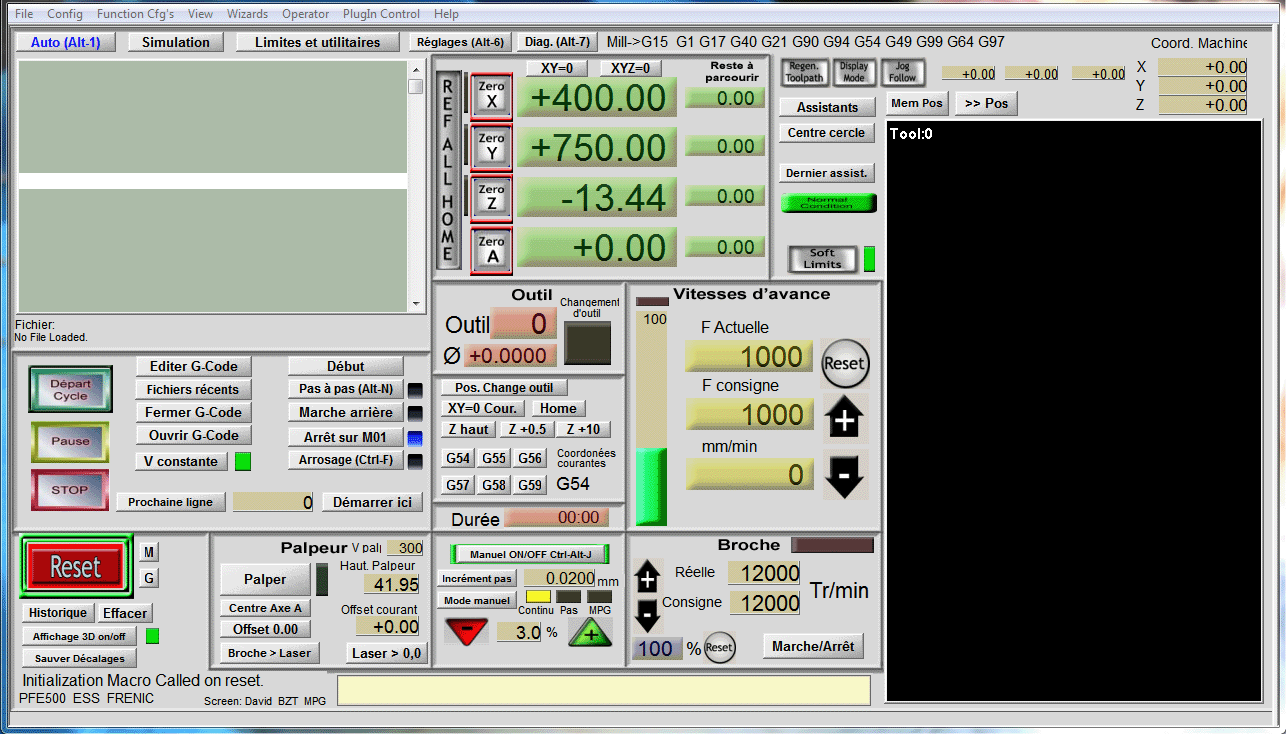
J’utilise uniquement la partie gauche de l’écran (palper sur place).
J’ai fait un autre test aucun fichier chargé premier outil fixé je fais mon zéro avec palper sur place = affichage écran 9mm je contrôle cette distance c bon.
Je charge le fichier gcode je lance le programme appel du premier outil je ne touche à rien usinage correct.
Appel du deuxième outil je remplace l’outil fais mon zéro avec palper sur place = 10.5mm affichage écran je contrôle et mesure 12mm !!! (on dirait 10.5mm+1.5mm épaisseur palpeur)
Résultat, usinage incorrect il manque 1.5mm.
Également pour ton information y a-t-il une relation avec cette erreur (au premier lancement) que j’ai et que je supprime de mon fichier.
Impossible d’utiliser des valeurs d’axes avec le code G80, Block=N9 G80 Z25.M09
La calibration du Z est bonne
Xavier
PS : je joins le fichier
Oui j'ai des contacts de référencement
J’utilise uniquement la partie gauche de l’écran (palper sur place).
J’ai fait un autre test aucun fichier chargé premier outil fixé je fais mon zéro avec palper sur place = affichage écran 9mm je contrôle cette distance c bon.
Je charge le fichier gcode je lance le programme appel du premier outil je ne touche à rien usinage correct.
Appel du deuxième outil je remplace l’outil fais mon zéro avec palper sur place = 10.5mm affichage écran je contrôle et mesure 12mm !!! (on dirait 10.5mm+1.5mm épaisseur palpeur)
Résultat, usinage incorrect il manque 1.5mm.
Également pour ton information y a-t-il une relation avec cette erreur (au premier lancement) que j’ai et que je supprime de mon fichier.
Impossible d’utiliser des valeurs d’axes avec le code G80, Block=N9 G80 Z25.M09
La calibration du Z est bonne
Xavier
PS : je joins le fichier
- Fichiers joints

- ecrouMaxavier.txt Fichier Gcode XavierVous n'avez pas la permission de télécharger les fichiers joints.(5 Ko) Téléchargé 2 fois
xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque
Re: Mach3.fr cnc
![]() dh42 Mar 23 Avr 2024 - 16:29
dh42 Mar 23 Avr 2024 - 16:29
Salut,
mauvaise syntaxe, le G80 doit être seul sur une ligne.
je vois aussi que ton GCode utilise des G43, ce qui veux dire qu'il utilise des correcteurs de longueur d'outil qui vont être ajoutés à la coord Z ; si tu utilises un palpage pour chaque outil, il ne faut pas utiliser de correcteurs en plus ... et t'assurer que dans ta biblio d'outils toutes les longueur d'outils sont bien à 0 (colonne Height)
Tu fais ton Gcode avec quel soft ?
++
David
Impossible d’utiliser des valeurs d’axes avec le code G80, Block=N9 G80 Z25.M09
mauvaise syntaxe, le G80 doit être seul sur une ligne.
je vois aussi que ton GCode utilise des G43, ce qui veux dire qu'il utilise des correcteurs de longueur d'outil qui vont être ajoutés à la coord Z ; si tu utilises un palpage pour chaque outil, il ne faut pas utiliser de correcteurs en plus ... et t'assurer que dans ta biblio d'outils toutes les longueur d'outils sont bien à 0 (colonne Height)
Tu fais ton Gcode avec quel soft ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mach3.fr cnc
![]() xaavier Mar 23 Avr 2024 - 18:33
xaavier Mar 23 Avr 2024 - 18:33
Re
Dans la bibliothèque mes valeurs longueurs d'outils sont bien à zéro.
J'utilise Solidworks et SolidworkCam.
Xavier
Dans la bibliothèque mes valeurs longueurs d'outils sont bien à zéro.
J'utilise Solidworks et SolidworkCam.
Xavier
xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque
Re: Mach3.fr cnc
![]() dh42 Mar 23 Avr 2024 - 18:44
dh42 Mar 23 Avr 2024 - 18:44
Et bien je ne sais pas quoi te dire, je ne comprends pas ou peut se situer le problème, désolé.
J'utilise la méthode que je t'ai donné tout le temps et je n'ai jamais eu de problème (ma table d'outils est totalement vide)
par contre j'utilise mon screenset perso et une macro de palpage perso également ; si tu veux le télécharger, il est la
http://www.metabricoleur.com/t13465p238-bzt-1000-px-installation-et-mise-en-route#267759
Une fois les fichiers en place, pour l'utiliser, lance ton profile machine habituel, puis va dans le menu View/loadscreen et sélectionnes David_BZT_MPG.set
la gestion du palpeur se fait sur l'écran principal (ça me gave de devoir jongler avec plusieurs écrans)
++
David
J'utilise la méthode que je t'ai donné tout le temps et je n'ai jamais eu de problème (ma table d'outils est totalement vide)
par contre j'utilise mon screenset perso et une macro de palpage perso également ; si tu veux le télécharger, il est la
http://www.metabricoleur.com/t13465p238-bzt-1000-px-installation-et-mise-en-route#267759

Une fois les fichiers en place, pour l'utiliser, lance ton profile machine habituel, puis va dans le menu View/loadscreen et sélectionnes David_BZT_MPG.set
la gestion du palpeur se fait sur l'écran principal (ça me gave de devoir jongler avec plusieurs écrans)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mach3.fr cnc
![]() xaavier Mar 23 Avr 2024 - 20:34
xaavier Mar 23 Avr 2024 - 20:34
Bonsoir David,
J'ai installé tes fichiers sans succès pire ce qui fonctionnait avant "palper sur place" maintenant même disfonctionnement que celui évoqué au début du post.
Je suis revenu en arrière j'ai retrouvé le fonctionnement initial.
Pour l'instant je vais continuer comme cela pour un fichier avec plusieurs outils
1: Z zéro palper sur place avec le premier outil fixé sur la broche
2: charger le fichier
3: lancer le programme appel de l'outil je ne touche a rien je continue
4: appel deuxième outil ( remplacer l'outil) je fais le zéro à la main (cale de papier)
Et voilà
Je construis actuellement une deuxième cnc je pourrai comparer.
Promis te tiens au courant si j'ai des news
Un grand merci pour ton aide
Xavier
J'ai installé tes fichiers sans succès pire ce qui fonctionnait avant "palper sur place" maintenant même disfonctionnement que celui évoqué au début du post.
Je suis revenu en arrière j'ai retrouvé le fonctionnement initial.
Pour l'instant je vais continuer comme cela pour un fichier avec plusieurs outils
1: Z zéro palper sur place avec le premier outil fixé sur la broche
2: charger le fichier
3: lancer le programme appel de l'outil je ne touche a rien je continue
4: appel deuxième outil ( remplacer l'outil) je fais le zéro à la main (cale de papier)
Et voilà
Je construis actuellement une deuxième cnc je pourrai comparer.
Promis te tiens au courant si j'ai des news
Un grand merci pour ton aide
Xavier
xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque

 Sujets similaires
Sujets similaires» Ou poster un sujet traitant de Mach3, des règlafes VFD Huanyang et d'une carte CNC USB compatible Mach3
» Mach3 cnc PC
» bug de Mach3?............
» CNC et MACH3
» cnc et mach3
» Mach3 cnc PC
» bug de Mach3?............
» CNC et MACH3
» cnc et mach3
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum