






Bug G-code
2 participants
Page 1 sur 1

 Bug G-code
Bug G-code
![]() El Zorro Mar 20 Fév 2024 - 18:22
El Zorro Mar 20 Fév 2024 - 18:22
Salut !
Il m'arrive un truc bizarre quand j'édite un g-code sous cambam
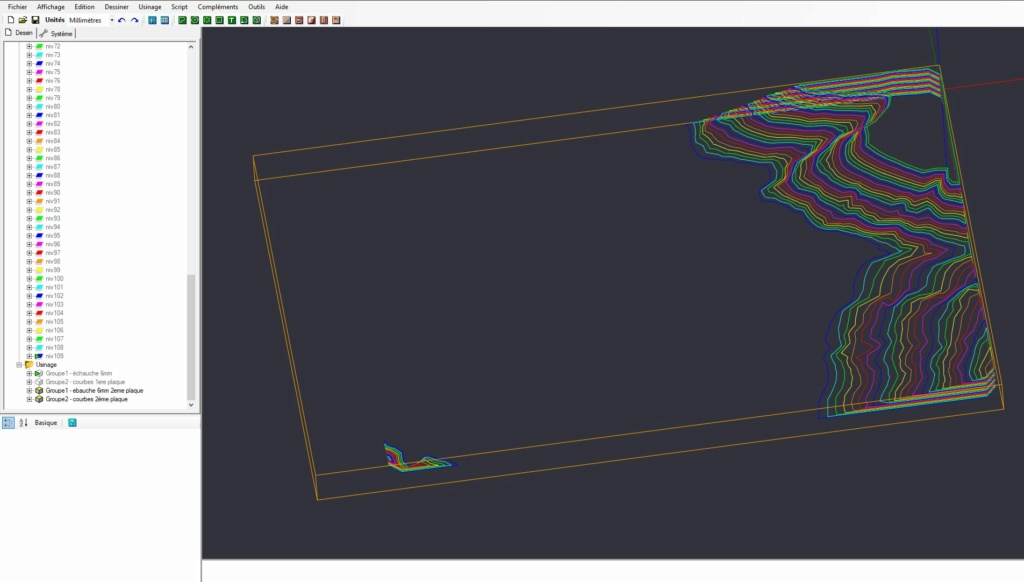
Je vous joins le fichier cambam et le g-code que je sors avec celui ci, j'usine de la mousse polyuréthane pour faire une topographie en courbes de niveaux
Mais voici ce que je vois quand je passe le g-code sur mach3


Il y a une trajectoire circulaire qui vient de nulle part....si je fais alt+double clic sur cambam pour voir tous mes traits je n'ai rien de circulaire (et encore moins de cette taille)
J'ai trouvé que le problème est au niveau de la ligne 1157 où se trouve cette commande : G2 Y-159.7133 I3871.9456 J-187553 mais comme mes connaissances en g-code sont nulles et que je suis assez téméraire j'ai juste effacé cette ligne en éditant le g-code (depuis mach3) et le problème disparait....mon terrain est usiné correctement
Par contre je ne dormirai pas tranquille tant que je n'aurai pas compris d'où vient cette trajectoire circulaire...
ps - j'ai posté dans "cambam" mais peut être que j'aurai du poster dans "mach3" ?
Il m'arrive un truc bizarre quand j'édite un g-code sous cambam
Je vous joins le fichier cambam et le g-code que je sors avec celui ci, j'usine de la mousse polyuréthane pour faire une topographie en courbes de niveaux

Mais voici ce que je vois quand je passe le g-code sur mach3


Il y a une trajectoire circulaire qui vient de nulle part....si je fais alt+double clic sur cambam pour voir tous mes traits je n'ai rien de circulaire (et encore moins de cette taille)
J'ai trouvé que le problème est au niveau de la ligne 1157 où se trouve cette commande : G2 Y-159.7133 I3871.9456 J-187553 mais comme mes connaissances en g-code sont nulles et que je suis assez téméraire j'ai juste effacé cette ligne en éditant le g-code (depuis mach3) et le problème disparait....mon terrain est usiné correctement
Par contre je ne dormirai pas tranquille tant que je n'aurai pas compris d'où vient cette trajectoire circulaire...
ps - j'ai posté dans "cambam" mais peut être que j'aurai du poster dans "mach3" ?
- Fichiers joints

- Terrain B_2000_mm plaque 2.zip Vous n'avez pas la permission de télécharger les fichiers joints.(322 Ko) Téléchargé 1 fois
- Terrain B_2000_mm plaque 2.Groupe2 - courbes 2ème plaque.zip Vous n'avez pas la permission de télécharger les fichiers joints.(48 Ko) Téléchargé 2 fois

El Zorro- très actif

- Messages : 364
Points : 678
Date d'inscription : 24/10/2012
Age : 99
Localisation : Oslo

Re: Bug G-code
![]() dh42 Mar 20 Fév 2024 - 21:13
dh42 Mar 20 Fév 2024 - 21:13
Salut,
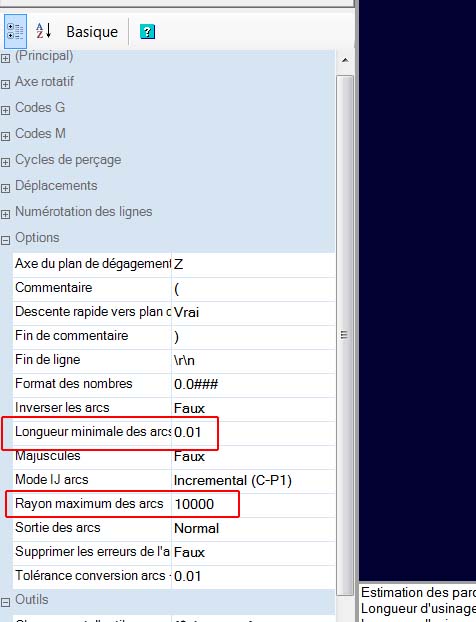
Édite ton post pro Mach3 et changes les valeurs de "Longueur mini des arcs" et de "Rayon maxi des arcs" pour avoir les mêmes que sur mon image, puis refais ton GCode.
++
David
Édite ton post pro Mach3 et changes les valeurs de "Longueur mini des arcs" et de "Rayon maxi des arcs" pour avoir les mêmes que sur mon image, puis refais ton GCode.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Bug G-code
![]() El Zorro Mer 21 Fév 2024 - 11:29
El Zorro Mer 21 Fév 2024 - 11:29
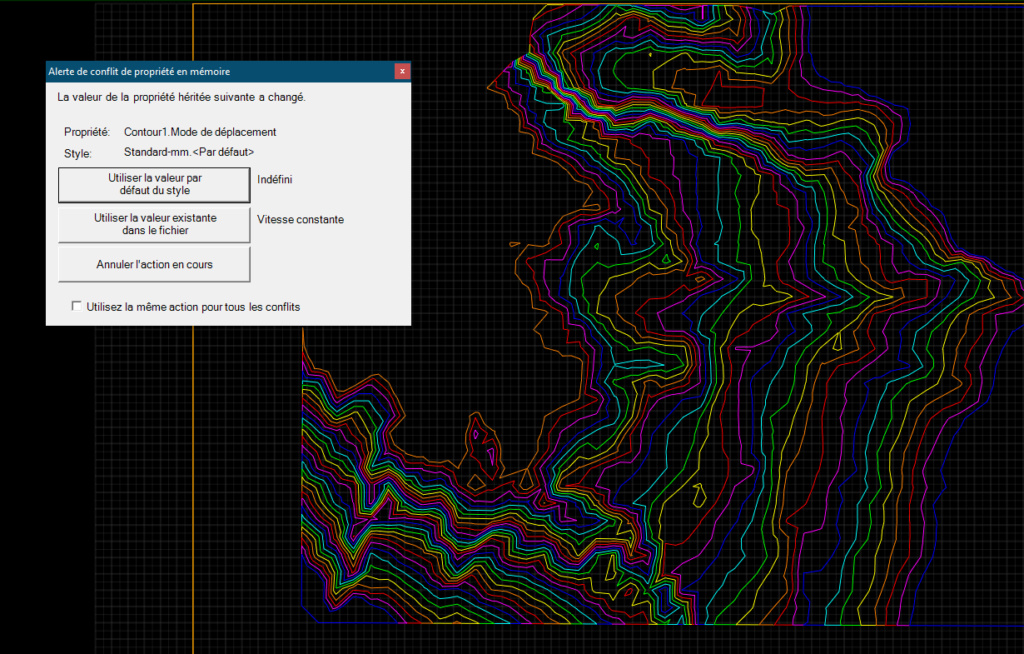
Je m’apprêtais à faire ces modifs justement quand j'ai vu que si je passe du fichier cambam de mon poste de travail (où je dessine et fais les paramètres d'usinage) au pc relié à la cnc (où j'ai un autre cambam pour éventuellement faire des modifs de dernière minute s'il le faut sans avoir à revenir à mon poste de travail) il y a des paramètres qui ne sont pas identiques et notamment celui ci :
Si choisis :
- Indéfini : j'ai le problème de cette grosse trajectoire circulaire
- Vitesse constante : le problème disparait
Je déduis donc que le "mode de déplacement" dans mon "style d'usinage" soit défini à "vitesse constante" pour tous mes usinages, non?

Si choisis :
- Indéfini : j'ai le problème de cette grosse trajectoire circulaire
- Vitesse constante : le problème disparait
Je déduis donc que le "mode de déplacement" dans mon "style d'usinage" soit défini à "vitesse constante" pour tous mes usinages, non?
El Zorro- très actif
- Messages : 364
Points : 678
Date d'inscription : 24/10/2012
Age : 99
Localisation : Oslo
Re: Bug G-code
![]() dh42 Mer 21 Fév 2024 - 22:09
dh42 Mer 21 Fév 2024 - 22:09
Salut,
je ne pense pas que ce soit ce qui change ton problème de grand cercle, en mode indéfini, le Gcode ne contient aucun code de mode de déplacement et Mach3 utilise son réglage par défaut, en mode vitesse constante, Cambam ajoute un G64 en début de Gcode (ou d'opération si toutes tes opérations n'utilisent pas le même mode de déplacement) et en mode trajectoire exacte, il met un G61 ... ça n'a pas d'influence sur la gestion des arcs et ça ne change en rien le reste du Gcode.
Je pense plutôt que ton post pro Mach3 sur le PC de l'atelier à les bon réglages alors qu'il ne sont pas bon sur le post pro de ton PC de travail (à l'insta de CB, ces paramètres sont réglés pour des pouces)
J'ai essayé avec ton Gcode, que je mettes ou que j'enlève le G64, ça ne change rien, j'ai toujours le grand cercle. (et pour info, le GCode que tu a mis en PJ est bien en vitesse constante car il y a un G64 en début de fichier)
Si tu veux que toutes tes nouvelles opérations soient réglés à "vitesse constante" par défaut, il faut mettre ce réglage sur "vitesse constante" dans le style par défaut. (le 1ier style sans nom)
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/CAMStyles.htm
++
David
Je déduis donc que le "mode de déplacement" dans mon "style d'usinage" soit défini à "vitesse constante" pour tous mes usinages, non?
je ne pense pas que ce soit ce qui change ton problème de grand cercle, en mode indéfini, le Gcode ne contient aucun code de mode de déplacement et Mach3 utilise son réglage par défaut, en mode vitesse constante, Cambam ajoute un G64 en début de Gcode (ou d'opération si toutes tes opérations n'utilisent pas le même mode de déplacement) et en mode trajectoire exacte, il met un G61 ... ça n'a pas d'influence sur la gestion des arcs et ça ne change en rien le reste du Gcode.
Je pense plutôt que ton post pro Mach3 sur le PC de l'atelier à les bon réglages alors qu'il ne sont pas bon sur le post pro de ton PC de travail (à l'insta de CB, ces paramètres sont réglés pour des pouces)
J'ai essayé avec ton Gcode, que je mettes ou que j'enlève le G64, ça ne change rien, j'ai toujours le grand cercle. (et pour info, le GCode que tu a mis en PJ est bien en vitesse constante car il y a un G64 en début de fichier)
Si tu veux que toutes tes nouvelles opérations soient réglés à "vitesse constante" par défaut, il faut mettre ce réglage sur "vitesse constante" dans le style par défaut. (le 1ier style sans nom)
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/CAMStyles.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» edition du g-code et insersion de code CAMBAM
» G CODE M10/M11
» Avenir de CutViewer
» G-CODE SUR CNC
» G code SPIRALE
» G CODE M10/M11
» Avenir de CutViewer
» G-CODE SUR CNC
» G code SPIRALE
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum