






G code SPIRALE
2 participants
Page 1 sur 1

 G code SPIRALE
G code SPIRALE
![]() WF Sam 5 Juin 2021 - 18:17
WF Sam 5 Juin 2021 - 18:17
Bonjour à Tous et à DH42 en particulier
Voila je bricole un wizard pour générer un gcode
pour couper un cylindre dans une plaque là pas de problème
je fais un épaulement au centre en spirale commençant par le centre du cercle pas de problème j ai bidouiller un fichier de Brian Baker ( fichier joint)
je veux faire un épaulement extérieure c est à dire que la fraise au lieu de commencer au centre du cercle commence à la périphérie de la pièce
et fait une spirale horizontale jusqu' au diamètre voulue
là je tourne en rond depuis une semaine
G2 ou G3 en décrémentant R je coince merci pour votre aide
si quelqu un a un bout de Gcode en spirale qui commence par l exterieur cela maiderait bien????
je vous joint le Sub EpaulementINT épaulement intérieur qui part du centre et va vers la périphérie de la pièce et qui fonctionne
Sub EpaulementINT()
Code "(MSG,AVEC EPAULEMENT INTERIEUR)"
DIAHOLE = Abs(GetOEMDRO (1109)) 'diametre epaulement
DIATOOL =GetOEMDRO (43) ' diametre outils ( 43)
' REM Center X & Y
XPOS=0 'position axe en X
YPOS=0 ' position axe en Y
' REM profondeur epaulement
DEPTH= Abs(GetOEMDRO (1145))*(-1)'*******
'REM DEPTHp per pass
Depthper = Abs(GetOEMDRO (1148))*(-1) '***** profondeur passe
per_stepover =GetOEmDRO (1147) ' largeur passe horizontale en % du diamètre outils
RampDis = GetOemDRO (1147) '********** la je nesais mais ça marche
' REM avance
FEEDC = GetOEMDRO (1120) ' avance ebauche
FEEDP =GetOEMDRO (1121) ' avance en plongée
ZRapidPlane=GetOemDRO (1130) ' Zsecu securite
Speed =GetOemDRO (1160 ) ' vitesse spindle
Tool =GetOemDRO (824) ' n) outils
REM End of inputs
Nc = 1
RAD=0
Stepover =(Abs(per_stepover))/100*DIATOOL
Passcounter= 1
RTOOL = DIATOOL / 2
RHOLE = ((DIAHOLE / 2)- RTOOL)
Counter = 1
Code "G00 G43 H" & Tool & " Z" & ZRapidPlane
Do
DEPTHPASS = (NC*Depthper)
If DEPTHPASS=RAD
If RHOLE < Stepover Then
Code "Y" & YPOS & " X" & XPOS+RHOLE & " R" & RHOLE/2
Code "Y" & YPOS & " X" & XPOS-RHOLE & " R" & RHOLE
CODE "X" & XPOS+RHOLE & " Y" & YPOS & " R" & RHOLE
End If
If RampDis > 0 Then
If RHOLE >RampDis Then
If GetUserLED (1004) Then
Code "Y" & Ypos+RampDis & " X" & XPOS+RHOLE-RampDis & " R" & RampDis
Else
Code "Y" & Ypos-RampDis & " X" & XPOS+RHOLE-RampDis & " R" & RampDis
End If
Else
If GetUserLED (1004) Then
Code "Y" & Ypos+RHOLE/2 & " X" & XPOS+RHOLE-RHOLE/2 & " R" & RHOLE/2
Else
Code "Y" & Ypos-RHOLE/2 & " X" & XPOS+RHOLE-RHOLE/2 & " R" & RHOLE/2
End If
End If
End If
CODE "G00 Z" & ZRapidPlane
Nc=Nc+1
RAD=0
Loop While DEPTHPASS > DEPTH
End Sub
en tous cas merci de votre aide à bientot
Voila je bricole un wizard pour générer un gcode
pour couper un cylindre dans une plaque là pas de problème
je fais un épaulement au centre en spirale commençant par le centre du cercle pas de problème j ai bidouiller un fichier de Brian Baker ( fichier joint)
je veux faire un épaulement extérieure c est à dire que la fraise au lieu de commencer au centre du cercle commence à la périphérie de la pièce
et fait une spirale horizontale jusqu' au diamètre voulue
là je tourne en rond depuis une semaine
G2 ou G3 en décrémentant R je coince merci pour votre aide
si quelqu un a un bout de Gcode en spirale qui commence par l exterieur cela maiderait bien????
je vous joint le Sub EpaulementINT épaulement intérieur qui part du centre et va vers la périphérie de la pièce et qui fonctionne
Sub EpaulementINT()
Code "(MSG,AVEC EPAULEMENT INTERIEUR)"
DIAHOLE = Abs(GetOEMDRO (1109)) 'diametre epaulement
DIATOOL =GetOEMDRO (43) ' diametre outils ( 43)
' REM Center X & Y
XPOS=0 'position axe en X
YPOS=0 ' position axe en Y
' REM profondeur epaulement
DEPTH= Abs(GetOEMDRO (1145))*(-1)'*******
'REM DEPTHp per pass
Depthper = Abs(GetOEMDRO (1148))*(-1) '***** profondeur passe
per_stepover =GetOEmDRO (1147) ' largeur passe horizontale en % du diamètre outils
RampDis = GetOemDRO (1147) '********** la je nesais mais ça marche
' REM avance
FEEDC = GetOEMDRO (1120) ' avance ebauche
FEEDP =GetOEMDRO (1121) ' avance en plongée
ZRapidPlane=GetOemDRO (1130) ' Zsecu securite
Speed =GetOemDRO (1160 ) ' vitesse spindle
Tool =GetOemDRO (824) ' n) outils
REM End of inputs
Nc = 1
RAD=0
Stepover =(Abs(per_stepover))/100*DIATOOL
Passcounter= 1
RTOOL = DIATOOL / 2
RHOLE = ((DIAHOLE / 2)- RTOOL)
Counter = 1
Code "G00 G43 H" & Tool & " Z" & ZRapidPlane
Do
DEPTHPASS = (NC*Depthper)
If DEPTHPASS=RAD
If RHOLE < Stepover Then
Code "Y" & YPOS & " X" & XPOS+RHOLE & " R" & RHOLE/2
Code "Y" & YPOS & " X" & XPOS-RHOLE & " R" & RHOLE
CODE "X" & XPOS+RHOLE & " Y" & YPOS & " R" & RHOLE
End If
If RampDis > 0 Then
If RHOLE >RampDis Then
If GetUserLED (1004) Then
Code "Y" & Ypos+RampDis & " X" & XPOS+RHOLE-RampDis & " R" & RampDis
Else
Code "Y" & Ypos-RampDis & " X" & XPOS+RHOLE-RampDis & " R" & RampDis
End If
Else
If GetUserLED (1004) Then
Code "Y" & Ypos+RHOLE/2 & " X" & XPOS+RHOLE-RHOLE/2 & " R" & RHOLE/2
Else
Code "Y" & Ypos-RHOLE/2 & " X" & XPOS+RHOLE-RHOLE/2 & " R" & RHOLE/2
End If
End If
End If
CODE "G00 Z" & ZRapidPlane
Nc=Nc+1
RAD=0
Loop While DEPTHPASS > DEPTH
End Sub
en tous cas merci de votre aide à bientot

WF- très actif

- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy

Re: G code SPIRALE
![]() dh42 Sam 5 Juin 2021 - 21:58
dh42 Sam 5 Juin 2021 - 21:58
Salut,
Un exemple fait en 30s avec CamBam
++
David
si quelqu un a un bout de Gcode en spirale qui commence par l exterieur cela maiderait bien????
Un exemple fait en 30s avec CamBam
- Code:
( Made using CamBam - http://www.cambam.co.uk )
( postpro = Mach3-CV-S)
( Sans titre 6/5/2021 9:54:58 PM )
(-------------------------------------------------)
( Outil: 5 D=3.0mm - EndMill L=50.0mm Ang= 0.0 Deg)
(-------------------------------------------------)
G21 G90 G64 G40 F1000
G91.1
G0 Z5.0
T5 M6
( Gravure1 )
G17
S12500
M3
G0 X12.5 Y0.0
G0 Z1.0
G1 F600.0 Z-5.0
G3 F800.0 X10.7531 Y6.2083 I-12.4583 J-0.1555
G3 X6.1667 Y10.681 I-10.6393 J-6.3222
G3 X0.0 Y12.25 I-6.0112 J-10.7226
G3 X-6.0833 Y10.5366 I0.1555 J-12.2083
G3 X-10.4645 Y6.0417 I6.1972 J-10.4228
G3 X-12.0 Y0.0 I10.5061 J-5.8862
G3 X-10.3201 Y-5.9583 I11.9583 J0.1555
G3 X-5.9167 Y-10.248 I10.2063 J6.0722
G3 X0.0 Y-11.75 I5.7612 J10.2896
G3 X5.8333 Y-10.1036 I-0.1555 J11.7083
G3 X10.0315 Y-5.7917 I-5.9472 J9.9898
G3 X11.5 Y0.0 I-10.0731 J5.6362
G3 X9.8871 Y5.7083 I-11.4583 J-0.1555
G3 X5.6667 Y9.815 I-9.7733 J-5.8222
G3 X0.0 Y11.25 I-5.5112 J-9.8566
G3 X-5.5833 Y9.6706 I0.1555 J-11.2083
G3 X-9.5984 Y5.5417 I5.6972 J-9.5568
G3 X-11.0 Y0.0 I9.6401 J-5.3862
G3 X-9.4541 Y-5.4583 I10.9583 J0.1555
G3 X-5.4167 Y-9.3819 I9.3403 J5.5722
G3 X0.0 Y-10.75 I5.2612 J9.4236
G3 X5.3333 Y-9.2376 I-0.1555 J10.7083
G3 X9.1654 Y-5.2917 I-5.4472 J9.1238
G3 X10.5 Y0.0 I-9.2071 J5.1362
G3 X9.0211 Y5.2083 I-10.4583 J-0.1555
G3 X5.1667 Y8.9489 I-8.9073 J-5.3222
G3 X0.0 Y10.25 I-5.0112 J-8.9906
G3 X-5.0833 Y8.8046 I0.1555 J-10.2083
G3 X-8.7324 Y5.0417 I5.1972 J-8.6908
G3 X-10.0 Y0.0 I8.7741 J-4.8862
G3 X-8.5881 Y-4.9583 I9.9583 J0.1555
G3 X-4.9167 Y-8.5159 I8.4742 J5.0722
G3 X0.0 Y-9.75 I4.7612 J8.5576
G3 X4.8333 Y-8.3716 I-0.1555 J9.7083
G3 X8.2994 Y-4.7917 I-4.9472 J8.2577
G3 X9.5 Y0.0 I-8.3411 J4.6362
G3 X8.1551 Y4.7083 I-9.4583 J-0.1555
G3 X4.6667 Y8.0829 I-8.0412 J-4.8222
G3 X0.0 Y9.25 I-4.5112 J-8.1246
G3 X-4.5833 Y7.9386 I0.1555 J-9.2083
G3 X-7.8664 Y4.5417 I4.6972 J-7.8247
G3 X-9.0 Y0.0 I7.9081 J-4.3862
G3 X-7.7221 Y-4.4583 I8.9583 J0.1555
G3 X-4.4167 Y-7.6499 I7.6082 J4.5722
G3 X0.0 Y-8.75 I4.2612 J7.6916
G3 X4.3333 Y-7.5056 I-0.1555 J8.7083
G3 X7.4334 Y-4.2917 I-4.4472 J7.3917
G3 X8.5 Y0.0 I-7.4751 J4.1362
G3 X7.289 Y4.2083 I-8.4583 J-0.1555
G3 X4.1667 Y7.2169 I-7.1752 J-4.3222
G3 X0.0 Y8.25 I-4.0112 J-7.2585
G3 X-4.0833 Y7.0725 I0.1555 J-8.2083
G3 X-7.0004 Y4.0417 I4.1972 J-6.9587
G3 X-8.0 Y0.0 I7.042 J-3.8862
G3 X-6.856 Y-3.9583 I7.9583 J0.1555
G3 X-3.9167 Y-6.7839 I6.7422 J4.0722
G3 X0.0 Y-7.75 I3.7612 J6.8255
G3 X3.8333 Y-6.6395 I-0.1555 J7.7083
G3 X6.5674 Y-3.7917 I-3.9472 J6.5257
G3 X7.5 Y0.0 I-6.609 J3.6362
G3 X6.423 Y3.7083 I-7.4583 J-0.1555
G3 X3.6667 Y6.3509 I-6.3092 J-3.8222
G3 X0.0 Y7.25 I-3.5112 J-6.3925
G3 X-3.5833 Y6.2065 I0.1555 J-7.2083
G3 X-6.1343 Y3.5417 I3.6972 J-6.0927
G3 X-7.0 Y0.0 I6.176 J-3.3862
G3 X-5.99 Y-3.4583 I6.9583 J0.1555
G3 X-3.4167 Y-5.9178 I5.8762 J3.5722
G3 X0.0 Y-6.75 I3.2612 J5.9595
G3 X3.3333 Y-5.7735 I-0.1555 J6.7083
G3 X5.7013 Y-3.2917 I-3.4472 J5.6597
G3 X6.5013 Y-0.0691 I-5.743 J3.1362
G0 Z5.0
M5
G28
M30

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: G code SPIRALE
![]() dh42 Sam 5 Juin 2021 - 23:16
dh42 Sam 5 Juin 2021 - 23:16
Re
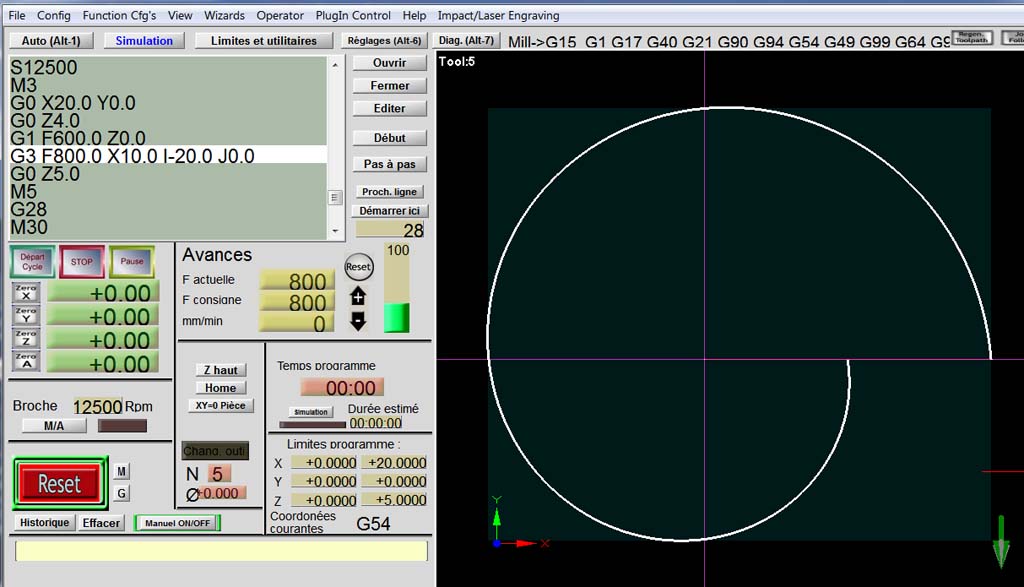
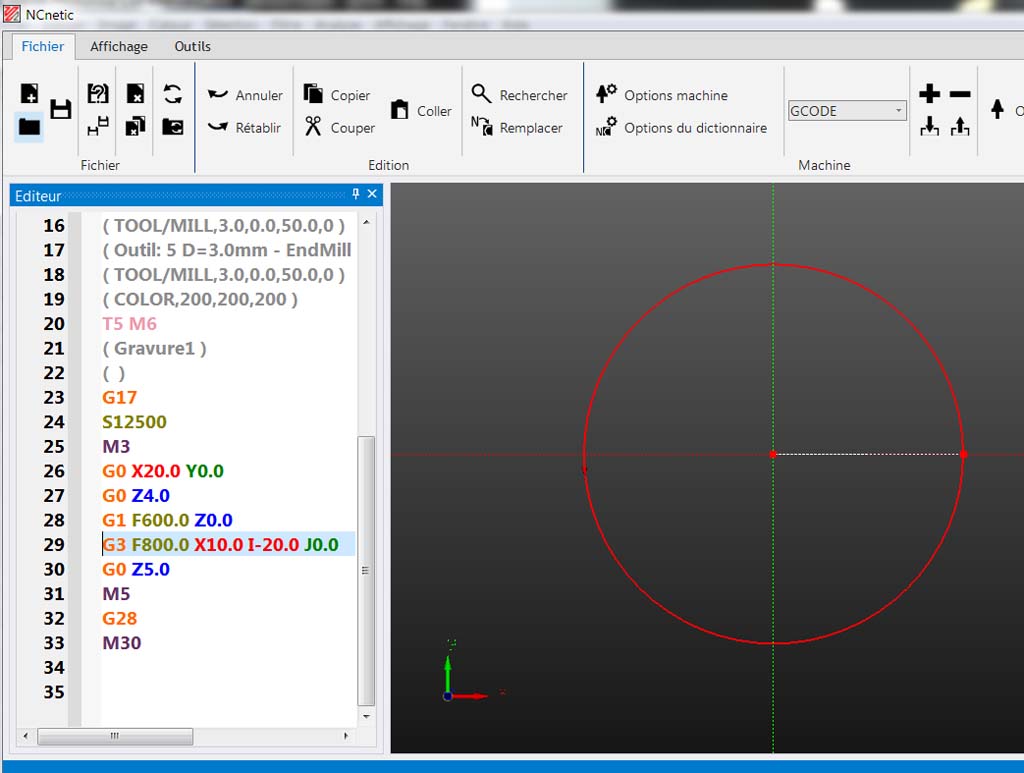
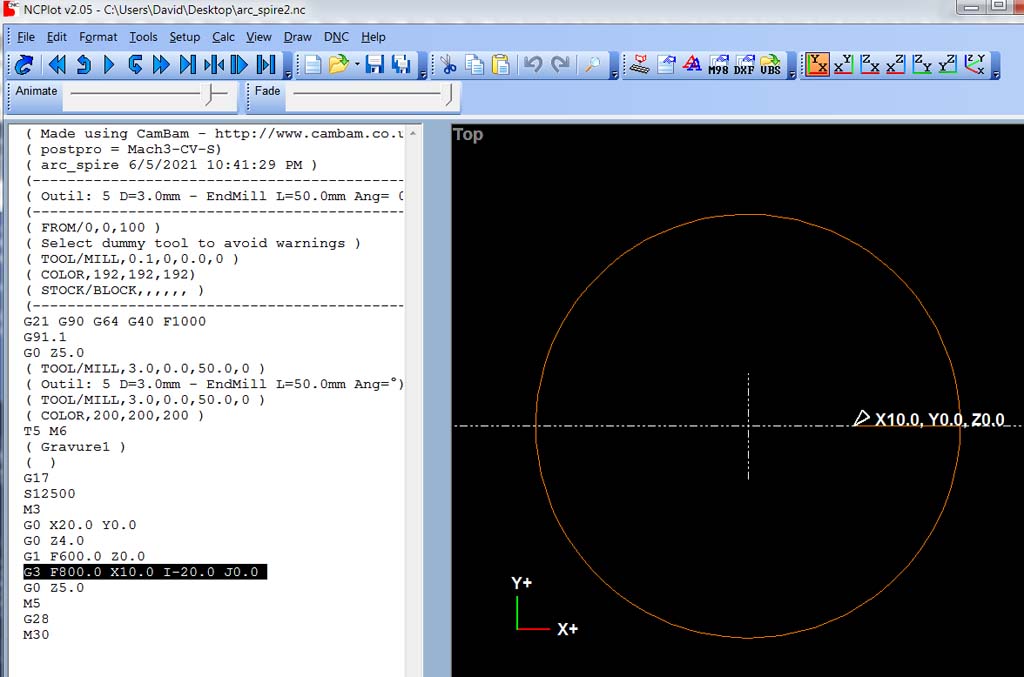
Note que si tu tente une spire directe sur un tour complet (360°), ça fonctionne avec Mach3, mais d'autres softs lisant le Gcode, comme CamBam, NCNETIC ou NCplot ne comprennent pas ; NCplot met une alerte (start radius and end radius are differents), NCNETIC ne se plaint pas, mais ne représente pas une spire mais un cercle, tout comme NCplot, CamBam ne se plaint pas non plus mais ne trace rien.
Attention, si tu pilote via une carte d'axe, pas sûr qu'elle sache gérer ça ... à vérifier
Un exemple avec le Gcode
G0 X20.0 Y0.0
G3 X10.0 I-20.0 J0.0
(si tu remplace le G3 par un G2, la spire tourne dans l'autre sens ; mais toujours avec le départ à l'extérieur)
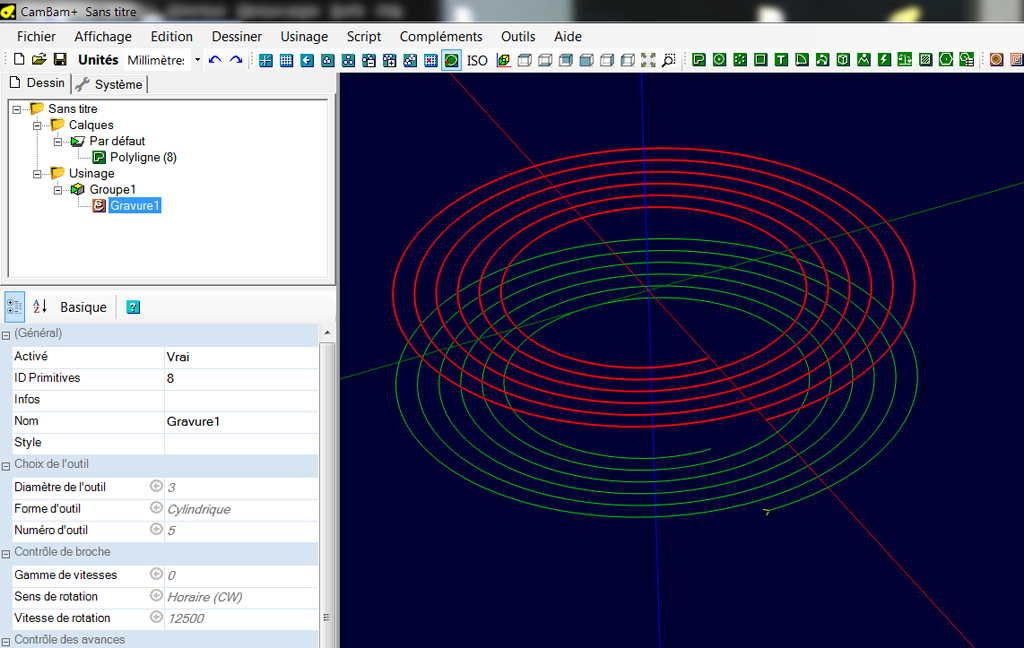
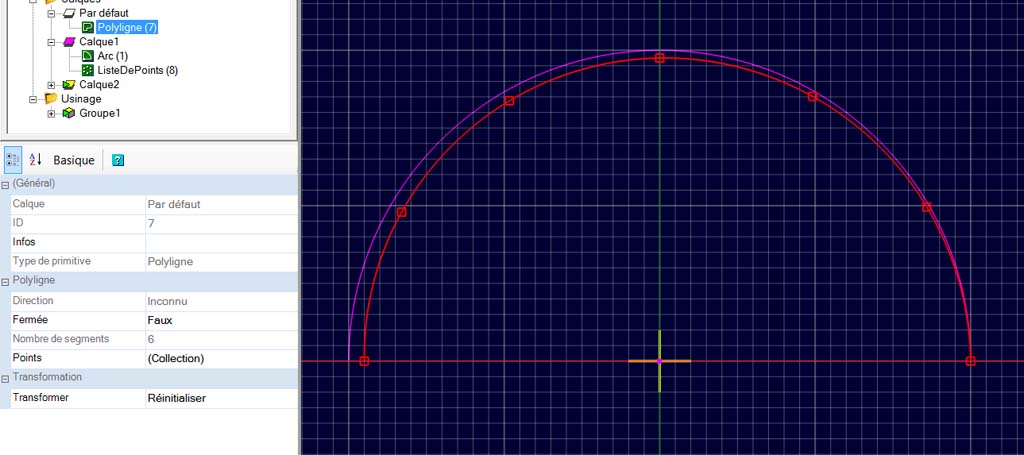
sur l'exemple mis précédemment et fait avec CamBam, c'est une successions de vrais arcs qui donnent une approximation de la forme en spirale.
en violet un arc sur 180° ; en rouge la succession d'arcs qui donne une spire au pas de 2mm/tour
++
David
Note que si tu tente une spire directe sur un tour complet (360°), ça fonctionne avec Mach3, mais d'autres softs lisant le Gcode, comme CamBam, NCNETIC ou NCplot ne comprennent pas ; NCplot met une alerte (start radius and end radius are differents), NCNETIC ne se plaint pas, mais ne représente pas une spire mais un cercle, tout comme NCplot, CamBam ne se plaint pas non plus mais ne trace rien.
Attention, si tu pilote via une carte d'axe, pas sûr qu'elle sache gérer ça ... à vérifier
Un exemple avec le Gcode
G0 X20.0 Y0.0
G3 X10.0 I-20.0 J0.0
(si tu remplace le G3 par un G2, la spire tourne dans l'autre sens ; mais toujours avec le départ à l'extérieur)



sur l'exemple mis précédemment et fait avec CamBam, c'est une successions de vrais arcs qui donnent une approximation de la forme en spirale.
en violet un arc sur 180° ; en rouge la succession d'arcs qui donne une spire au pas de 2mm/tour

++
David
Dernière édition par dh42 le Sam 5 Juin 2021 - 23:44, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: G code SPIRALE
![]() dh42 Sam 5 Juin 2021 - 23:42
dh42 Sam 5 Juin 2021 - 23:42
j ai bidouiller un fichier de Brian Baker ( fichier joint)
C'était dans quel wizard de Brian que tu a trouvé ce code ?
Code "Y" & YPOS & " X" & XPOS+RHOLE & " R" & RHOLE/2
et le G2 (ou le G3), il est ou !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
GCODE SPIRALE
![]() WF Dim 6 Juin 2021 - 11:32
WF Dim 6 Juin 2021 - 11:32
Bonjour DH42 et à tous
j ai trouvé la spirale dans Wizard (Cam Addon ) Circular pocket de Brian de Mach3 Version R3.043.062
je repart sur mon pc pour essayer de faire une bidouille
y a t il une grosse différence entre Cambam et Mach3 faut il changer la carte B O B XHC et je perd tous mes wizards sous mach3 ???
merci pour votre aide à bientôt
j ai trouvé la spirale dans Wizard (Cam Addon ) Circular pocket de Brian de Mach3 Version R3.043.062
je repart sur mon pc pour essayer de faire une bidouille
y a t il une grosse différence entre Cambam et Mach3 faut il changer la carte B O B XHC et je perd tous mes wizards sous mach3 ???
merci pour votre aide à bientôt
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: G code SPIRALE
![]() dh42 Dim 6 Juin 2021 - 21:23
dh42 Dim 6 Juin 2021 - 21:23
Salut,
CamBam n'est pas un soft de pilotage, c'est un soft de FAO, donc il produit du Gcode à partir d'un dessin 2D ou 3D, et tu pilote toujours la machine avec Mach3, qui lis le Gcode produit par CamBam. (donc CB remplace les wizard, avec beaucoup plus de possibilités) ... et bien sûr, tu peux toujours utiliser ta XHC et tes Wizard Mach3 si tu le souhaite.
[Vous devez être inscrit et connecté pour voir ce lien]
++
David
y a t il une grosse différence entre Cambam et Mach3 faut il changer la carte B O B XHC et je perd tous mes wizards sous mach3 ???
CamBam n'est pas un soft de pilotage, c'est un soft de FAO, donc il produit du Gcode à partir d'un dessin 2D ou 3D, et tu pilote toujours la machine avec Mach3, qui lis le Gcode produit par CamBam. (donc CB remplace les wizard, avec beaucoup plus de possibilités) ... et bien sûr, tu peux toujours utiliser ta XHC et tes Wizard Mach3 si tu le souhaite.
[Vous devez être inscrit et connecté pour voir ce lien]
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: G code SPIRALE
![]() WF Lun 21 Juin 2021 - 20:55
WF Lun 21 Juin 2021 - 20:55
Bonjour à Tous & à DH42 en particulier
voila le wizard rondelle
il découpe une rondelle dans une plaque
il fait un trou central
il fait un épaulement à partir du centre
il fait un chanfrein
il pointe des trous sur un axe circulaire
et enfin il fait un épaulement extérieur
j ai un petit bug il me dit qui il y a pas d avance alors q u il y en a dans sous programmes on appuie deux fois sur le bouton
et le problème disparait c est encore un coup de la gousse d ail
enfin voila le bebe j aimerais vos avis
merci pour votre aide
voila le wizard rondelle
il découpe une rondelle dans une plaque
il fait un trou central
il fait un épaulement à partir du centre
il fait un chanfrein
il pointe des trous sur un axe circulaire
et enfin il fait un épaulement extérieur
j ai un petit bug il me dit qui il y a pas d avance alors q u il y en a dans sous programmes on appuie deux fois sur le bouton
et le problème disparait c est encore un coup de la gousse d ail
enfin voila le bebe j aimerais vos avis
merci pour votre aide
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: G code SPIRALE
![]() dh42 Lun 21 Juin 2021 - 21:06
dh42 Lun 21 Juin 2021 - 21:06
Salut,
Il faut le wizard complet, le code sans le screenset qui va avec, c'est inutilisable
++
David
Il faut le wizard complet, le code sans le screenset qui va avec, c'est inutilisable
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re spirale
![]() WF Mar 22 Juin 2021 - 16:13
WF Mar 22 Juin 2021 - 16:13
Bonjour à tous
je suis tète en l air excuser moi
voila le screen "1024wf5" et le dessin "Rondelle épaulement" pour mettre dans les bitmap
sur le dessin il manque l épaulement extérieur des que j ai du temps je le mettrai à jour
à bientôt
je suis tète en l air excuser moi
voila le screen "1024wf5" et le dessin "Rondelle épaulement" pour mettre dans les bitmap
sur le dessin il manque l épaulement extérieur des que j ai du temps je le mettrai à jour
à bientôt
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
spirale
![]() WF Mer 23 Juin 2021 - 15:24
WF Mer 23 Juin 2021 - 15:24
bonjour à tous
voila les deux images à mettre dans les bitmaps pour les autre wizards
excuser mon étourderie
et merci encore pour votre aide précieuse
à bientôt
voila les deux images à mettre dans les bitmaps pour les autre wizards
excuser mon étourderie
et merci encore pour votre aide précieuse
à bientôt
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy

 Sujets similaires
Sujets similaires» Explication paramètre de la descente en spirale pour un fraisage en spirale
» edition du g-code et insersion de code CAMBAM
» Spirale de Pythagore
» Perçage en spirale
» Perçage en spirale
» edition du g-code et insersion de code CAMBAM
» Spirale de Pythagore
» Perçage en spirale
» Perçage en spirale
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum