






axe ; dimensions sur plan selon précision machine
4 participants
Page 1 sur 1

 axe ; dimensions sur plan selon précision machine
axe ; dimensions sur plan selon précision machine
![]() manuz Mar 20 Juin 2023 - 0:16
manuz Mar 20 Juin 2023 - 0:16
bonsoir
je dois dessiner un axe qui va servir à la transmission entre un moteur et un réducteur (le wple060 de chez neugart pour les curieux)
coté réducteur, l'axe rentre dans une pince avec anneau fendu (vis sur la tangente) par dessus
je sais pas trop quel genre d'ajustage il faut ; axe au diamètre 10.9 mm ?
je vais a priori tester protolabs ; en matériau, acier doux ? acier au carbone ? transmission qui prendra peu de couple (1 N.m en sortie de moteur)
***modif
en fait c'est du 8 mm en nominal et ayant un bout de cylindre à 8 exact (pied à coulisse au 1/100), je sais que c'est cette cote qu'il faut avoir et pas en dessous ; ca rentre un poil en force ; l'anneau serré/déserré varie de 5/100 en son diam interne
comme ce site annonce une précision de +/- 0.1mm, je me demande comment coter mon plan ; mentionner 8 (mini 0 maxi +0.1mm)
quand je regarde les intervalles de tolérance pour de l'ajustage serré à la presse (p6)...et c'est bcp trop, ca fait dans les 0.02m soit un axe à 8.02mm
bref, je sais pas trop comment m'y prendre sur la cotation du plan pour demander un axe à 8mm de diam sachant les +/- 0.1mm annoncé en précision d'usinage sur leur site
***fin
https://www.protolabs.com/fr-fr/matieres/guide-comparatif/?category=metal
merci de vos conseils
je dois dessiner un axe qui va servir à la transmission entre un moteur et un réducteur (le wple060 de chez neugart pour les curieux)
coté réducteur, l'axe rentre dans une pince avec anneau fendu (vis sur la tangente) par dessus
je vais a priori tester protolabs ; en matériau, acier doux ? acier au carbone ? transmission qui prendra peu de couple (1 N.m en sortie de moteur)
***modif
en fait c'est du 8 mm en nominal et ayant un bout de cylindre à 8 exact (pied à coulisse au 1/100), je sais que c'est cette cote qu'il faut avoir et pas en dessous ; ca rentre un poil en force ; l'anneau serré/déserré varie de 5/100 en son diam interne
comme ce site annonce une précision de +/- 0.1mm, je me demande comment coter mon plan ; mentionner 8 (mini 0 maxi +0.1mm)
quand je regarde les intervalles de tolérance pour de l'ajustage serré à la presse (p6)...et c'est bcp trop, ca fait dans les 0.02m soit un axe à 8.02mm
bref, je sais pas trop comment m'y prendre sur la cotation du plan pour demander un axe à 8mm de diam sachant les +/- 0.1mm annoncé en précision d'usinage sur leur site
***fin
https://www.protolabs.com/fr-fr/matieres/guide-comparatif/?category=metal
merci de vos conseils
Dernière édition par manuz le Sam 15 Juil 2023 - 9:07, édité 1 fois

manuz- complétement accro

- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse

Re: axe ; dimensions sur plan selon précision machine
![]() manuz Mar 20 Juin 2023 - 18:42
manuz Mar 20 Juin 2023 - 18:42
un petit cours d'ajustement plus tard,
https://www.youtube.com/watch?v=gbPogLOwwHQ
https://www.youtube.com/watch?v=-Bc3FB_Hr2o
en regardant les IT d'un (H7)g6 et en mesurant le diam interne à 10.98mm, ca pourrait nous faire un arbre à 10.95 mm
https://www.youtube.com/watch?v=gbPogLOwwHQ
https://www.youtube.com/watch?v=-Bc3FB_Hr2o
Dernière édition par manuz le Sam 15 Juil 2023 - 9:08, édité 1 fois
manuz- complétement accro
- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse
Re: axe ; dimensions sur plan selon précision machine
![]() dh42 Mar 20 Juin 2023 - 19:14
dh42 Mar 20 Juin 2023 - 19:14
Salut,
Il y avait un sujet sur les tolérances
http://www.metabricoleur.com/t757-tutoriel-sur-les-tolerances-dimentionnelles
++
David
Il y avait un sujet sur les tolérances
http://www.metabricoleur.com/t757-tutoriel-sur-les-tolerances-dimentionnelles
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: axe ; dimensions sur plan selon précision machine
![]() manuz Sam 15 Juil 2023 - 9:33
manuz Sam 15 Juil 2023 - 9:33
salut
merci du lien ; j'ai retrouvé ces explications dans le guide du dessinateur - Chevalier
j'ai modifié le texte du début entre les *** ; l'alésage nominal est de 8mm ; après tests avec ce que j'avais sous la main et pied à coulisse au 1/100, il me faut un axe à 8,00 mm (ca rentre un peu en force à la main ; faut surtout pas pas en dessous de 8,00 mm) ; avec une précision d'usinage annoncée à +/- 0.1mm (soit +/- 100 um) je crains de me retrouver avec un axe ne pouvant pas rentrer ; help les habitués de l'usinage ; comment se dépatouiller avec ce +/- 0.1mm
merci du lien ; j'ai retrouvé ces explications dans le guide du dessinateur - Chevalier
j'ai modifié le texte du début entre les *** ; l'alésage nominal est de 8mm ; après tests avec ce que j'avais sous la main et pied à coulisse au 1/100, il me faut un axe à 8,00 mm (ca rentre un peu en force à la main ; faut surtout pas pas en dessous de 8,00 mm) ; avec une précision d'usinage annoncée à +/- 0.1mm (soit +/- 100 um) je crains de me retrouver avec un axe ne pouvant pas rentrer ; help les habitués de l'usinage ; comment se dépatouiller avec ce +/- 0.1mm
manuz- complétement accro
- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse
Re: axe ; dimensions sur plan selon précision machine
![]() dh42 Sam 15 Juil 2023 - 18:19
dh42 Sam 15 Juil 2023 - 18:19
Salut,
Pas simple ton affaire, s'il te faut entre 8.00 et 8.02 et que leur précision d'usinage n'est que de ±0.1, ça fait donc 0.2mm d'écart potentiel entre le min et le max, et comme tu dis ça va pas le faire.
Trouver un fournisseur capable d'usiner avec des tolérances plus faibles, je ne vois pas d'autre solution.
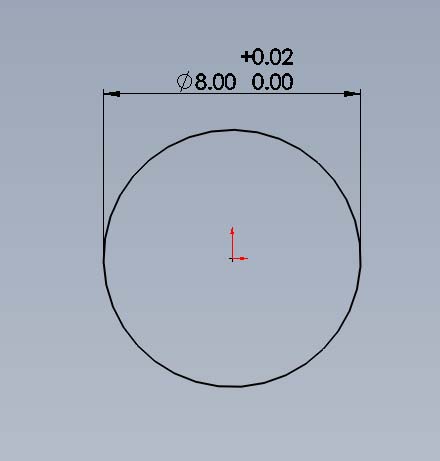
Du point de vue cotation, ça s'écrit comme ça.
++
David
Pas simple ton affaire, s'il te faut entre 8.00 et 8.02 et que leur précision d'usinage n'est que de ±0.1, ça fait donc 0.2mm d'écart potentiel entre le min et le max, et comme tu dis ça va pas le faire.
comment se dépatouiller avec ce +/- 0.1mm
Trouver un fournisseur capable d'usiner avec des tolérances plus faibles, je ne vois pas d'autre solution.
Du point de vue cotation, ça s'écrit comme ça.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: axe ; dimensions sur plan selon précision machine
![]() neophite Sam 15 Juil 2023 - 19:17
neophite Sam 15 Juil 2023 - 19:17
Avec un anneau fendu, tu auras nécessairement,t un excentration de ton axe Ø8, alors la tolérance -0:+0.02 .... c'est jeter de l'argent par les fenêtres ....
Achète (par ex https://www.acier-detail-decoupe.fr/stub-100cr6/4016-acier-rectifie-h7-100c6-stub-100cr6-longueur-2000mm-non-detaillable.html ) 18€ c'est déjà cher payé ... avec une tolérance -0.015/+0, ça devrait faire largement !
N'oublie pas d'ajouter un accouplement genre Oldham entre moteur et arbre de transmission, pour juguler les désalignement !
Achète (par ex https://www.acier-detail-decoupe.fr/stub-100cr6/4016-acier-rectifie-h7-100c6-stub-100cr6-longueur-2000mm-non-detaillable.html ) 18€ c'est déjà cher payé ... avec une tolérance -0.015/+0, ça devrait faire largement !
N'oublie pas d'ajouter un accouplement genre Oldham entre moteur et arbre de transmission, pour juguler les désalignement !

neophite- je prends du galon

- Messages : 61
Points : 81
Date d'inscription : 03/11/2021
Age : 102
Localisation : Vercors
Re: axe ; dimensions sur plan selon précision machine
![]() manuz Dim 16 Juil 2023 - 12:13
manuz Dim 16 Juil 2023 - 12:13
merci des infos
je viens de couper un petit rond de 6 d'acier assez dur et de le mettre dans le mandrin de la perceuse ; 1/100 part pas facilement avec du papier à poncer (meme le 80, de qualité) ; faut sortir la lime fine, appuyer un peu, pour enlever 2-3/100
je viens de couper un petit rond de 6 d'acier assez dur et de le mettre dans le mandrin de la perceuse ; 1/100 part pas facilement avec du papier à poncer (meme le 80, de qualité) ; faut sortir la lime fine, appuyer un peu, pour enlever 2-3/100
manuz- complétement accro
- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse
Re: axe ; dimensions sur plan selon précision machine
![]() bilou(te) Lun 17 Juil 2023 - 11:28
bilou(te) Lun 17 Juil 2023 - 11:28
Bonjour
A mon avis, un petit coup de fil à Protolabs pourrait être utlie, parce que si tu veux un axe simple, pas trop long, et que c'est usiné sur un tour CN, une tolérance meilleure que 0.1mm est largement atteignable. Accessoirement, si tu cherches juste un axe sans usinage particulier (par exemple pour une clavette) et de diamètre constant, un morceau de stub chez Otelo pourrait faire l'affaire.
Tu as un dessin de ta pièce ?
Si tu cherches juste un cylindre, une goupille de diamètre 8mm, chez Otelo, c'est donné tolérancé en m6, soit entre 8.06 et 8.015 si je ne dis pas de bêtise. Ca serait peut-être une piste
A mon avis, un petit coup de fil à Protolabs pourrait être utlie, parce que si tu veux un axe simple, pas trop long, et que c'est usiné sur un tour CN, une tolérance meilleure que 0.1mm est largement atteignable. Accessoirement, si tu cherches juste un axe sans usinage particulier (par exemple pour une clavette) et de diamètre constant, un morceau de stub chez Otelo pourrait faire l'affaire.
Tu as un dessin de ta pièce ?
Si tu cherches juste un cylindre, une goupille de diamètre 8mm, chez Otelo, c'est donné tolérancé en m6, soit entre 8.06 et 8.015 si je ne dis pas de bêtise. Ca serait peut-être une piste
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: axe ; dimensions sur plan selon précision machine
![]() manuz Lun 17 Juil 2023 - 19:53
manuz Lun 17 Juil 2023 - 19:53
salutbilou(te) a écrit:
Tu as un dessin de ta pièce ?
c'est pas qu'un simple axe ; voici

entre temps on m'a renvoyé vers un usineur dispo ; ouf
vivement le 2eme projet méca...ou t'es pas obligé d'apprendre les bases au fur et à mesure
manuz- complétement accro
- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse

 Sujets similaires
Sujets similaires» Femi ABS NG 120 : 3 tableaux : Quelle lame selon section, selon machine & vit coupe et avancement selon section et matériaux
» règle de précision pour machine à bois
» plan coté gabarit usinage plan de travail
» Montage arbre rabot/dégau marque ancienne, inconnue
» L'établi selon Vincent
» règle de précision pour machine à bois
» plan coté gabarit usinage plan de travail
» Montage arbre rabot/dégau marque ancienne, inconnue
» L'établi selon Vincent
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum