






Comment usiner cette forme ? Et dans quel matériau ?
+4
L'Ankou
manuz
Strib
Jivé
8 participants
Page 1 sur 1

 Comment usiner cette forme ? Et dans quel matériau ?
Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Ven 10 Fév 2023 - 11:17
Jivé Ven 10 Fév 2023 - 11:17
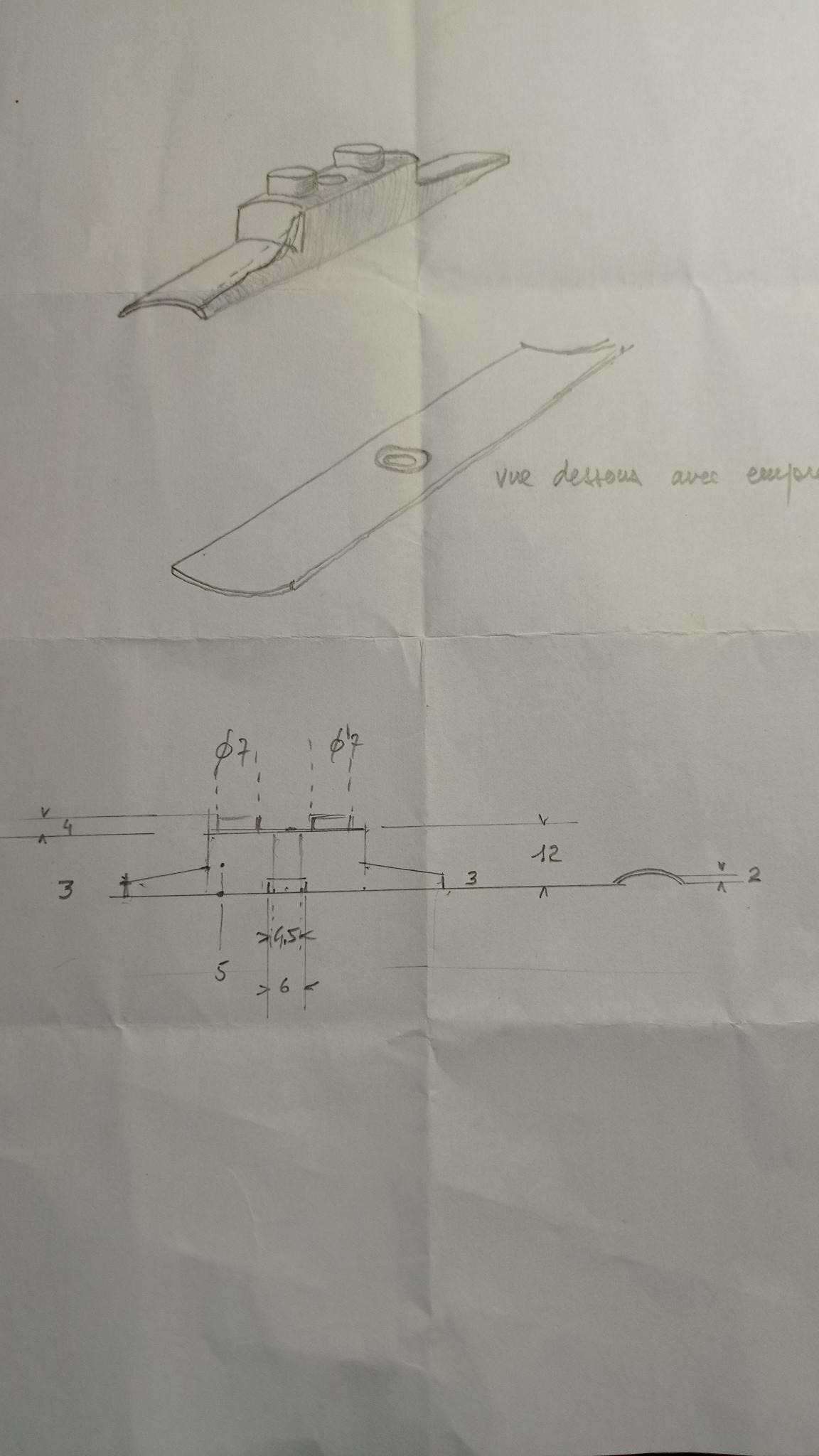
Par une connaissance d'une connaissance, m'arrive un "défi" : réaliser cette pièce pour un pêcheur à la mouche adepte de la TLT (technique linéaire de lancer, avec une prise "enveloppante" du moulinet)
Je ne connaissais pas cette variante avec moulinet décalé, mais bon, la discipline étant en perpétuelle évolution, prenons acte du dessin proposé

Traduction dans Freecad

Impression en 3D pour voir et faire valider.


L'idéal serait d'avoir une pièce résistante aux efforts sur les parties attache sur la canne et attache moulinet, insensible à l'eau et aux UV, tout en restant la plus légère.
D'où 2 questions :
- quel matériau se prêterait à l'usinage avec ces caractéristiques ?
- et comment l'usiner ? Par retournement en l'insérant dans un gabarit ?


Je ne connaissais pas cette variante avec moulinet décalé, mais bon, la discipline étant en perpétuelle évolution, prenons acte du dessin proposé

Traduction dans Freecad

Impression en 3D pour voir et faire valider.


L'idéal serait d'avoir une pièce résistante aux efforts sur les parties attache sur la canne et attache moulinet, insensible à l'eau et aux UV, tout en restant la plus légère.
D'où 2 questions :
- quel matériau se prêterait à l'usinage avec ces caractéristiques ?
- et comment l'usiner ? Par retournement en l'insérant dans un gabarit ?



Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Strib Sam 11 Fév 2023 - 7:09
Strib Sam 11 Fév 2023 - 7:09
Salut Jean,
Perso j'opterai pour le PEHD, si la forme n'est pas creuse, et que les "queues" sont suffisamment épaisses, cela répond aux autres critères de ton cahier des charges.
En premier lieu, j'avais pensé utiliser la forme imprimée en 3D pour fondre une ébauche en alu à usiner dans un gabarit pour soulager les efforts de coupe. Mais il faut être équipé
Pour l'usinage, et si tu fais du profilage 3D, je pense que tu vas devoir passer par un bridage dans un gabarit.
Les premières opérations (la partie concave qui épouse la canne, et le dessus), tu peux la faire en étau, ensuite je ne vois pas d'autre solution que de faire l'usinage des congés par retournement dans un gabarit.
A moins que tu ne puisse les faire à la défonceuse et une fraise à congés, mais dans ce cas, on ne maitrise pas le rayon.
Je prends un ticket !
A+
Stéphane
Perso j'opterai pour le PEHD, si la forme n'est pas creuse, et que les "queues" sont suffisamment épaisses, cela répond aux autres critères de ton cahier des charges.
En premier lieu, j'avais pensé utiliser la forme imprimée en 3D pour fondre une ébauche en alu à usiner dans un gabarit pour soulager les efforts de coupe. Mais il faut être équipé
Pour l'usinage, et si tu fais du profilage 3D, je pense que tu vas devoir passer par un bridage dans un gabarit.
Les premières opérations (la partie concave qui épouse la canne, et le dessus), tu peux la faire en étau, ensuite je ne vois pas d'autre solution que de faire l'usinage des congés par retournement dans un gabarit.
A moins que tu ne puisse les faire à la défonceuse et une fraise à congés, mais dans ce cas, on ne maitrise pas le rayon.
Je prends un ticket !
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -

Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Sam 11 Fév 2023 - 8:34
Jivé Sam 11 Fév 2023 - 8:34
Salut Stéphane
J'avais pensé aussi à un matériau similaire, du POM, j'ai un bout de rond en 50, qui s'usine bien.
Le souci, comme tu le souignes, c'est le point de faiblesse des extrémités, car il faut qu'elles se glissent dans le porte moulinet.
Avec les intéressés (pêcheur et dessinateur), l'idée est venue de l'évider au mieux (course au gramme).


Il me reste des blocs d'alu (alliage incertain, mais j'en ai déjà usiné).
Et donc, c'est sûr, on ne va pas échapper aux gabarits (en plus s'il faut usiner des poches sur les flancs).


Les ouvertures latérales sont là pour glisser un fil afin de réaliser une ligature provisoire pour des essais de validation.
Edit. Pour info, cette pièce (v3) a été imprimée à plat avec la version 2.6.0-alpha3 de Prusa slicer et en utilisant les supports organiques, en 0.15 mm, juste pour le fun. Les supports s'enlèvent très facilement.
A suivre, donc.
J'avais pensé aussi à un matériau similaire, du POM, j'ai un bout de rond en 50, qui s'usine bien.
Le souci, comme tu le souignes, c'est le point de faiblesse des extrémités, car il faut qu'elles se glissent dans le porte moulinet.
Avec les intéressés (pêcheur et dessinateur), l'idée est venue de l'évider au mieux (course au gramme).


Il me reste des blocs d'alu (alliage incertain, mais j'en ai déjà usiné).
Et donc, c'est sûr, on ne va pas échapper aux gabarits (en plus s'il faut usiner des poches sur les flancs).


Les ouvertures latérales sont là pour glisser un fil afin de réaliser une ligature provisoire pour des essais de validation.
Edit. Pour info, cette pièce (v3) a été imprimée à plat avec la version 2.6.0-alpha3 de Prusa slicer et en utilisant les supports organiques, en 0.15 mm, juste pour le fun. Les supports s'enlèvent très facilement.
A suivre, donc.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() manuz Sam 11 Fév 2023 - 8:39
manuz Sam 11 Fév 2023 - 8:39
salut
je sais pas si le pehd se ponce facilement à la main
le dessous ? à la défonceuse si on a la bonne fraise ? sinon approcher grossièrement la forme, contre forme 3d et feuille à poncer dedans ?
le dessus ? faire un contre moule à l'imprimante, insérer papier à poncer, et affiner ce qui a été enlevé avant plus grossièrement
les extrémités ? poncer à la main et à l'oeil ?
et imprimer à faible hauteur de couche en petg et belles finitions avec un enduit qui protège/lisse (aucune idée si ça existe) ? ...et une pièce de rab dans la musette
ps : écrit avant les nouvelles contraintes ; pour moi ce sera sticker de poisson collé à la main ou pochoir imprimé !
je sais pas si le pehd se ponce facilement à la main
le dessous ? à la défonceuse si on a la bonne fraise ? sinon approcher grossièrement la forme, contre forme 3d et feuille à poncer dedans ?
le dessus ? faire un contre moule à l'imprimante, insérer papier à poncer, et affiner ce qui a été enlevé avant plus grossièrement
les extrémités ? poncer à la main et à l'oeil ?
et imprimer à faible hauteur de couche en petg et belles finitions avec un enduit qui protège/lisse (aucune idée si ça existe) ? ...et une pièce de rab dans la musette
ps : écrit avant les nouvelles contraintes ; pour moi ce sera sticker de poisson collé à la main ou pochoir imprimé !

manuz- complétement accro
- Messages : 1780
Points : 2714
Date d'inscription : 25/12/2012
Age : 55
Localisation : vers toulouse
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Strib Sam 11 Fév 2023 - 8:51
Strib Sam 11 Fév 2023 - 8:51
Re !
Si tu veux usiner de l'alu, l'empreinte hexa pour les écrous va être sympa à usiner
D'ailleurs, si tu fais en alu, je pense que l'évidement pour gain de poids devrait être fait sur le côté de la pièce, tu pourrais faire un contour intérieur au lieu de la poche qui usine le poisson.
A+
Stéphane
Si tu veux usiner de l'alu, l'empreinte hexa pour les écrous va être sympa à usiner
D'ailleurs, si tu fais en alu, je pense que l'évidement pour gain de poids devrait être fait sur le côté de la pièce, tu pourrais faire un contour intérieur au lieu de la poche qui usine le poisson.
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() L'Ankou Sam 11 Fév 2023 - 10:30
L'Ankou Sam 11 Fév 2023 - 10:30
Et en buis? Limes et râpes, papier de verre...

L'Ankou- complétement accro
- Messages : 3435
Points : 3588
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() nono30 Sam 11 Fév 2023 - 10:37
nono30 Sam 11 Fév 2023 - 10:37
bonjour,
impression en PA avec fibre de carbone sans problème et ça résistera dans le temps
impression en PA avec fibre de carbone sans problème et ça résistera dans le temps

nono30- complétement accro
- Messages : 2214
Points : 2291
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Si tu as un tour ou à la CNC avec 4ème axe (4 d'un coup !!!)
![]() Buchsbaum Sam 11 Fév 2023 - 11:16
Buchsbaum Sam 11 Fév 2023 - 11:16
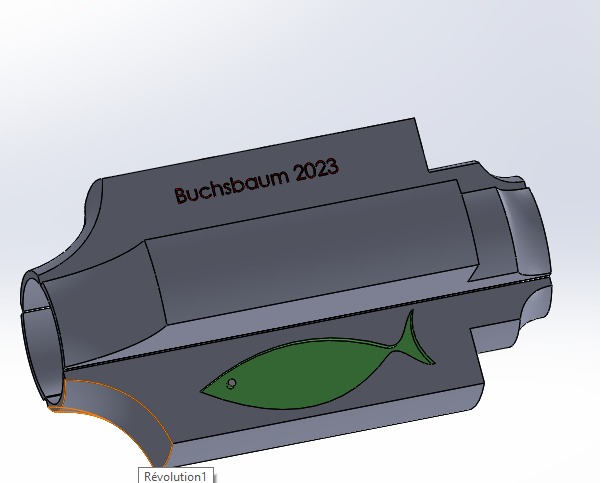
Bonjour Jivé,
Pourquoi pas, ou peut-être dans un bloc de liège ?? avec une tôle en aluminium collée sur le dessous pour adaptation et fixation au manche.
Pour ma part, j'usinerai une ébauche au tour ou à la CNC (4ème axe) pour obtenir 4 pièces identiques après découpe en 4 bien sûr

L'ankou a écrit:Et en buis? Limes et râpes, papier de verre...
Pourquoi pas, ou peut-être dans un bloc de liège ?? avec une tôle en aluminium collée sur le dessous pour adaptation et fixation au manche.
Pour ma part, j'usinerai une ébauche au tour ou à la CNC (4ème axe) pour obtenir 4 pièces identiques après découpe en 4 bien sûr
Plus qu'un grand discours, une image comme d'habitude :

Si tu optes pour la CNC au lieu du tour, tu pourras même (avant de démonter le 4 pièces) faire les poisson et signer ton travail !!!

Dernière édition par Buchsbaum le Dim 12 Fév 2023 - 0:28, édité 2 fois

Buchsbaum- complétement accro
- Messages : 669
Points : 745
Date d'inscription : 05/02/2021
Age : 65
Localisation : Rhône-Alpes
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() L'Ankou Sam 11 Fév 2023 - 12:31
L'Ankou Sam 11 Fév 2023 - 12:31
Ah ça c'est pô bête !!
Même au tour, simplement, en gardant les deux bouts du carrelet pour passer à la scie ensuite...
Même au tour, simplement, en gardant les deux bouts du carrelet pour passer à la scie ensuite...
L'Ankou- complétement accro
- Messages : 3435
Points : 3588
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Dim 12 Fév 2023 - 19:12
Jivé Dim 12 Fév 2023 - 19:12
Avec une fraise de 2 mm et option dégagement des angles, non ?Strib a écrit:
Si tu veux usiner de l'alu, l'empreinte hexa pour les écrous va être sympa à usiner What a Face
Oui, j'y avais pensé aussi, mais la pièce ayant une largeur de 13 mm, il faudra l'usiner en 2 fois, par retournement, en plus des 2 autres opérations pour donner la forme. Il faudra de bons pions.Strib a écrit:
D'ailleurs, si tu fais en alu, je pense que l'évidement pour gain de poids devrait être fait sur le côté de la pièce, tu pourrais faire un contour intérieur au lieu de la poche qui usine le poisson.

En buis, pourquoi pas, mais sur la durée ? Mon rasoir à main (porte lames Gilette 3) en buis teinté, malgré ses 10 couches de cyano en finition, la protection est près de disparaître, il va falloir la renforcer.L'Ankou a écrit:
Et en buis? Limes et râpes, papier de verre...
Si le pêcheur est prêt à invertir dans une bobine...Nono30 a écrit:
impression en PA avec fibre de carbone sans problème et ça résistera dans le temps Wink
Peut-être l'occasion de m'intéresser à un 4e axe, mais je ne pense pas qu'il y ait un pilotage de prévu sur la carte du controleur de ma CNC. Sinon, l'idée est lumineuseBuchsbaum a écrit:
Pour ma part, j'usinerai une ébauche au tour ou à la CNC (4ème axe) pour obtenir 4 pièces identiques après découpe en 4 bien sûr
Il restera encore les perçages et ouvertures à traiterL'Ankou a écrit:
Même au tour, simplement, en gardant les deux bouts du carrelet pour passer à la scie ensuite...
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Dim 12 Fév 2023 - 21:36
dh42 Dim 12 Fév 2023 - 21:36
Salut,
je me trompe peut être, mais je ne pense pas qu'il y ai besoin d'un montage d'usinage spécifique ; un étau et des cales de fraisage devraient suffire.
1) sur un bloc un peu plus long (la partie grise) pour pouvoir le serrer dans l'étau, et ^de préférence parfaitement calibré en épaisseur (13) on usine le dessus en usinage 3D + les trous et la lumière.
2) on retourne et on fait sauter le surplus en bleu, la pièce peut être calée sur le fond de l'étau ou sur une cale étant donné que l'arrête de la partie cylindrique du dessus est // au fond.
3) sans démonter, une fois le surplus enlevé, on fait la partie cylindrique concave en usinage 3D et les empreintes 6 pans.
4) ensuite on peut serrer la pièce sur le coté pour faire les détails latéraux, toujours en appui sur une cale vue que les 2 faces sont //, pour tenir correctement la pièce devrait être plus enfoncée dans l'étau que je ne l'ai fait sur le dessin.
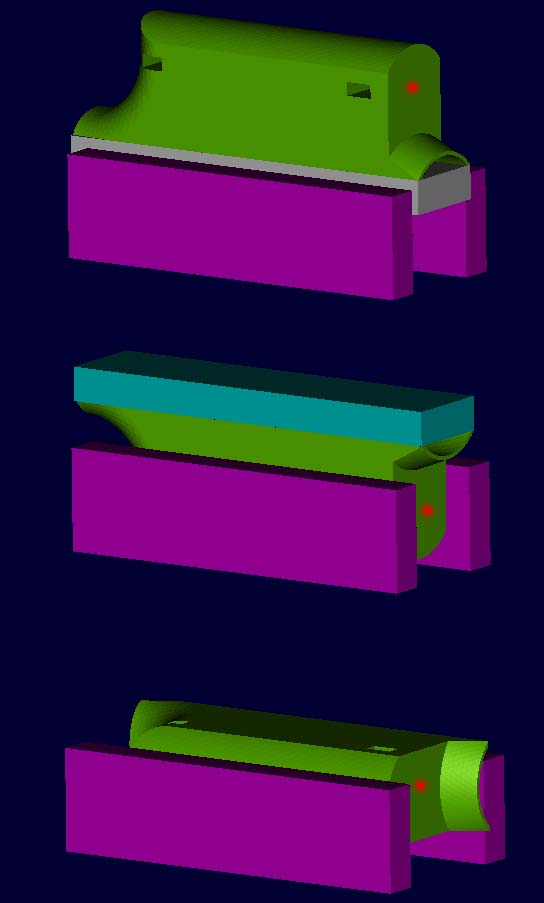
et comme on travaille par retournement, bien veiller à prendre le 0 sur la bonne face. En haut de l'image, si on fait le 0 en Y sur la face qui est sur le mors fixe, une fois retourné, cette face est coté mors mobile. Ou si on ne veux pas changer le 0 de place, il faut que ta plaque soit parfaitement calibrée à 13 pour matcher au dessin. Ou garder la même face en appui, mais dans ce cas c'est la face verticale (point rouge) qui change de coté, donc 0 à refaire sur X
faut juste espérer qu'il ne t'en commande pas 2000
++
David
Et donc, c'est sûr, on ne va pas échapper aux gabarits (en plus s'il faut usiner des poches sur les flancs).
je me trompe peut être, mais je ne pense pas qu'il y ai besoin d'un montage d'usinage spécifique ; un étau et des cales de fraisage devraient suffire.
1) sur un bloc un peu plus long (la partie grise) pour pouvoir le serrer dans l'étau, et ^de préférence parfaitement calibré en épaisseur (13) on usine le dessus en usinage 3D + les trous et la lumière.
2) on retourne et on fait sauter le surplus en bleu, la pièce peut être calée sur le fond de l'étau ou sur une cale étant donné que l'arrête de la partie cylindrique du dessus est // au fond.
3) sans démonter, une fois le surplus enlevé, on fait la partie cylindrique concave en usinage 3D et les empreintes 6 pans.
4) ensuite on peut serrer la pièce sur le coté pour faire les détails latéraux, toujours en appui sur une cale vue que les 2 faces sont //, pour tenir correctement la pièce devrait être plus enfoncée dans l'étau que je ne l'ai fait sur le dessin.

et comme on travaille par retournement, bien veiller à prendre le 0 sur la bonne face. En haut de l'image, si on fait le 0 en Y sur la face qui est sur le mors fixe, une fois retourné, cette face est coté mors mobile. Ou si on ne veux pas changer le 0 de place, il faut que ta plaque soit parfaitement calibrée à 13 pour matcher au dessin. Ou garder la même face en appui, mais dans ce cas c'est la face verticale (point rouge) qui change de coté, donc 0 à refaire sur X
faut juste espérer qu'il ne t'en commande pas 2000
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() BZHades Lun 13 Fév 2023 - 8:23
BZHades Lun 13 Fév 2023 - 8:23
Bonjour
si tu fais en aluminium, pourquoi ne pas la couler ? l'aluminium fond facilement (660°), avec l'imprimante 3D tu créé un modèle en cire perdue (du moins l'équivalent plastique), un peu de sable, et à part les finitions pour l'état de surface, ça fera le job
si tu fais en aluminium, pourquoi ne pas la couler ? l'aluminium fond facilement (660°), avec l'imprimante 3D tu créé un modèle en cire perdue (du moins l'équivalent plastique), un peu de sable, et à part les finitions pour l'état de surface, ça fera le job

BZHades- complétement accro
- Messages : 858
Points : 957
Date d'inscription : 04/02/2016
Age : 39
Localisation : Angers -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Mar 14 Fév 2023 - 0:14
dh42 Mar 14 Fév 2023 - 0:14
Jivé a écrit:Peut-être l'occasion de m'intéresser à un 4e axe, mais je ne pense pas qu'il y ait un pilotage de prévu sur la carte du controleur de ma CNC. Sinon, l'idée est lumineuse
C'est bien celle-ci ?
Il y a bien une prise pour brancher un axe A à l'arrière du controleur, il faudrait ouvrir pour voir s'il n'y a qu'une prise ou si tu as bien un 4ieme driver connecté dessus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Ven 17 Fév 2023 - 16:55
Jivé Ven 17 Fév 2023 - 16:55
Désolé pour les réponses tardives, ordi pas allumé de la semaine, juste un survol par le téléphone. Nounou en vacances, retraités au boulot !
J'avais bien pensé à prendre à l'étau (de perceuse, provisoire durable) un bloc équarri aux cotes, juste par le milieu avec des cales latérales pour usiner la face supérieure (ce qui laisserait descendre la fraise à l'avant et à l'arrière), mais pas à l'idée de la surlongueur !
C'est là que je craindrais un peu que la pièce ne rippe.
Dans la mesure où il n'y a pas d'opération sur toute la face latérale, on doit pouvoir enfoncer la pièce jusqu'à ras de l'étau pour que les 2 minces portées plaquent sur le mors fixe.
Le 0 obligatoire sur la face supérieure, c'est sûr.
Pour me faciliter la vie, autant retourner l'étau pour avoir le mors fixe en bas comme Y0 et l'extrémité gauche de la pièce en butée pour X0.
Ensuite retourner la îèce sur l'axe X avec la même butée et une image retournée pour le nouveau parcours d'outil.
Si j'avais à faire beaucoup de pièces, l'idée serait à creuser, mais on s'oriente vers 2 ou 3 exemplaires. Je me souviens toutefois des déboires de Diomodea quand il s'est attaqué au process de coulage à la cire perdue. Et pourtant bien équipé, pas manchot et rarement à court d'idées.
Mais c'était avec une impression en résine castable. En filament, ça marche ausi ?
C'est bien la Makko 1070 SU du lien
Voilà l'intérieur du contrôleur et le branchement de la carte, il semblerait qu'il y ait l'axe A de prévu (câblé ?)

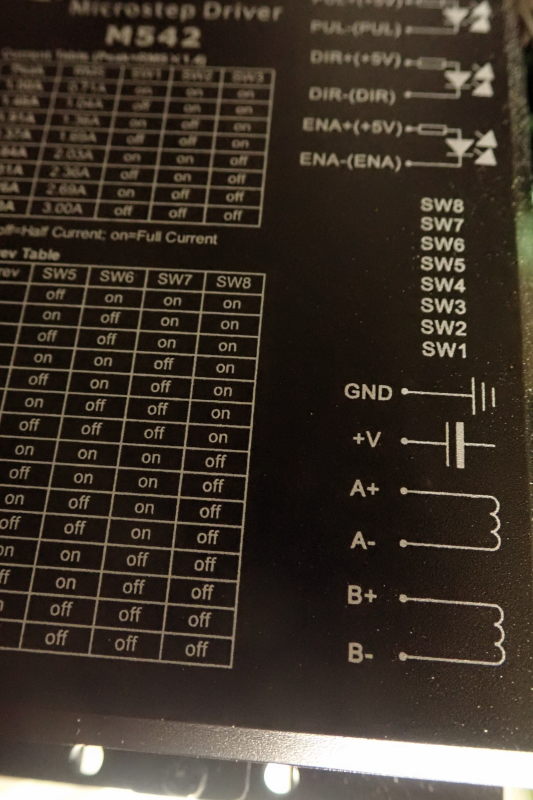



Edit. La dernière photo, c'était pendant les essais... Depuis, chacun a trouvé sa place, hors poussière.
dh42 a écrit:
je ne pense pas qu'il y ai besoin d'un montage d'usinage spécifique ; un étau et des cales de fraisage devraient suffire
J'avais bien pensé à prendre à l'étau (de perceuse, provisoire durable) un bloc équarri aux cotes, juste par le milieu avec des cales latérales pour usiner la face supérieure (ce qui laisserait descendre la fraise à l'avant et à l'arrière), mais pas à l'idée de la surlongueur !
dh42 a écrit:
ensuite on peut serrer la pièce sur le coté pour faire les détails latéraux, toujours en appui sur une cale vue que les 2 faces sont //, pour tenir correctement la pièce devrait être plus enfoncée dans l'étau que je ne l'ai fait sur le dessin.
C'est là que je craindrais un peu que la pièce ne rippe.
Dans la mesure où il n'y a pas d'opération sur toute la face latérale, on doit pouvoir enfoncer la pièce jusqu'à ras de l'étau pour que les 2 minces portées plaquent sur le mors fixe.
dh42 a écrit:
Et comme on travaille par retournement, bien veiller à prendre le 0 sur la bonne face. En haut de l'image, si on fait le 0 en Y sur la face qui est sur le mors fixe, une fois retourné, cette face est coté mors mobile. Ou si on ne veux pas changer le 0 de place, il faut que ta plaque soit parfaitement calibrée à 13 pour matcher au dessin. Ou garder la même face en appui, mais dans ce cas c'est la face verticale (point rouge) qui change de coté, donc 0 à refaire sur X
Le 0 obligatoire sur la face supérieure, c'est sûr.
Pour me faciliter la vie, autant retourner l'étau pour avoir le mors fixe en bas comme Y0 et l'extrémité gauche de la pièce en butée pour X0.
Ensuite retourner la îèce sur l'axe X avec la même butée et une image retournée pour le nouveau parcours d'outil.
BZHades a écrit:
si tu fais en aluminium, pourquoi ne pas la couler ? l'aluminium fond facilement (660°), avec l'imprimante 3D tu créé un modèle en cire perdue (du moins l'équivalent plastique), un peu de sable, et à part les finitions pour l'état de surface, ça fera le job
Si j'avais à faire beaucoup de pièces, l'idée serait à creuser, mais on s'oriente vers 2 ou 3 exemplaires. Je me souviens toutefois des déboires de Diomodea quand il s'est attaqué au process de coulage à la cire perdue. Et pourtant bien équipé, pas manchot et rarement à court d'idées.
Mais c'était avec une impression en résine castable. En filament, ça marche ausi ?
dh42 a écrit:Jivé a écrit:Peut-être l'occasion de m'intéresser à un 4e axe, mais je ne pense pas qu'il y ait un pilotage de prévu sur la carte du controleur de ma CNC. Sinon, l'idée est lumineuse
C'est bien celle-ci ?
Il y a bien une prise pour brancher un axe A à l'arrière du controleur, il faudrait ouvrir pour voir s'il n'y a qu'une prise ou si tu as bien un 4ieme driver connecté dessus.
C'est bien la Makko 1070 SU du lien
Voilà l'intérieur du contrôleur et le branchement de la carte, il semblerait qu'il y ait l'axe A de prévu (câblé ?)





Edit. La dernière photo, c'était pendant les essais... Depuis, chacun a trouvé sa place, hors poussière.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Ven 17 Fév 2023 - 18:04
dh42 Ven 17 Fév 2023 - 18:04
Salut,
Et bien oui, tout est prêt pour un 4ieme axe
Diomedea en a acheté un il y a peu de temps et il avait trouvé à un tarif plus humain que ce qui est proposé par BZT ; il faudrait savoir s'il en est content (et même s'il s'en est servi)
++
David
Et bien oui, tout est prêt pour un 4ieme axe
Diomedea en a acheté un il y a peu de temps et il avait trouvé à un tarif plus humain que ce qui est proposé par BZT ; il faudrait savoir s'il en est content (et même s'il s'en est servi)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Ven 17 Fév 2023 - 19:43
Jivé Ven 17 Fév 2023 - 19:43
dh42 a écrit:
Diomedea en a acheté un il y a peu de temps et il avait trouvé à un tarif plus humain que ce qui est proposé par BZT ; il faudrait savoir s'il en est content (et même s'il s'en est servi)
On dirait bien que oui
http://www.metabricoleur.com/t22672p25-premiere-utilisation-du-4eme-axe#446369
http://www.metabricoleur.com/t22672p75-premiere-utilisation-du-4eme-axe#446982
Bon, je vais explorer un peu cette piste sur la base du modèle de Jean-Paul (qui a bien augmenté, depuis, contexte oblige)
https://fr.aliexpress.com/item/32297637957.html?spm=a2g0w.search0302.3.57.7d857cccUvIlnA&ws_ab_test=searchweb0_0%2Csearchweb201602_0_453_454_10618_536_317_537_319_10059_10696_10084_10083_10304_10821_10843_10887_10307_321_322_10065_10068_10103_10884_10820_10302%2Csearchweb201603_0%2CppcSwitch_0&algo_pvid=f4dff9bb-6d5f-42df-8cec-a22ec4cc6804&algo_expid=f4dff9bb-6d5f-42df-8cec-a22ec4cc6804-7
Vu le driver installé, il y a besoin d'autre chose ? Un câble ? Et trouver le paramétrage.
L'idée étant de réaliser des plateau et pièces de jeu d'échecs pour les petits-enfants (l'avant-dernier, 5 ans 1/2, vient de découvrir le jeu et y a bien accroché, l'aîné, 10 ans, suit déjà des cours, va falloir s'accrocher, déjà qu'il voulait me faire le coup du berger...)
Faudra trouver les stl qui vont bien.
A propos, merci pour les conseils d'usinage du sabot mouche, je dois voir avec les intéressés pour la version finale.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Ven 17 Fév 2023 - 21:23
dh42 Ven 17 Fév 2023 - 21:23
Vu le driver installé, il y a besoin d'autre chose ? Un câble ? Et trouver le paramétrage.
Le câble et la prise.
Il te faut identifier le modèle de prise, et tu devrais pouvoir trouver ça chez SRT
https://www.sorotec.de/shop/CNC-Controls/Components/plugs-and-sockets/
https://www.sorotec.de/shop/Control-Cable-OeLFLEX--FD-CLASSIC-810-CY-4-x-0-75-mm-.html
Bon, je vais explorer un peu cette piste sur la base du modèle de Jean-Paul (qui a bien augmenté, depuis, contexte oblige)
Oui, mais ça reste raisonnable par rapport à un BZT (qui en plus est livré sans le mandrin et sans la CTP!)
https://www.bzt-shop.de/de/bzt-4-achse-harmonic-drive.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Sam 18 Fév 2023 - 20:05
Jivé Sam 18 Fév 2023 - 20:05
Le projet a encore évolué. On a persuadé (le dessinateur et bibi) le pêcheur de ne pas amputer la base de son moulinet en reprenant son assise sur la pièce, moyennant un léger décalage vers le bas.
La base étant percée de 4 trous, autant s'en servir pour des pions d'ancrage.


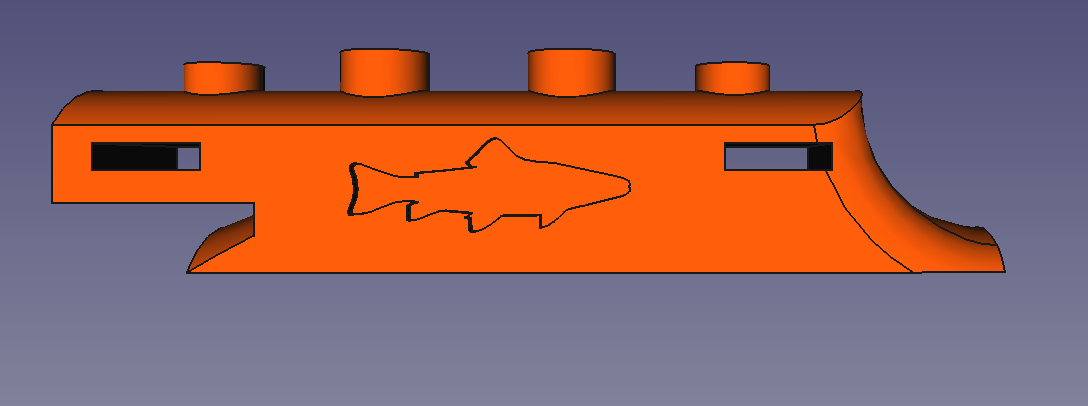
Pour l'heure, impression lancée en ASA, en vue d'un lissage à vapeur d'acétone (jamais fait, mais je me souviens d'un exemple de Ramses), en extérieur.

J'ai vu aussi de l'usinage de pièces par simple retournement, il faut que le dessin s'y prête (pas de dépouilles)

https://www.etsy.com/ca-fr/listing/1165744843/chess-cnc-chess-3d-chess-chess-file
La base étant percée de 4 trous, autant s'en servir pour des pions d'ancrage.



Pour l'heure, impression lancée en ASA, en vue d'un lissage à vapeur d'acétone (jamais fait, mais je me souviens d'un exemple de Ramses), en extérieur.

Merci pour le lien.dh42 a écrit:
Le câble et la prise.
Il te faut identifier le modèle de prise, et tu devrais pouvoir trouver ça chez SRT
Oui, j'avais regardé le lien donné à J-P, par curiosité, plus de 3 fois plus cher. Bon, sans doute pas la même qualité, mais le chinois a l'air de bien aller.dh42 a écrit:
ça reste raisonnable par rapport à un BZT (qui en plus est livré sans le mandrin et sans la CTP!)
J'ai vu aussi de l'usinage de pièces par simple retournement, il faut que le dessin s'y prête (pas de dépouilles)

https://www.etsy.com/ca-fr/listing/1165744843/chess-cnc-chess-3d-chess-chess-file
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Dim 19 Fév 2023 - 0:07
dh42 Dim 19 Fév 2023 - 0:07
Salut,
La forme en surplomb va compliquer sérieusement les choses pour la faire en usinage !
Même chose pour les 4 plots sur le dessus, tu n'arriveras jamais à avoir un angle vif à la jonction entre les plots et la partie cylindrique horizontale ; tu auras un rayon qui risque de gêner pour l'emboitement, à moins d'avoir des trous un peu biseautés sur l'autre pièce.
++
David
La forme en surplomb va compliquer sérieusement les choses pour la faire en usinage !
Même chose pour les 4 plots sur le dessus, tu n'arriveras jamais à avoir un angle vif à la jonction entre les plots et la partie cylindrique horizontale ; tu auras un rayon qui risque de gêner pour l'emboitement, à moins d'avoir des trous un peu biseautés sur l'autre pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Dim 19 Fév 2023 - 11:55
Jivé Dim 19 Fév 2023 - 11:55
Sur le coup, j'ai cru que tu parlais des pièces d'échecs, je n'arrivais pas à suivre, confondant plots et pions de centrage... lol
Oui, la nouvelle forme complique la donne.
Mais ne peut-on pas l'usiner avec cette gamme d'usinage :
- dessus : alésage des logements des pions
- dessous (forme concave + lumière)
- 1re face (brut posé à plat) usinée à moitié épaisseur

- 2e face par retournement
Brut dépassant à l'arrière et à l'avant de la pièce pour le positionnement (pions sur le x, axe de symétrie Y dacalé 1/2 longueur)
Pour les pions : alésage pour logement et collage de pions, tournés au diamètre 5.8 et 6.8 (trou de 6 et 7 sur la semelle du moulinet)


Pour une densité alu 2.8 g au cm3 et un volume de 6.7 cm3, on arrive à moins de 20 g (6 g en filament)
---------
A propos du format step : les fichiers exporté en .step de Freecad ne s'ouvrent/s'importent pas dans Cambam (CamBam plus [1.0] rc-3 Linux
CamBam.CAD : 1.0.7233.21741- CamBam : 1.0.7233.21743)
Ça mouline puis ça sort des surfaces invisibles

J'ai essayé avec une forme basique, idem.
Les fichiers step, Cb, Freecad ici :
https://we.tl/t-ioEN611D00
Oui, la nouvelle forme complique la donne.
Mais ne peut-on pas l'usiner avec cette gamme d'usinage :
- dessus : alésage des logements des pions
- dessous (forme concave + lumière)
- 1re face (brut posé à plat) usinée à moitié épaisseur

- 2e face par retournement
Brut dépassant à l'arrière et à l'avant de la pièce pour le positionnement (pions sur le x, axe de symétrie Y dacalé 1/2 longueur)
Pour les pions : alésage pour logement et collage de pions, tournés au diamètre 5.8 et 6.8 (trou de 6 et 7 sur la semelle du moulinet)


Pour une densité alu 2.8 g au cm3 et un volume de 6.7 cm3, on arrive à moins de 20 g (6 g en filament)
---------
A propos du format step : les fichiers exporté en .step de Freecad ne s'ouvrent/s'importent pas dans Cambam (CamBam plus [1.0] rc-3 Linux
CamBam.CAD : 1.0.7233.21741- CamBam : 1.0.7233.21743)
Ça mouline puis ça sort des surfaces invisibles

J'ai essayé avec une forme basique, idem.
Les fichiers step, Cb, Freecad ici :
https://we.tl/t-ioEN611D00
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() dh42 Dim 19 Fév 2023 - 21:57
dh42 Dim 19 Fév 2023 - 21:57
Salut,
Oui, même chose à partir de ton fichier ; si par contre je l'ouvre sur Sw puis que je le re-sauve en STEP, c'est mieux, mais il manque quand même une partie au bout (enfin elle y est mais c'est la cata et en plus elle "pèse" plus de 1.2 million de faces !! )

C'est tout du surfacique, et CB a encore quelques soucis avec certaines surfaces ... en mode solide, ça marche bien.
Pour l'usinage il reste pas mal de problèmes avec ta méthode.
ici tu ne va pas pouvoir usiner la courbure sans que ta fraise ne touche au dessus

ici, tu ne peux pas usiner la zone en vert clair

à condition d'avoir une fraise de 2mm sur 15mm mini de longueur sortie, tu peux par contre le faire en bout.

Pour les pions, si c'est juste un centrage, y a t'il vraiment besoin d'en faire 4 ? ... 2 devraient suffire.
++
David
A propos du format step : les fichiers exporté en .step de Freecad ne s'ouvrent/s'importent pas dans Cambam (CamBam plus [1.0] rc-3 Linux
Oui, même chose à partir de ton fichier ; si par contre je l'ouvre sur Sw puis que je le re-sauve en STEP, c'est mieux, mais il manque quand même une partie au bout (enfin elle y est mais c'est la cata et en plus elle "pèse" plus de 1.2 million de faces !! )

C'est tout du surfacique, et CB a encore quelques soucis avec certaines surfaces ... en mode solide, ça marche bien.
Pour l'usinage il reste pas mal de problèmes avec ta méthode.
ici tu ne va pas pouvoir usiner la courbure sans que ta fraise ne touche au dessus

ici, tu ne peux pas usiner la zone en vert clair

à condition d'avoir une fraise de 2mm sur 15mm mini de longueur sortie, tu peux par contre le faire en bout.

Pour les pions, si c'est juste un centrage, y a t'il vraiment besoin d'en faire 4 ? ... 2 devraient suffire.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Lun 20 Fév 2023 - 8:38
Jivé Lun 20 Fév 2023 - 8:38
A la réflexion, cet arrondi (créé par la révolution de forme de départ) est inutile. En remontant un poil le décroché, il y a assez de place pour le passage de la bague conique du porte-moulinet de la canne.dh42 a écrit:
ici tu ne va pas pouvoir usiner la courbure sans que ta fraise ne touche au dessus
ici, tu ne peux pas usiner la zone en vert clair
Ainsi, plus de dépouille




dh42 a écrit:
Pour les pions, si c'est juste un centrage, y a t'il vraiment besoin d'en faire 4 ? ... 2 devraient suffire.
La semelle du moulinet porte 4 trous. En cas de prise de gros poisson (60 cm et +), même si c'est la main qui est censée tenir la soie, il arrive de brefs moments où le moulinet est en tension et se trouve fortement sollicité (brusque tirée du poisson en plein rembobinage de l'excès de soie).
Certes, la traction est dans l'axe de la canne mais l'effort imprimé sur la manivelle joue aussi latéralement.
Autant avoir le maximum de points d'appui pour encaisser ces efforts.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Comment usiner cette forme ? Et dans quel matériau ?
![]() Jivé Mer 22 Fév 2023 - 11:59
Jivé Mer 22 Fév 2023 - 11:59
Alors, des essais et nouvelles cogitations des pêcheurs en ressort une 3e version (la finale ?), un "pontet" pour décaler le moulinet.



Ils envisagent de "couper les ailes" de la semelle du moulinet et de la percer et tarauder (M4) en son centre pour fixer la pièce par en-dessous.
Si je dois l'usiner, je reprendrai l'idée d'aléser un logement pour les ergots et de coller les tourillons.
Pour la fixation, plutôt qu'une vis FHC, je suggèrerai un vis à tête cylindrique.




Ils envisagent de "couper les ailes" de la semelle du moulinet et de la percer et tarauder (M4) en son centre pour fixer la pièce par en-dessous.
Si je dois l'usiner, je reprendrai l'idée d'aléser un logement pour les ergots et de coller les tourillons.
Pour la fixation, plutôt qu'une vis FHC, je suggèrerai un vis à tête cylindrique.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

 Sujets similaires
Sujets similaires» Comment usiner cette pièce ?
» Comment usiner du frêne dans un plot
» Freecad: comment ajouter un ergot dans une forme faite par révolution ?
» quel materiau abime quel outil ?
» Quel matériau choisir?
» Comment usiner du frêne dans un plot
» Freecad: comment ajouter un ergot dans une forme faite par révolution ?
» quel materiau abime quel outil ?
» Quel matériau choisir?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum