






Comment usiner cette pièce ?
4 participants
Page 1 sur 1

 Comment usiner cette pièce ?
Comment usiner cette pièce ?
![]() cubalu Jeu 17 Avr 2014 - 23:37
cubalu Jeu 17 Avr 2014 - 23:37
Bonsoir,
Dans quelques jours je vais recevoir ma CNC 6090 + 4èime axes. j'ai commencer à me faire la main sur CB.
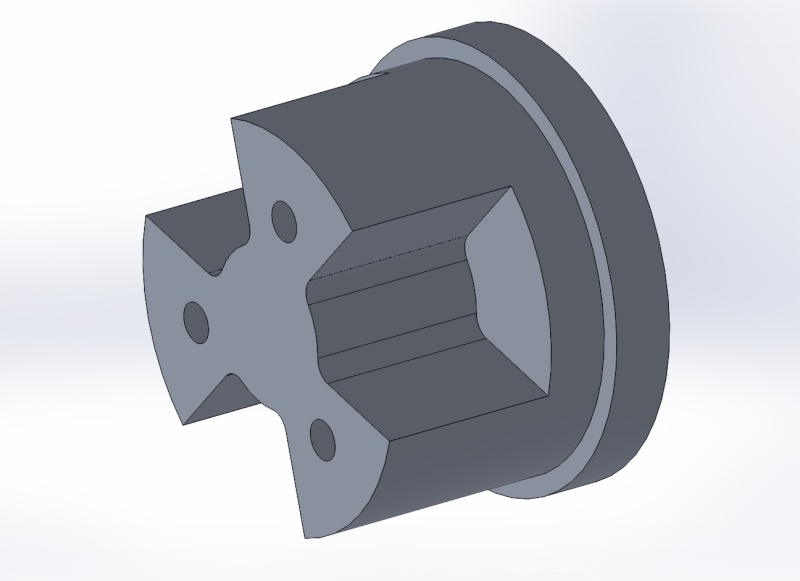
j'aimerais usiner la pièce ci-dessous:
Diamètre = 22 mm au plus large.
Hauteur = 15 mm
Les perçages font un diamètre de 2.1 mm
Matière = alu 7075
Je ne pense pas pouvoir faire ceci en utilisant que les 3 axes, la hauteur de la pièce me semble trop importante pour des fraises standards.
Mais peut être je me trompe.
Comment feriez vous ?
Merci de votre aide

Dans quelques jours je vais recevoir ma CNC 6090 + 4èime axes. j'ai commencer à me faire la main sur CB.
j'aimerais usiner la pièce ci-dessous:
Diamètre = 22 mm au plus large.
Hauteur = 15 mm
Les perçages font un diamètre de 2.1 mm
Matière = alu 7075
Je ne pense pas pouvoir faire ceci en utilisant que les 3 axes, la hauteur de la pièce me semble trop importante pour des fraises standards.
Mais peut être je me trompe.
Comment feriez vous ?
Merci de votre aide

cubalu- petit nouveau

- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59

Re: Comment usiner cette pièce ?
![]() dh42 Ven 18 Avr 2014 - 0:13
dh42 Ven 18 Avr 2014 - 0:13
Salut,
Difficile à dire, en général quant ça coince à cause de la longueur, c'est pour quelques 1/10ieme, histoire de faire ch***
Il faudrait que tu mette ton fichier 3D en pièce jointe ; je peux ouvrir du SolidWorks 2008, si c'est plus récent (ou si ce n'est pas SW), il faudrait le sauver en STL. (attention, taille des PJ très limitée sur ce forum)
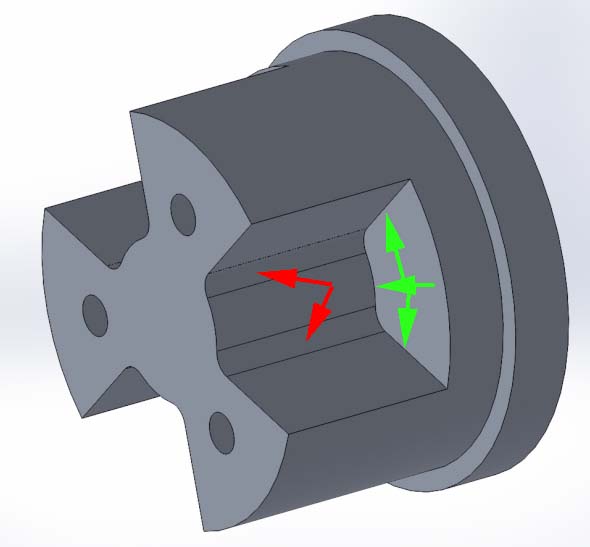
Si il est possible de la faire par dessus en 3 axes, ce serait bien plus simple, tout dépend de la valeur des 2 rayons montrés par les flèches rouges, ils détermineront le Ø maxi de fraise utilisable, et par conséquent la profondeur "raisonnable" que l'on peut usiner.
Par exemple, pour un rayon > à 1.5, tu peux utiliser une fraise de Ø3, et ça se trouve en 8 et 15 mm de longueur taillée en général.
En 4 axes, par contre, il faudra en passer par une opération d'usinage 3D, par 3 positions successive à 120° de l'axe A, et il sera par contre impossible de faire une arrête vive aux endroits montrés par les flèches vertes.
++
David
Je ne pense pas pouvoir faire ceci en utilisant que les 3 axes, la hauteur de la pièce me semble trop importante pour des fraises standards.
Difficile à dire, en général quant ça coince à cause de la longueur, c'est pour quelques 1/10ieme, histoire de faire ch***
Il faudrait que tu mette ton fichier 3D en pièce jointe ; je peux ouvrir du SolidWorks 2008, si c'est plus récent (ou si ce n'est pas SW), il faudrait le sauver en STL. (attention, taille des PJ très limitée sur ce forum)
Si il est possible de la faire par dessus en 3 axes, ce serait bien plus simple, tout dépend de la valeur des 2 rayons montrés par les flèches rouges, ils détermineront le Ø maxi de fraise utilisable, et par conséquent la profondeur "raisonnable" que l'on peut usiner.
Par exemple, pour un rayon > à 1.5, tu peux utiliser une fraise de Ø3, et ça se trouve en 8 et 15 mm de longueur taillée en général.
En 4 axes, par contre, il faudra en passer par une opération d'usinage 3D, par 3 positions successive à 120° de l'axe A, et il sera par contre impossible de faire une arrête vive aux endroits montrés par les flèches vertes.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Comment usiner cette pièce ?
![]() cubalu Ven 18 Avr 2014 - 8:31
cubalu Ven 18 Avr 2014 - 8:31
Bonjour David,
Alors pur les rayons (flèches rouges) ils ne sont figés, je viens de les changés en R= 2mm car j'ai commandé une fraise:
Longueur de coupe = 17 mm
Diamètre de coupe = 4 mm
Longueur total = 60 mm
Diamètre de queue = 6 mm

Pour les arrêtes vives (flèches vertes) idem il n'y a pas d'obligation.
Trouveras en pièce jointe le fichier 3D de la pièce au format .stl
Alors pur les rayons (flèches rouges) ils ne sont figés, je viens de les changés en R= 2mm car j'ai commandé une fraise:
Longueur de coupe = 17 mm
Diamètre de coupe = 4 mm
Longueur total = 60 mm
Diamètre de queue = 6 mm
Pour les arrêtes vives (flèches vertes) idem il n'y a pas d'obligation.
Trouveras en pièce jointe le fichier 3D de la pièce au format .stl
- Fichiers joints

- Axe moteur.zip Vous n'avez pas la permission de télécharger les fichiers joints.(14 Ko) Téléchargé 2 fois
cubalu- petit nouveau
- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59
Re: Comment usiner cette pièce ?
![]() cubalu Ven 18 Avr 2014 - 9:23
cubalu Ven 18 Avr 2014 - 9:23
Une autre question me vient, dans le cas d'un usinage en 3 axes, puisque possible, comment obtenir que les faces plates soient // et rigoureusement perpendiculaire à l'axes ?
Je n'ai pas de tour bien entendu, ni de scie autre que la bonne vieille scie à métaux manuelle (peut de chance d'avoir un bon résultat avec ça).
Je n'ai pas de tour bien entendu, ni de scie autre que la bonne vieille scie à métaux manuelle (peut de chance d'avoir un bon résultat avec ça).
cubalu- petit nouveau
- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59
Re: Comment usiner cette pièce ?
![]() ricoud Ven 18 Avr 2014 - 10:19
ricoud Ven 18 Avr 2014 - 10:19
Il faudrait que tu fixe horizontalement ton cylindre (avec un étau)
tu usine la face inférieur (qui sera en haut... :-) )
Tu retourne ta pièce et fait ton usinage, dont la face superieur
tu usine la face inférieur (qui sera en haut... :-) )
Tu retourne ta pièce et fait ton usinage, dont la face superieur
ricoud- complétement accro

- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Comment usiner cette pièce ?
![]() cubalu Ven 18 Avr 2014 - 10:27
cubalu Ven 18 Avr 2014 - 10:27
c'est une bonne idée pas besoin d’étau, j'ai le mandrin du 4ième axe à ma disposition.
Je peu ainsi coupé des portion de rond brut avec les deux faces qui répondent aux condition de parallélisme et de perpendicularité, non ?
Je peu ainsi coupé des portion de rond brut avec les deux faces qui répondent aux condition de parallélisme et de perpendicularité, non ?
cubalu- petit nouveau
- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59
Re: Comment usiner cette pièce ?
![]() beni Ven 18 Avr 2014 - 13:10
beni Ven 18 Avr 2014 - 13:10
Bonjour,
Personnellement j aurais usiner la face "du bas" en premier sans oublier la fin de ton cylindre pour qu'il soit parfait (en faisant un contour) et à ce moment tu le retournes et usines ta deuxième face en prenant ta prise mandrin sur ton contour.
Personnellement j aurais usiner la face "du bas" en premier sans oublier la fin de ton cylindre pour qu'il soit parfait (en faisant un contour) et à ce moment tu le retournes et usines ta deuxième face en prenant ta prise mandrin sur ton contour.

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Comment usiner cette pièce ?
![]() dh42 Ven 18 Avr 2014 - 14:50
dh42 Ven 18 Avr 2014 - 14:50
cubalu a écrit:Une autre question me vient, dans le cas d'un usinage en 3 axes, puisque possible, comment obtenir que les faces plates soient // et rigoureusement perpendiculaire à l'axes ?
Je n'ai pas de tour bien entendu, ni de scie autre que la bonne vieille scie à métaux manuelle (peut de chance d'avoir un bon résultat avec ça).
Salut,
Ton brut est un cylindre avec un Ø = au grand Ø de la pièce ?, ou c'est une plaque et la pièce est à découper entièrement ?
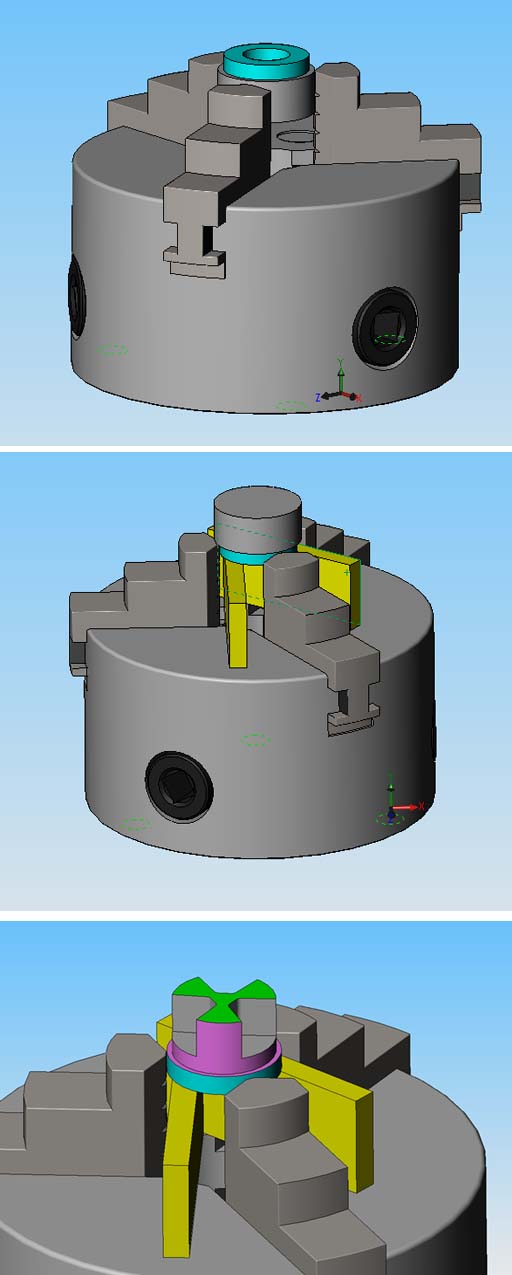
si c'est un cylindre, prise en mandrin (à plat sur la table) puis recherche du centre au comparateur monté dans la broche ou si tu n'a pas de comparateur, à la pinnule + utilisation du "wizard" de Mach3 qui permet de se centrer en palpant 3 points sur un cylindre, surfaçage de la partie arrière (coté grand Ø)
- usinage de l'alésage des 3 trous et du grand Ø.
- retournement de la pièce, et calage en hauteur avec des cales rectifiées pour ne serrer que sur la partie du grand Ø qui doit rester et pour assurer le // des 2 faces
- détourage pour le petit Ø, surfaçage.
- usinage des "lobes" et perçage des trous.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette pièce ?
![]() cubalu Ven 18 Avr 2014 - 16:33
cubalu Ven 18 Avr 2014 - 16:33
le truc c'est que je suis pas certain de pouvoir monter mon mandrin 4ième axe de cette façon sur la table de la machine.
La deuxième chose c'est que mon brut c'est du rond alu diamètre 25 mm dimension standard et mon axe doit faire 22 mm de diamètre sur le plus grand diamètre.
Mais dans le principe je pense m'y prendre comme ça à moins que mon mandrin ne se monte pas comme sur tes dessins.
La deuxième chose c'est que mon brut c'est du rond alu diamètre 25 mm dimension standard et mon axe doit faire 22 mm de diamètre sur le plus grand diamètre.
Mais dans le principe je pense m'y prendre comme ça à moins que mon mandrin ne se monte pas comme sur tes dessins.
cubalu- petit nouveau
- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59
Re: Comment usiner cette pièce ?
![]() dh42 Ven 18 Avr 2014 - 16:47
dh42 Ven 18 Avr 2014 - 16:47
Salut,
Pour le Ø 22, regarde la première image, le Ø est tombé de 25 à 22. (partie bleue)
En principe le mandrin se démonte du 4ieme axe, et tu devrais pouvoir le brider sur la table de la fraiseuse. (brides + tiges filetées)
En fraisage, ça prend souvent plus de temps pour monter/régler la pièce et les outils que pour l'usiner
++
David
Pour le Ø 22, regarde la première image, le Ø est tombé de 25 à 22. (partie bleue)
En principe le mandrin se démonte du 4ieme axe, et tu devrais pouvoir le brider sur la table de la fraiseuse. (brides + tiges filetées)
En fraisage, ça prend souvent plus de temps pour monter/régler la pièce et les outils que pour l'usiner
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comment usiner cette pièce ?
![]() cubalu Ven 18 Avr 2014 - 17:01
cubalu Ven 18 Avr 2014 - 17:01
ok, je vais attendre que la machine et ses accessoires arrivent et j'aviserais le moment venu.
Merci encore pour vos conseils et votre aide.
Merci encore pour vos conseils et votre aide.
cubalu- petit nouveau
- Messages : 16
Points : 22
Date d'inscription : 14/04/2014
Age : 59

 Sujets similaires
Sujets similaires» Usiner une pièce par tranches
» Comment s'appelle cette pièce là ?
» (Demande) comment rainurer cette pièce?
» Savez-vous comment s'apelle cette pièce ?
» Usiner une pièce 2D+3D
» Comment s'appelle cette pièce là ?
» (Demande) comment rainurer cette pièce?
» Savez-vous comment s'apelle cette pièce ?
» Usiner une pièce 2D+3D
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum