






Une 6040 du coup ... troisième vidéo (P11)
Page 3 sur 14 •  1, 2, 3, 4 ... 8 ... 14
1, 2, 3, 4 ... 8 ... 14 

 Re: Une 6040 du coup ... troisième vidéo (P11)
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Sam 2 Avr 2022 - 15:22
Dagda Sam 2 Avr 2022 - 15:22
Je crois que le pas est bien de 2mm.
Dagda- complétement accro

- Messages : 797
Date d'inscription : 18/02/2016

Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 15:24
dh42 Sam 2 Avr 2022 - 15:24
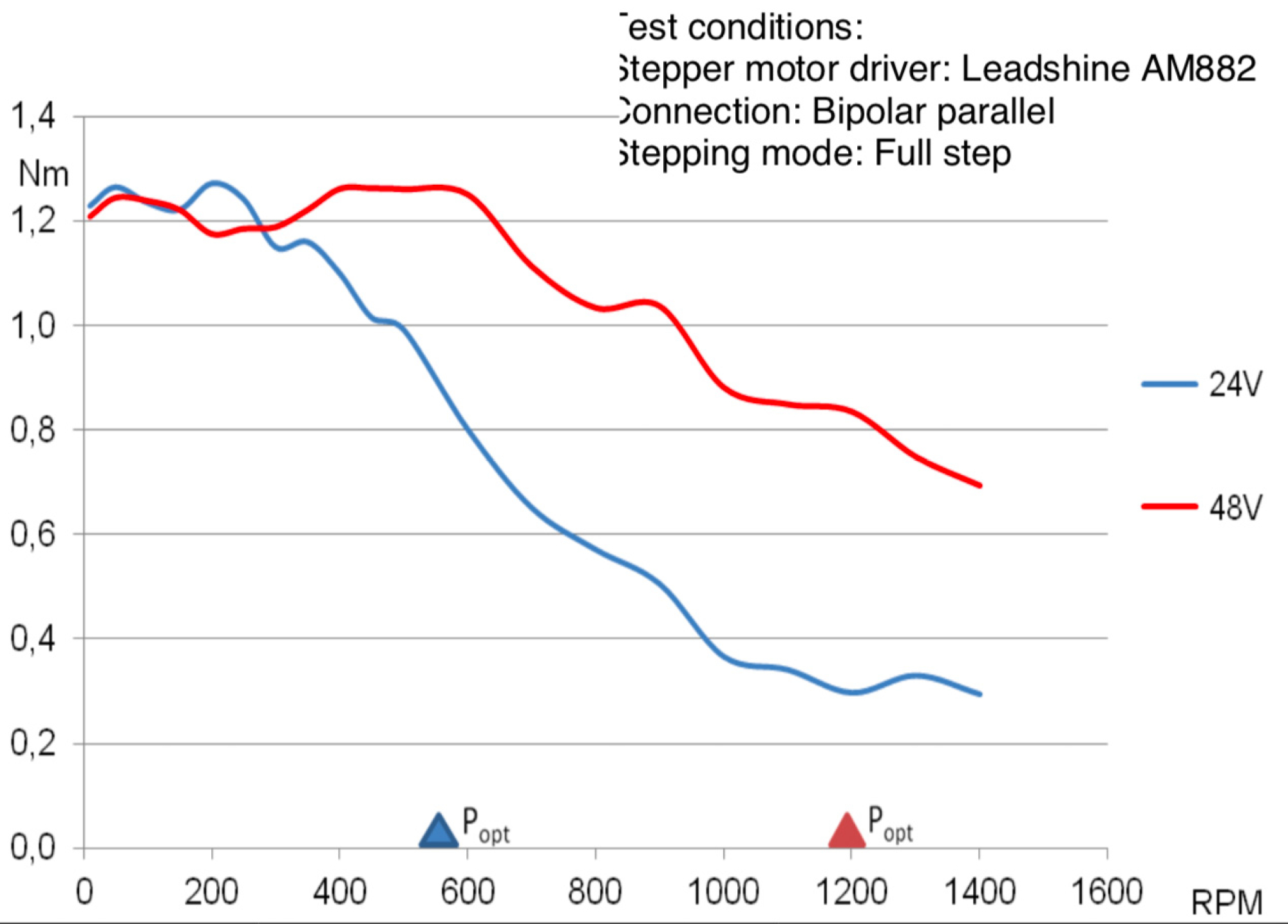
Du pas de 2mm !!! ; et bien la machine ne va pas être très rapide ! ... un moteur PàP (de qualité) tourne en général à 800 tr/min au maxi (au delà il n'y a plus de couple), ce qui veux dire une vitesse maxi de 800*2 = 1600 mm/min ... finalement les moteur de 1.8Nm seront peut être préférables car il y a des chances qu'ils tournent un peu plus vite (plus le moteur est coupleux, moins il peut tourner vite), de plus ce ne sont pas des vis à billes mais des vis trap, donc plus de résistance (rendement de l'ordre de 60% au lieu de 90 à 95% pour de la vis à billes), je doute qu'il soit possible d'atteindre les 800 tr/min de manière fiable.
Un exemple de courbe de couple avec un moteur PàP de 1.8Nm de qualité moyenne (c'est le couple de maintient) ; comme tu peux le voir, alimenté en 24V, le couple chute à 1Nm à moins de 600 tr/min (P opt bleu indique la V maxi utilisable) et alimenté en 48V ils conseillent une V maxi de 1200tr/min
J'ai l'impression que comme moi, dh42, tu aimes quand c'est costaud
Oui, j'ai fait suffisamment de fraisage pour savoir qu'il faut à la fois de la masse et de la rigidité pour que ça usine correctement et que ça ne vibre pas, mais malheureusement ça a un prix !
Je n'ai pas trouvé le poids de la machine, mais ça doit être plutôt léger. Pour info, ma PFE de 500x700 de course pèse déjà 140Kg, et la même en 1500x1000 c'est 250Kg !
C'est pas tant le diamètre qui me fait "peur" que le fait que ça flanche un peu
Tu dois vouloir dire que ça flambe un peu ? (que ça se torde sous son poids et avec la force centrifuge quand ça tourne) ; j'avoue que du Ø8, ça me parait vraiment light ! c'est ce qu'on met sur une imprimante 3D légère comme une plume ; même mon ID-CNc en bois avec des courses mini (300x500 si je me souviens bien) avait du Ø10, et sur la plupart des machines de cette taille, c'est plutôt du Ø16 en pas de 5 pour le Z et de 10 pour le XY.
C'est bizarre, ils parlent de pas de 2 et au dessus,
ils disent:
Son grand diamètre aide à éliminer l'effet de battement et un grand pas permet une rapide translation de 8 mm à chaque révolution de la vis.
Donc un coup ils disent que c'est un pas de 2 et un autre un pas de 8mm
Oui, c'est curieux, déjà, parler de grand diamètre pour du 8 ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 15:27
dh42 Sam 2 Avr 2022 - 15:27
Tr8*8
4 Start
Pas 2
Diamètre 8 mm
Acier inoxydable
donc TR8*8, ça veux dire trapézoidale Ø8 pas de 8 ...
Ça fait ch*** de prendre le risque de claquer 2000€ sans être bien sur de ce que l'on achète

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Sam 2 Avr 2022 - 15:41
Dagda Sam 2 Avr 2022 - 15:41
Tu as raison !dh42 a écrit:Ça fait ch*** de prendre le risque de claquer 2000€ sans être bien sur de ce que l'on achète
Et comme je ne peux pas acheter tout d'un coup, je suis en train de me dire que je vais composer la machine ... je suis un adepte de Motedis je vais peut-être continuer ... et partir su du sérieux de suite !
Le profilé alu me plait pas mal pour la modularité du truc, et je sais, pour avoir fait mon établi avec, que c'est balaise et super rigide !
De plus, je pourrais prendre un Z plus grand, et faire avec des vis à billes de plus gros diamètre.
Je n'avais encore consulté les puissances moteur, mais oui, 48Vdc semble un choix bien plus raisonnable en terme de performance ! (Exit la black box, j'aimais bien le concept
D.

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Hervé-34 Sam 2 Avr 2022 - 18:24
Hervé-34 Sam 2 Avr 2022 - 18:24
Hervé

Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 18:30
dh42 Sam 2 Avr 2022 - 18:30
Hervé-34 a écrit:Et pour mon avis sur la précision vis trap contre vis à bille ??
Hervé
faut voir s'il y a un système de rattrapage de jeu sur l'écrou.
Une vis trap n'est pas moins précise qu'une VàB, mais s'il y a du jeu c'est la misère sur une CNc.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Invité Sam 2 Avr 2022 - 19:05
Invité Sam 2 Avr 2022 - 19:05

Pas 2: ça veut peut être dire que c'est un double filet.
donc (200*8 ) /200 = 8mmLe réglage dans votre logiciel de contrôle serait de 200 pas par millimètre si vos moteurs pas à pas sont en mode 1/8.

Invité- Invité
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 19:20
dh42 Sam 2 Avr 2022 - 19:20
Déjà appeler une vis trap une "vis sans fin", on a pas à faire à un grand professionnel.
+1
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Hervé-34 Sam 2 Avr 2022 - 20:42
Hervé-34 Sam 2 Avr 2022 - 20:42
David a écrit:faut voir s'il y a un système de rattrapage de jeu sur l'écrou.
C'est pas tellement ça ! mais savoir comment c'est fabriqué !
si c'est bidouillé.....et ces systèmes ils sont automatique ou il
faut les régler tout le temps ?
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 21:05
dh42 Sam 2 Avr 2022 - 21:05
http://www.metabricoleur.com/t516-modifications-sur-ma-cn-ecrou
(et je viens de m’apercevoir, 10 ans après, que je n'ai jamais fini le sujet alors que j'ai toutes les photos sur le PC
 )
)Sur ma Z1, c'est aussi un réglage fixe via un filetage qui permet d'écarter les écrous, mais c'est une vis a rouleaux satellites, donc une sorte de VàB en mieux (et bien plus cher !!) et pas de soucis.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Sam 2 Avr 2022 - 22:15
Dagda Sam 2 Avr 2022 - 22:15
Voilà ce qu'il y a sur les Workbee et Queenbee. Donc contrôle à faire de temps à autre suivant l'utilisation.
Bon, il va falloir que je laisse poser la pâte avant de continuer cette histoire.
Je me suis un peu laissé emballé même si il y a de très fortes probabilités pour qu'une CNC apparaisse dans l'atelier.
Au vu du financement du projet et de ce que je souhaite avoir, ça ne va pas se faire en 10 jours !
Là je reste sur l'idée d'une CNC de l'ordre de 1m x 1m50 d'encombrement. L'autre avantage de faire soit-même c'est d'avoir un Z de la taille que l'on veut.
J'aime avoir du matos qui tiens la route mais je n'ai pas de quoi travailler l'acier surtout qu'il faut descendre la machine au sous sol par un escalier !
Donc je reste sur le rail alu. L'expérience que j'en ai est vraiment bonne.
Je suis par contre totalement novice sur le reste ou presque (même si quelques bases en mécanique hein, papa chaudronnier ...).
Je pars clairement sur du rail linéaire et de la vis à bille (maintenance limité et plus de possibilité au final).
J'ai une boite que j'ai déjà fait travaillé à côté de chez moi pour de la découpe jet d'eau sur de l'alu. Le tarif est plutôt honnête (je pense particulièrement aux montants du portique et également aux plaques avant et arrière pour avoir un truc au poil avec la vis d'entrainement centrale).
J'aime l'idée d'avoir le portique drivé par la vis sous le plateau. Ça libère les côtés de la machine.
Pour l'électronique là je n'ai pas investigué.
J'aimais bien l'idée de la BlackBox mais l'option 48Vdc me semble plutôt pertinente ... donc il y a des chances que ça reste sur du classique avec drivers dédiés et carte de contrôle séparée ... mais quoi ? (j'investigue).
Du coup est-ce que vous avez des conseils pour l'achat de matos qui tiens la route et pour le choix du matos ?
J'ai Sorotec qui est bien fourni pour pas mal de chose, je pratique pas mal chez Motedis même si je viens de trouver un fournisseur pas loin de chez moi pour du rail alu (SystéAl) dont les tarifs sont pas dégueu vis à vis de Motedis.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 2 Avr 2022 - 23:51
dh42 Sam 2 Avr 2022 - 23:51
https://www.sorotec.de/shop/CNC-Controls/Stepping-Drivers/leadshine-drives/
on peut peu être les trouver un peu moins cher ailleurs, mais attention au "super tarifs" car il y a des clones (jusqu'au logo qui est cloné) et il n'est pas simple d'être sur de ce que l'on achète !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Dim 3 Avr 2022 - 0:20
Dagda Dim 3 Avr 2022 - 0:20
Acheter une licence ne me dérange pas, j'ai acheté Simplify pour l'impression 3D.
Si je capte bien, CamBam est comme Simplify puisqu'il va créer le Gcode qui sera ensuite lu par Mach3 ou EMC2 ?
Par contre je n'ai pas d'idée de quelles cartes fonctionnent avec Mach3 ... ???
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Dim 3 Avr 2022 - 13:52
dh42 Dim 3 Avr 2022 - 13:52
Par contre je n'ai pas d'idée de quelles cartes fonctionnent avec Mach3 ... ???
Il y a des tas, mais si tu veux éviter les chinoiserie pas fiables ou pas très compatibles, tout en restant dans des tarifs "raisonnables" et en ayant une carte "tout en un" (Breakout board + carte d'axe) je te conseillerais une AXBB-E de CNC drive. Si tu veux du top niveau, il y a les produits CS-Lab, mais c'est pas donné !
https://www.cncdrive.com/AXBB.html
compte 210€ TTC livrée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Dim 3 Avr 2022 - 18:55
Dagda Dim 3 Avr 2022 - 18:55
Le tarif me semble honnête si en plus c'est du matos qui tiens la route !
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() fazer Dim 3 Avr 2022 - 19:56
fazer Dim 3 Avr 2022 - 19:56
Salut a la fin de la vidéo il dit que la machine n'est pas assez rigide sans faire un tas de mise à niveau et que la broche lourde était assez bancale sans renforcement et qu'ils ont sorti un autre amélioréDagda a écrit:Je viens de tomber sur cette vidéo - https://www.youtube.com/watch?v=3rE7Ff8LhbA
Le compte rendu + / - à la fin est intéressant.
Pour une broche de 2.2kW c'est préférable de renforcer le X (on voit sur sa vidéo qu'il a des guides linéaires sur le X).
D.

fazer- complétement accro
- Messages : 1671
Points : 1852
Date d'inscription : 14/06/2010
Age : 67
Localisation : E Krumme Elsässer in Haute Patate
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Dim 3 Avr 2022 - 20:41
Dagda Dim 3 Avr 2022 - 20:41
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Dim 3 Avr 2022 - 21:10
dh42 Dim 3 Avr 2022 - 21:10
Je pense que oui mais est-ce qu'il est possible d'avoir les drivers en 48Vdc avec cet appareil ?
Oui, 542 ça veux dire 50V - 4.2A, donc il te faudra une alim 48V, dans les 400W pour les drivers + 2 alim pour l'AXBB-E si tu prends celle-la, une 24V - 2A et une 5V - 1A
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Dim 3 Avr 2022 - 23:07
Dagda Dim 3 Avr 2022 - 23:07
Vis de 16 P5 pour le Y c'est bien pour du 1m50 ?
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Lun 4 Avr 2022 - 7:44
Dagda Lun 4 Avr 2022 - 7:44
Bon bah c'est facile
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Lun 4 Avr 2022 - 15:45
dh42 Lun 4 Avr 2022 - 15:45
Il y a un ou deux sujets sur ce forum à propos de l'insta d'une AXBB-E
Vis de 16 P5 pour le Y c'est bien pour du 1m50 ?
Ou en pas de 10, ça dépend si tu va faire plus d'alu ou plus de bois, une P10 c'est mieux pour le bois car ça te permettra des vitesses d'avance double d'une P5, et pour le bois il faut avancer vite si tu ne veux pas faire de la poussière à la place de copeaux.
sur ma BZT, j'ai du 10 en XY et du 5 sur le Z
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Lun 4 Avr 2022 - 16:20
Dagda Lun 4 Avr 2022 - 16:20
Etant Autocadien, je fais ça en 2D mais je me repère mieux et surtout je travaille plus vite !
Le plus complexe étant l'axe Z pour le faire le plus compact possible.
Là je suis partis sur de la vis de 16-5 (ou 16-10) pour le X-Y et de la 12-4 sur le Z.
Ca commence à faire de la belle machine
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Lun 4 Avr 2022 - 16:51
Dagda Lun 4 Avr 2022 - 16:51

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Hervé-34 Lun 4 Avr 2022 - 17:11
Hervé-34 Lun 4 Avr 2022 - 17:11
Dagda a écrit:Estimation à la grosse .... 2000 chez Sorotec - 800 en profilés alu - 250 de contrôleur - et je ne sais pas combien pour les plaques d'alu ...
Sans vouloir te fâcher, au début tu étais sur un budget de 700 roros et une machine
de 60x60cm !
c'est pourquoi je te disais de commencer doucement et voir pour la suite !
Maintenant, vu les sommes que tu veux engager pourquoi ne pas voir une
belle machine complète faite et calculée par des gens qui en font à longueur d'année ?
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Lun 4 Avr 2022 - 18:00
dh42 Lun 4 Avr 2022 - 18:00
Maintenant, vu les sommes que tu veux engager pourquoi ne pas voir une
belle machine complète faite et calculée par des gens qui en font à longueur d'année ?
+1, même si du 1500x1000 ça risque quand même de chiffrer en matos correct. Si tu prends par exemple une Alu-line 1110 en Kit (sorotec), c'est 4000€ et il n'y a que la mécanique .. et les courses ne sont que de 1150x1050, tu peux facilement ajouter encore 2000€ pour l'élec, les moteurs et la broche
... ou alors il faut revoir la taille de machine à la baisse.Alu-line 1110
https://www.sorotec.de/shop/Portal-Mille-AL-Line-1110-DIY.html
une basic line 0607 (650x730x140) c'est 2480€, (mécanique seule = 60Kg))
https://www.sorotec.de/shop/Portal-Mill-Basic-Line-0607-DIY.html
et la même toujours en kit à 3279€ mais avec moteurs PàP, électronique complète, manque juste la broche
https://www.sorotec.de/shop/Basic-Line-0607-complete-DIY-kit-incl--control-unit-kit.html
complète aussi mais en 1050x730x140 (BL 1007) à 3519€ (à mon avis ça vaut la peine de mettre 240€ de plus pour l'avoir en 1050 au lieu de 650.
https://www.sorotec.de/shop/Basic-Line-1007-complete-DIY-kit-incl--control-unit-kit-6246.html
En plus grand, il y a les "heavy", mais ça pique nettement plus ; une heavy en 1550x1050x220 c'est 6500€ juste pour la méca (mais 220Kg !)
https://www.sorotec.de/shop/Portal-Mill-Alu-Line-1510-Heavy-DIY.html
par contre pour la caser dans une niche de 600x600 il va te falloir un compacteur

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Lun 4 Avr 2022 - 18:11
Dagda Lun 4 Avr 2022 - 18:11
Alors, Au fur et à mesure de mes recherches, j'ai vu les possibilités que je pouvais avoir avec une CNC (j'avais déjà une bonne idée des possibilités).
Les 700€ c'était ce que je pouvais injecter directement en gros. Mais vu les machines je ne trouvais pas vraiment quelque chose qui me convenait.
Oui, à 3k€ on trouve du tout fait on est bien d'accord
Mais d'une part, je ne peux pas claquer 3k€ d'un coup, et ensuite, le plaisir de faire fait parti du DIY non ?

A l'heure actuelle, faire du DIY n'est plus la recherche de l'économie (sauf à avoir accès à du matos gratuitement) mais pour le plaisir de le faire principalement, enfin c'est ma philosophie
Et puis, la machine faut la descendre dans le sous-sol ...

Pour 3k€ en moins encombrant et juste pour le bois, il y a la Shaper Origin, à la différence que l'on est obliger de tenir la machine
Après, rien ne m’empêche de faire des plans, ça coute pas grand chose, et de faire un total pour voir ce que ça dit financièrement.
Bref, faire les plans permet aussi de voir comment ça marche, comment faire, c'est une forme de culture
Mais je suis entièrement d'accord avec vous
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Page 3 sur 14 • 1, 2, 3, 4 ... 8 ... 14

 Sujets similaires
Sujets similaires» vevor 6040
» Demarrage CNC 6040
» retrofit cnc 6040
» configuration cnc 6040 "resolu!!!)