






Modifications sur ma CN (ecrou)
4 participants
Page 1 sur 1

 Modifications sur ma CN (ecrou)
Modifications sur ma CN (ecrou)
![]() dh42 Dim 19 Sep 2010 - 23:07
dh42 Dim 19 Sep 2010 - 23:07
Bonjour à tous,
J'ai décidé d'entreprendre quelques modifications sur ma CN.
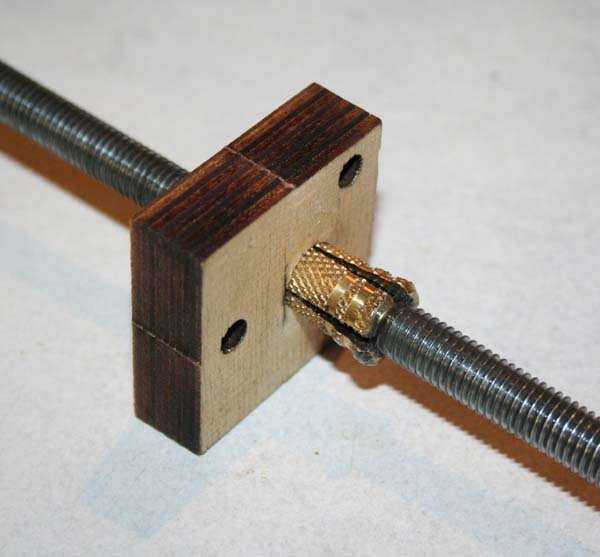
L'entrainement des axes est assuré par un système composé d'une tige filetée M10 x 1.50 et d'un écrou en laiton avec une "pince" qui rattrape le jeu de l'écrou.
Sans la pince (cheville laiton coupée au ras du carré de bois), le jeu est de l'ordre de 0.10 / 0.12 mm, avec un écrou neuf non coupé, cela tourne au environ de 0.05/0.06 mm. Vu le principe, ce n'est pas si mal mais il y a des inconvénients à ce système.
- Le serrage de la "pince" durcit le mécanisme et limite la vitesse maxi. de la machine ; 950 mm/min (1200 mm/min sans la "pince")
- L'écrou s'use rapidement et nécessite un bon graissage à chaque utilisation.
Je vais donc essayer de le remplacer par un écrou à rattrapage de jeu de fabrication perso.
Le principe
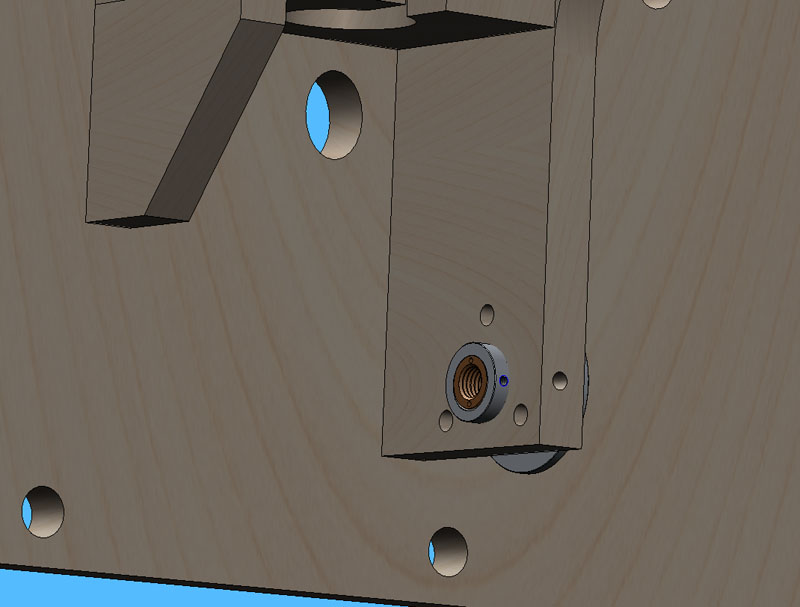
Un "porte écrou" muni de 2 écrous bronze, l'un fixe, l'autre pouvant se visser à l'intérieur du porte écrou afin de régler le jeu.
L'écrou fixe sera immobilisé au Loctite, l'autre par une vis de pression. Le trou entre les 2 écrous est prévu pour pouvoir injecter de l'huile à l'intérieur. Un feutre prendra place à cet endroit pour "retenir" l'huile.
Les plans sous SW


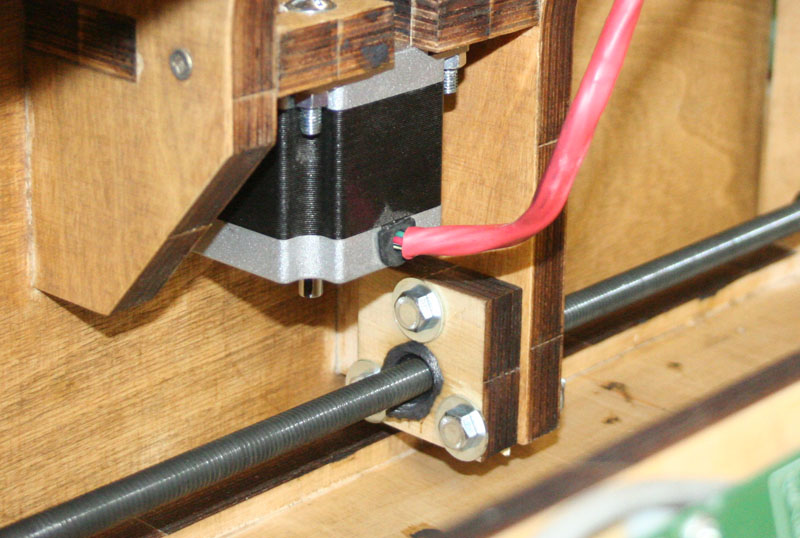
une vue du système actuel.
en 3D avec le nouvel écrou...

et la suite en images ...
Le bout de matière, de l'alu pur bien collant et bien ch... à usiner






Je n'arrive jamais à avoir une cote intérieur précise en mesurant avec un PAC, donc j'emploie les grands moyens ..

Filetage intérieur M16 x 1.00 en plongée directe





Deux écrous en bronze (pour batteries industrielles) en guise de matière première.


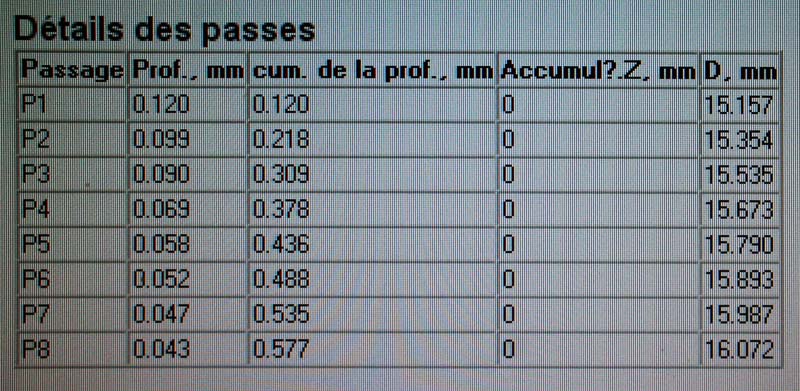
"Tracé" du filetage à 0.1 mm de passe pour vérifier qu'il n'y a pas de gag
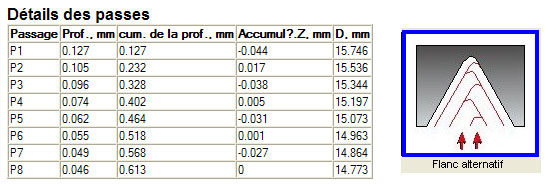
Ce filetage ne sera pas fait en plongée directe (radial) mais par décalage droite/gauche du CPO (flanc alternatif)




... voila, la suite se fera à la fraiseuse .... bientôt ..
++
David
J'ai décidé d'entreprendre quelques modifications sur ma CN.
L'entrainement des axes est assuré par un système composé d'une tige filetée M10 x 1.50 et d'un écrou en laiton avec une "pince" qui rattrape le jeu de l'écrou.
Sans la pince (cheville laiton coupée au ras du carré de bois), le jeu est de l'ordre de 0.10 / 0.12 mm, avec un écrou neuf non coupé, cela tourne au environ de 0.05/0.06 mm. Vu le principe, ce n'est pas si mal mais il y a des inconvénients à ce système.
- Le serrage de la "pince" durcit le mécanisme et limite la vitesse maxi. de la machine ; 950 mm/min (1200 mm/min sans la "pince")
- L'écrou s'use rapidement et nécessite un bon graissage à chaque utilisation.
Je vais donc essayer de le remplacer par un écrou à rattrapage de jeu de fabrication perso.
Le principe
Un "porte écrou" muni de 2 écrous bronze, l'un fixe, l'autre pouvant se visser à l'intérieur du porte écrou afin de régler le jeu.
L'écrou fixe sera immobilisé au Loctite, l'autre par une vis de pression. Le trou entre les 2 écrous est prévu pour pouvoir injecter de l'huile à l'intérieur. Un feutre prendra place à cet endroit pour "retenir" l'huile.
Les plans sous SW
une vue du système actuel.
en 3D avec le nouvel écrou...
et la suite en images ...
Le bout de matière, de l'alu pur bien collant et bien ch... à usiner
Je n'arrive jamais à avoir une cote intérieur précise en mesurant avec un PAC, donc j'emploie les grands moyens ..
Filetage intérieur M16 x 1.00 en plongée directe
Deux écrous en bronze (pour batteries industrielles) en guise de matière première.
"Tracé" du filetage à 0.1 mm de passe pour vérifier qu'il n'y a pas de gag
Ce filetage ne sera pas fait en plongée directe (radial) mais par décalage droite/gauche du CPO (flanc alternatif)
... voila, la suite se fera à la fraiseuse .... bientôt ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Modifications sur ma CN (ecrou)
![]() diomedea Lun 20 Sep 2010 - 8:49
diomedea Lun 20 Sep 2010 - 8:49
Bonjour David
Très beau travail comme d'hab'!
Petite question quand même: y à t-il un Ø mini au dessous duquel tu ne puisse pas descendre pour réaliser un filetage intérieur comme tu nous le montre?
En gros, peut on réaliser un M10 à gauche de cette façon?
JP
Très beau travail comme d'hab'!
Petite question quand même: y à t-il un Ø mini au dessous duquel tu ne puisse pas descendre pour réaliser un filetage intérieur comme tu nous le montre?
En gros, peut on réaliser un M10 à gauche de cette façon?
JP

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Modifications sur ma CN (ecrou)
![]() dh42 Lun 20 Sep 2010 - 14:43
dh42 Lun 20 Sep 2010 - 14:43
Bonjour JP 
Le Ø mini est directement lié à la taille de l'outil, si tu trouve assez petit alors pas de problème. Il faudra par contre y aller molo sur les profondeurs de passe à cause de la flexion de l'outil qui sera probablement en queue de Ø6, voir moins.
Mais il est vrai que c'est plus simple et rapide avec un taraud
++
David
Le Ø mini est directement lié à la taille de l'outil, si tu trouve assez petit alors pas de problème. Il faudra par contre y aller molo sur les profondeurs de passe à cause de la flexion de l'outil qui sera probablement en queue de Ø6, voir moins.
Mais il est vrai que c'est plus simple et rapide avec un taraud
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modifications sur ma CN (ecrou)
![]() Zarkann Sam 25 Sep 2010 - 13:57
Zarkann Sam 25 Sep 2010 - 13:57
Bonjour a tous
Bonjour David
Où en est tu pour ton écrou, je suppose que tu l'as monter?
Es que ça donne un bon résultat?
Pour les filetages je dirais également que en dessous de 16 mm, il est plus rapide et plus sur de travaillé avec des tarauds
l'avantage des outils a fileté c'est qu'il n'y a pas besoin d'avoir plein de tarauds mais il faut savoir que les outils a plaquettes on besoin de plaquettes différente selon le pas (enfin tout dépend du type de plaquette)
Cordialement .::Zarkann::.
Bonjour David
Où en est tu pour ton écrou, je suppose que tu l'as monter?
Es que ça donne un bon résultat?
Pour les filetages je dirais également que en dessous de 16 mm, il est plus rapide et plus sur de travaillé avec des tarauds
l'avantage des outils a fileté c'est qu'il n'y a pas besoin d'avoir plein de tarauds mais il faut savoir que les outils a plaquettes on besoin de plaquettes différente selon le pas (enfin tout dépend du type de plaquette)
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Modifications sur ma CN (ecrou)
![]() dh42 Sam 25 Sep 2010 - 17:56
dh42 Sam 25 Sep 2010 - 17:56
Zarkann a écrit:Bonjour a tous
Bonjour David
Où en est tu pour ton écrou, je suppose que tu l'as monter?
Es que ça donne un bon résultat?
Pour les filetages je dirais également que en dessous de 16 mm, il est plus rapide et plus sur de travaillé avec des tarauds
l'avantage des outils a fileté c'est qu'il n'y a pas besoin d'avoir plein de tarauds mais il faut savoir que les outils a plaquettes on besoin de plaquettes différente selon le pas (enfin tout dépend du type de plaquette)
Cordialement .::Zarkann::.
Bonjour à tous, bonjour Eric.
Eh non, toujours pas (en fait il n'est pas fini, reste les perçages), j'aurais du le faire aujourd'hui mais .... passer de +26° à +9 en une nuit j'aime pas .. et je n'ai pas eu le courage d'aller à l'atelier. Le montage sur la CN va nécessiter la dépose complète de l'axe X pour agrandir le passage d'écrou, je devais donc attendre d'avoir fini ce que j'avais à faire avec la machine avant de la démonter.
Pour les plaquettes à fileter, mon outil intérieur à une plaquette qui peux faire tous les pas, par contre l'extérieur est une plaquette pour le pas de 1.00. (j'en ai des centaines .... toutes au pas de 1.00
Sinon, il y a l'HSS, ça à l'avantage de permettre d'utiliser des V de coupe plus basses, ce qui est plus facile pour fileter. Dans le cas de mes filetages, je tournais à 900 tr/min, ce qui est encore trop bas, mais qui demande déjà de bons réflexes pour arrêter la machine au bon endroit. (900 tr/min au pas de 1.00 = 900mm/min de V d'avance, faut pas dormir
PS: tu a un mail
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modifications sur ma CN (ecrou)
![]() phil135 Dim 23 Sep 2012 - 19:06
phil135 Dim 23 Sep 2012 - 19:06
joli boulot,
mais quitte à tailler ces écrous dans tous les sens ç'aurait été encore plus parfait de les faire dans un bloc de bronze fritté imprégné. quoique avec un feutre entre ces deux je pense que tu peux obtenir un graissage permanent.
une fois que tu auras serré la vis de pression pour le blocage, je ne suis pas sûr que tu pourras modifier le réglage, car le filetage va surement souffrir
as-tu envisagé un montage avec comme principe un ressort de pression entre les écrous ?
la vis M10, c'est plutot une vraie vis technique, ou une tige filetée de gsb ?
mais quitte à tailler ces écrous dans tous les sens ç'aurait été encore plus parfait de les faire dans un bloc de bronze fritté imprégné. quoique avec un feutre entre ces deux je pense que tu peux obtenir un graissage permanent.
une fois que tu auras serré la vis de pression pour le blocage, je ne suis pas sûr que tu pourras modifier le réglage, car le filetage va surement souffrir
as-tu envisagé un montage avec comme principe un ressort de pression entre les écrous ?
la vis M10, c'est plutot une vraie vis technique, ou une tige filetée de gsb ?

phil135- très actif

- Messages : 312
Points : 568
Date d'inscription : 21/09/2012
Localisation : france, essonne, nord
Re: Modifications sur ma CN (ecrou)
![]() dh42 Dim 23 Sep 2012 - 19:48
dh42 Dim 23 Sep 2012 - 19:48
Salut,
Tout ceci date un peu (septembre 2010) et il y a longtemps que je n'ai plus cette machine.
Pour la petite histoire, si le principe est censé marcher (c'est à peu prêt ce que j'ai sur la Z1 pour le réglage du jeu de l'écrou), sur l'ID CNc ça ne marche pas car il y a trop de variations de pas sur la tige filetée (qui n'est qu'une simple tige filetée ordinaire), donc si on règle un jeu mini, ça coince à certain points et si on augment le jeu, ça marchait mais j'avais plus de jeu à certains endroit qu'avec le système de chevilles laiton d'origine.
Le principe du ressort à 2 inconvénients ; il durcit fortement l'écrou ce qui limite la V max sans risque de perte de pas et en plus ça induit une "flexibilité" du système qui n'est pas la bienvenue. Rajoute à ça que c'est plus compliqué à faire car un des 2 écrous doit pouvoir glisser longitudinalement en étant poussé par le ressot, mais ne doit pas pouvoir tourner sur lui même, donc guidage par clavette ou similaire.(et sans jeu, bien sur)
Au final, le plus simple est d'avoir des écrous et tiges filetées de rechange ; 1€ la tige et 2€ l'écrou ce n'est pas la mort
On peu aussi mettre des vis trap faites pour, mais je ne suis pas sur que ce soit un bon calcul d'acheter une machine pas chère pour y faire des frais dessus ; autant partir directement sur une gamme supérieure ... ou la fabriquer sois même de A à Z.
L'ID CNc prouve qu'une machine en bois faite avec peu de moyens peu rendre de grand services si on se contente d'usiner du bois et si on n'est pas pressé. C'est aussi un moyen pas trop couteux de découvrir la CNC sans trop de complications. (un très bon SAV)
Par exemple, ma machine actuelle est capable de tenir les côtes à 2/100, mais ça ne sert pas à grand chose dans le bois quand tu pense que ma pièce de 109mm de large en sortie d'usinage est passé à 108.2 mm 4 ou 5 heures après, puis est remonté à 108.4 le lendemain et enfin à 109.2 aujourd'hui ou il fait plus humide qu'hier (et tout ça pour moins de 10% de variation d'hygrométrie de l'air sur 3 jours).
++
David
Tout ceci date un peu (septembre 2010) et il y a longtemps que je n'ai plus cette machine.
Pour la petite histoire, si le principe est censé marcher (c'est à peu prêt ce que j'ai sur la Z1 pour le réglage du jeu de l'écrou), sur l'ID CNc ça ne marche pas car il y a trop de variations de pas sur la tige filetée (qui n'est qu'une simple tige filetée ordinaire), donc si on règle un jeu mini, ça coince à certain points et si on augment le jeu, ça marchait mais j'avais plus de jeu à certains endroit qu'avec le système de chevilles laiton d'origine.
Le principe du ressort à 2 inconvénients ; il durcit fortement l'écrou ce qui limite la V max sans risque de perte de pas et en plus ça induit une "flexibilité" du système qui n'est pas la bienvenue. Rajoute à ça que c'est plus compliqué à faire car un des 2 écrous doit pouvoir glisser longitudinalement en étant poussé par le ressot, mais ne doit pas pouvoir tourner sur lui même, donc guidage par clavette ou similaire.(et sans jeu, bien sur)
Au final, le plus simple est d'avoir des écrous et tiges filetées de rechange ; 1€ la tige et 2€ l'écrou ce n'est pas la mort
On peu aussi mettre des vis trap faites pour, mais je ne suis pas sur que ce soit un bon calcul d'acheter une machine pas chère pour y faire des frais dessus ; autant partir directement sur une gamme supérieure ... ou la fabriquer sois même de A à Z.
L'ID CNc prouve qu'une machine en bois faite avec peu de moyens peu rendre de grand services si on se contente d'usiner du bois et si on n'est pas pressé. C'est aussi un moyen pas trop couteux de découvrir la CNC sans trop de complications. (un très bon SAV)
Par exemple, ma machine actuelle est capable de tenir les côtes à 2/100, mais ça ne sert pas à grand chose dans le bois quand tu pense que ma pièce de 109mm de large en sortie d'usinage est passé à 108.2 mm 4 ou 5 heures après, puis est remonté à 108.4 le lendemain et enfin à 109.2 aujourd'hui ou il fait plus humide qu'hier (et tout ça pour moins de 10% de variation d'hygrométrie de l'air sur 3 jours).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modifications sur ma CN (ecrou)
![]() phil135 Dim 23 Sep 2012 - 20:48
phil135 Dim 23 Sep 2012 - 20:48

j'ai vu une date "septembre" et j'ai cru que c'était dans les actualités, mais en fait non, il y a 1 an de décalage . dommage que l'année ne soit pas indiquée
désolé
phil135- très actif
- Messages : 312
Points : 568
Date d'inscription : 21/09/2012
Localisation : france, essonne, nord
Re: Modifications sur ma CN (ecrou)
![]() dh42 Dim 23 Sep 2012 - 21:03
dh42 Dim 23 Sep 2012 - 21:03
phil135 a écrit:
j'ai vu une date "septembre" et j'ai cru que c'était dans les actualités, mais en fait non, il y a 1 an de décalage . dommage que l'année ne soit pas indiquée
désolé
Salut,
Et même 2 ans
Tu peux afficher l'année, vas voir dans les réglages de ton profil
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» VFD YL620-A modifications "F" à "RPM"
» Quelques modifications de la Kity 609
» Modifications d'une brouette sur chenilles
» Modifications d'une fraiseuse CNC Kosy
» Scheppach TKU 4000 ( modifications )
» Quelques modifications de la Kity 609
» Modifications d'une brouette sur chenilles
» Modifications d'une fraiseuse CNC Kosy
» Scheppach TKU 4000 ( modifications )
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum