






Usinage en pente
+3
nagut
Neo_Dogo
dume2309
7 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Usinage en pente
Re: Usinage en pente
![]() rico Lun 1 Mar 2021 - 1:34
rico Lun 1 Mar 2021 - 1:34
Oui je pensais au croquis de droite en décalant le rectangle puisque L'OP gravure usine sur l'axe du trait.
Ta vue 3D est parlante en effet mais ces arcs ou congés laissés sur la partie haute ne seraient pas un problème: il y aura un cordon de soudure autour.
J'avais pensé aussi à une OP perçage mais elle implique une trop longue fraise. La pièce fait 180mm de hauteur et je doit descendre à -160.
Et pour usiner à plat , le calage et le repositionnement (je dois fraiser des 2 côtés symétriquement)de la pièce serait trop coton à cause du profil en trapèze.
Avec les conseils que tu m'as apportés , je vais me lancer sur l'OP gravure avec méthode de droite en décalant la polyligne.
Je te tiendrai au jus !
Ta vue 3D est parlante en effet mais ces arcs ou congés laissés sur la partie haute ne seraient pas un problème: il y aura un cordon de soudure autour.
J'avais pensé aussi à une OP perçage mais elle implique une trop longue fraise. La pièce fait 180mm de hauteur et je doit descendre à -160.
Et pour usiner à plat , le calage et le repositionnement (je dois fraiser des 2 côtés symétriquement)de la pièce serait trop coton à cause du profil en trapèze.
Avec les conseils que tu m'as apportés , je vais me lancer sur l'OP gravure avec méthode de droite en décalant la polyligne.
Je te tiendrai au jus !
rico- posteur Régulier

- Messages : 109
Date d'inscription : 20/10/2017

Re: Usinage en pente
![]() dh42 Lun 1 Mar 2021 - 1:42
dh42 Lun 1 Mar 2021 - 1:42
Bonne chance  ... et si tu a le temps de faire des photos de l'opération se serait un plus ..
... et si tu a le temps de faire des photos de l'opération se serait un plus ..
.. et j'y pense juste à l'instant, peut être que le profilage des bords en mode chanfrein pourrait aussi faire l'affaire ...
++
David
.. et j'y pense juste à l'instant, peut être que le profilage des bords en mode chanfrein pourrait aussi faire l'affaire ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Usinage en pente
![]() dh42 Lun 1 Mar 2021 - 3:00
dh42 Lun 1 Mar 2021 - 3:00
avec le profilage des bords

dans l'op de contour, surépaisseur permet de décaler l'usinage vers la gauche ou la droite ; avec surépaisseur à 0, on a un décalage du rayon de la fraise, donc ça n'usine rien, la fraise venant juste effleurer la matière ; comme le dessin de droite.
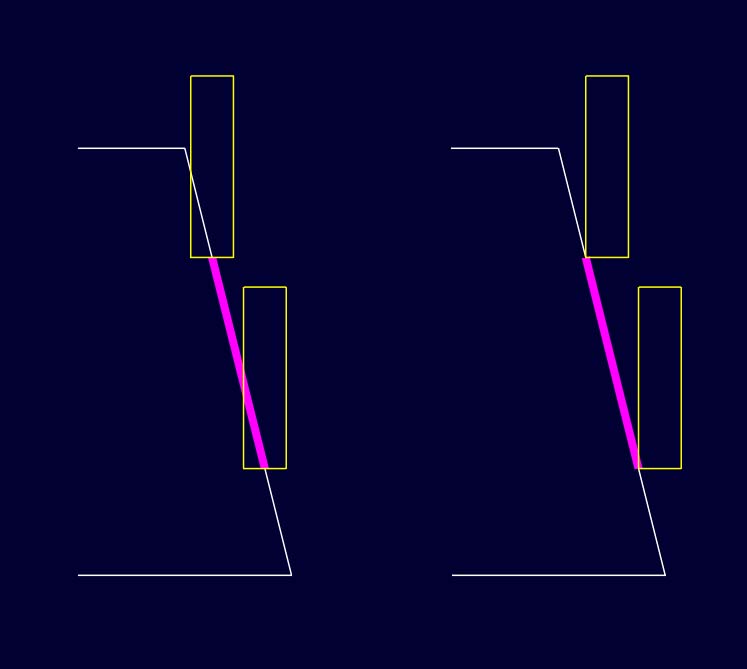
Dans l'exemple, j'ai mis une surépaisseur de -4, donc on décale la fraise de 4mm (vers la droite ou la gauche, suivant le réglage intérieur/extérieur de l'op de contour) pour qu'elle coupe quand même un peu de matière ..
Le calque caché Tracé contient les 2D que j'ai utilisées pour le dessin ; seule la ligne 9 sert pour l'usinage de la face droite (et la 2 pour l'autre face). Lorsque l'on usine une ligne, le centre de la fraise va d'un bout à l'autre de la ligne, donc l'usinage est plus long de la valeur du Ø de la fraise. Si on veut qu'il se limite à 80 de long comme sur le dessin, il faut une ligne de 80 - Ø fraise, soit 70 pour ta fraise de 10 .... c'est vrai pour une fraise dont le centre passe sur la ligne, mais si elle est décalée l'usinage sera bien sur un peu plus petit.
Le groupe d'usinage "pour former brut" est désactivé, il m'a seulement servi à faire la forme du brut pour la simulation (CV ne prends que des bruts rectangulaire ou circulaires)
Sur l’exemple en PJ, j'ai fais un usinage de chaque coté ; il m'a suffit de faire un miroir par rapport au centre de la ligne 9, puis de faire une copie de l'op d'usinage contour1, d'y affecter cette nouvelle ligne (2), et de changer le coté d'usinage sur Intérieur dans l'opération pour que l'angle soit dans l'autre sens.
Bon, ça ne solutionne pas le problème de la fraise qui coupe trop sur la partie haute ..
Amuse toi bien
++
David

dans l'op de contour, surépaisseur permet de décaler l'usinage vers la gauche ou la droite ; avec surépaisseur à 0, on a un décalage du rayon de la fraise, donc ça n'usine rien, la fraise venant juste effleurer la matière ; comme le dessin de droite.

Dans l'exemple, j'ai mis une surépaisseur de -4, donc on décale la fraise de 4mm (vers la droite ou la gauche, suivant le réglage intérieur/extérieur de l'op de contour) pour qu'elle coupe quand même un peu de matière ..
Le calque caché Tracé contient les 2D que j'ai utilisées pour le dessin ; seule la ligne 9 sert pour l'usinage de la face droite (et la 2 pour l'autre face). Lorsque l'on usine une ligne, le centre de la fraise va d'un bout à l'autre de la ligne, donc l'usinage est plus long de la valeur du Ø de la fraise. Si on veut qu'il se limite à 80 de long comme sur le dessin, il faut une ligne de 80 - Ø fraise, soit 70 pour ta fraise de 10 .... c'est vrai pour une fraise dont le centre passe sur la ligne, mais si elle est décalée l'usinage sera bien sur un peu plus petit.
Le groupe d'usinage "pour former brut" est désactivé, il m'a seulement servi à faire la forme du brut pour la simulation (CV ne prends que des bruts rectangulaire ou circulaires)
Sur l’exemple en PJ, j'ai fais un usinage de chaque coté ; il m'a suffit de faire un miroir par rapport au centre de la ligne 9, puis de faire une copie de l'op d'usinage contour1, d'y affecter cette nouvelle ligne (2), et de changer le coté d'usinage sur Intérieur dans l'opération pour que l'angle soit dans l'autre sens.
Bon, ça ne solutionne pas le problème de la fraise qui coupe trop sur la partie haute ..
Amuse toi bien
++
David
- Fichiers joints

- pente.zip Vous n'avez pas la permission de télécharger les fichiers joints.(12 Ko) Téléchargé 4 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage en pente
![]() rico Lun 1 Mar 2021 - 22:07
rico Lun 1 Mar 2021 - 22:07
Merci David , je vais aussi faire ce fichier en OP contour. Ca permettra de voir la différence avec l'OP gravure.
Ca ne donne rien chez moi !
Tu utilises donc ensuite la touche coupe en 2 points mais après comment fais tu pour la rendre visible ?(CV ne prends que des bruts rectangulaire ou circulaires)
Ca ne donne rien chez moi !

rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() dh42 Lun 1 Mar 2021 - 22:40
dh42 Lun 1 Mar 2021 - 22:40
Salut,
Je ne suis pas sûr de comprendre , je n'ai fait aucune coupe .... Si tu veux parler de l'aspect "en pente" du brut, c'est simplement usiné avec une opération 3D, qui est dans le groupe désactivée (mais présent) dans le fichier que je t'ai envoyé. Si tu veux refaire la simu, il te suffit de réactiver le groupe d'usinage qui contient l'op 3D.
Dans CV, les coupes ne servent pas à former un brut de forme spécifique, c'est comme une coupe dans un soft de 3D, ça te fais une vue en coupe de ta pièce usinée. Elle ne fonctionnent qu'en vue de dessus.
++
David
Tu utilises donc ensuite la touche coupe en 2 points mais après comment fais tu pour la rendre visible ?
Je ne suis pas sûr de comprendre
dh42 a écrit:Le groupe d'usinage "pour former brut" est désactivé, il m'a seulement servi à faire la forme du brut pour la simulation (CV ne prends que des bruts rectangulaire ou circulaires)
Dans CV, les coupes ne servent pas à former un brut de forme spécifique, c'est comme une coupe dans un soft de 3D, ça te fais une vue en coupe de ta pièce usinée. Elle ne fonctionnent qu'en vue de dessus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage en pente
![]() dh42 Lun 1 Mar 2021 - 22:50
dh42 Lun 1 Mar 2021 - 22:50
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage en pente
![]() rico Lun 1 Mar 2021 - 23:17
rico Lun 1 Mar 2021 - 23:17
C'est Ok maintenant , je n'avais pas fait cas du pourquoi de l'OP "pour former brut" d'ou mon interrogation par rapport aux pentes de la simul.
Ton explication en la relisant était pourtant très claire.
Je n'avais jamais utilisé cette fonction dans CV , elle est intéressante dans des cas comme celui là ou la pièce réelle est cachée par le brut.
Une fois de plus , merci pour tes explications , et je te tiens au jus pour ces fichiers avec photos à l'appui.
Ton explication en la relisant était pourtant très claire.
Je n'avais jamais utilisé cette fonction dans CV , elle est intéressante dans des cas comme celui là ou la pièce réelle est cachée par le brut.
Une fois de plus , merci pour tes explications , et je te tiens au jus pour ces fichiers avec photos à l'appui.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() rico Mer 3 Mar 2021 - 21:06
rico Mer 3 Mar 2021 - 21:06
J'ai besoin David d'une précision en plus concernant L'OP gravure. Dis moi si je me trompe.
La valeur de surface pièce doit être toujours à 0 , que ce soit en 2 ou 3D.
Pour le 0 pièce en Z:
En 2D la question ne se pose pas puisque le 0 pièce correspond à surface pièce.
Mais en 3D comme dans cette vue:
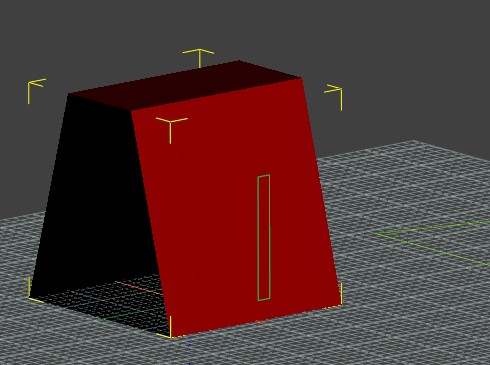
Mon 0 pièce en Z sera pris au dessus de la pièce (haut du trapèze) qui représente en fait mon brut placé dessus la grille.
On peut pratiquer identiquement avec la pièce dessous la grille comme dans tes fichiers exemples.
CB va gérer automatiquement les différences de valeurs pour usiner le rectangle ?
La valeur de surface pièce doit être toujours à 0 , que ce soit en 2 ou 3D.
Pour le 0 pièce en Z:
En 2D la question ne se pose pas puisque le 0 pièce correspond à surface pièce.
Mais en 3D comme dans cette vue:

Mon 0 pièce en Z sera pris au dessus de la pièce (haut du trapèze) qui représente en fait mon brut placé dessus la grille.
On peut pratiquer identiquement avec la pièce dessous la grille comme dans tes fichiers exemples.
CB va gérer automatiquement les différences de valeurs pour usiner le rectangle ?
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() rico Mer 3 Mar 2021 - 21:18
rico Mer 3 Mar 2021 - 21:18
J'ai la réponse à ma pièce dessus ou dessous la grille. Je viens de tester les 2 fichiers , CB ne reconnait que le fichier avec la pièce sous la grille et pas dessus. OK , mais pourquoi ?
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() rico Mer 3 Mar 2021 - 21:22
rico Mer 3 Mar 2021 - 21:22
A cause du surface pièce à 0 dans une OP gravure certainement ?
C'est bien je répond aussi à mes questions !
C'est bien je répond aussi à mes questions !
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() dh42 Jeu 4 Mar 2021 - 0:35
dh42 Jeu 4 Mar 2021 - 0:35
Salut,
Tu fais ton 0 en Z au "vrai" 0, donc sur ton dessin, ou la base est alignée avec le 0, le 0 est à la base de la pièce, donc "surface pièce" = la position de la surface du dessus de ta 3D (donc la hauteur de la pièce) et profondeur finale = 0
Si ta pièce fait 180mm de haut est que le 0 est à la base, surface pièce vaudra 180 pour ton op 3D (si il y en avait une), plan de dégagement un peu plus (190 si tu veut 10mm de dégagement) et profondeur finale vaudra 0 pour que ça usine jusqu'en bas.
Pour l'op de gravure, et elle seule, tu met surface pièce et profondeur finale à 0 dans l'op de gravure pour que le bout de la fraise suive exactement la ligne à graver sur le plan Z (quelque soit sa position en Z) .. et tu ne change pas ta mise à 0 du Z, donc Z=0 sera toujours à la base de la pièce (au niveau de la grille)
Ce qu'il faut bien comprendre c'est que toutes les opérations, sauf la gravure, utilise les coordonnées absolues de l'univers de CamBam, mais avec une op de gravure, surface pièce et profondeur finale sont relatifs à la ligne à graver.
Ton 0 ne peut pas être à la surface supérieure de la pièce vu son positionnement, il doit "matcher" avec les coords absolues de CamBam. Si tu veux que le Z0 soit à la surface supérieure, il faut aligner le dessus de la pièce avec le 0 en Z (la grille).
++
David
Tu fais ton 0 en Z au "vrai" 0, donc sur ton dessin, ou la base est alignée avec le 0, le 0 est à la base de la pièce, donc "surface pièce" = la position de la surface du dessus de ta 3D (donc la hauteur de la pièce) et profondeur finale = 0
Si ta pièce fait 180mm de haut est que le 0 est à la base, surface pièce vaudra 180 pour ton op 3D (si il y en avait une), plan de dégagement un peu plus (190 si tu veut 10mm de dégagement) et profondeur finale vaudra 0 pour que ça usine jusqu'en bas.
Pour l'op de gravure, et elle seule, tu met surface pièce et profondeur finale à 0 dans l'op de gravure pour que le bout de la fraise suive exactement la ligne à graver sur le plan Z (quelque soit sa position en Z) .. et tu ne change pas ta mise à 0 du Z, donc Z=0 sera toujours à la base de la pièce (au niveau de la grille)
Ce qu'il faut bien comprendre c'est que toutes les opérations, sauf la gravure, utilise les coordonnées absolues de l'univers de CamBam, mais avec une op de gravure, surface pièce et profondeur finale sont relatifs à la ligne à graver.
Mon 0 pièce en Z sera pris au dessus de la pièce (haut du trapèze) qui représente en fait mon brut placé dessus la grille.
Ton 0 ne peut pas être à la surface supérieure de la pièce vu son positionnement, il doit "matcher" avec les coords absolues de CamBam. Si tu veux que le Z0 soit à la surface supérieure, il faut aligner le dessus de la pièce avec le 0 en Z (la grille).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage en pente
![]() rico Dim 7 Mar 2021 - 20:21
rico Dim 7 Mar 2021 - 20:21
Salut David,
Sur ton fichier CB "pente" en OP Contour profilage des bords en mode chanfrein, la largeur d'usinage est de 80 , plus exactement de 90 puisqu'il faut rajouter aux extrémitées une demie fraise. Mais si je veux usiner uniquement de la valeur de mon diamètre de fraise soit 10:
Comment dessine-tu le traçé ? Est-ce possible hormis L'OP Gravure ?
Sur ton fichier CB "pente" en OP Contour profilage des bords en mode chanfrein, la largeur d'usinage est de 80 , plus exactement de 90 puisqu'il faut rajouter aux extrémitées une demie fraise. Mais si je veux usiner uniquement de la valeur de mon diamètre de fraise soit 10:
Comment dessine-tu le traçé ? Est-ce possible hormis L'OP Gravure ?
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage en pente
![]() dh42 Dim 7 Mar 2021 - 22:18
dh42 Dim 7 Mar 2021 - 22:18
Salut,
Par largeur d'usinage, je suppose que tu veux parler de la longueur de la ligne en violet ? (qui fait 70 et non 80) et que le but et de ne pas usiner sur toute la longueur ?
Dans ce cas, on ne peut pas utiliser le profilage des bords, sauf à faire 2 traits plus courts juste aux extrémités, mais il y aura forcément plus de 10mm d'usinés car il faut que le trait ait au moins une longueur = au Ø de la fraise, sinon les parcours ne seront pas créés. Ici, 2 trait de 10mm, donc 20mm d'usinage au total pour chaque trait (les 10mm du trait + le rayon de la fraise de chaque coté)
++
David
Par largeur d'usinage, je suppose que tu veux parler de la longueur de la ligne en violet ? (qui fait 70 et non 80) et que le but et de ne pas usiner sur toute la longueur ?
Dans ce cas, on ne peut pas utiliser le profilage des bords, sauf à faire 2 traits plus courts juste aux extrémités, mais il y aura forcément plus de 10mm d'usinés car il faut que le trait ait au moins une longueur = au Ø de la fraise, sinon les parcours ne seront pas créés. Ici, 2 trait de 10mm, donc 20mm d'usinage au total pour chaque trait (les 10mm du trait + le rayon de la fraise de chaque coté)

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» [CamBam] Usinage 3D - Limiter la zone d'usinage
» Problème avec Poche en pente
» [Réalisation] Un porte filière sur la poupée mobile
» Bride en bois : configurer la longueur de pente
» Cambam: comment faire une poche en pente?
» Problème avec Poche en pente
» [Réalisation] Un porte filière sur la poupée mobile
» Bride en bois : configurer la longueur de pente
» Cambam: comment faire une poche en pente?
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum