






CNC : claquements en déplacement lent seulement
3 participants
Page 1 sur 1

 CNC : claquements en déplacement lent seulement
CNC : claquements en déplacement lent seulement
![]() Jivé Mar 2 Juin 2020 - 10:02
Jivé Mar 2 Juin 2020 - 10:02
Bonjour
Hier, je faisais des essais d'usinage 3D.
Lors d'un changement de fraises et palpage, j'ai découvert un bruit de claquements lors des déplacements lents, apparemment sur un seul côté de l'axe Y : bruits sur la vis à bille, les patins ou, à l'arrière, le moteur ? Difficile à déterminer.
L'entretien (nettoyage et graissage a été fait récemment, plutôt plus abondamment que de besoin (1re fois), mais j'ai enlevé le surplus.
Une piste, car je croise les doigts ?
Hier, je faisais des essais d'usinage 3D.
Lors d'un changement de fraises et palpage, j'ai découvert un bruit de claquements lors des déplacements lents, apparemment sur un seul côté de l'axe Y : bruits sur la vis à bille, les patins ou, à l'arrière, le moteur ? Difficile à déterminer.
L'entretien (nettoyage et graissage a été fait récemment, plutôt plus abondamment que de besoin (1re fois), mais j'ai enlevé le surplus.
Une piste, car je croise les doigts ?

Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: CNC : claquements en déplacement lent seulement
![]() dh42 Mer 3 Juin 2020 - 19:41
dh42 Mer 3 Juin 2020 - 19:41
Salut
Ah ! .. la chasse aux bruits, c'est jamais simple à trouver !!
Tes vis sont au pas de 10mm, a tu pu voir si le claquement se fait exactement tous les 10mm ? (donc à chaque tour de vis) si c'est le cas tu a déjà une piste qui mène vers la vis/écrou.
Ça ne claque pas sur toute la longueur apparemment ?
++
David
Ah ! .. la chasse aux bruits, c'est jamais simple à trouver !!
Tes vis sont au pas de 10mm, a tu pu voir si le claquement se fait exactement tous les 10mm ? (donc à chaque tour de vis) si c'est le cas tu a déjà une piste qui mène vers la vis/écrou.
Ça ne claque pas sur toute la longueur apparemment ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC : claquements en déplacement lent seulement
![]() Jivé Mer 3 Juin 2020 - 19:55
Jivé Mer 3 Juin 2020 - 19:55
Bonsoir
J'ai fait un peu de gravure laiton aujourd'hui et ce claquement s'en est allé comme il était venu.
Plusieurs essais sur toute la longueur et toujours rien.
Reviendra - reviendra pas ?
A revoir la vidéo et les rushes, on dirait que le claquement se produisait à intervalles irréguliers, plus grands que 10 mm sur une portion et sur d'autres, à intervalles plus resserrés et plus réguliers.
A surveiller donc.
J'en ai profité pour nettoyer les glissières et la vis à billes.
Cdlt
Jean
J'ai fait un peu de gravure laiton aujourd'hui et ce claquement s'en est allé comme il était venu.
Plusieurs essais sur toute la longueur et toujours rien.
Reviendra - reviendra pas ?
A revoir la vidéo et les rushes, on dirait que le claquement se produisait à intervalles irréguliers, plus grands que 10 mm sur une portion et sur d'autres, à intervalles plus resserrés et plus réguliers.
A surveiller donc.
J'en ai profité pour nettoyer les glissières et la vis à billes.
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() dh42 Mer 3 Juin 2020 - 20:11
dh42 Mer 3 Juin 2020 - 20:11
Tu a une chaine de câble qui passe sous la table comme sur les BZT ? c'est peut être elle qui fait du bruit ..
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : claquements en déplacement lent seulement
![]() Jivé Jeu 4 Juin 2020 - 19:52
Jivé Jeu 4 Juin 2020 - 19:52
dh42 a écrit:Tu a une chaine de câble qui passe sous la table comme sur les BZT ? c'est peut être elle qui fait du bruit ..
Non, la chaîne de câble est sur le dessus de l'axe Y, du côté opposé d'où vient le buit.

A l'arrière, il y a une courroie sur une poulie de renvoi du moteur vers la vis à bille opposée. Ca aurait pu peut-être venir de là, même si le cache a l'air propre à l'intérieur.

Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Le claquement est revenu
![]() Jivé Mer 10 Juin 2020 - 7:22
Jivé Mer 10 Juin 2020 - 7:22
Bonjour
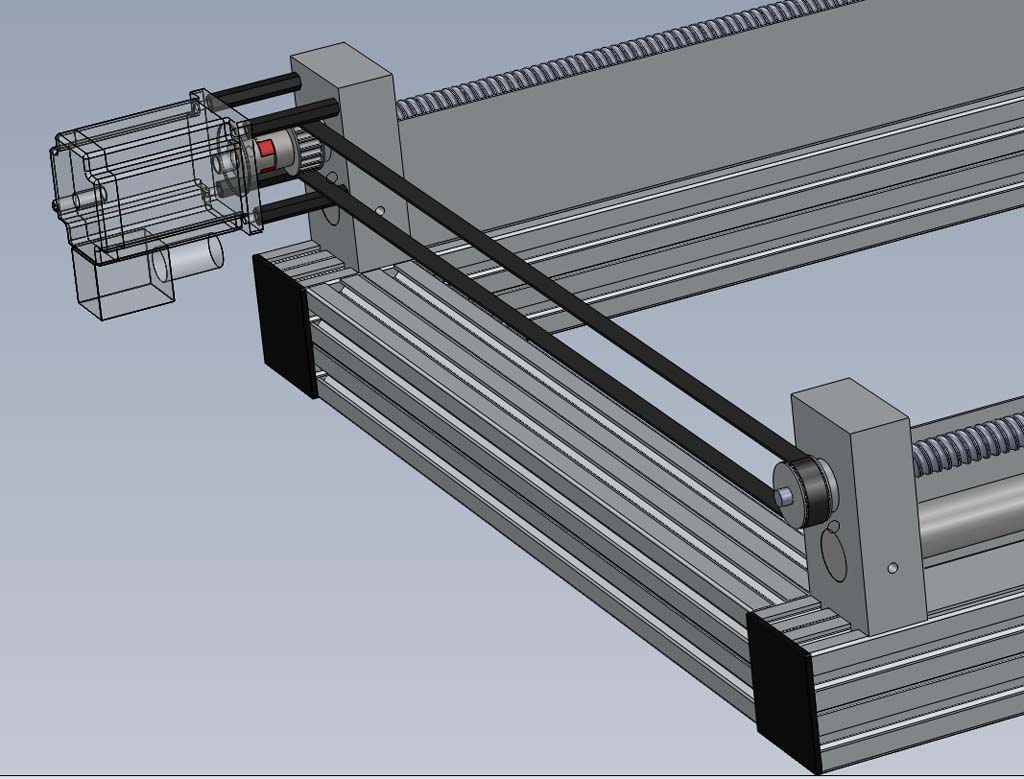
Le bruit est de retour, mais mieux localisé : à l'arrière du longeron du Y, côté opposé au moteur (1 moteur avec renvoi par courroie crantée au côté opposé. Il y a aussi renvoi sur chaque vis à bille par courroie également, à chaque extrémité)
Sur le côté gauche d'où vient le bruit il y aurait donc 2 sources éventuelles de bruit :
- un axe supportant : 1) la poulie de la courroie crantée reliée au moteur sur le côté opposé. 2) la poulie de renvoi vers la vis à billes, juste au-dessus.
- le palier de la vis à billes
La courroie n'est pas effilochée. J'ai démonté son cache plastique pour être sûr que ce n'était pas un contact avec celui-ci.
La vidéo fait entendre le bruit :
- en déplacement avec moteur
- en déplacement à la main, machine débranchée



Jean
Le bruit est de retour, mais mieux localisé : à l'arrière du longeron du Y, côté opposé au moteur (1 moteur avec renvoi par courroie crantée au côté opposé. Il y a aussi renvoi sur chaque vis à bille par courroie également, à chaque extrémité)
Sur le côté gauche d'où vient le bruit il y aurait donc 2 sources éventuelles de bruit :
- un axe supportant : 1) la poulie de la courroie crantée reliée au moteur sur le côté opposé. 2) la poulie de renvoi vers la vis à billes, juste au-dessus.
- le palier de la vis à billes
La courroie n'est pas effilochée. J'ai démonté son cache plastique pour être sûr que ce n'était pas un contact avec celui-ci.
La vidéo fait entendre le bruit :
- en déplacement avec moteur
- en déplacement à la main, machine débranchée



Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() dh42 Mer 10 Juin 2020 - 18:29
dh42 Mer 10 Juin 2020 - 18:29
Salut,
Ça ne semble pas se produire à chaque tour de la petite poulie et difficile de voir si c'est à chaque tour de la grande qui est dessous .... je crois que tu vas avoir droit à un démontage !
++
David
Ça ne semble pas se produire à chaque tour de la petite poulie et difficile de voir si c'est à chaque tour de la grande qui est dessous .... je crois que tu vas avoir droit à un démontage !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : claquements en déplacement lent seulement
![]() Jivé Mer 10 Juin 2020 - 18:57
Jivé Mer 10 Juin 2020 - 18:57
C'est bien ce qui m'inquiète.
En démontant cet écrou et la plaque cache, est-ce qu'il n'y a pas un risque de dérégler la tension ou le positionnement de la poulie crantée de la courroie ?

En face, quelqu'un a eu la "bonne" idée de suggérer de voir ce que ça donnait en poussant-tirant le portique sur chaque côté, machine à l'arrêt.
Côté moteur : RAS. Côté opposé (là où se ressent le bruit) il y a un poil de jeu perceptible avant/arrière. Ça pourrait venir du palier de la vis à billes ?
On a "sondé" hier au" tourneviscope" à l'oreille, appuyé contre la carcasse, le bruit vient nettement du secteur des 2 poulies.
En démontant cet écrou et la plaque cache, est-ce qu'il n'y a pas un risque de dérégler la tension ou le positionnement de la poulie crantée de la courroie ?

En face, quelqu'un a eu la "bonne" idée de suggérer de voir ce que ça donnait en poussant-tirant le portique sur chaque côté, machine à l'arrêt.
Côté moteur : RAS. Côté opposé (là où se ressent le bruit) il y a un poil de jeu perceptible avant/arrière. Ça pourrait venir du palier de la vis à billes ?
On a "sondé" hier au" tourneviscope" à l'oreille, appuyé contre la carcasse, le bruit vient nettement du secteur des 2 poulies.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() dh42 Mer 10 Juin 2020 - 19:25
dh42 Mer 10 Juin 2020 - 19:25
Si je comprends bien, le montage est plus ou moins le même que sur une PF ; il y a une poulie en bout de chaque vis, les 2 reliées par une courroie et un seul moteur. La différence semble être que le moteur entraine une vis via un autre jeu de poulie alors que sur la PF il est en bout de vis.
Si tu démonte au niveau de la poulie qui transmet le mouvement à la 2ième vis, alors oui, tu devra recaler ton portique pour qu'il soit perpendiculaire au X ; voir ici, je l'avais fait sur la PF.
Tu peux peut être faire comme pour une distri ; tu bloque le portique pour qu'il ne bouge pas, et tu fais des repères sur la poulie et la courroie pour bien remonter avec le même calage ...
http://www.metabricoleur.com/t9776-entretien-cnc-bzt-pf750p
Oui, mort ou dé-serré.
++
David
Si tu démonte au niveau de la poulie qui transmet le mouvement à la 2ième vis, alors oui, tu devra recaler ton portique pour qu'il soit perpendiculaire au X ; voir ici, je l'avais fait sur la PF.
Tu peux peut être faire comme pour une distri ; tu bloque le portique pour qu'il ne bouge pas, et tu fais des repères sur la poulie et la courroie pour bien remonter avec le même calage ...
http://www.metabricoleur.com/t9776-entretien-cnc-bzt-pf750p
Ça pourrait venir du palier de la vis à billes ?
Oui, mort ou dé-serré.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : claquements en déplacement lent seulement
![]() Jivé Ven 12 Juin 2020 - 11:45
Jivé Ven 12 Juin 2020 - 11:45
Alors, un copain plus féru en mécanique, s'est attaqué au problème.
Déjà, pour le jeu ressenti sur le portique, au comparateur : en poussant/tirant sur ce côté gauche du portique, pas de jeu longitudinal de la vis (sur l'extrémité avant)
- pas de jeu bas/haut vis à vis des patins ou des profilés
Douille à billes et vis semblent donc faire corps.
Ŝur l'arrière, maintenant, du côté des poulies, au démontage, celà se présente ainsi :
Une écrou borgne - vis grover - 2 rondelles - 2 poulies "folles" sur l'axe, solidaires - la tête de vis hexagonale qui va se loger dans un trou dans la plaque d'alu qui ferme le profilé.
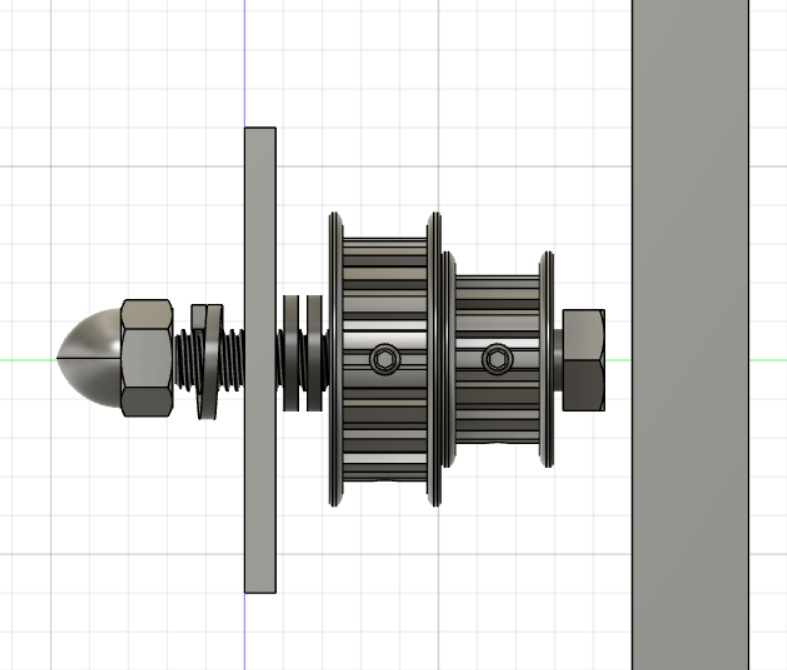
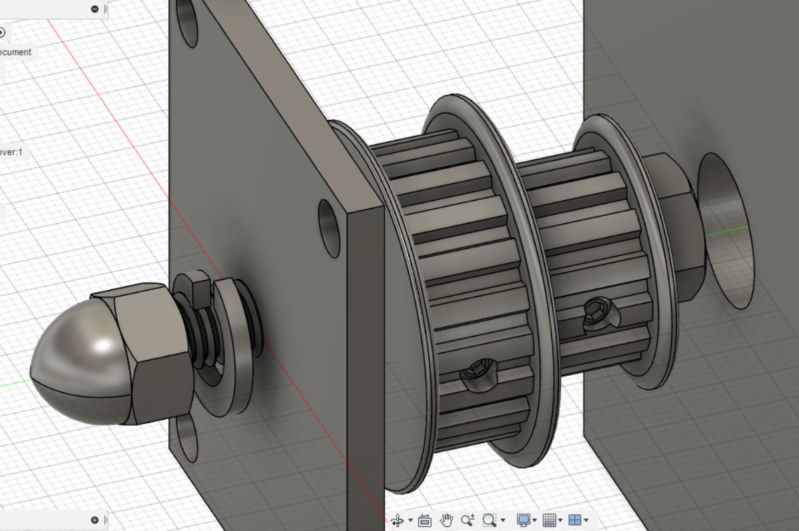
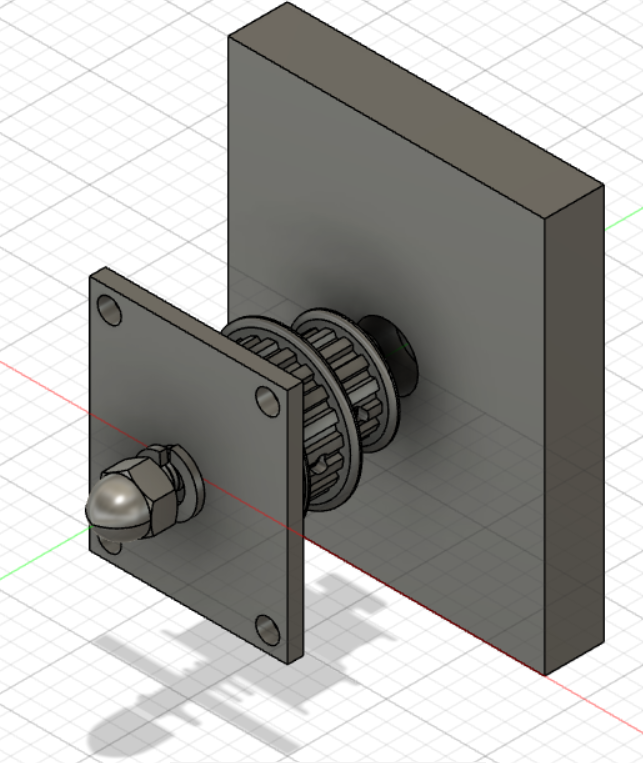
Grande perplexité du copain devant cet assemblage mécanique. Aucun réglage latéral de la position de la poulie crantée pour la courroie venant du moteur, sur le côté opposé.
La tension de la courroie se fait en vissant l'écrou borgne qui ramène l'axe de la vis à la perpendiculaire de la plaque.
On a remonté, avec quelque difficulté à visser l'écrou borgne à fond, la vis commençant à tourner sur elle-même. Le claquement a disparu. Le jeu du portique avant/arrière a disparu aussi.
Est-ce que l'écrou borgne était un peu desserré, cause de ce jeu de la poulie ?
Déjà, pour le jeu ressenti sur le portique, au comparateur : en poussant/tirant sur ce côté gauche du portique, pas de jeu longitudinal de la vis (sur l'extrémité avant)
- pas de jeu bas/haut vis à vis des patins ou des profilés
Douille à billes et vis semblent donc faire corps.
Ŝur l'arrière, maintenant, du côté des poulies, au démontage, celà se présente ainsi :
Une écrou borgne - vis grover - 2 rondelles - 2 poulies "folles" sur l'axe, solidaires - la tête de vis hexagonale qui va se loger dans un trou dans la plaque d'alu qui ferme le profilé.



Grande perplexité du copain devant cet assemblage mécanique. Aucun réglage latéral de la position de la poulie crantée pour la courroie venant du moteur, sur le côté opposé.
La tension de la courroie se fait en vissant l'écrou borgne qui ramène l'axe de la vis à la perpendiculaire de la plaque.
On a remonté, avec quelque difficulté à visser l'écrou borgne à fond, la vis commençant à tourner sur elle-même. Le claquement a disparu. Le jeu du portique avant/arrière a disparu aussi.
Est-ce que l'écrou borgne était un peu desserré, cause de ce jeu de la poulie ?
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() dh42 Ven 12 Juin 2020 - 22:46
dh42 Ven 12 Juin 2020 - 22:46
Salut,
C'est assez bizarre et compliqué comme montage ... il y a des roulements dans les poulies folles ?
... il y a des roulements dans les poulies folles ?
++
David
C'est assez bizarre et compliqué comme montage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : claquements en déplacement lent seulement
![]() Jivé Ven 12 Juin 2020 - 22:57
Jivé Ven 12 Juin 2020 - 22:57
On n'a pas complètement démonté, juste sorti la tête de vis de son logement et retiré les 2 rondelle : la poulie de devant (la courroie crantée venant du moteur) est bien sur roulement.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() dh42 Ven 12 Juin 2020 - 23:07
dh42 Ven 12 Juin 2020 - 23:07
le montage sur une PF, bien plus simple ; les poulies sont fixées par 2 vis pointeau sur les bouts des VàB ; pas de réglage de tension courroie, moteur en prise direct via un coupleur
++
David

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : claquements en déplacement lent seulement
![]() seb92 Sam 13 Juin 2020 - 23:15
seb92 Sam 13 Juin 2020 - 23:15
Bonsoir Jivé,
je reviens sur ton montage ; cet écrou borgne, même s'il est arreté par la rondelle bellevile, ne permet pas à mon avis un bon serrage plaqué de l'ensemble.
à ta place je mettrai un écrou nylstop avec pastille nylon de qualité, qui permettra un bon serrage, avec le poils de jeu qu'il faut, tout en étant "indéserable" sans clé.
Autre chose ; ce type de courroie crantée (armée de fil de mylar je crois) n'est peut-être pas l'idéal ; elle ne sont pas si "souples" que ça et on tendance à "claquer" dans certaines conditions d'utilisation.
J'ai ce type de courroie pour l'entrainement de ma turbine d'aspiration ; quand elle n'est pas "montée en température", elle reste un peu rigide et peut claquer parfois, sans pourtant sortir des dents quand elle est bien tendue.
Si tu démonte le tout, profite peut-être pour acheter une courroie std de même capacité, en caoutchouc renforcé ; tu verra peut-être la différence.
Bon courage pour la suite ; ce n'est pas trop grave comme problème.
je reviens sur ton montage ; cet écrou borgne, même s'il est arreté par la rondelle bellevile, ne permet pas à mon avis un bon serrage plaqué de l'ensemble.
à ta place je mettrai un écrou nylstop avec pastille nylon de qualité, qui permettra un bon serrage, avec le poils de jeu qu'il faut, tout en étant "indéserable" sans clé.
Autre chose ; ce type de courroie crantée (armée de fil de mylar je crois) n'est peut-être pas l'idéal ; elle ne sont pas si "souples" que ça et on tendance à "claquer" dans certaines conditions d'utilisation.
J'ai ce type de courroie pour l'entrainement de ma turbine d'aspiration ; quand elle n'est pas "montée en température", elle reste un peu rigide et peut claquer parfois, sans pourtant sortir des dents quand elle est bien tendue.
Si tu démonte le tout, profite peut-être pour acheter une courroie std de même capacité, en caoutchouc renforcé ; tu verra peut-être la différence.
Bon courage pour la suite ; ce n'est pas trop grave comme problème.

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CNC : claquements en déplacement lent seulement
![]() Jivé Dim 14 Juin 2020 - 9:48
Jivé Dim 14 Juin 2020 - 9:48
Bonjour Sebastian
Merci de t'intéresser au sujet.
On a eu quelque difficulté à visser l'écrou borgne à fond, la vis, dont la tête n'est absolument pas bloquée en rotation, commençait à tourner sur elle-même.
Comme tu l'as vu, la vis est simplement guidée par un alésage dans lequel rentre la tête, qui est ainsi maintenue juste par le contact des sommets de l'hexagone.
Je crains qu'avec un écrou nylstop le serrage n'arrive pas à se faire jusqu'à la bonne position.
Si le problème venait à persister et qu'il faille en venir à refaire l'axe des poulies avec une extrémité adaptée à cet alésage, alors je ne manquerai pas de mettre à profit ton conseil de remplacement de la courroie.
En tout cas, par ricochet, ton intervention m'a permis de découvrir ton aspiration cyclonique et ta CNC, chapeau bas.
Jean
Merci de t'intéresser au sujet.
On a eu quelque difficulté à visser l'écrou borgne à fond, la vis, dont la tête n'est absolument pas bloquée en rotation, commençait à tourner sur elle-même.
Comme tu l'as vu, la vis est simplement guidée par un alésage dans lequel rentre la tête, qui est ainsi maintenue juste par le contact des sommets de l'hexagone.
Je crains qu'avec un écrou nylstop le serrage n'arrive pas à se faire jusqu'à la bonne position.
Si le problème venait à persister et qu'il faille en venir à refaire l'axe des poulies avec une extrémité adaptée à cet alésage, alors je ne manquerai pas de mettre à profit ton conseil de remplacement de la courroie.
En tout cas, par ricochet, ton intervention m'a permis de découvrir ton aspiration cyclonique et ta CNC, chapeau bas.
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : claquements en déplacement lent seulement
![]() seb92 Dim 14 Juin 2020 - 11:02
seb92 Dim 14 Juin 2020 - 11:02
Bonjour Jean,Jivé a écrit:
la vis, dont la tête n'est absolument pas bloquée en rotation, commençait à tourner sur elle-même.
Comme tu l'as vu, la vis est simplement guidée par un alésage dans lequel rentre la tête, qui est ainsi maintenue juste par le contact des sommets de l'hexagone.
Jean
merci pour le compliment ! mon aspiration n'est pas monstrueuse mais suffisante pour ce que je lui demande.
tu as une belle cnc
pour un réglage fin de ton montage.
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92

 Sujets similaires
Sujets similaires» bruits (petits claquements) sur axe X (PFE 1010 PX) - vidéo
» [Besoin d'aide] Débits très lent sur mon pc
» Electroportatifs PARKSIDE(2b)
» Message de Mach3 : S trop lent, Vmin activée...
» REFERENCEMENT TRES TRES LENT
» [Besoin d'aide] Débits très lent sur mon pc
» Electroportatifs PARKSIDE(2b)
» Message de Mach3 : S trop lent, Vmin activée...
» REFERENCEMENT TRES TRES LENT
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum