






Entretien CNC BZT PF750P
+2
seb92
dh42
6 participants
Page 1 sur 1

 Entretien CNC BZT PF750P
Entretien CNC BZT PF750P
![]() dh42 Mer 29 Juil 2015 - 20:31
dh42 Mer 29 Juil 2015 - 20:31
Salut,
Après un peu plus de 4 ans d'utilisation, dont 2 assez intensifs pour une machine initialement destinée au hobby, je me suis décidé à faire un démontage de mes écrous à billes de l'axe Y.
La raison ? ... lors des déplacements à "haute" vitesse, il y a des bruits bizarres (mais occasionnels) dont je ne suis pas arrivé à déterminer la provenance avec certitude mais qui donnent l'impression d'un "point dur", comme si les billes coinçaient dans l'écrou à certains moments ... ou comme si les butés à billes étaient mortes (en bout de vis)
Les vis/écrous du Y de la PF n'étant pas vraiment protégées contre la saleté et la machine ayant tournée longtemps sans aspiration, je suppose que de la crasse à réussi à passer dans les écrous malgré les joints racleurs ... j'ai donc décidé de les démonter pour les nettoyer.
Je l’avais déjà fait sur le Z suite à des pertes de pas en rapide après des jours d'usinage de Corian (sans aspiration) qui avait rendu l'écrou dur, sauf que je ne l'avais pas démonté de la vis, j'avais simplement fait tremper tout l'ensemble dans un produit dégraissant, puis dans l'huile et ça avait solutionné le problème.
Je vais donc vous montrer la procédure de démontage/remontage et réglage que j'ai utilisée pour le Y (le plus compliqué vu qu'il y a 2 vis qui doivent être synchronisées)
Je commence par le tournage d'une pièce destinée à empêcher les billes de l'écrou de se tirer lors du démontage ; dans le cas de mes vis Ø 16, il faut un axe de 13 mm de Ø extérieur et percé à 8.5 pour pouvoir passer sur le bout de la vis et arriver en contact avec le filet de la vis.

1) désaccouplement des écrous du portique.
Après avoir desserré les 2 vis sur chaque écrou, dont une vis de pression et une vis à téton (qui rentre dans le trou de l'écrou), je pousse le portique vers le fond pour dégager les écrous.

Sur la PF, les butées sont en fait de simples roulements à billes, montés par 2 ; dans le cas du Y, ils sont en bout de vis, le roulement coté moteur/poulie ne servant qu'au guidage en rotation. L'épaulement ou viennent se plaquer les roulements est quand à lui fait à l'aide de 2 circlips.

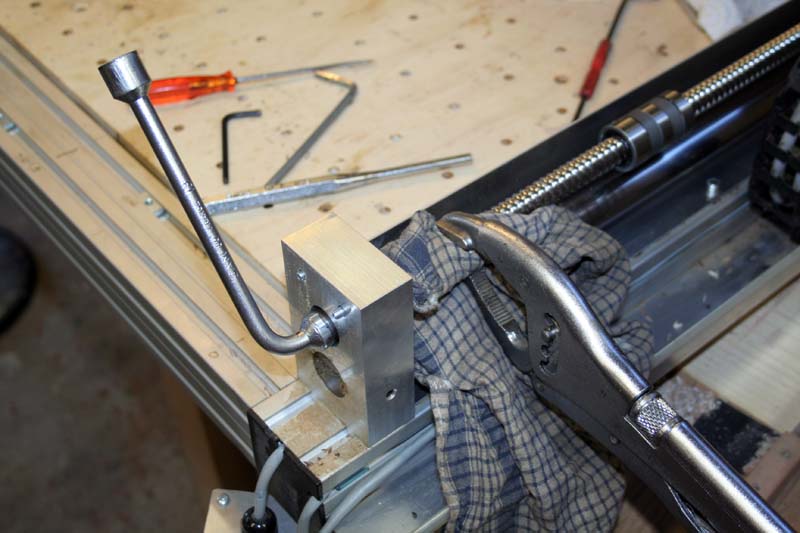
2) dépose de l'écrou Nylstop en bout de vis et du bloc palier
Il est très peu serré, mais impossible quand même de le desserrer en tenant uniquement la vis à la main, je serre donc la vis à la pince étau en ayant bien sur pris soin de mettre une bonne épaisseur de chiffon entre les mors de la pince et la vis (et il n'est pas nécessaire de serrer fort la pince), puis dépose de l'écrou
Je dépose ensuite le bloc alu ; 2 vis dessous maintiennent le bloc sur la châssis et 2 vis pointeau maintenant la barre de guidage.
2 'lardons' s'encastrent sans jeu dans les rainures du profilé et permettent un alignement parfait des blocs.


Note, chaque ensemble vis/écrou/palier et démonté/remonté séparément, même si sur les photos ça donne l'impression d'un passage de l'une à l'autre ; j'ai simplement gardé les meilleurs photos (et surtout celles que je n'ai pas oublié de faire )
)
3) dépose de l'écrou à billes
Je positionne mon tube tournée en bout de vis, puis je dévisse l'écrou afin de le faire venir sur le tube, ensuite l'écrou peut être manipuler sans perdre les billes en route. Ce manchon sera surtout utile pour le remontage de l'écrou.

4) démontage de l'écrou
Ca ne pose aucun problème ... on ne peut pas en dire autant du remontage par contre
Il suffit d'enlever le tube et les billes tombent ; ensuite dépose des 2 joints racleurs de part et d'autre et du canal de transfert .

Le corps d'écrou nettoyé

Détail du canal de transfert (permet aux billes de retourner au début du filet et de recommencer le circuit.
Il y a deux circuits de billes indépendants (16 billes par circuit)

à plus pour la suite ...
++
David
Après un peu plus de 4 ans d'utilisation, dont 2 assez intensifs pour une machine initialement destinée au hobby, je me suis décidé à faire un démontage de mes écrous à billes de l'axe Y.
La raison ? ... lors des déplacements à "haute" vitesse, il y a des bruits bizarres (mais occasionnels) dont je ne suis pas arrivé à déterminer la provenance avec certitude mais qui donnent l'impression d'un "point dur", comme si les billes coinçaient dans l'écrou à certains moments ... ou comme si les butés à billes étaient mortes (en bout de vis)
Les vis/écrous du Y de la PF n'étant pas vraiment protégées contre la saleté et la machine ayant tournée longtemps sans aspiration, je suppose que de la crasse à réussi à passer dans les écrous malgré les joints racleurs ... j'ai donc décidé de les démonter pour les nettoyer.
Je l’avais déjà fait sur le Z suite à des pertes de pas en rapide après des jours d'usinage de Corian (sans aspiration) qui avait rendu l'écrou dur, sauf que je ne l'avais pas démonté de la vis, j'avais simplement fait tremper tout l'ensemble dans un produit dégraissant, puis dans l'huile et ça avait solutionné le problème.
Je vais donc vous montrer la procédure de démontage/remontage et réglage que j'ai utilisée pour le Y (le plus compliqué vu qu'il y a 2 vis qui doivent être synchronisées)
Je commence par le tournage d'une pièce destinée à empêcher les billes de l'écrou de se tirer lors du démontage ; dans le cas de mes vis Ø 16, il faut un axe de 13 mm de Ø extérieur et percé à 8.5 pour pouvoir passer sur le bout de la vis et arriver en contact avec le filet de la vis.
1) désaccouplement des écrous du portique.
Après avoir desserré les 2 vis sur chaque écrou, dont une vis de pression et une vis à téton (qui rentre dans le trou de l'écrou), je pousse le portique vers le fond pour dégager les écrous.
Sur la PF, les butées sont en fait de simples roulements à billes, montés par 2 ; dans le cas du Y, ils sont en bout de vis, le roulement coté moteur/poulie ne servant qu'au guidage en rotation. L'épaulement ou viennent se plaquer les roulements est quand à lui fait à l'aide de 2 circlips.
2) dépose de l'écrou Nylstop en bout de vis et du bloc palier
Il est très peu serré, mais impossible quand même de le desserrer en tenant uniquement la vis à la main, je serre donc la vis à la pince étau en ayant bien sur pris soin de mettre une bonne épaisseur de chiffon entre les mors de la pince et la vis (et il n'est pas nécessaire de serrer fort la pince), puis dépose de l'écrou
Je dépose ensuite le bloc alu ; 2 vis dessous maintiennent le bloc sur la châssis et 2 vis pointeau maintenant la barre de guidage.
2 'lardons' s'encastrent sans jeu dans les rainures du profilé et permettent un alignement parfait des blocs.
Note, chaque ensemble vis/écrou/palier et démonté/remonté séparément, même si sur les photos ça donne l'impression d'un passage de l'une à l'autre ; j'ai simplement gardé les meilleurs photos (et surtout celles que je n'ai pas oublié de faire
3) dépose de l'écrou à billes
Je positionne mon tube tournée en bout de vis, puis je dévisse l'écrou afin de le faire venir sur le tube, ensuite l'écrou peut être manipuler sans perdre les billes en route. Ce manchon sera surtout utile pour le remontage de l'écrou.
4) démontage de l'écrou
Ca ne pose aucun problème ... on ne peut pas en dire autant du remontage par contre
Il suffit d'enlever le tube et les billes tombent ; ensuite dépose des 2 joints racleurs de part et d'autre et du canal de transfert .
Le corps d'écrou nettoyé
Détail du canal de transfert (permet aux billes de retourner au début du filet et de recommencer le circuit.
Il y a deux circuits de billes indépendants (16 billes par circuit)
à plus pour la suite ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Entretien CNC BZT PF750P
![]() seb92 Mer 29 Juil 2015 - 20:39
seb92 Mer 29 Juil 2015 - 20:39
ça c'est du TUTO, aux petits oignons comme d'ab 
bon courage pour la suite avec un ajustement au petit poil et des mouvements à nouveau liiiiiiibres !
Sebastian
bon courage pour la suite avec un ajustement au petit poil et des mouvements à nouveau liiiiiiibres !
Sebastian

seb92- complétement accro

- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON

Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Entretien CNC BZT PF750P
![]() dh42 Sam 8 Aoû 2015 - 18:30
dh42 Sam 8 Aoû 2015 - 18:30
Salut,
La température dans la maison étant devenu plus raisonnable que ces derniers jours (35° dehors, 38° dedans), je me remet devant le PC pour continuer ce sujet
Remontage de l'écrou
Alors il m'a fallu quelques essais pour trouver la bonne méthode.
Dans un premier temps, après avoir remis en place la pièce en plastique servant de canal de transfert, j'ai d'abord mis les billes, en les collant à la graisse.
Petit problème, la pièce plastique se met par l'intérieur, et lors des manipulations de l'écrou, il y a toujours un moment ou un doigt vient toucher la pièce par l'extérieur ... et bien sur elle se déplace, fait tomber les billes ...
J'ai fini par utiliser 2 aimants ; au départ le but était de coller les billes au corps d'écrou, mais c'est inefficace ... par contre, en mettant un aimant sur la partie ou se trouve la pièce en plastique, ça évite le risque de "pousser" cette pièce vers l'intérieur avec le doigt ..

Les billes sont misent en place à l'aide d'un petit tournevis plat ; je "colle" une bille avec la graisse et je la dépose dans l'écrou.

Une fois qu'un des circuit est complètement re-billé, j’introduis le tube métallique jusqu'à la moitié de l'écrou pour maintenir les billes en place, puis je retourne l'écrou et je re-bille le 2ieme circuit.
Toutes les billes en place avec le tube de maintient.

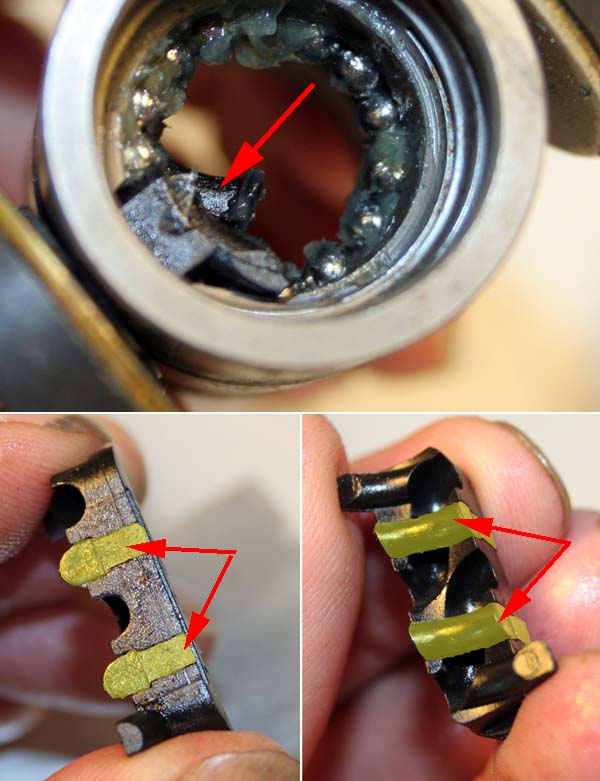
J'ai eu quelques problèmes avec la pièce en plastique, qui est en fait constituée de 3 pièces ; la partie contenant les 2 canaux de transfert et 2 pièces qui viennent se clipser dessus (en jaune sur l'image) .. comme on peut le voir sur l'image du haut, une des pièces s'est dé-clipsée lors de la mise en place et s'est mise en travers ... et bien sur je n'y ai pas prêté attention tout de suite , donc ré-démontage ..
Remise en place des joints
La aussi, j'ai eu droit à quelques démontages/remontages avant de trouver la bonne méthode ; mettre les joints sur l'écrou sans faire tomber les billes, même avec le tube de maintient, c'est pas gagné ; mettre les joints en premier, c'est plus simple mais .... ça rend le re-billage plus difficile, pas beaucoup de place pour passer ...
J'ai finalement monté les joints après que l'écrou soit remonté sur sa vis, et la, ça va tout seul

A plus pour la suite ....
++
David
La température dans la maison étant devenu plus raisonnable que ces derniers jours (35° dehors, 38° dedans), je me remet devant le PC pour continuer ce sujet
Remontage de l'écrou
Alors il m'a fallu quelques essais pour trouver la bonne méthode.
Dans un premier temps, après avoir remis en place la pièce en plastique servant de canal de transfert, j'ai d'abord mis les billes, en les collant à la graisse.
Petit problème, la pièce plastique se met par l'intérieur, et lors des manipulations de l'écrou, il y a toujours un moment ou un doigt vient toucher la pièce par l'extérieur ... et bien sur elle se déplace, fait tomber les billes ...
J'ai fini par utiliser 2 aimants ; au départ le but était de coller les billes au corps d'écrou, mais c'est inefficace ... par contre, en mettant un aimant sur la partie ou se trouve la pièce en plastique, ça évite le risque de "pousser" cette pièce vers l'intérieur avec le doigt ..
Les billes sont misent en place à l'aide d'un petit tournevis plat ; je "colle" une bille avec la graisse et je la dépose dans l'écrou.
Une fois qu'un des circuit est complètement re-billé, j’introduis le tube métallique jusqu'à la moitié de l'écrou pour maintenir les billes en place, puis je retourne l'écrou et je re-bille le 2ieme circuit.
Toutes les billes en place avec le tube de maintient.
J'ai eu quelques problèmes avec la pièce en plastique, qui est en fait constituée de 3 pièces ; la partie contenant les 2 canaux de transfert et 2 pièces qui viennent se clipser dessus (en jaune sur l'image) .. comme on peut le voir sur l'image du haut, une des pièces s'est dé-clipsée lors de la mise en place et s'est mise en travers ... et bien sur je n'y ai pas prêté attention tout de suite , donc ré-démontage ..
Remise en place des joints
La aussi, j'ai eu droit à quelques démontages/remontages avant de trouver la bonne méthode ; mettre les joints sur l'écrou sans faire tomber les billes, même avec le tube de maintient, c'est pas gagné ; mettre les joints en premier, c'est plus simple mais .... ça rend le re-billage plus difficile, pas beaucoup de place pour passer ...
J'ai finalement monté les joints après que l'écrou soit remonté sur sa vis, et la, ça va tout seul
A plus pour la suite ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Entretien CNC BZT PF750P
![]() Strib Sam 8 Aoû 2015 - 21:59
Strib Sam 8 Aoû 2015 - 21:59
Super tuto David, comme d'hab !
Du travail de minutie, et avec ta vue, tu as du t'amuser!!!
Amicalement,
Stéphane
Du travail de minutie, et avec ta vue, tu as du t'amuser!!!
Amicalement,
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Entretien CNC BZT PF750P
![]() dh42 Sam 8 Aoû 2015 - 22:39
dh42 Sam 8 Aoû 2015 - 22:39
Salut,
Oui, j'en ai chié .. et comme un âne je n'ai même pas pensé à utiliser mon microscope USB
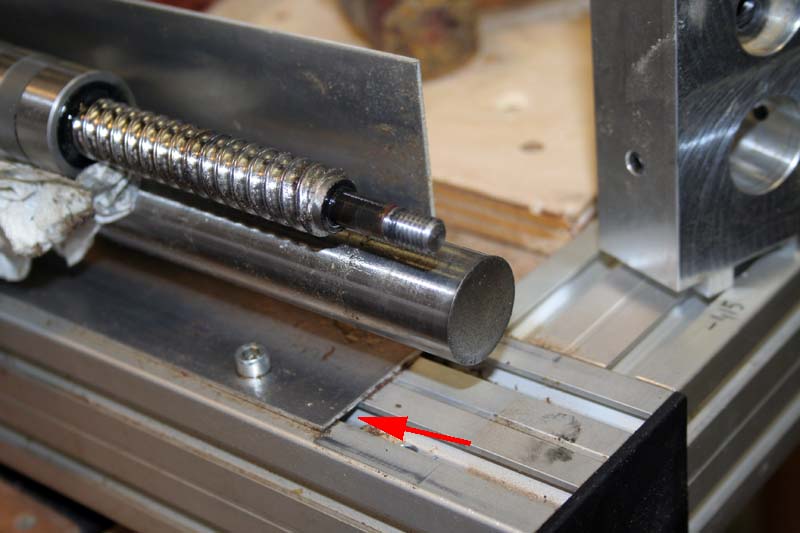
Pour la prochaine fois, je pense que j’essaierais de nettoyer sans enlever les billes. En fait c'est ce que je comptais tenter dans un premier temps mais .... je me suis planté sur le Ø qui vas bien pour le tube qui retiens les billes ; je m'étais basé sur le Ø montré sur la photo (12mm) ... mais c'est trop petit, il faut du 13 ... à 12 les billes se sont tirées avant même d'avoir sorti tout l'écrou et j'en ai cherchée une pendant 1 heure au moins ; elle s'était cachée dans la rainure du profilé alu, SOUS la plaque de protection
l'endroit ou la bille manquante s'était cachée ; je ne l'ai retrouvé que par déduction !!
++
David
Du travail de minutie, et avec ta vue, tu as du t'amuser!!!
Oui, j'en ai chié .. et comme un âne je n'ai même pas pensé à utiliser mon microscope USB
Pour la prochaine fois, je pense que j’essaierais de nettoyer sans enlever les billes. En fait c'est ce que je comptais tenter dans un premier temps mais .... je me suis planté sur le Ø qui vas bien pour le tube qui retiens les billes ; je m'étais basé sur le Ø montré sur la photo (12mm) ... mais c'est trop petit, il faut du 13 ... à 12 les billes se sont tirées avant même d'avoir sorti tout l'écrou et j'en ai cherchée une pendant 1 heure au moins ; elle s'était cachée dans la rainure du profilé alu, SOUS la plaque de protection
l'endroit ou la bille manquante s'était cachée ; je ne l'ai retrouvé que par déduction !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Entretien CNC BZT PF750P
![]() dh42 Dim 16 Aoû 2015 - 23:39
dh42 Dim 16 Aoû 2015 - 23:39
Salut,
Suite du reportage ; le remontage/réglage des vis/écrous
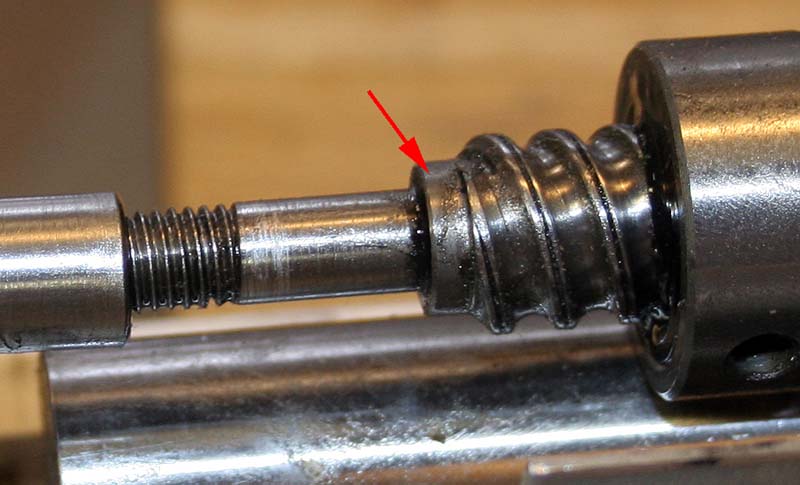
Après avoir remonté les blocs palier en bout de vis, il faut régler le "jeu" de la buté, dans ce cas c'est le serrage du Nylstop en bout de vis qui permet ce réglage.
L'idée est de régler "sans jeu" et "sans serrage" ; la difficulté étant que l'on ne "sent" pas le serrage de l'écrou à cause du système Nylstop, il est dur tout le long, impossible de se rendre compte à quel moment il arrive en contact.
Le principe que j'ai utilisé est donc le suivant: Je donne un mouvement de va et vient à la main sur la vis elle même tout en serrant l'écrou jusqu'à je ne sente plus de jeu, puis je continu de serrer tout en faisant tourner la vis à la main jusqu'à ce que je la sente devenir légèrement plus dur à tourner et je desserre d'un "chouia".

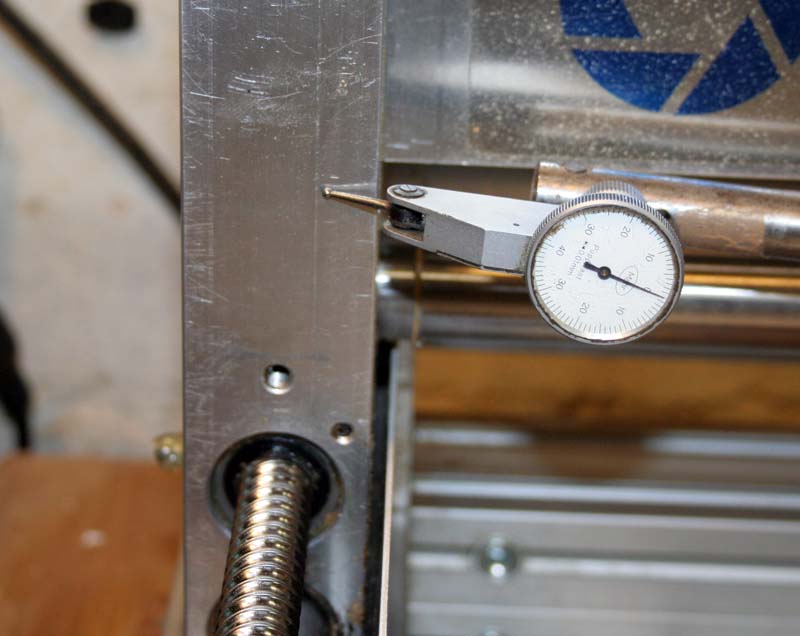
Ensuite, pour contrôler, je met un comparateur en bout de vis, et je fait le même mouvement d'aller/retour à la main pour voir si l'aiguille bouge ... si pas de jeux et rotation bien libre, alors c'est OK.

Accouplement d'un des 2 écrous sur le portique.
La remise en place du premier écrou sur le portique ne pose pas de problème particulier sinon que, comme pour le réglage des vis, tout est dans le serrage.
Je commence par orienter le trou de l'écrou dans l'axe de la vis à téton du portique, puis je pousse le portique "sur" l'écrou, et je commence à serrer la vis qui rentre dans le trou de l'écrou. Même principe que pour le vis à bille, je fais un mouvement de va et vient du portique tout en serrant jusqu'à ce que je ne sente plus de jeu à la main, puis je met le comparateur avec la touche en appui sur le portique pour mesurer le jeu induit par le va et vient tout en serrant la vis et j'arrête dès que le jeu atteint environ 1/100ieme (l'écrou lui même étant censé avoir un jeu sur la vis d'environ 1/100ieme, quand j'ai un jeu de 1/100, c'est qu'il n'y a plus de jeu entre écrou/portique)

Ensuite, serrage de la 2ieme vis, qui à pour but de réduire le jeu latérale de l'écrou sur la vis en déformant la partie fendue de l'écrou (la vis porte à peu prêt la ou se trouve mon pouce sur la photo). Je visse jusqu'au contact, puis la aussi, c'est au feeling, tout en tournant la vis à la main je serre jusqu'à sentir un changement de dureté, puis je desserre un poil.

Les 2 vis sont freinées au Loctite "normal"
Montage du 2ieme écrou
Le 2ieme écrou doit être "synchronisé" sur le premier ; pas de problème si on désaccouple juste les écrous du portique sans les démonter de la vis, mais si il sont démontés, aucune chance que le 2ieme écrou retombe avec son trou de blocage en face de la vis à téton du portique, et encore moins que le portique soit perpendiculaire à l'autre axe.
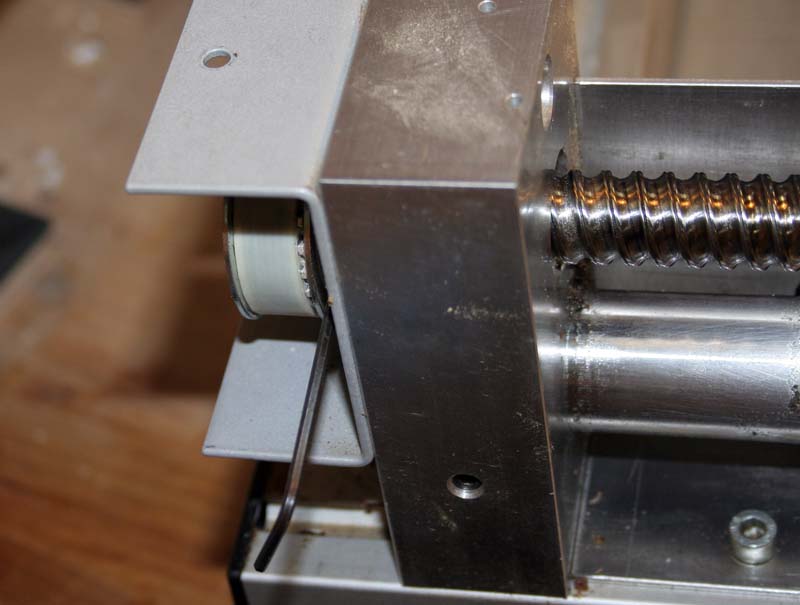
Dans ce cas, pour pouvoir régler, je dois désaccoupler l'entrainement simultané des 2 vis à billes par la courroie, de façon à pouvoir tourner la vis sans entrainer la 2ieme. Pour ça, je desserre la fixation vis/poulie à l'arrière de la machine de façon à ce que la vis tourne librement dans la poulie.
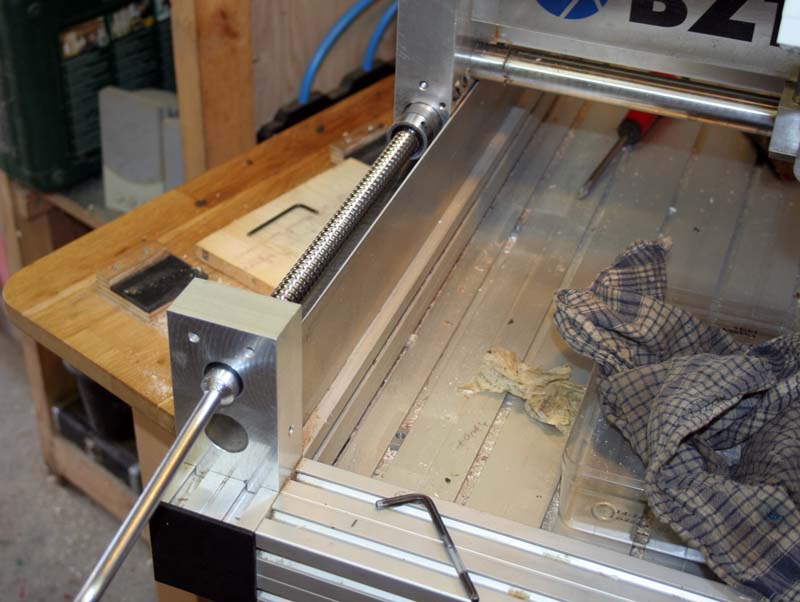
Il me suffit alors de faire tourner la vis tout en maintenant l'écrou pour le faire se déplacer et rentrer dans le logement du portique tout en maintenant le trou de l'écrou aligné avec la vis de pression ; la suite du réglage de son serrage est bien sur identique à la méthode utilisée pour le premier.
Le réglage de la perpendicularité des axes XY va alors se faire en tournant la vis qui est désaccouplé puis en resserrant les vis de pression qui solidarisent la vis et la poulie crantée lorsque le réglage sera atteint.
Je commence par dégauchir un bloc rectifié par rapport à l'axe Y en le faisant se déplacer d'avant en arrière et en ajustant la position du bloc ; le comparateur doit indiquer 0 à chaque bout. (bien sur la poulie cranté devra être de nouveau temporairement solidarisée avec la vis pour que le portique ne se mette pas en crabe)
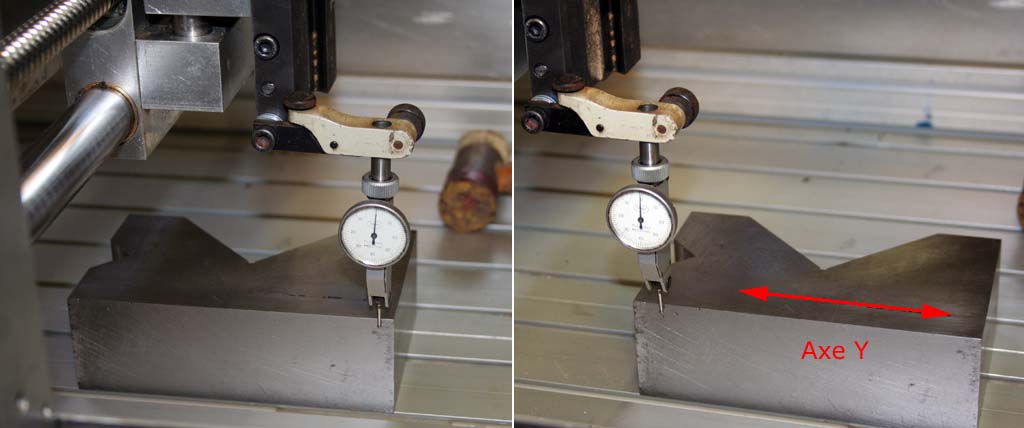
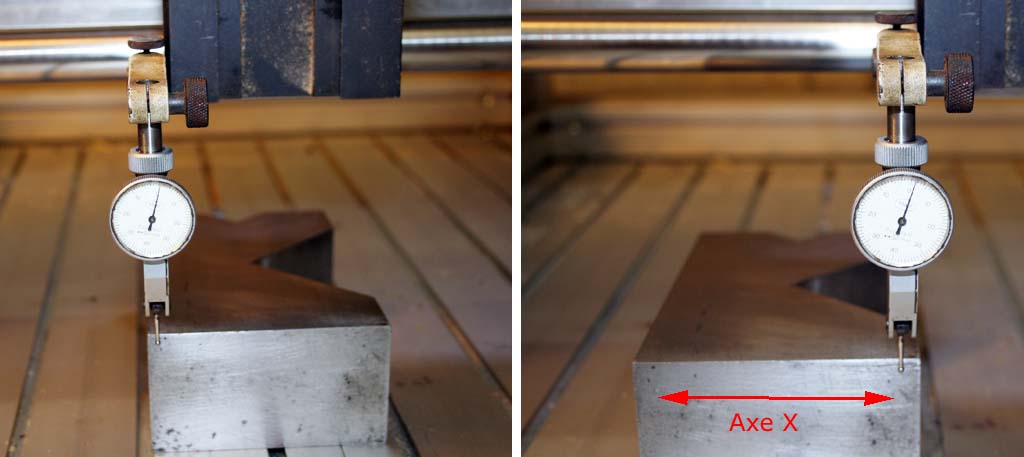
Puis une fois l'axe Y dégauchit, je tourne mon comparateur d'un quart de tour et je me positionne sur l'autre face du bloc rectifié.
Cette fois ci, c'est l'axe X que je déplace, et la poulie étant de nouveau désaccouplée de la vis, je tourne cette vis tout en faisant des aller/retour sur le X jusqu'à ne plus avoir de variations d'un bout à l'autre du bloc, ce qui signifira que les 2 axes sont bien perpendiculaires.
Une fois que c'est bon, je resserre les 2 vis de pression solidarisant la poulie cranté à la vis, et c'est fini ..
Ensuite il n'a à plus qu'à mettre un coup de graisse dans les écrous et à remonter les divers carters de protection (courroie, vis du X ... )
Bon, ça n'a pas fait disparaitre le petit bruit que j’entends de temps en temps, mais vu la crasse qu'il y avait dans les écrous, ce n'est pas non plus du travail pour rien ...
++
David
Suite du reportage ; le remontage/réglage des vis/écrous
Après avoir remonté les blocs palier en bout de vis, il faut régler le "jeu" de la buté, dans ce cas c'est le serrage du Nylstop en bout de vis qui permet ce réglage.
L'idée est de régler "sans jeu" et "sans serrage" ; la difficulté étant que l'on ne "sent" pas le serrage de l'écrou à cause du système Nylstop, il est dur tout le long, impossible de se rendre compte à quel moment il arrive en contact.
Le principe que j'ai utilisé est donc le suivant: Je donne un mouvement de va et vient à la main sur la vis elle même tout en serrant l'écrou jusqu'à je ne sente plus de jeu, puis je continu de serrer tout en faisant tourner la vis à la main jusqu'à ce que je la sente devenir légèrement plus dur à tourner et je desserre d'un "chouia".

Ensuite, pour contrôler, je met un comparateur en bout de vis, et je fait le même mouvement d'aller/retour à la main pour voir si l'aiguille bouge ... si pas de jeux et rotation bien libre, alors c'est OK.

Accouplement d'un des 2 écrous sur le portique.
La remise en place du premier écrou sur le portique ne pose pas de problème particulier sinon que, comme pour le réglage des vis, tout est dans le serrage.
Je commence par orienter le trou de l'écrou dans l'axe de la vis à téton du portique, puis je pousse le portique "sur" l'écrou, et je commence à serrer la vis qui rentre dans le trou de l'écrou. Même principe que pour le vis à bille, je fais un mouvement de va et vient du portique tout en serrant jusqu'à ce que je ne sente plus de jeu à la main, puis je met le comparateur avec la touche en appui sur le portique pour mesurer le jeu induit par le va et vient tout en serrant la vis et j'arrête dès que le jeu atteint environ 1/100ieme (l'écrou lui même étant censé avoir un jeu sur la vis d'environ 1/100ieme, quand j'ai un jeu de 1/100, c'est qu'il n'y a plus de jeu entre écrou/portique)


Ensuite, serrage de la 2ieme vis, qui à pour but de réduire le jeu latérale de l'écrou sur la vis en déformant la partie fendue de l'écrou (la vis porte à peu prêt la ou se trouve mon pouce sur la photo). Je visse jusqu'au contact, puis la aussi, c'est au feeling, tout en tournant la vis à la main je serre jusqu'à sentir un changement de dureté, puis je desserre un poil.

Les 2 vis sont freinées au Loctite "normal"
Montage du 2ieme écrou
Le 2ieme écrou doit être "synchronisé" sur le premier ; pas de problème si on désaccouple juste les écrous du portique sans les démonter de la vis, mais si il sont démontés, aucune chance que le 2ieme écrou retombe avec son trou de blocage en face de la vis à téton du portique, et encore moins que le portique soit perpendiculaire à l'autre axe.
Dans ce cas, pour pouvoir régler, je dois désaccoupler l'entrainement simultané des 2 vis à billes par la courroie, de façon à pouvoir tourner la vis sans entrainer la 2ieme. Pour ça, je desserre la fixation vis/poulie à l'arrière de la machine de façon à ce que la vis tourne librement dans la poulie.

Il me suffit alors de faire tourner la vis tout en maintenant l'écrou pour le faire se déplacer et rentrer dans le logement du portique tout en maintenant le trou de l'écrou aligné avec la vis de pression ; la suite du réglage de son serrage est bien sur identique à la méthode utilisée pour le premier.

Perpendicularité des axes
Le réglage de la perpendicularité des axes XY va alors se faire en tournant la vis qui est désaccouplé puis en resserrant les vis de pression qui solidarisent la vis et la poulie crantée lorsque le réglage sera atteint.
Je commence par dégauchir un bloc rectifié par rapport à l'axe Y en le faisant se déplacer d'avant en arrière et en ajustant la position du bloc ; le comparateur doit indiquer 0 à chaque bout. (bien sur la poulie cranté devra être de nouveau temporairement solidarisée avec la vis pour que le portique ne se mette pas en crabe)

Puis une fois l'axe Y dégauchit, je tourne mon comparateur d'un quart de tour et je me positionne sur l'autre face du bloc rectifié.
Cette fois ci, c'est l'axe X que je déplace, et la poulie étant de nouveau désaccouplée de la vis, je tourne cette vis tout en faisant des aller/retour sur le X jusqu'à ne plus avoir de variations d'un bout à l'autre du bloc, ce qui signifira que les 2 axes sont bien perpendiculaires.
Une fois que c'est bon, je resserre les 2 vis de pression solidarisant la poulie cranté à la vis, et c'est fini ..

Ensuite il n'a à plus qu'à mettre un coup de graisse dans les écrous et à remonter les divers carters de protection (courroie, vis du X ... )
Bon, ça n'a pas fait disparaitre le petit bruit que j’entends de temps en temps, mais vu la crasse qu'il y avait dans les écrous, ce n'est pas non plus du travail pour rien ...
++
David
Dernière édition par dh42 le Ven 20 Oct 2023 - 22:49, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Entretien CNC BZT PF750P
![]() icarePetibles Lun 17 Aoû 2015 - 0:11
icarePetibles Lun 17 Aoû 2015 - 0:11
Salut David,
Je me régale en lisant ce reportage qui est fort intéressant. Je pense aux problèmes futurs de réglages sur ma toute petite.
Finalement la méthode des tatonements successifs a ces bons côtés.
Je me régale en lisant ce reportage qui est fort intéressant. Je pense aux problèmes futurs de réglages sur ma toute petite.
Finalement la méthode des tatonements successifs a ces bons côtés.

icarePetibles- acharné du forum

- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Entretien CNC BZT PF750P
![]() dh42 Lun 17 Aoû 2015 - 0:50
dh42 Lun 17 Aoû 2015 - 0:50
Salut,
Les réglages, c'est toujours un travail de patience, voir même une prise de tête (sur une Maxi26 par exemple ), mais la, ça s'est plutôt bien passé ; le plus ch** c'est surtout le re-billage des écrous ... c'est vraiment pas drôle ... pour les prochains (X et Z restent à faire) je m’efforcerais de ne pas dé-biller !! je tenterais le coup au micro karcher (le truc pour les dents), ça devrait bien le faire une fois l'écrou sortie et les joints enlevés ...
), mais la, ça s'est plutôt bien passé ; le plus ch** c'est surtout le re-billage des écrous ... c'est vraiment pas drôle ... pour les prochains (X et Z restent à faire) je m’efforcerais de ne pas dé-biller !! je tenterais le coup au micro karcher (le truc pour les dents), ça devrait bien le faire une fois l'écrou sortie et les joints enlevés ...
++
David
Les réglages, c'est toujours un travail de patience, voir même une prise de tête (sur une Maxi26 par exemple
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Entretien CNC BZT PF750P
![]() bob47 Mar 18 Aoû 2015 - 10:28
bob47 Mar 18 Aoû 2015 - 10:28
Salut
Le coter positif de la chose s’est de prouver un peut comme pour mon patin qu’il est possible de les remonter (pas facilement il est vrais) en cas d’accident.
BOB47
Le coter positif de la chose s’est de prouver un peut comme pour mon patin qu’il est possible de les remonter (pas facilement il est vrais) en cas d’accident.
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON

 Sujets similaires
Sujets similaires» BZT PF750P
» Controleur pour la PF750P
» Router PF750P ou ZS720T ?
» bzt pfe 500 px ( entretien )
» Entretien rabo-dégau kity 636
» Controleur pour la PF750P
» Router PF750P ou ZS720T ?
» bzt pfe 500 px ( entretien )
» Entretien rabo-dégau kity 636
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum