






Mach3 Z Securité
2 participants
Page 1 sur 1

 Mach3 Z Securité
Mach3 Z Securité
![]() dume2309 Mar 12 Mai 2020 - 22:53
dume2309 Mar 12 Mai 2020 - 22:53
Bonsoir ,
Comment bien régler le Z de sécurité dans Mach3 ?
Il vaut mieux regler sur coordonnées travail ou machine ?
On le parametre a chaque fois ou une seule fois ?
Si quelq'un peut m'eclairer ( peut être y a t'il deja un sujet sur le forum )
Bonne soirée
Comment bien régler le Z de sécurité dans Mach3 ?
Il vaut mieux regler sur coordonnées travail ou machine ?
On le parametre a chaque fois ou une seule fois ?
Si quelq'un peut m'eclairer ( peut être y a t'il deja un sujet sur le forum )
Bonne soirée

dume2309- je prends du galon

- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse

Re: Mach3 Z Securité
![]() dh42 Mar 12 Mai 2020 - 23:49
dh42 Mar 12 Mai 2020 - 23:49
Salut,
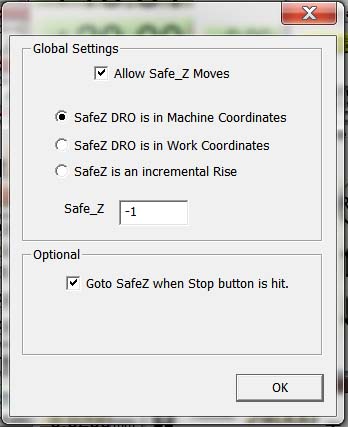
Ça dépend de si tu a des contacts de référencement ou non. Si ton Z est référencé et donc que tu connais le 0 machine, tu devrais choisir les coord machine, c'est le plus prévisible ; par exemple le Z haut maxi, c'est 0 et ça passe en négatif quand tu descends. Pour ma part, j'ai mis en coord machine avec une valeur de -1, donc ça remonte au maxi moins 1mm. Ça assure que tu a le dégagement Z maxi possible.
En coord de travail, c'est plus aléatoire car ça peut dépendre de ta façon de travailler (0 à la base de la pièce ou à sa surface), hauteur de la pièce, longueur de l'outil, course totale en Z, etc ... le risque étant soit que ça ne monte pas assez et que tu accroche la pièce ou les brides, ou au contraire que ça monte trop et que tu tape en butée.
Une seule fois
Tu a des photos de ta machine ?
++
David
Ça dépend de si tu a des contacts de référencement ou non. Si ton Z est référencé et donc que tu connais le 0 machine, tu devrais choisir les coord machine, c'est le plus prévisible ; par exemple le Z haut maxi, c'est 0 et ça passe en négatif quand tu descends. Pour ma part, j'ai mis en coord machine avec une valeur de -1, donc ça remonte au maxi moins 1mm. Ça assure que tu a le dégagement Z maxi possible.
En coord de travail, c'est plus aléatoire car ça peut dépendre de ta façon de travailler (0 à la base de la pièce ou à sa surface), hauteur de la pièce, longueur de l'outil, course totale en Z, etc ... le risque étant soit que ça ne monte pas assez et que tu accroche la pièce ou les brides, ou au contraire que ça monte trop et que tu tape en butée.

On le parametre a chaque fois ou une seule fois ?
Une seule fois
Tu a des photos de ta machine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Mach3 Z Securité
![]() dume2309 Mer 13 Mai 2020 - 0:41
dume2309 Mer 13 Mai 2020 - 0:41
Merci David pour tous ces bons conseils !
Ma machine est référencée , je donc donc régler comme toi a -1
Ce week end je poste quelques photos de ma machine.
Bonne soirée
Ma machine est référencée , je donc donc régler comme toi a -1
Ce week end je poste quelques photos de ma machine.
Bonne soirée
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Mach3 Z Securité
![]() dume2309 Mer 13 Mai 2020 - 16:52
dume2309 Mer 13 Mai 2020 - 16:52
Voici quelques photos de ma modeste machine et les copies d’écrans avec les valeurs et réglages des axes.
Ils me restent des finitions pour aller au bout du projet.
Les FDC ne sont pas encore fonctionnel.
Les valeurs X 228 Y 209 Z 87 sont celles après Référencement , j'ai changé le 75 par 80 dans le z de sécurité.
Est ce que ces paramètres semblent correctes ?







Ils me restent des finitions pour aller au bout du projet.
Les FDC ne sont pas encore fonctionnel.
Les valeurs X 228 Y 209 Z 87 sont celles après Référencement , j'ai changé le 75 par 80 dans le z de sécurité.
Est ce que ces paramètres semblent correctes ?







dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Mach3 Z Securité
![]() dh42 Mer 13 Mai 2020 - 18:58
dh42 Mer 13 Mai 2020 - 18:58
Salut,
Il y a au moins une chose qui ne vas pas ; dans tes réglages de limite le Z maxi doit être à 0 et donc le Z mini à -85 (les valeurs diminuent)... et bien sûr dans ce cas, le Z de l'origine G28 ne peux pas être à 80, il doit être à 0 ou -1 par exemple. (et Dec Ref doit être à 0)
Même chose pour le Z de sécurité en coord machine, il ne peux pas être à 75 mais doit être dans la plage des valeurs Z, donc la aussi, tu peux le mettre à -1 pour que ça remonte juste 1mm avant la butée haute.
Oui, c'est ce que tu a mis dans Dec Ref pour XY, mais je ne vois pas quel est l’intérêt
Pour les valeurs min et max du XY, je ne peux pas te dire si c'est bon car ça dépend de la position de tes contacts de référencement. si le contact en Y est portique au fond, comme sur la première photo de la machine, alors c'est inversé ; tu devrais avoir max = 0 et min = -730 ; pour le X, si le contact est à gauche c'est OK, mais si il est à droite, même chose, il faudrait max = 0 et min = -450 .. le but est de respecter le sens des axes. (et les Dec Ref à 0 aussi)
Le fait que tu ai des coord machine négative n'a aucune importance pour l'utilisation, car ce ne sont pas ces coordonnées qui sont utilisées lors de l'usinage, mais les coordonnées de travail (dont tu fais le 0 ou tu veux)
quelques explications sur les 2 type de coordonnées
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
Il y a au moins une chose qui ne vas pas ; dans tes réglages de limite le Z maxi doit être à 0 et donc le Z mini à -85 (les valeurs diminuent)... et bien sûr dans ce cas, le Z de l'origine G28 ne peux pas être à 80, il doit être à 0 ou -1 par exemple. (et Dec Ref doit être à 0)
Même chose pour le Z de sécurité en coord machine, il ne peux pas être à 75 mais doit être dans la plage des valeurs Z, donc la aussi, tu peux le mettre à -1 pour que ça remonte juste 1mm avant la butée haute.
Les valeurs X 228 Y 209 Z 87 sont celles après Référencement
Oui, c'est ce que tu a mis dans Dec Ref pour XY, mais je ne vois pas quel est l’intérêt
Pour les valeurs min et max du XY, je ne peux pas te dire si c'est bon car ça dépend de la position de tes contacts de référencement. si le contact en Y est portique au fond, comme sur la première photo de la machine, alors c'est inversé ; tu devrais avoir max = 0 et min = -730 ; pour le X, si le contact est à gauche c'est OK, mais si il est à droite, même chose, il faudrait max = 0 et min = -450 .. le but est de respecter le sens des axes. (et les Dec Ref à 0 aussi)

Le fait que tu ai des coord machine négative n'a aucune importance pour l'utilisation, car ce ne sont pas ces coordonnées qui sont utilisées lors de l'usinage, mais les coordonnées de travail (dont tu fais le 0 ou tu veux)
quelques explications sur les 2 type de coordonnées
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mach3 Z Securité
![]() dume2309 Mer 13 Mai 2020 - 20:32
dume2309 Mer 13 Mai 2020 - 20:32
Merci David pour cette analyse precise .
Je vais essayer tes réglages en Z mais je pense avoir deja essayé et ça ne fonctionnait pas ....
Dec Ref pour XY c'est quoi alors ?
Le contacts de référencement : le Y est devant donc c'est bon , pour le X, le contact est à gauche donc c'est OK.
Une autre question , je n'ai aucun ralentissement en manuel ,le speed % agit sur la vitesse pour aller chercher les contacts home mais rien en manuel
Je vais essayer tes réglages en Z mais je pense avoir deja essayé et ça ne fonctionnait pas ....
Dec Ref pour XY c'est quoi alors ?
Le contacts de référencement : le Y est devant donc c'est bon , pour le X, le contact est à gauche donc c'est OK.
Une autre question , je n'ai aucun ralentissement en manuel ,le speed % agit sur la vitesse pour aller chercher les contacts home mais rien en manuel
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Mach3 Z Securité
![]() dh42 Mer 13 Mai 2020 - 21:15
dh42 Mer 13 Mai 2020 - 21:15
Une autre question , je n'ai aucun ralentissement en manuel ,le speed % agit sur la vitesse pour aller chercher les contacts home mais rien en manuel
Il n'y a pas de réglage de la vitesse en ralentissement, c'est donné par la vitesse maxi et la distance de ralentissement ; soit 100 sur tes réglages, ce qui me parait être vraiment très long comme plage de ralentissement.
Si le ralentissement ne fonctionne pas, il peut y avoir 2 raisons ; soit tu n'a pas activé les limites logiciel sur l'écran principal, soit, si elles sont bien activées, c'est que ta carte ne gère pas le ralentissement. Je ne me rappelle plus si c'est le cas sur la XHC ...
Dec Ref pour XY c'est quoi alors ?
Ça sert à décaler le 0 des coordonnées machine par rapport au point 0 donné par les contacts.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Ça marche !
![]() dume2309 Jeu 14 Mai 2020 - 21:15
dume2309 Jeu 14 Mai 2020 - 21:15
Bonsoir David ,
J'ai appliqué tes réglages et ça marche parfaitement !
Merci pour tes conseils
J'ai appliqué tes réglages et ça marche parfaitement !
Merci pour tes conseils
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Mach3 Z Securité
![]() dh42 Jeu 14 Mai 2020 - 21:23
dh42 Jeu 14 Mai 2020 - 21:23
Salut,
Cool ...et au fait, jolie machine, le montage à l'air très propre
...et au fait, jolie machine, le montage à l'air très propre 
++
David
Cool
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mach3 Z Securité
![]() dume2309 Jeu 14 Mai 2020 - 22:16
dume2309 Jeu 14 Mai 2020 - 22:16
Merci !
J'ai eu le temps pour paufiner , j'ai commencé en 2009 !
Il me reste quelques finitions ......
J'ai eu le temps pour paufiner , j'ai commencé en 2009 !
Il me reste quelques finitions ......
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse

 Sujets similaires
Sujets similaires» Ou poster un sujet traitant de Mach3, des règlafes VFD Huanyang et d'une carte CNC USB compatible Mach3
» [Sécurité] Scie sous table DIY
» Tiroirisation d'une table de défonceuse du commerce.
» Sécurité et Santé
» Mon atelier de St- Aubin par Pili
» [Sécurité] Scie sous table DIY
» Tiroirisation d'une table de défonceuse du commerce.
» Sécurité et Santé
» Mon atelier de St- Aubin par Pili
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum