






soft calculator
5 participants
Page 1 sur 1

 soft calculator
soft calculator
![]() Hervé-34 Lun 9 Mar 2020 - 14:14
Hervé-34 Lun 9 Mar 2020 - 14:14
Bonjour à tous !
On a parlé de ce soft dans mes autres posts !
http://micro100.hsmadvisor.com/?shell_id=247
J'en ouvre un autre pour une question simple,
La case " slot/pocket" faut-il la cocher si on veut faire
une poche traversante en fait un trou quoi !!
Merci !!
Hervé
On a parlé de ce soft dans mes autres posts !
http://micro100.hsmadvisor.com/?shell_id=247
J'en ouvre un autre pour une question simple,
La case " slot/pocket" faut-il la cocher si on veut faire
une poche traversante en fait un trou quoi !!
Merci !!
Hervé

Hervé-34- complétement accro

- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac

Re: soft calculator
![]() dh42 Lun 9 Mar 2020 - 16:32
dh42 Lun 9 Mar 2020 - 16:32
Salut,
Slot/pocket met tout simplement la valeur de largeur d'usinage (WOC) à 100%, donc c'est quand ta fraise usine en pleine matière ; découpe de contour, rainures, ouverture de poche (donc au début, quand la fraise usine à pleine largeur lors de l'entrée dans la matière)
En pratique, sur ta poche, tu utilise 100% de WOC pour le calcul de la vitesse d'avance pour l'entrée en pleine matière, et cette valeur devra être dans "vitesse d'avance" de l'entrée/sortie dans la matière. Pour la suite de la poche, tu calcule avec un WOC correspondant à l'engagement réel de la fraise une fois l'entrée faite (donc la valeur de recouvrement) et la vitesse d'avance devra alors être mise dans "vitesse d'avance" dans la section contrôle des avances.

++
David
Slot/pocket met tout simplement la valeur de largeur d'usinage (WOC) à 100%, donc c'est quand ta fraise usine en pleine matière ; découpe de contour, rainures, ouverture de poche (donc au début, quand la fraise usine à pleine largeur lors de l'entrée dans la matière)
En pratique, sur ta poche, tu utilise 100% de WOC pour le calcul de la vitesse d'avance pour l'entrée en pleine matière, et cette valeur devra être dans "vitesse d'avance" de l'entrée/sortie dans la matière. Pour la suite de la poche, tu calcule avec un WOC correspondant à l'engagement réel de la fraise une fois l'entrée faite (donc la valeur de recouvrement) et la vitesse d'avance devra alors être mise dans "vitesse d'avance" dans la section contrôle des avances.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: soft calculator
![]() F6FCO Jeu 12 Mar 2020 - 20:38
F6FCO Jeu 12 Mar 2020 - 20:38
Hello,
Génial ce soft, je ne connaissais pas. Merci.
Génial ce soft, je ne connaissais pas. Merci.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: soft calculator
![]() dh42 Jeu 12 Mar 2020 - 21:10
dh42 Jeu 12 Mar 2020 - 21:10
Salut,
à voir ici pour plus d'infos
http://www.metabricoleur.com/t18784-redemarrage-apres-une-pause-et-arret-du-pc#371036
et sur le sujet sur l'usinage trocho
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
++
David
à voir ici pour plus d'infos
http://www.metabricoleur.com/t18784-redemarrage-apres-une-pause-et-arret-du-pc#371036
et sur le sujet sur l'usinage trocho
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: soft calculator
![]() dh42 Jeu 12 Mar 2020 - 21:49
dh42 Jeu 12 Mar 2020 - 21:49
attention par contre, j'ai fait l’essai et si tu lui met des paramètres qui dépassent les capacités de la fraise (couple de rupture, flexion) il ne met aucune alerte !
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Dim 12 Avr 2020 - 0:58
Hervé-34 Dim 12 Avr 2020 - 0:58
Bonsoir à tous !
Bonsoir David !
Je crois deux choses
Ou j'ai complètement zappé ce message,
Ou je continue à devenir Gâteux !!
Je n'arrive pas à comprendre deux choses enfin si je comprend le sens de la phrase !!
En fait je calcule ( pour une poche ) 1 fois avec le slot coché qui me donne
l'avance en pleine matière, et une autre fois avec le slot décoché
pour l'avance de la poche une fois commencée ? c'est ça ? et avec une valeur de
recouvrement de 8% ??
Merci !
Hervé
Bonsoir David !
Je crois deux choses
Ou j'ai complètement zappé ce message,
Ou je continue à devenir Gâteux !!
Je n'arrive pas à comprendre deux choses enfin si je comprend le sens de la phrase !!
En fait je calcule ( pour une poche ) 1 fois avec le slot coché qui me donne
l'avance en pleine matière, et une autre fois avec le slot décoché
pour l'avance de la poche une fois commencée ? c'est ça ? et avec une valeur de
recouvrement de 8% ??
Merci !
Hervé
dh42 a écrit:Salut,
Slot/pocket met tout simplement la valeur de largeur d'usinage (WOC) à 100%, donc c'est quand ta fraise usine en pleine matière ; découpe de contour, rainures, ouverture de poche (donc au début, quand la fraise usine à pleine largeur lors de l'entrée dans la matière)
En pratique, sur ta poche, tu utilise 100% de WOC pour le calcul de la vitesse d'avance pour l'entrée en pleine matière, et cette valeur devra être dans "vitesse d'avance" de l'entrée/sortie dans la matière. Pour la suite de la poche, tu calcule avec un WOC correspondant à l'engagement réel de la fraise une fois l'entrée faite (donc la valeur de recouvrement) et la vitesse d'avance devra alors être mise dans "vitesse d'avance" dans la section contrôle des avances.
++
David
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Dim 12 Avr 2020 - 1:08
dh42 Dim 12 Avr 2020 - 1:08
Salut,
Oui
Une fois que tu a décoché "slot/pocket", tu double clique sur WOC (sur le texte lui même) pour que ça te recalcule la passe latérale idéale pour la profondeur de passe que tu utilise (DOC) et effectivement (assure toi qu'il ne te change pas la prof de passe, si c'est le cas, remet la bonne), si ça te donne 8%, tu met 0.08 dans le recouvrement dans CamBam.
https://www.screencast.com/t/Jc6OvMfgjf
++
David
En fait je calcule ( pour une poche ) 1 fois avec le slot coché qui me donne l'avance en pleine matière, et une autre fois avec le slot décoché pour l'avance de la poche une fois commencée ?
Oui
...... et avec une valeur de recouvrement de 8% ??
Une fois que tu a décoché "slot/pocket", tu double clique sur WOC (sur le texte lui même) pour que ça te recalcule la passe latérale idéale pour la profondeur de passe que tu utilise (DOC) et effectivement (assure toi qu'il ne te change pas la prof de passe, si c'est le cas, remet la bonne), si ça te donne 8%, tu met 0.08 dans le recouvrement dans CamBam.
https://www.screencast.com/t/Jc6OvMfgjf
++
David
Dernière édition par dh42 le Ven 25 Oct 2024 - 0:05, édité 1 fois (Raison : mise à jour video screencast)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Jivé Dim 12 Avr 2020 - 6:59
Jivé Dim 12 Avr 2020 - 6:59
Merci Hervé d'avoir demandé des éclaircissements sur l'usinage des poches.
Et merci à David pour les avoir apportés.
L'usinage de poche avec 2 vitesses successives, eh bien en voilà une découverte.
Espérons que Micro 100 gardera longtemps ce soft accessible.
Et merci à David pour les avoir apportés.
L'usinage de poche avec 2 vitesses successives, eh bien en voilà une découverte.
Espérons que Micro 100 gardera longtemps ce soft accessible.

Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: soft calculator
![]() Hervé-34 Dim 12 Avr 2020 - 13:07
Hervé-34 Dim 12 Avr 2020 - 13:07
Bonjour à tous,
Bonjour David et Jivé !!
Ok, là c'est super !! en plus un screen avec explication !!
Effectivement on ne connait pas tout CamBam loin s'en faut !!
Merci à toi,
Hervé
Bonjour David et Jivé !!
Ok, là c'est super !! en plus un screen avec explication !!
Effectivement on ne connait pas tout CamBam loin s'en faut !!
Merci à toi,
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() Hervé-34 Dim 10 Juil 2022 - 20:06
Hervé-34 Dim 10 Juil 2022 - 20:06
Bonjour à tous !
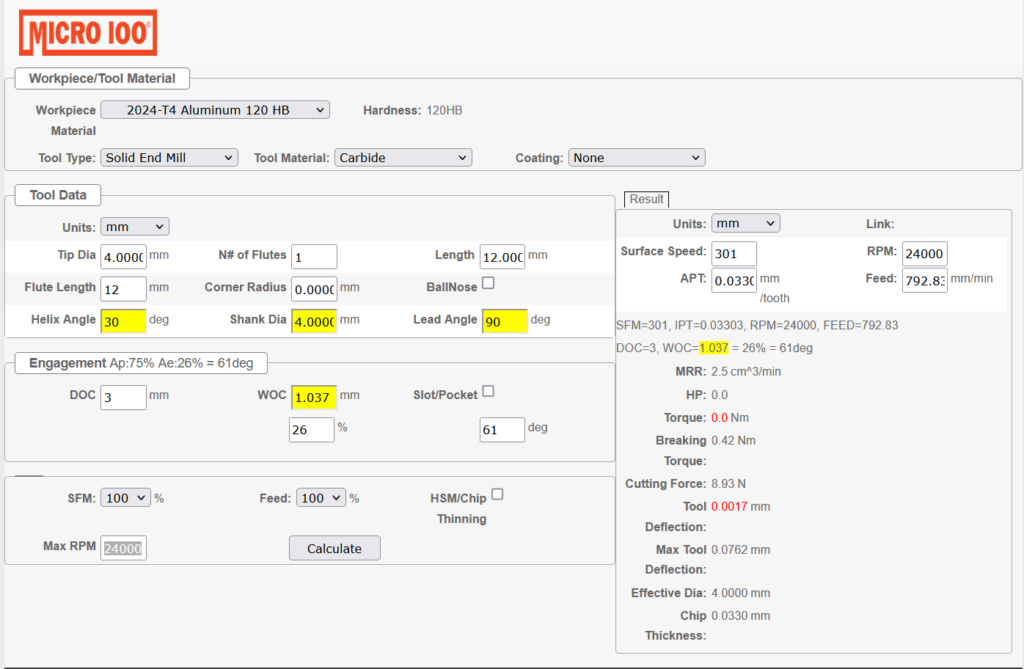
He!! me revoilà ! votre avis sur mes calculs !!
Fraise de 4, 1 dent, 12mm de coupe travail dans l'alu de 5mm,
Profondeur de passe de 3mm Poches débouchantes !
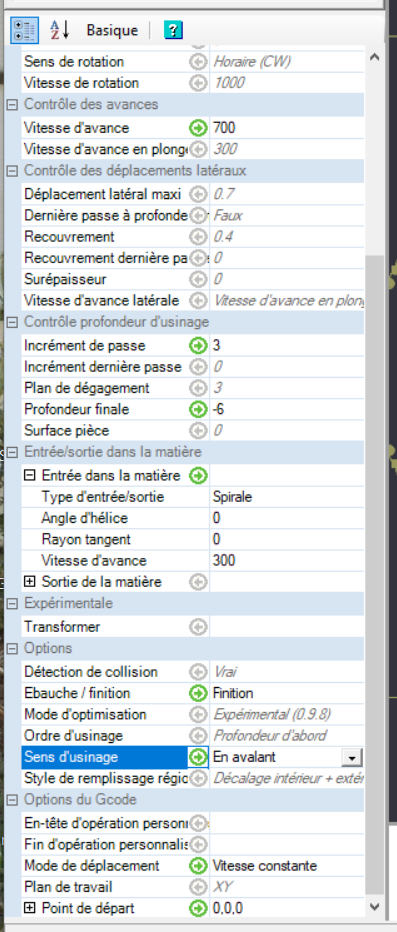
1ère PJ entrée dans la matière,
2ème PJ vitesse d'avance.
Merci !

He!! me revoilà ! votre avis sur mes calculs !!
Fraise de 4, 1 dent, 12mm de coupe travail dans l'alu de 5mm,
Profondeur de passe de 3mm Poches débouchantes !
1ère PJ entrée dans la matière,
2ème PJ vitesse d'avance.
Merci !


Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Dim 10 Juil 2022 - 22:41
dh42 Dim 10 Juil 2022 - 22:41
Salut,
Tu veux parler de la longueur taillée ? dans ce cas, oui Flute Length = 12 ... par contre ta fraise sort aussi de 12mm de la pince ? (Length)
Attention, changer la longueur taillée n'a apparemment pas d'influence sur le calcul (hormis que ça limite la prof de passe), par contre la longueur qui sort de la pince peut avoir une grande influence sur Fz (APT) ou sur WOC (largeur de passe)
Par exemple, sur ton 2ieme calcul, si je ne change que la longueur sortie et que je passe de 12 à 16mm, la rotation et l'avance par dents ne changent pas, on reste à 24000 tr - 0.033mm/dent mais la largeur d'usinage passe de 1.037 (26%) à 0.583 (15%), soit quasi la moitié !
Si je force WOC à 1.037, alors c'est Fz (APT) qui passe de 0.033 à 0.018 ....
Et n'oublie pas que c'est pour des machines de prod, très rigides et avec des outils au top. Pour nos petites machines et avec de la fraise "E-Bay", n'hésite pas à réduire à 80 voir 70% les valeurs dans les cases SFM (Vitesse de coupe) et Feed (Avance).
++
David
12mm de coupe
Tu veux parler de la longueur taillée ? dans ce cas, oui Flute Length = 12 ... par contre ta fraise sort aussi de 12mm de la pince ? (Length)
Attention, changer la longueur taillée n'a apparemment pas d'influence sur le calcul (hormis que ça limite la prof de passe), par contre la longueur qui sort de la pince peut avoir une grande influence sur Fz (APT) ou sur WOC (largeur de passe)
Par exemple, sur ton 2ieme calcul, si je ne change que la longueur sortie et que je passe de 12 à 16mm, la rotation et l'avance par dents ne changent pas, on reste à 24000 tr - 0.033mm/dent mais la largeur d'usinage passe de 1.037 (26%) à 0.583 (15%), soit quasi la moitié !
Si je force WOC à 1.037, alors c'est Fz (APT) qui passe de 0.033 à 0.018 ....
Et n'oublie pas que c'est pour des machines de prod, très rigides et avec des outils au top. Pour nos petites machines et avec de la fraise "E-Bay", n'hésite pas à réduire à 80 voir 70% les valeurs dans les cases SFM (Vitesse de coupe) et Feed (Avance).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Lun 11 Juil 2022 - 0:57
Hervé-34 Lun 11 Juil 2022 - 0:57
Bonsoir David !
Ben oui, pourquoi pas ? je coupe du 5mm pourquoi la faire sortir plus ?
Ben j'ai déjà 396 mm/mn d'avance, à combien il faut que je descende ?
Hervé
par contre ta fraise sort aussi de 12mm de la pince ? (Length)
Ben oui, pourquoi pas ? je coupe du 5mm pourquoi la faire sortir plus ?
Et n'oublie pas que c'est pour des machines de prod, très rigides et avec des outils au top. Pour nos petites machines et avec de la fraise "E-Bay", n'hésite pas à réduire à 80 voir 70% les valeurs dans les cases SFM (Vitesse de coupe) et Feed (Avance).
Ben j'ai déjà 396 mm/mn d'avance, à combien il faut que je descende ?
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Lun 11 Juil 2022 - 14:20
dh42 Lun 11 Juil 2022 - 14:20
La réponse est dans la citation 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Lun 11 Juil 2022 - 14:27
Hervé-34 Lun 11 Juil 2022 - 14:27
Bonjour David !
Non, c'était ironique ! je voulais dire "qu'il faut que je descende encore plus bas que 396mm/mn ?"
Je me disait que c'était pas beaucoup, mais je me trompe peut-être !!
Hervé
PS: ça va ça ?
Non, c'était ironique ! je voulais dire "qu'il faut que je descende encore plus bas que 396mm/mn ?"
Je me disait que c'était pas beaucoup, mais je me trompe peut-être !!
Hervé
PS: ça va ça ?

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Lun 11 Juil 2022 - 14:46
dh42 Lun 11 Juil 2022 - 14:46
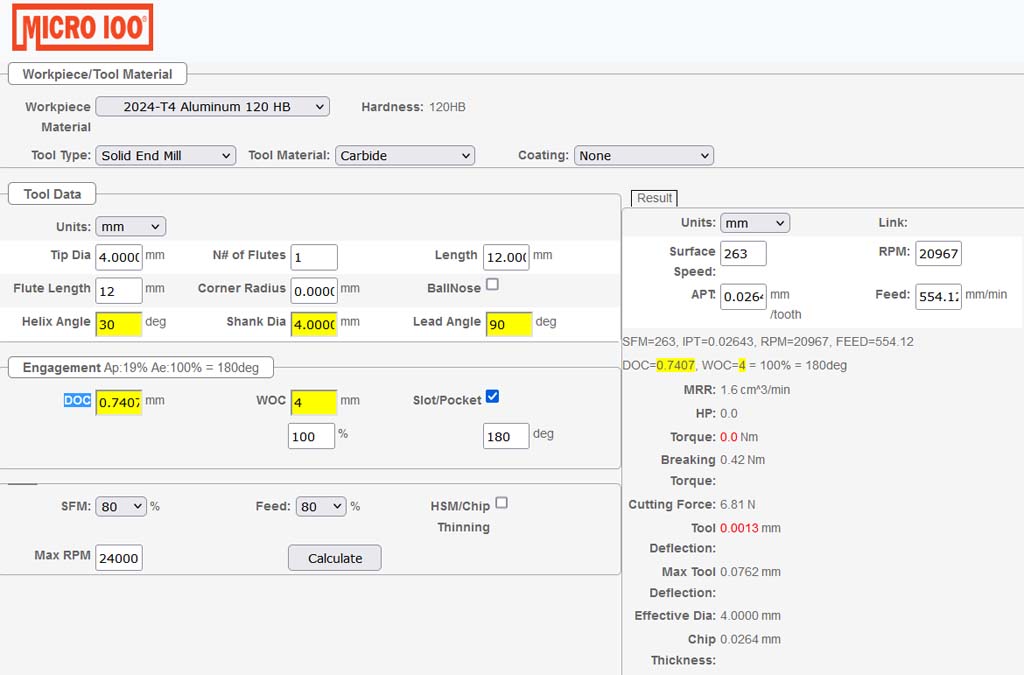
en pleine matière et avec une fraise à une seule dent, ce n'est pas si lent que ça ! surtout avec 3mm de passe, ce qui est beaucoup trop en pleine matière.
si tu met SFM et Feed à 80%, il te change Vc à 263 m/min (20967 tr) et Fz à 0.013 (277 mm/min)
et juste pour info, je rappelle qu'en pleine matière dans du métal, on ne dépasse pas 0.5x le Ø en prof de passe, donc 3mm c'est trop ; tu devrais te fier aux valeurs qu'il propose (double clic sur DOC pour qu'il recalcule une prof de passe plus raisonnable)
à 80% pour SFM et Feed, et avec calcul auto de DOC pour 100% d'engagement (slot/pocket), j'ai:
RPM=20967 Avance=554mm/min DOC=0.74mm
++
David
si tu met SFM et Feed à 80%, il te change Vc à 263 m/min (20967 tr) et Fz à 0.013 (277 mm/min)
et juste pour info, je rappelle qu'en pleine matière dans du métal, on ne dépasse pas 0.5x le Ø en prof de passe, donc 3mm c'est trop ; tu devrais te fier aux valeurs qu'il propose (double clic sur DOC pour qu'il recalcule une prof de passe plus raisonnable)
à 80% pour SFM et Feed, et avec calcul auto de DOC pour 100% d'engagement (slot/pocket), j'ai:
RPM=20967 Avance=554mm/min DOC=0.74mm

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Lun 11 Juil 2022 - 15:52
Hervé-34 Lun 11 Juil 2022 - 15:52
Re !!
Ok, David! déjà je ne me souvenait plus des 0.5X le diamètre !
(ou je ne le savait pas, mais j'en doute tu le répètes assez souvent !)
Donc oui, tes valeurs correspondent aux miennes ! c'est donc que je ne me
suis gouré nul part !!
Par contre en décochant le slot il me donne 7mm de prof de passe
et 634 d'avance est-ce que je lui obéit ? et où met-on la nouvelle profondeur de passe ?
Ai-je bien tout mis pour le "avec le slot" ?
Hervé

Ok, David! déjà je ne me souvenait plus des 0.5X le diamètre !
(ou je ne le savait pas, mais j'en doute tu le répètes assez souvent !)
Donc oui, tes valeurs correspondent aux miennes ! c'est donc que je ne me
suis gouré nul part !!
Par contre en décochant le slot il me donne 7mm de prof de passe
et 634 d'avance est-ce que je lui obéit ? et où met-on la nouvelle profondeur de passe ?
Ai-je bien tout mis pour le "avec le slot" ?
Hervé

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Lun 11 Juil 2022 - 20:15
dh42 Lun 11 Juil 2022 - 20:15
Par contre en décochant le slot il me donne 7mm de prof de passe et 634 d'avance est-ce que je lui obéit ?
Si tu n'a que 5mm d'ep à couper alors non, met une valeur dans DOC, par exemple 2.5 pour faire ta coupe en 2 passes ; WOC sera recalculée en fonction de DOC
et où met-on la nouvelle profondeur de passe ?
Tu ne peux pas avoir 2 prof de passe différentes sur une seule op de poche ; il faut faire un choix, soit 2 op séparées, soit une prof de passe acceptable aussi bien pour l'ouverture de la poche et pour le reste. Par exemple pour couper les 5mm tu peux faire en 3 passes de 1.7mm
avec 80% pour SFM et Feed, ça donne
DOC 1.7mm, WOC 4mm, avance 277mm/min, rotation 20967 pour l'ouverture
après avoir décoché slot/pocket + double clic sur WOC pour recalculer
DOC 1.7mm, WOC 1.83 (donc 0.46 pour recouvrement), avance 634, rotation 24000 .... mais on ne peut pas non plus avoir une rotation différente dans la même op, donc tu change "Max RPM" (en bas de la fenêtre) pour le mettre à 20967 et tu valide par Entrée pour recalculer, ce qui donne la nouvelle avance = 554
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Lun 11 Juil 2022 - 20:34
Hervé-34 Lun 11 Juil 2022 - 20:34
Bonjour !!
Alors j'en ai fait une partie !! tu sais que je m'émerveille !!
Avant j'avoue que je faisait ça au pif en serrant les fesses !
J'ai tout mis comme tes/nos calculs, et c'est génial de voir
la machine commencer la poche,
( un arc de cercle pour pouvoir tendre une courroie avec un PAP)
Un peu doucement, (encore que 554mm/mn c'est pas si lent que ça !! )
puis une fois la fraise dans la matière accélération pour faire les "cotés"
Et on recommence, doucement et plus vite ! En fait 0.80 de passe pour
5mm de brut ça se fait vite !
Je reconnait que je me suis régalé ! bon, la microlub huile/pétrole était
moins agréable ! mais avec le ventilo dans le dos je ne me suis pas trop
asphyxié !
Rien de tel que la pratique pour bien comprendre !
Hervé
Alors j'en ai fait une partie !! tu sais que je m'émerveille !!
Avant j'avoue que je faisait ça au pif en serrant les fesses !
J'ai tout mis comme tes/nos calculs, et c'est génial de voir
la machine commencer la poche,
( un arc de cercle pour pouvoir tendre une courroie avec un PAP)
Un peu doucement, (encore que 554mm/mn c'est pas si lent que ça !! )
puis une fois la fraise dans la matière accélération pour faire les "cotés"
Et on recommence, doucement et plus vite ! En fait 0.80 de passe pour
5mm de brut ça se fait vite !
Je reconnait que je me suis régalé ! bon, la microlub huile/pétrole était
moins agréable ! mais avec le ventilo dans le dos je ne me suis pas trop
asphyxié !
Rien de tel que la pratique pour bien comprendre !
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() dh42 Lun 11 Juil 2022 - 20:38
dh42 Lun 11 Juil 2022 - 20:38
Manque plus qu'une vidéo 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: soft calculator
![]() gilles974 Mar 12 Juil 2022 - 12:17
gilles974 Mar 12 Juil 2022 - 12:17
salutatous
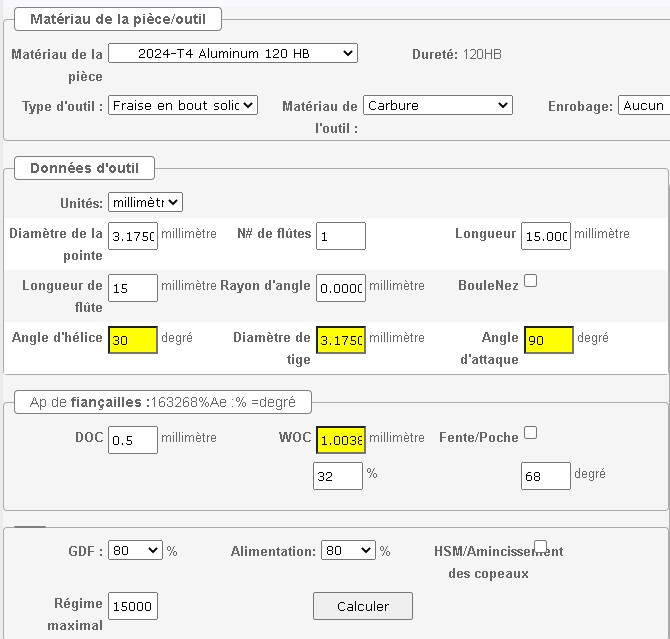
je prend le fil en cours, et j'ai du mal à piger le WOC , le slot/pocket et la longueur après le champ N# de flûtes
d'après se que j'ai compris
pour la longueur c'est la hauteur restante au dessus du tranchant (la partie qui rente dans la broche )
le WOC = la largeur radial de coupe si je coche "slot/pocket" c'est pour usiner une poche donc il prend le Ø de la fraise avec le champ du dessous = 100%
si je coche pas c'est pour usiner un contour dans ce cas WOC = 1.0036 et 32%
comment je renseigne cambam avec ses 2 champs ??
++
gilles
je prend le fil en cours, et j'ai du mal à piger le WOC , le slot/pocket et la longueur après le champ N# de flûtes
d'après se que j'ai compris
pour la longueur c'est la hauteur restante au dessus du tranchant (la partie qui rente dans la broche )
le WOC = la largeur radial de coupe si je coche "slot/pocket" c'est pour usiner une poche donc il prend le Ø de la fraise avec le champ du dessous = 100%
si je coche pas c'est pour usiner un contour dans ce cas WOC = 1.0036 et 32%
comment je renseigne cambam avec ses 2 champs ??
++
gilles
gilles974- acharné du forum

- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: soft calculator
![]() dh42 Mar 12 Juil 2022 - 13:34
dh42 Mar 12 Juil 2022 - 13:34
Salut,
Longueur: c'est la longueur de fraise qui sort de la pince
Longueur de flute = longueur taillée = la longueur des dents
Slot/pocket (rainure / poche), passe simplement la largeur de coupe (Width Of Cut) à 100%, donc coupe en pleine matière.
Si WOC = 32%, dans CB ça donne 0.32 pour le recouvrement.
++
David
Longueur: c'est la longueur de fraise qui sort de la pince
Longueur de flute = longueur taillée = la longueur des dents
Slot/pocket (rainure / poche), passe simplement la largeur de coupe (Width Of Cut) à 100%, donc coupe en pleine matière.
Si WOC = 32%, dans CB ça donne 0.32 pour le recouvrement.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: soft calculator
![]() Hervé-34 Mar 12 Juil 2022 - 17:26
Hervé-34 Mar 12 Juil 2022 - 17:26
Bonjour à tous !
Bonjour David !
J'ai essayé de faire une vidéo c'est pas évident ! je vais voir pour
la "monter" oh pas longue !
Mais, en pleine matière on avais trouvé 277mm/mn 20967 trs pour 1.7 mm de passe
je trouvais que ça n'allait pas si bien que ça.
Je suis passé à 0.8 mm de passe, 24000 trs, et 320 d'avance, c'est moins que le
calculateur mais ça va mieux !
Hervé
Bonjour David !
J'ai essayé de faire une vidéo c'est pas évident ! je vais voir pour
la "monter" oh pas longue !
Mais, en pleine matière on avais trouvé 277mm/mn 20967 trs pour 1.7 mm de passe
je trouvais que ça n'allait pas si bien que ça.
Je suis passé à 0.8 mm de passe, 24000 trs, et 320 d'avance, c'est moins que le
calculateur mais ça va mieux !
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac

 Sujets similaires
Sujets similaires» A propos de Inlay Calculator...
» Le projet 4L1C3, micro-cnc format A4
» Formation eding CNC et soft CNC
» une erreur s est créée en téléchargement "inlay-calculator.dll" et mis dans Plugin
» CNC BZT - électronique et soft
» Le projet 4L1C3, micro-cnc format A4
» Formation eding CNC et soft CNC
» une erreur s est créée en téléchargement "inlay-calculator.dll" et mis dans Plugin
» CNC BZT - électronique et soft
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum