






Contour et fraisage trochoïdal
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 

 Contour et fraisage trochoïdal
Contour et fraisage trochoïdal
![]() Hervé-34 Mer 4 Mar - 19:33
Hervé-34 Mer 4 Mar - 19:33
Bonsoir à tous !!
Voilà, je vais me (re)essayer à l'alu !!
J'aurai voulu savoir si le fraisage "trochoïdal " faisait
plus "peiner" la fraise qu'un fraisage normal !
Je sais que le trochoïdal est fait pour soulager et aider
les copeaux à sortir, mais le fait que la fraise "tourne en rond "
ne fait pas plus flamber la fraise qu'un fraisage " droit" ??
Merci à tous,
Hervé
Voilà, je vais me (re)essayer à l'alu !!
J'aurai voulu savoir si le fraisage "trochoïdal " faisait
plus "peiner" la fraise qu'un fraisage normal !
Je sais que le trochoïdal est fait pour soulager et aider
les copeaux à sortir, mais le fait que la fraise "tourne en rond "
ne fait pas plus flamber la fraise qu'un fraisage " droit" ??
Merci à tous,
Hervé

Hervé-34- complétement accro

- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac

Re: Contour et fraisage trochoïdal
![]() dh42 Mer 4 Mar - 19:59
dh42 Mer 4 Mar - 19:59
Salut,
Non, au contraire, elle travaille dans de meilleurs conditions ; attaque progressive et sortie progressive de la matière.
Fait quelques expériences dans du bois (avec des paramètres pour l'alu) pour apprendre à gérer les paramètres du plugin avant de t'attaquer à l'alu
Note que le flambage de la fraise, même s'il existe, est relativement faible et n'influe que très peu sur les cotes contrairement à ce que l'on pourrait penser (et dans du bois, on peut presque considérer qu'il est nul)
un exemple avec une fraise de Ø6 (Tip Dia), carbure, 2 dents (N# of Flutes), sortant de 15mm du nez de broche (Length); passe de 6mm (DOC) largeur de passe 0.5mm (WOC) (donc recouvrement = 0.08 dans CamBam = 8%) dans de l'alu 2024-T4
le soft (HSM avisor) conseille une Vc de 411 m/min (Surface Speed) soit 21841 tr/min (RPM) pour une fraise de 6, une avance (Feed) de 4274 mm/min soit une avance par dents de 0.0978 (APT)
la flexion de la fraise (Tool Deflexion) n'est que de 0.0025mm (2.5 microns) et la limite de rupture (max tool deflexion) est de 0.0635mm (6/100iemes)
Puissance requise: 0.2 Kw (HP)
Couple requis: 0.1Nm (Torque)
Force appliqué sur la dent: 34.02 N (Cutting force) soit environ 3.5Kg
Couple de rupture: 1.41 Nm (Breaking torque)
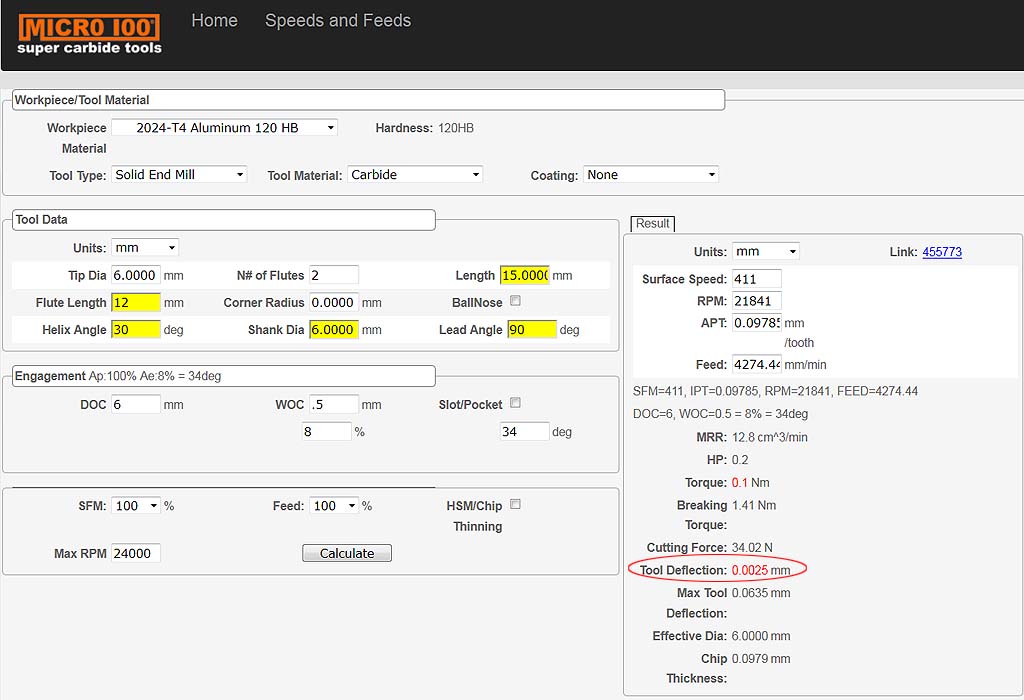
http://micro100.hsmadvisor.com/?shell_id=247
++
David
Non, au contraire, elle travaille dans de meilleurs conditions ; attaque progressive et sortie progressive de la matière.
Fait quelques expériences dans du bois (avec des paramètres pour l'alu) pour apprendre à gérer les paramètres du plugin avant de t'attaquer à l'alu
Note que le flambage de la fraise, même s'il existe, est relativement faible et n'influe que très peu sur les cotes contrairement à ce que l'on pourrait penser (et dans du bois, on peut presque considérer qu'il est nul)
un exemple avec une fraise de Ø6 (Tip Dia), carbure, 2 dents (N# of Flutes), sortant de 15mm du nez de broche (Length); passe de 6mm (DOC) largeur de passe 0.5mm (WOC) (donc recouvrement = 0.08 dans CamBam = 8%) dans de l'alu 2024-T4
le soft (HSM avisor) conseille une Vc de 411 m/min (Surface Speed) soit 21841 tr/min (RPM) pour une fraise de 6, une avance (Feed) de 4274 mm/min soit une avance par dents de 0.0978 (APT)
la flexion de la fraise (Tool Deflexion) n'est que de 0.0025mm (2.5 microns) et la limite de rupture (max tool deflexion) est de 0.0635mm (6/100iemes)
Puissance requise: 0.2 Kw (HP)
Couple requis: 0.1Nm (Torque)
Force appliqué sur la dent: 34.02 N (Cutting force) soit environ 3.5Kg
Couple de rupture: 1.41 Nm (Breaking torque)

http://micro100.hsmadvisor.com/?shell_id=247
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Contour et fraisage trochoïdal
![]() Hervé-34 Mer 4 Mar - 23:22
Hervé-34 Mer 4 Mar - 23:22
Bonsoir David !!
Et merci !
J'ai été voir le lien que tu m'as donné, j'ai pas tout compris surement
mais j'ai fait un calcul, regarde si ça te parait bien, et si tu veux, dit moi
ce que tu mettrais comme valeurs pour ce travail là !!
Alu 2074
Épaisseur 20mm
Fraise Z1 2.82 mm
J'ai fait une poche de 5mm ( un perçage de vis ) en "normal" j'ai mis
Avance 160mm/mn
Rotation 6000
Passe de 0.1 mm
C'est rentré comme du beurre, mais j'ai mis 1/4 d'heure :-) !!
Est-ce qu'il y a mieux à faire pour maintenant mon contour ?
Merci à toi !
PS, regarde ce que j'ai rempli, mais les résultats sont obscurs pour moi !!
Et merci !
J'ai été voir le lien que tu m'as donné, j'ai pas tout compris surement
mais j'ai fait un calcul, regarde si ça te parait bien, et si tu veux, dit moi
ce que tu mettrais comme valeurs pour ce travail là !!
Alu 2074
Épaisseur 20mm
Fraise Z1 2.82 mm
J'ai fait une poche de 5mm ( un perçage de vis ) en "normal" j'ai mis
Avance 160mm/mn
Rotation 6000
Passe de 0.1 mm
C'est rentré comme du beurre, mais j'ai mis 1/4 d'heure :-) !!
Est-ce qu'il y a mieux à faire pour maintenant mon contour ?
Merci à toi !
PS, regarde ce que j'ai rempli, mais les résultats sont obscurs pour moi !!

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() dh42 Mer 4 Mar - 23:35
dh42 Mer 4 Mar - 23:35
Salut,
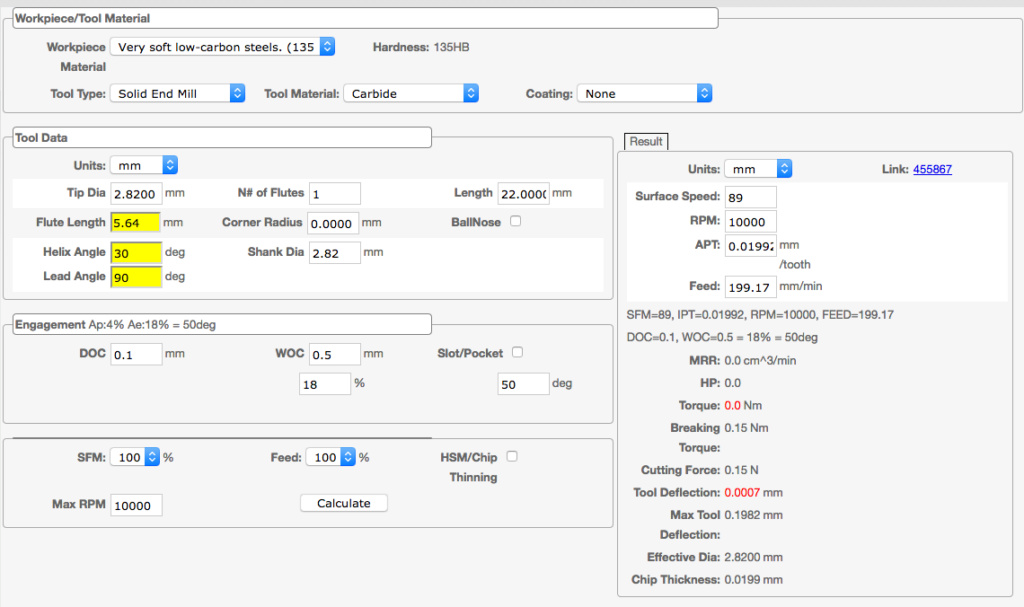
Tu t'est trompé de matière dans la sélection (en haut ; Workpiece Material), tes paramètres c'est pour de l'acier pas du 2024
De plus en usinage trocho, on prends une forte passe et une faible largeur de passe ; tu est à 18% d'engagement (0.5mm pour une fraise de 2.8 )
quand tu te sert du Soft:
1) passe les unités sur mm des 2 cotés
2) en bas, max rpm, donne la V maxi de ta broche (24000 tr je suppose)
3) sélectionne la matière en haut dans la liste
renseigne Tip Dia, N# flutes, Length et DOC ; clic sur calculate ; le soft te proposera alors une valeur de WOC (largeur de passe en contournage, usinage trocho) ainsi que les valeur de V de rotation avance. Si la fraise est engagée à 100% (poche standard, découpe) coche slot/pocket pour passer directement le WOC à 100%
++
David
Tu t'est trompé de matière dans la sélection (en haut ; Workpiece Material), tes paramètres c'est pour de l'acier pas du 2024
De plus en usinage trocho, on prends une forte passe et une faible largeur de passe ; tu est à 18% d'engagement (0.5mm pour une fraise de 2.8 )
quand tu te sert du Soft:
1) passe les unités sur mm des 2 cotés
2) en bas, max rpm, donne la V maxi de ta broche (24000 tr je suppose)
3) sélectionne la matière en haut dans la liste
renseigne Tip Dia, N# flutes, Length et DOC ; clic sur calculate ; le soft te proposera alors une valeur de WOC (largeur de passe en contournage, usinage trocho) ainsi que les valeur de V de rotation avance. Si la fraise est engagée à 100% (poche standard, découpe) coche slot/pocket pour passer directement le WOC à 100%

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() franck67530 Jeu 5 Mar - 7:45
franck67530 Jeu 5 Mar - 7:45
perso je privilegie toujours l'usinage trochoidal
question sur l'image ci dessus , c'est l'utilisateur qui renseigne l' " engagement " ? Ap et Ae ( respectivement 106% et 5 %) ou bien c'est deduit par le logiciel en fonction de quoi alors ?
personnellement j'utilise mes propres conditions en fonction d'un abaque fournisseur fraise et de mon experience ( donc de ma machine )
j'ai cru lire qu'en Ae une passe de 0.1 mm ....... euh ca fait pas bco la !!!
avec l'usinage trochoidal l'avantage aussi c'est qu'on peut se pêrmettre d'avoir une plus grosse avance ( enfin c'est ce que j'ai cru remarqué sur ma macjine ) donc ca peut etre plus rapide qu'en traditionnel ( et desfois c'est bien aussi ) , l'autre avantage et non negligeable c'est qu'on ne travaille pas avec le face de la fraise donc moins de risque d'echauffement = moins d'usure de celle ci
edit : ok je viens de relire le post 1 , en fait c'est l'utilisateur qui indique ca ...
David puex tu stp , refaire la simulation comme le post 1 mais en prenant une Ae de 2 mm stp et un nfre de dents = 2 ? j'aimerais savoir ce qu'il preconise ce log ; merci
par experience mes conditions seraient : N = 11000 environ ; feed = 800 mm/mn , la plongée je la fait en prenant le plus grand diametre possible ( descente tres lente en helix )
question sur l'image ci dessus , c'est l'utilisateur qui renseigne l' " engagement " ? Ap et Ae ( respectivement 106% et 5 %) ou bien c'est deduit par le logiciel en fonction de quoi alors ?
personnellement j'utilise mes propres conditions en fonction d'un abaque fournisseur fraise et de mon experience ( donc de ma machine )
j'ai cru lire qu'en Ae une passe de 0.1 mm ....... euh ca fait pas bco la !!!
avec l'usinage trochoidal l'avantage aussi c'est qu'on peut se pêrmettre d'avoir une plus grosse avance ( enfin c'est ce que j'ai cru remarqué sur ma macjine ) donc ca peut etre plus rapide qu'en traditionnel ( et desfois c'est bien aussi ) , l'autre avantage et non negligeable c'est qu'on ne travaille pas avec le face de la fraise donc moins de risque d'echauffement = moins d'usure de celle ci
edit : ok je viens de relire le post 1 , en fait c'est l'utilisateur qui indique ca ...
David puex tu stp , refaire la simulation comme le post 1 mais en prenant une Ae de 2 mm stp et un nfre de dents = 2 ? j'aimerais savoir ce qu'il preconise ce log ; merci
par experience mes conditions seraient : N = 11000 environ ; feed = 800 mm/mn , la plongée je la fait en prenant le plus grand diametre possible ( descente tres lente en helix )
franck67530- acharné du forum

- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Jeu 5 Mar - 12:11
Hervé-34 Jeu 5 Mar - 12:11
Bonjour à tous !!
David, c'est quoi "flute Length " ?? je voit que tu as mis 5.64 ??
c'est quoi ??
Ok, mais moi j'avais un peu les chocottes !!!!
je vais reprendre le soft avec 3mm de passe !!
Hervé
David, c'est quoi "flute Length " ?? je voit que tu as mis 5.64 ??
c'est quoi ??
franck67530 a écrit:perso je privilegie toujours l'usinage trochoidal
j'ai cru lire qu'en Ae une passe de 0.1 mm ....... euh ca fait pas bco la !!!
Ok, mais moi j'avais un peu les chocottes !!!!
je vais reprendre le soft avec 3mm de passe !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() franck67530 Jeu 5 Mar - 12:39
franck67530 Jeu 5 Mar - 12:39
essaie avec 2 mm deja .......... 3 je trouve ca trop par contre ........ apres ca depend bcp de ta machine mais avec la mienne qui est deja bien rigide je serais a 2mm
flute lengh = longueur des dents = longeur de coupe
flute lengh = longueur des dents = longeur de coupe
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Jeu 5 Mar - 12:59
Hervé-34 Jeu 5 Mar - 12:59
Bonjour !!
Oui, mais c'est là que je ne comprend pas !! au dessus à droite il y a
"Length" tout court c'est bien aussi la longueur de coupe ? ou la
longueur de la fraise en entier ??
Oui, tu as raison je vais commencer par 2 mm mais mes contours
je les fait tout le temps en "entrée dans la matière spirale " ça va bien
comme ça !!
Il va bien me le dire, mais à ton avis pourquoi David à mis 5.64 à cet endroit ??
Hervé
flute lengh = longueur des dents = longueur de coupe
Oui, mais c'est là que je ne comprend pas !! au dessus à droite il y a
"Length" tout court c'est bien aussi la longueur de coupe ? ou la
longueur de la fraise en entier ??
Oui, tu as raison je vais commencer par 2 mm mais mes contours
je les fait tout le temps en "entrée dans la matière spirale " ça va bien
comme ça !!
Il va bien me le dire, mais à ton avis pourquoi David à mis 5.64 à cet endroit ??
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() franck67530 Jeu 5 Mar - 13:09
franck67530 Jeu 5 Mar - 13:09
je ne connais pas le logiciel en question donc ne peut pas te repondre sur la definition de lengh dans cette caseHervé-34 a écrit:Bonjour !!
flute lengh = longueur des dents = longueur de coupe
Oui, mais c'est là que je ne comprend pas !! au dessus à droite il y a
"Length" tout court c'est bien aussi la longueur de coupe ? ou la
longueur de la fraise en entier ??
Oui, tu as raison je vais commencer par 2 mm mais mes contours
je les fait tout le temps en "entrée dans la matière spirale " ça va bien
comme ça !!
Il va bien me le dire, mais à ton avis pourquoi David à mis 5.64 à cet endroit ??
Hervé
5.64 c'est surement ce qu'il a mesuré sur sa fraise de meme que le diametre 2.82 ....
certes avant tu prenais sur la moitie de la fraise en contour 2D mais tu ne prenais pas 6 mm de Ap
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Jeu 5 Mar - 13:24
Hervé-34 Jeu 5 Mar - 13:24
RE !!
Attend !! le dernier post de David prend en compte les valeurs
que je lui ai donné !
Donc il a passé mes valeurs dans le programme tout y est sauf-- le "flute length"--
qui est bizarrement à 5.64 chose que je ne comprend pas !!
Hervé
Attend !! le dernier post de David prend en compte les valeurs
que je lui ai donné !
Hervé-34 a écrit:
Alu 2074
Épaisseur 20mm
Fraise Z1 2.82 mm
Donc il a passé mes valeurs dans le programme tout y est sauf-- le "flute length"--
qui est bizarrement à 5.64 chose que je ne comprend pas !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() franck67530 Jeu 5 Mar - 13:31
franck67530 Jeu 5 Mar - 13:31
de toute facon entre 5.64 et 6 la difference est negligeable dans le calcul, fais la simulation
j'ai regardé ce logiciel , il est bien je trouve , et effectivement lengh c'est la longueur total de la fraise je pense ( ou longuer qui sort sous la pince ?? vu que ca sert a calculer les efforts sur la fraise ?? )
j'ai regardé ce logiciel , il est bien je trouve , et effectivement lengh c'est la longueur total de la fraise je pense ( ou longuer qui sort sous la pince ?? vu que ca sert a calculer les efforts sur la fraise ?? )
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Jeu 5 Mar - 14:24
Hervé-34 Jeu 5 Mar - 14:24
Salut !!
Justement pourquoi parler de 6mm( ou de 5.64 ) alors que ma fraise fait 2.82 ??
Hervé
de toute facon entre 5.64 et 6 la difference est negligeable dans le calcul, fais la simulation
Justement pourquoi parler de 6mm( ou de 5.64 ) alors que ma fraise fait 2.82 ??
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() dh42 Jeu 5 Mar - 15:14
dh42 Jeu 5 Mar - 15:14
Salut,
@Hervé: je t'ai donné les traductions ici
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370641
Flute length c'est la longueur des dents et ce n'est pas moi qui la met, elle s'est mise automatiquement, mais ça n'a pas une grande importance pour le calcul ; rien ne t’empêche de la modifier pour que ça reflète la longueur taillée réelle de la fraise. Ça sert simplement à permettre au soft de ne pas choisir une prof de passe plus grande que la longueur taillée de la fraise.
Je t'ai aussi mis la marche à suivre dans l'ordre.
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
Je ne sais pas quelle profondeur tu a à couper, mais une fraise de 3mm qui sort de 22mm, c'est vraiment chercher les emmerdes !!! ...évite de dépasser 4 à 5x le Ø, donc soit tu utilise une fraise plus courte, soit tu prends un plus gros Ø de fraise
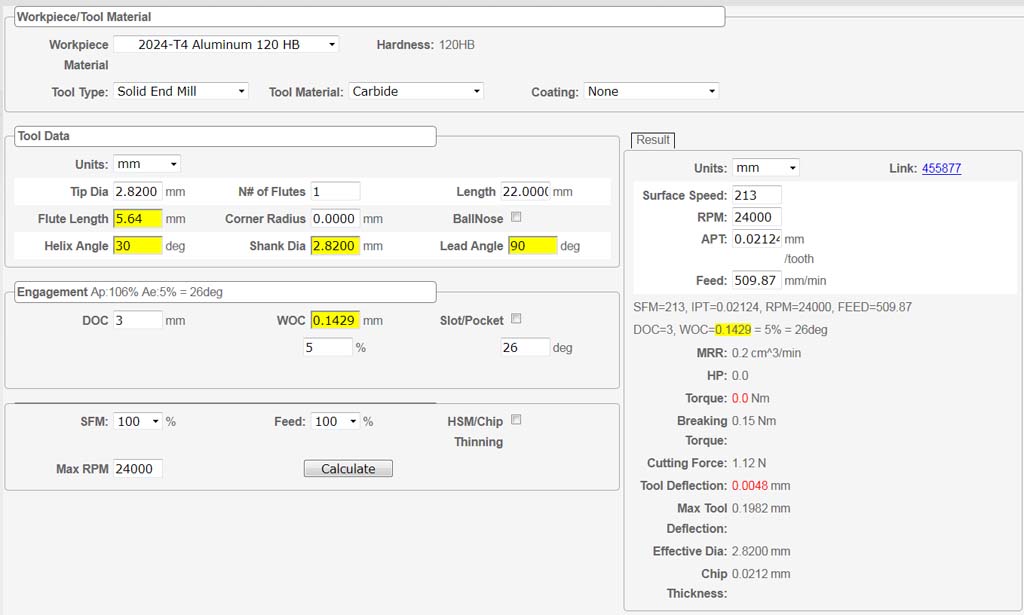
2.82 de Ø, 6mm de longueur taillée et 22mm de longueur totale (qui sort de la pince)
C'est un soft gratuit (dans sa version en ligne), tu peux faire les calculs toi même.
http://micro100.hsmadvisor.com/?shell_id=247
++
David
@Hervé: je t'ai donné les traductions ici
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370641
Flute length c'est la longueur des dents et ce n'est pas moi qui la met, elle s'est mise automatiquement, mais ça n'a pas une grande importance pour le calcul ; rien ne t’empêche de la modifier pour que ça reflète la longueur taillée réelle de la fraise. Ça sert simplement à permettre au soft de ne pas choisir une prof de passe plus grande que la longueur taillée de la fraise.
Je t'ai aussi mis la marche à suivre dans l'ordre.
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
Je ne sais pas quelle profondeur tu a à couper, mais une fraise de 3mm qui sort de 22mm, c'est vraiment chercher les emmerdes !!! ...évite de dépasser 4 à 5x le Ø, donc soit tu utilise une fraise plus courte, soit tu prends un plus gros Ø de fraise
Justement pourquoi parler de 6mm( ou de 5.64 ) alors que ma fraise fait 2.82 ??
2.82 de Ø, 6mm de longueur taillée et 22mm de longueur totale (qui sort de la pince)
David peux tu stp , refaire la simulation comme le post 1 mais en prenant une Ae de 2 mm stp et un nfre de dents = 2 ? j'aimerais savoir ce qu'il preconise ce log ; merci
C'est un soft gratuit (dans sa version en ligne), tu peux faire les calculs toi même.
http://micro100.hsmadvisor.com/?shell_id=247
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() momoclic Jeu 5 Mar - 16:12
momoclic Jeu 5 Mar - 16:12
Si ça peux aider :
Commencez par installer dans FireFox le module "Google translator for Forefox"
Allez sur le site recommandé par David : http://micro100.hsmadvisor.com/?shell_id=247
Puis un clic-droit dans la page et choisissez : "Traduire cette page avec Google Traduction"
Vous devriez obtenir ceci :
Peut-être plus confortable, non ?
Commencez par installer dans FireFox le module "Google translator for Forefox"
Allez sur le site recommandé par David : http://micro100.hsmadvisor.com/?shell_id=247
Puis un clic-droit dans la page et choisissez : "Traduire cette page avec Google Traduction"
Vous devriez obtenir ceci :

Peut-être plus confortable, non ?
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Jeu 5 Mar - 16:16
Hervé-34 Jeu 5 Mar - 16:16
Bonsoir David !!
Bonsoir à tous !!
Merci Momoclic !!
Heummm!!
Oui, je sais mais comme je l'ai écrit dans mon post: épaisseur alu 20mm !!
Ahhhh d'accord !! là je veut bien ! je comprend mieux !!
Ben oui, mais dans cette longueur de coupe;
1 je n'ai que celles là
2 J'ai du 4 mais ça ne passe pas à un endroit !!
Donc moi 2.82 de Ø et 22 mm de longueur taillée !!
Peux tu regarder si je n'ai rien raté ??
Donc rotation 24000
Avance 255mm/mn
pour une profondeur de passe de 2mm
C'est valable ??
Merci à toi !!

Bonsoir à tous !!
Merci Momoclic !!
Heummm!!
David a écrit: une fraise de 3mm qui sort de 22mm, c'est vraiment chercher les emmerdes !!!
Oui, je sais mais comme je l'ai écrit dans mon post: épaisseur alu 20mm !!
Flute length c'est la longueur des dents et ce n'est pas moi qui la met
Ahhhh d'accord !! là je veut bien ! je comprend mieux !!
donc soit tu utilise une fraise plus courte, soit tu prends un plus gros Ø de fraise
Ben oui, mais dans cette longueur de coupe;
1 je n'ai que celles là
2 J'ai du 4 mais ça ne passe pas à un endroit !!
2.82 de Ø, 6mm de longueur taillée et 22mm de longueur totale (qui sort de la pince)
Donc moi 2.82 de Ø et 22 mm de longueur taillée !!
Peux tu regarder si je n'ai rien raté ??
Donc rotation 24000
Avance 255mm/mn
pour une profondeur de passe de 2mm
C'est valable ??
Merci à toi !!

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() dh42 Jeu 5 Mar - 17:49
dh42 Jeu 5 Mar - 17:49
Ce n'est plus pour de l'usinage trocho tes paramètres, mais pour une poche/découpe en usinage normal. (engagement de 100% de la fraise)
Dans le cas d'un engagement à 100%, on ne dépasse pas 0.5x le Ø de l'outil en prof de passe, donc DOC à 1.5mm maxi ...
si c'est du trocho, alors utilise les paramètres que je t'ai mis ici
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
tu peux réduire la prof de passe si tu veux (DOC), mais garde un engagement de 5 à 8% maxi (WOC)
++
David
Dans le cas d'un engagement à 100%, on ne dépasse pas 0.5x le Ø de l'outil en prof de passe, donc DOC à 1.5mm maxi ...
si c'est du trocho, alors utilise les paramètres que je t'ai mis ici
http://www.metabricoleur.com/t18769-contour-et-fraisage-trochoidal#370663
tu peux réduire la prof de passe si tu veux (DOC), mais garde un engagement de 5 à 8% maxi (WOC)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Ven 6 Mar - 14:28
Hervé-34 Ven 6 Mar - 14:28
Bonjour David,
Bonjour à tous !!
Toutes mes excuses ! je me fait vieux (surement) et j'ai la comprenette
difficile !!
Tu dis;
Dans Cambam je met 0.08 ?? ou 8 dans recouvrement ??
Hervé
Bonjour à tous !!
Toutes mes excuses ! je me fait vieux (surement) et j'ai la comprenette
difficile !!
Tu dis;
David a écrit:(donc recouvrement = 0.08 dans CamBam = 8%) dans de l'alu 2024-T4
Dans Cambam je met 0.08 ?? ou 8 dans recouvrement ??
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() dh42 Ven 6 Mar - 15:53
dh42 Ven 6 Mar - 15:53
salut,
0.08 (ce qui représente 8%) ... et c'est pour de l'usinage trocho
++
David
Dans Cambam je met 0.08 ?? ou 8 dans recouvrement ??
0.08 (ce qui représente 8%) ... et c'est pour de l'usinage trocho
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Mar 10 Mar - 19:52
Hervé-34 Mar 10 Mar - 19:52
Bonsoir à tous !!
bon, après avoir discuté avec David, il est apparu que pour faire
cette pièce de 20mm il me faudrait au minimum une fraise de 6mm
et de 21mm de coupe !
En regardant mon projet ( enfin celui d'un copain ) je me suis rendu
compte que je pouvait sans trop de problème faire une pièce
en deux fois 10mm ça faciliterai même un autre usinage !!
Donc même pas peur, tout comme ma fraise de 3mm dans 20mm
je me suis dit; essayons !!
J'ai pris une fraise de 4mm longueur de coupe 14mm Z2 ( eh oui !! )
et j'ai fait les calculs sur le site !!
ça m'a donné 24000 trs env 751 mm/mn pour 3mm de passe en spirale !
OH putaing !! ça fait très très peur !! voir ma machine foncer dans l'alu à cette
vitesse !!!!!! Ah CB me donnait 1mn30 pour l'usinage ! je me disais vraiment
qu'il se mettait le doigt dans l’œil !! mais non !! je n'arrivait pas à suivre
avec mon wd40 !!
Brave petite ID !! allez une petite photo, vous remarquerez une erreur de débutant
j'avais mal placé ma "tenue" ben le temps de le voir ça m'en a bouffé un bout
sans rien dire !! et sans bobos !!
Merci à tous !
Hervé

bon, après avoir discuté avec David, il est apparu que pour faire
cette pièce de 20mm il me faudrait au minimum une fraise de 6mm
et de 21mm de coupe !
En regardant mon projet ( enfin celui d'un copain ) je me suis rendu
compte que je pouvait sans trop de problème faire une pièce
en deux fois 10mm ça faciliterai même un autre usinage !!
Donc même pas peur, tout comme ma fraise de 3mm dans 20mm
je me suis dit; essayons !!
J'ai pris une fraise de 4mm longueur de coupe 14mm Z2 ( eh oui !! )
et j'ai fait les calculs sur le site !!
ça m'a donné 24000 trs env 751 mm/mn pour 3mm de passe en spirale !
OH putaing !! ça fait très très peur !! voir ma machine foncer dans l'alu à cette
vitesse !!!!!! Ah CB me donnait 1mn30 pour l'usinage ! je me disais vraiment
qu'il se mettait le doigt dans l’œil !! mais non !! je n'arrivait pas à suivre
avec mon wd40 !!
Brave petite ID !! allez une petite photo, vous remarquerez une erreur de débutant
j'avais mal placé ma "tenue" ben le temps de le voir ça m'en a bouffé un bout
sans rien dire !! et sans bobos !!
Merci à tous !
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Contour et fraisage trochoïdal
![]() dh42 Mar 10 Mar - 19:56
dh42 Mar 10 Mar - 19:56
Salut,
en trocho ?
sur le forum CB, il y a des gars qui ont divisé par 2 voir plus leurs temps d'usinage depuis qu'ils se fient au calculs de HSM ; je te dis pas le gain de production (et c'est pas sur des machines monstrueuses en plus !)
Ce serait mieux avec une petite vidéo !!
Elle y vas bien cette petite ID-Cnc
PS: le bridage fait un peu SDF ...
++
David
OH putaing !! ça fait très très peur !! voir ma machine foncer dans l'alu à cette
vitesse !!!!!! Ah CB me donnait 1mn30 pour l'usinage ! je me disais vraiment
qu'il se mettait le doigt dans l’œil !! mais non !! je n'arrivait pas à suivre
avec mon wd40 !!
en trocho ?
sur le forum CB, il y a des gars qui ont divisé par 2 voir plus leurs temps d'usinage depuis qu'ils se fient au calculs de HSM ; je te dis pas le gain de production (et c'est pas sur des machines monstrueuses en plus !)
Ce serait mieux avec une petite vidéo !!
Elle y vas bien cette petite ID-Cnc
PS: le bridage fait un peu SDF ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() dh42 Mar 10 Mar - 20:09
dh42 Mar 10 Mar - 20:09
Bon, apparemment ce n'était même pas en trocho, car 24000 tr - 751 mm/min c'est ce que ça me donne en mode Slot/Pocket et 3 mm de passe.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() franck67530 Mar 10 Mar - 22:53
franck67530 Mar 10 Mar - 22:53
je compreend pas tes bien tes 3 mm de passes ???
c'est une pocket ca non ? avec une fraise de 4 mm et 10 mm de passes ( en prfondeur si j'ai bien compris ) et vu le bridage je dirais que ta machine va super bien surtout si tu etais a 751 mm/mn ...... carrement surpris meme
mais je comprend pas tes 3 mm de passes ...
c'est une pocket ca non ? avec une fraise de 4 mm et 10 mm de passes ( en prfondeur si j'ai bien compris ) et vu le bridage je dirais que ta machine va super bien surtout si tu etais a 751 mm/mn ...... carrement surpris meme
mais je comprend pas tes 3 mm de passes ...
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Contour et fraisage trochoïdal
![]() dh42 Mar 10 Mar - 23:06
dh42 Mar 10 Mar - 23:06
avec une fraise de 4 mm et 10 mm de passes
pas 10mm de passe, 10mm de profondeur totale à usiner
mais je comprend pas tes 3 mm de passes ...
C'est vrai que c'est "osé" !! HSM donne 0.46mm de passe avec un WOC de 100%, mais avec une avance 2x plus rapide (0.0313mm/dent = 1502mm/min)
Si on force DOC à 3mm, il réduit l'avance jusqu'à la valeur du copeau mini pour l'alu 120HB (0.0156mm/dent), mais jamais en dessous, ensuite on voit la flexion et le couple augmenter.
ceci-dit, même avec 3mm de passe, le couple reste à 0.1Nm pour un couple de rupture de 0.42Nm et la flexion à 0.0096mm pour une flexion max de rupture de 0.089mm, donc on est bon.
ça m'a donné 24000 trs env 751 mm/mn pour 3mm de passe en spirale !
tu veux parler d'une descente en spirale continu sur une opération de contour standard, c'est bien ça ?
++
David
Dernière édition par dh42 le Mar 10 Mar - 23:43, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Contour et fraisage trochoïdal
![]() Hervé-34 Mar 10 Mar - 23:27
Hervé-34 Mar 10 Mar - 23:27
Bonsoir à tous !!
Heu tu vois, ben j'ai pas eu le temps !! toi tu es surement
habitué à travailler à ces vitesses là ( moi oui mais dans le faux bois !! )
mais moi c'est un dépucelage !!
En plus je reconnait que le bruit était assez conséquent ! ça sifflait dur !!
la fraise ? les vibrations ??
Non, car je ne me voyait pas rester des heures à souffler et huiler la pièce !!
au mieux 6 heures !!
Oui, bien sur !! de l'alu de 10mm d'épaisseur !!
Je reconnait que je n'aurai jamais pût aller à 1502mm/mn alors je savais que
je pouvais aller à 1000 mm/mn dans le bois, j'ai cherché comment faire
pour descendre à 6 ou 700mm/mn
Surtout ( je n'y connait rien en qualité de fraise ) que la fraise utilisée n'est pas une
achetée sur ALI, mais achetée sur usinages et qui me parait de meilleur qualité !
Oui, j'ai pas pût ne pas le faire voir j'ai un peu honte, mais j’étais tellement
sur de ne pas aller jusqu'au bout !!...........
Merci à tous et à toi David !!
Hervé
Ce serait mieux avec une petite vidéo !!
Heu tu vois, ben j'ai pas eu le temps !! toi tu es surement
habitué à travailler à ces vitesses là ( moi oui mais dans le faux bois !! )
mais moi c'est un dépucelage !!
En plus je reconnait que le bruit était assez conséquent ! ça sifflait dur !!
la fraise ? les vibrations ??
Bon, apparemment ce n'était même pas en trocho, car 24000 tr - 751 mm/min c'est ce que ça me donne en mode Slot/Pocket et 3 mm de passe.
Non, car je ne me voyait pas rester des heures à souffler et huiler la pièce !!
au mieux 6 heures !!
pas 10mm de passe, 10mm de profondeur totale à usiner Wink
Oui, bien sur !! de l'alu de 10mm d'épaisseur !!
C'est vrai que c'est "osé" !! HSM donne 0.46mm de passe avec un WOC de 100%, mais avec une avance 2x plus rapide (0.0313mm/dent = 1502mm/min)
Je reconnait que je n'aurai jamais pût aller à 1502mm/mn alors je savais que
je pouvais aller à 1000 mm/mn dans le bois, j'ai cherché comment faire
pour descendre à 6 ou 700mm/mn
ceci-dit, même avec 3mm de passe, le couple reste à 0.1Nm pour un couple de rupture de 0.42Nm et la flexion à 0.0096mm pour une flexion max de rupture de 0.089mm, donc on est bon.
Surtout ( je n'y connait rien en qualité de fraise ) que la fraise utilisée n'est pas une
achetée sur ALI, mais achetée sur usinages et qui me parait de meilleur qualité !
PS: le bridage fait un peu SDF ... jesors
Oui, j'ai pas pût ne pas le faire voir j'ai un peu honte, mais j’étais tellement
sur de ne pas aller jusqu'au bout !!...........
Merci à tous et à toi David !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» fraisage trochoïdal determiner la profondeur et l epaisseur de passe ?
» Problème usinage "backplate" : contour, poche intérieure et contour police
» Plugin trochoïdal
» Utilisation du trochoidal
» usinage trochoïdal , encore une bizarerie dans le trajet outil
» Problème usinage "backplate" : contour, poche intérieure et contour police
» Plugin trochoïdal
» Utilisation du trochoidal
» usinage trochoïdal , encore une bizarerie dans le trajet outil
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum