






Probléme perçage avec CNC
+2
thomas25
aamgr
6 participants
Page 1 sur 1

 Probléme perçage avec CNC
Probléme perçage avec CNC
![]() aamgr Mar 21 Jan 2020 - 11:20
aamgr Mar 21 Jan 2020 - 11:20
Bonjour à tous,
Je possède une CNC de bureau que j'ai contruite intégralement et le l'ai équipé d'un moteur de broche Kress 800W avec un ATC stepcraft.
Le moteur de broche à une vitesse variable de 10000 à 25000 trs/mn.
Quand je fais de l'usinage sur de l'alu, pas de probléme.
Mais pour du perçage (foret 3 à 6mm dans alu épaisseur 15mm), ça ne va pas du tout, je pense que cela provient de la vitesse trop élévée.
Méme avec une vitesse de descente tres lente, ça ne perce pas.
J'ai essayé avec une fraise que je lubrifie à la main, mais elle termine à la poubelle.
Que me conseillez-vous?
- Changer de moteur de broche, mais impossible d'en trouver un pas trop cher avec un ATC.
- Utiliser un foret ou une fraise special?
- Utiliser des petites fraises pour découper le trou par fraisage, mais ça prend beaucoup de temp
Pour le moment, je fais un pointage avec la cnc et je fais les perçages à la main.
Merci
Je possède une CNC de bureau que j'ai contruite intégralement et le l'ai équipé d'un moteur de broche Kress 800W avec un ATC stepcraft.
Le moteur de broche à une vitesse variable de 10000 à 25000 trs/mn.
Quand je fais de l'usinage sur de l'alu, pas de probléme.
Mais pour du perçage (foret 3 à 6mm dans alu épaisseur 15mm), ça ne va pas du tout, je pense que cela provient de la vitesse trop élévée.
Méme avec une vitesse de descente tres lente, ça ne perce pas.
J'ai essayé avec une fraise que je lubrifie à la main, mais elle termine à la poubelle.
Que me conseillez-vous?
- Changer de moteur de broche, mais impossible d'en trouver un pas trop cher avec un ATC.
- Utiliser un foret ou une fraise special?
- Utiliser des petites fraises pour découper le trou par fraisage, mais ça prend beaucoup de temp
Pour le moment, je fais un pointage avec la cnc et je fais les perçages à la main.
Merci

aamgr- petit nouveau

- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france


thomas25- complétement accro

- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Probléme perçage avec CNC
![]() aamgr Mar 21 Jan 2020 - 11:55
aamgr Mar 21 Jan 2020 - 11:55
10000 trs/mn, la vitesse min de la brochethomas25 a écrit:Quel est la vitesse de rotation
Merci
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() thomas25 Mar 21 Jan 2020 - 12:51
thomas25 Mar 21 Jan 2020 - 12:51
Essai d avancer a 500 avec un débourrage mais si tu n as pas de lube, sa tourne trop vite
thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Probléme perçage avec CNC
![]() aamgr Mar 21 Jan 2020 - 14:30
aamgr Mar 21 Jan 2020 - 14:30
en fait je met de l'huile de coupe à la main pour lubrifier et j'ai essayé de percer avec des retraits tous les millimètres, mais c'est pareil.
C'est ce que je pensais, ça tourne trop vite.
La vitesse max de rotation du foret, qu'il faudrait ça serait combien?
C'est ce que je pensais, ça tourne trop vite.
La vitesse max de rotation du foret, qu'il faudrait ça serait combien?
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() Jivé Mar 21 Jan 2020 - 15:36
Jivé Mar 21 Jan 2020 - 15:36
Salut
Voilà un tableau qui est placardé près de ma fraiseuse et de mon tour, qui me donne l'ordre d'idée
Cdlt
Voilà un tableau qui est placardé près de ma fraiseuse et de mon tour, qui me donne l'ordre d'idée
Cdlt

Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Probléme perçage avec CNC
![]() aamgr Mar 21 Jan 2020 - 22:20
aamgr Mar 21 Jan 2020 - 22:20
Bonsoir,
Merci pour le tableau
Vous auriez une réference de moteur de broche à me proposer pour faire du fraisage et du perçage?
Merci
Merci pour le tableau
Vous auriez une réference de moteur de broche à me proposer pour faire du fraisage et du perçage?
Merci
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() juleo68 Jeu 23 Jan 2020 - 19:05
juleo68 Jeu 23 Jan 2020 - 19:05
Salut
Juste en passant...tu utilise quoi comme "foret"...un spécial pour CN ou un simple HSS...
Si je dois percer avec un foret CN, je fais en premier un pré-perçage avec par exemple une fraise de Ø3 et ensuite un foret de Ø4...aucun problème.
Si par contre je prends direct le foret sans pré-perçage...la pointe du foret se ballade sur la surface de l'alu, donc impossible de "pointer"!
@+
Juste en passant...tu utilise quoi comme "foret"...un spécial pour CN ou un simple HSS...
Si je dois percer avec un foret CN, je fais en premier un pré-perçage avec par exemple une fraise de Ø3 et ensuite un foret de Ø4...aucun problème.
Si par contre je prends direct le foret sans pré-perçage...la pointe du foret se ballade sur la surface de l'alu, donc impossible de "pointer"!
@+

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Probléme perçage avec CNC
![]() aamgr Jeu 23 Jan 2020 - 22:07
aamgr Jeu 23 Jan 2020 - 22:07
Salut juleo68,
Avec un simple HSS.
J'ai aussi essayé de percer avec une fraise, elle a terminée fondue bien que je lubrifiais.
Tu utilise quoi comme fraise pour pres-perçer?
Tu fais tourner ton foret à quelle vitesse?
J'ai vu qu'il existait des forets CN auto-centrant, mais aucune idéée de ce que ça vaut.
Merci
Avec un simple HSS.
J'ai aussi essayé de percer avec une fraise, elle a terminée fondue bien que je lubrifiais.
Tu utilise quoi comme fraise pour pres-perçer?
Tu fais tourner ton foret à quelle vitesse?
J'ai vu qu'il existait des forets CN auto-centrant, mais aucune idéée de ce que ça vaut.
Merci
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() thomas25 Ven 24 Jan 2020 - 7:22
thomas25 Ven 24 Jan 2020 - 7:22
Les forêts autocentreurs, ce sont des forêts avec un affûtage spécifique au centre. Beaucoup de forêts le sont maintenant.
Pour exemple, sur une cn pro J ai pris 5000tr 500 en avance avec du carbure et affûtage qui va bien, en débourrage 5mm. Toi, ton copeaux ne doit pas dégager assez bien, ta machine pas assez rigide et broche trop rapide
Pour exemple, sur une cn pro J ai pris 5000tr 500 en avance avec du carbure et affûtage qui va bien, en débourrage 5mm. Toi, ton copeaux ne doit pas dégager assez bien, ta machine pas assez rigide et broche trop rapide

thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Probléme perçage avec CNC
![]() franck67530 Ven 24 Jan 2020 - 8:25
franck67530 Ven 24 Jan 2020 - 8:25
clairement tu tournes beaucoup trop vite
la solution consiste a faire une poche plutot qu'un percage
la solution consiste a faire une poche plutot qu'un percage
franck67530- acharné du forum

- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Probléme perçage avec CNC
![]() aamgr Ven 24 Jan 2020 - 8:48
aamgr Ven 24 Jan 2020 - 8:48
Salut,
thomas25, donc c'est possible de perçer de l'alu à 5000trs/mn avec foret qui vas bien.
C'est quoi ton moteur de broche?
Oui, ma broche n'est pas assez rigide, mais ça viens de la construction: ma table est fixe et c'est la broche qui se déplace, il aurait été mieu que la broche soit fixe.
Pour les copeaux, en fait je n'en ai pas vu ou alors des minis.
franck67530, oui, mais les poches prenent beaucoup plus de temp qu'un perçage, et avec un petit diamétre de trou (<8mm), j'ai peur que les copeaux restent au fond du trou.
Pour le moment, je fais un marquage avec la CN et perçage à la perceuse à collone.
Quelqu'un connait la AMB 1050 FME-W DI ?
AMB, c'est anciennement Kress.
C'est un moteur de broche vitesse 5000/25000 avec un tools changer intégré et avec porte broche SK20, puissance 1050W.
Vous pensez qu'elle pourait convenir pour faire du perçage et du fraisage?
Merci
thomas25, donc c'est possible de perçer de l'alu à 5000trs/mn avec foret qui vas bien.
C'est quoi ton moteur de broche?
Oui, ma broche n'est pas assez rigide, mais ça viens de la construction: ma table est fixe et c'est la broche qui se déplace, il aurait été mieu que la broche soit fixe.
Pour les copeaux, en fait je n'en ai pas vu ou alors des minis.
franck67530, oui, mais les poches prenent beaucoup plus de temp qu'un perçage, et avec un petit diamétre de trou (<8mm), j'ai peur que les copeaux restent au fond du trou.
Pour le moment, je fais un marquage avec la CN et perçage à la perceuse à collone.
Quelqu'un connait la AMB 1050 FME-W DI ?
AMB, c'est anciennement Kress.
C'est un moteur de broche vitesse 5000/25000 avec un tools changer intégré et avec porte broche SK20, puissance 1050W.
Vous pensez qu'elle pourait convenir pour faire du perçage et du fraisage?
Merci
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() thomas25 Ven 24 Jan 2020 - 8:58
thomas25 Ven 24 Jan 2020 - 8:58
Broche industriels plus de 5kw,j ai plus le chiffre en tête.
thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Probléme perçage avec CNC
![]() juleo68 Ven 24 Jan 2020 - 12:31
juleo68 Ven 24 Jan 2020 - 12:31
D'une manière générale, la fraise a le Ø exact du percage a faire, par exemple fraise Z1 Ø3 pour un percage d'un Ø de 3, une simple plongée autour des 40 ou 50mm/mnaamgr a écrit:Salut juleo68,
Avec un simple HSS.
J'ai aussi essayé de percer avec une fraise, elle a terminée fondue bien que je lubrifiais.
Tu utilise quoi comme fraise pour pres-perçer?
Tu fais tourner ton foret à quelle vitesse?
J'ai vu qu'il existait des forets CN auto-centrant, mais aucune idéée de ce que ça vaut.
Merci
avec incréments de débourage...ou alors, j'ai plusieurs percages de Ø différents a faire...exemple, fraise Z1 de Ø 3 pour faire des percages d'un Ø de 3.2, 3.5, 4...dans ce cas, l'OP
ne sera pas un "percage", mais un "contour" en validant "intérieur" et descente en spirale.
Vraiment, jamais eu de problème...!
Par-contre, je ne tenterais pas avec un foret HSS...dans du bois ou CP pourquoi pas, mais pas dans l'alu
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Probléme perçage avec CNC
![]() franck67530 Ven 24 Jan 2020 - 12:53
franck67530 Ven 24 Jan 2020 - 12:53
5000 trs c'est encore bien trop rapide ....
bien sur une pocket ou contour est moins rapide qu'un percage mais quand on a pas le choix c'est toujours plus rapide (et moins embetant ) que de terminer a la perceuse ....
bien sur une pocket ou contour est moins rapide qu'un percage mais quand on a pas le choix c'est toujours plus rapide (et moins embetant ) que de terminer a la perceuse ....
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: Probléme perçage avec CNC
![]() dh42 Sam 25 Jan 2020 - 2:55
dh42 Sam 25 Jan 2020 - 2:55
Salut,
Je pense que l'on peut tourner vite, tout est question de lubrif et de débourrage .... et bien sûr il faut faire un pointage des trous avant perçages, mais ça, c'est le B.a Ba de l'usinage si on ne veut pas que le foret parte en vrille.
un exemple ici
c'est tiré de ces sujets.
http://www.cambam.co.uk/forum/index.php?topic=8341.0
http://www.cambam.co.uk/forum/index.php?topic=8339.0
ici sur des pièces à moi: à 6:54 perçage en spirale à la fraise de 3 (opération de perçage: methode: fraisage en spirale anti-horaire) Kress 1050
++
David
Je pense que l'on peut tourner vite, tout est question de lubrif et de débourrage .... et bien sûr il faut faire un pointage des trous avant perçages, mais ça, c'est le B.a Ba de l'usinage si on ne veut pas que le foret parte en vrille.
un exemple ici
c'est tiré de ces sujets.
http://www.cambam.co.uk/forum/index.php?topic=8341.0
http://www.cambam.co.uk/forum/index.php?topic=8339.0
ici sur des pièces à moi: à 6:54 perçage en spirale à la fraise de 3 (opération de perçage: methode: fraisage en spirale anti-horaire) Kress 1050
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Probléme perçage avec CNC
![]() thomas25 Sam 25 Jan 2020 - 7:20
thomas25 Sam 25 Jan 2020 - 7:20
Je pense comme toi David, peu être que l aluminum utilisé n est pas de qualité et colle ?
thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Probléme perçage avec CNC
![]() dh42 Sam 25 Jan 2020 - 7:50
dh42 Sam 25 Jan 2020 - 7:50
Re
Il peut aussi y avoir un problème d'affutage du foret, et de qualité ; pour que les copeaux glissent bien sans coller il faut des goujures bien lisses ; sur une fraise c'est généralement le cas, mais pas sur tous les forets ; il faut aussi une avance suffisante pour ne pas se retrouver en dessous du copeau minimum car la , ça ne coupe plus et dans de l'alu tendre c'est pire, ça compresse la matière et ça se soude dans la pièce ; par exemple, à 10 000 tr (160 m/min avec un foret de 5) la vitesse de plongée ne devrait pas être inférieur à 300 mm/min (0.015 / dent) mais il y a intéret à lubrifier abondamment !
Pour ma part, je préfère éviter le perçage au foret car je n'ai que du HSS et avec une broche 10000 tr minimum(*), c'est chaud (Vc en perçage 2017 et foret HSS = 60 m/min) ; il faudrait des forets carbure pour passer des vitesses de coupe plus élevées (150 à 200 m/min suivant revêtement) . A la fraise en mode perçage en spirale, ça vas tout seul. (fraise avec coupe au centre, bien sûr !)
* j'avais une Kress 5000 - 25000 mais à 5000 il n'y a pas assez de couple pour couper autre chose que du plastique ou du bois pas trop dur.
Pour les utilisateurs de CamBam et pour le perçage en spirale, je vous invite à jeter un coup d’œil ici pour déterminer la bonne vitesse d'avance en fonction du Ø de la fraise et de celui du trou.
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage#top
++
David
Il peut aussi y avoir un problème d'affutage du foret, et de qualité ; pour que les copeaux glissent bien sans coller il faut des goujures bien lisses ; sur une fraise c'est généralement le cas, mais pas sur tous les forets ; il faut aussi une avance suffisante pour ne pas se retrouver en dessous du copeau minimum car la , ça ne coupe plus et dans de l'alu tendre c'est pire, ça compresse la matière et ça se soude dans la pièce ; par exemple, à 10 000 tr (160 m/min avec un foret de 5) la vitesse de plongée ne devrait pas être inférieur à 300 mm/min (0.015 / dent) mais il y a intéret à lubrifier abondamment !
Pour ma part, je préfère éviter le perçage au foret car je n'ai que du HSS et avec une broche 10000 tr minimum(*), c'est chaud (Vc en perçage 2017 et foret HSS = 60 m/min) ; il faudrait des forets carbure pour passer des vitesses de coupe plus élevées (150 à 200 m/min suivant revêtement) . A la fraise en mode perçage en spirale, ça vas tout seul. (fraise avec coupe au centre, bien sûr !)
* j'avais une Kress 5000 - 25000 mais à 5000 il n'y a pas assez de couple pour couper autre chose que du plastique ou du bois pas trop dur.
Pour les utilisateurs de CamBam et pour le perçage en spirale, je vous invite à jeter un coup d’œil ici pour déterminer la bonne vitesse d'avance en fonction du Ø de la fraise et de celui du trou.
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage#top
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Probléme perçage avec CNC
![]() dh42 Sam 25 Jan 2020 - 9:46
dh42 Sam 25 Jan 2020 - 9:46
Re
pour les questions de aamgr:
Oui, c'est pas donnés ces trucs, mais en plus ça ne résout pas le problème car il n'est pas si simple de trouver une broche montable sur une petite CNc avec des V de rotations basses et encore assez de couple. Les sunher peuvent descendre bas en vitesse (2500 il me semble), mais je ne sais pas s'il y a un ATC adaptable dessus.
Des forets carbure, voir même carbure revêtu pour pouvoir utiliser une Vc plus élevée. un exemple ici qui supporte une Vc de 150 à 200 m/min dans l'alu avec une avance par dent pouvant aller de 0.08 à 0.16 mm/dent
https://www.metiers-et-passions.com/foret-carbure-dormer-extracourt-din6539/dormer-r120-04L13826/SF-ID-00040817/ref-8995.html
C'est ce que j'ai choisi et je ne suis pas sur que ça prenne beaucoup plus de temps ; regarde la vidéo de la pince, le trou est percé assez rapidement et sans beaucoup d'effort (et sans qu'il ne soit besoin de pointer) pour parler chiffres:
trou Ø5 ; profondeur 7.5mm ; fraise carbure Ø 3.17 ; 3 dents
perçage en spirale: avance 1030mm/min = 0.02mm/dent (en spirale l'avance en plongée n'est pas utilisée) V de rotation 17200 tr (Vc 170 m/min) ; incrément de passe (=pas de la spire) 0.5mm
trou percé en 7s
Ça marche bien aussi si tu ne cherche pas une super précision et que tu n'a pas 1000 trous à percer.
Il y a aussi une autre possibilité, c'est de monter une banale perceuse électroportative à la place de la broche ; ça tourne doucement et ça à un collet de Ø43 pour le montage ... mais ça implique un changement de broche entre perçage et fraisage .... pas top comme ergonomie !
++
David
pour les questions de aamgr:
- Changer de moteur de broche, mais impossible d'en trouver un pas trop cher avec un ATC.
Oui, c'est pas donnés ces trucs, mais en plus ça ne résout pas le problème car il n'est pas si simple de trouver une broche montable sur une petite CNc avec des V de rotations basses et encore assez de couple. Les sunher peuvent descendre bas en vitesse (2500 il me semble), mais je ne sais pas s'il y a un ATC adaptable dessus.
- Utiliser un foret ou une fraise special?
Des forets carbure, voir même carbure revêtu pour pouvoir utiliser une Vc plus élevée. un exemple ici qui supporte une Vc de 150 à 200 m/min dans l'alu avec une avance par dent pouvant aller de 0.08 à 0.16 mm/dent
https://www.metiers-et-passions.com/foret-carbure-dormer-extracourt-din6539/dormer-r120-04L13826/SF-ID-00040817/ref-8995.html
- Utiliser des petites fraises pour découper le trou par fraisage, mais ça prend beaucoup de temp
C'est ce que j'ai choisi et je ne suis pas sur que ça prenne beaucoup plus de temps ; regarde la vidéo de la pince, le trou est percé assez rapidement et sans beaucoup d'effort (et sans qu'il ne soit besoin de pointer) pour parler chiffres:
trou Ø5 ; profondeur 7.5mm ; fraise carbure Ø 3.17 ; 3 dents
perçage en spirale: avance 1030mm/min = 0.02mm/dent (en spirale l'avance en plongée n'est pas utilisée) V de rotation 17200 tr (Vc 170 m/min) ; incrément de passe (=pas de la spire) 0.5mm
trou percé en 7s
Pour le moment, je fais un pointage avec la cnc et je fais les perçages à la main.
Ça marche bien aussi si tu ne cherche pas une super précision et que tu n'a pas 1000 trous à percer.
Il y a aussi une autre possibilité, c'est de monter une banale perceuse électroportative à la place de la broche ; ça tourne doucement et ça à un collet de Ø43 pour le montage ... mais ça implique un changement de broche entre perçage et fraisage .... pas top comme ergonomie !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Probléme perçage avec CNC
![]() aamgr Dim 26 Jan 2020 - 12:54
aamgr Dim 26 Jan 2020 - 12:54
Bonjour,
dh42, merci pour toutes les info.
J'achète mon alu ici: dold-mechatronik.de/plaques-aluminium-unfoliert
Le perçage avec une fraise prend beaucoup de temp sur ma CN (quelque minutes) car je ne l'ai pas encore optimisé et j'ai pas mal de latence sur la com (un raspberry pi qui cause en JBUS RS485 avec une carte de commande par axe), mais j'ai prévu de corriger dans la prochaine version de hard qui regroupe toutes les commandes d'axe sur une seule carte.
Donc à la main ça vas 10 fois plus vite.
C'est quoi la régle pour faire un trou avec une fraise au niveau du rapport entre le diamétre du trou et de la fraise, 2* le diamétre de la fraise?
Et la sortie des copeaux se fait bien pour des petits diamétre de trou, si les copeaux sont trop gros, ils restent coincé?
Le suhner UAL 23 RF descend jusque 2500trs/mn.
j'ai trouvé chez usovo un compatible suhner, mais pour deux autres rèference de moteur de broche:
w.usovo.de/shop/Tool-changer-accessories/Adapter-tool-changer/Suhner-Toolchanger/Toolchangersystem-Suhner-UAD-25-and-30-RF::568.html
Mais j'ai peur qu'il soit comme l'adaptateur ATC pour kress, aussi de usovo, trés sensible au choc et à la poussière donc rapidement inutilisable.
Une autre solution serais de prendre un moteur de broche avec vitesse constante et un variateur de fréquence pour commander la vitesse, mais la plus-part du temps à basse vitesse, ils n'ont pas assez de couple.
Merci
dh42, merci pour toutes les info.
J'achète mon alu ici: dold-mechatronik.de/plaques-aluminium-unfoliert
Le perçage avec une fraise prend beaucoup de temp sur ma CN (quelque minutes) car je ne l'ai pas encore optimisé et j'ai pas mal de latence sur la com (un raspberry pi qui cause en JBUS RS485 avec une carte de commande par axe), mais j'ai prévu de corriger dans la prochaine version de hard qui regroupe toutes les commandes d'axe sur une seule carte.
Donc à la main ça vas 10 fois plus vite.
C'est quoi la régle pour faire un trou avec une fraise au niveau du rapport entre le diamétre du trou et de la fraise, 2* le diamétre de la fraise?
Et la sortie des copeaux se fait bien pour des petits diamétre de trou, si les copeaux sont trop gros, ils restent coincé?
Le suhner UAL 23 RF descend jusque 2500trs/mn.
j'ai trouvé chez usovo un compatible suhner, mais pour deux autres rèference de moteur de broche:
w.usovo.de/shop/Tool-changer-accessories/Adapter-tool-changer/Suhner-Toolchanger/Toolchangersystem-Suhner-UAD-25-and-30-RF::568.html
Mais j'ai peur qu'il soit comme l'adaptateur ATC pour kress, aussi de usovo, trés sensible au choc et à la poussière donc rapidement inutilisable.
Une autre solution serais de prendre un moteur de broche avec vitesse constante et un variateur de fréquence pour commander la vitesse, mais la plus-part du temps à basse vitesse, ils n'ont pas assez de couple.
Merci
aamgr- petit nouveau
- Messages : 9
Points : 13
Date d'inscription : 21/01/2020
Age : 94
Localisation : france
Re: Probléme perçage avec CNC
![]() dh42 Lun 27 Jan 2020 - 4:49
dh42 Lun 27 Jan 2020 - 4:49
Salut,
Il n'y a pas vraiment de règle à ma connaissance, mais si le Ø de la fraise fait moins de la moitié du Ø du trou, il restera une partie non coupée au centre, ce qui peut éventuellement être gênant (trous non débouchants, ou partie centrale qui se coince lorsqu'elle se détache) ; si son Ø est trop proche du Ø du trou, d'une part les copeaux s'évacueront moins facilement mais en plus ça donnera des inversions de sens des moteurs (pour faire un cercle) plus rapides car le parcours aura un Ø très faible ; ça peut éventuellement poser problème à la machine (vibrations, perte de pas du fait des inversions très rapides)
de plus, plus le Ø du trou et le Ø du parcours seront différents, plus il sera important de faire la compensation de vitesse d'avance comme expliqué plus haut.
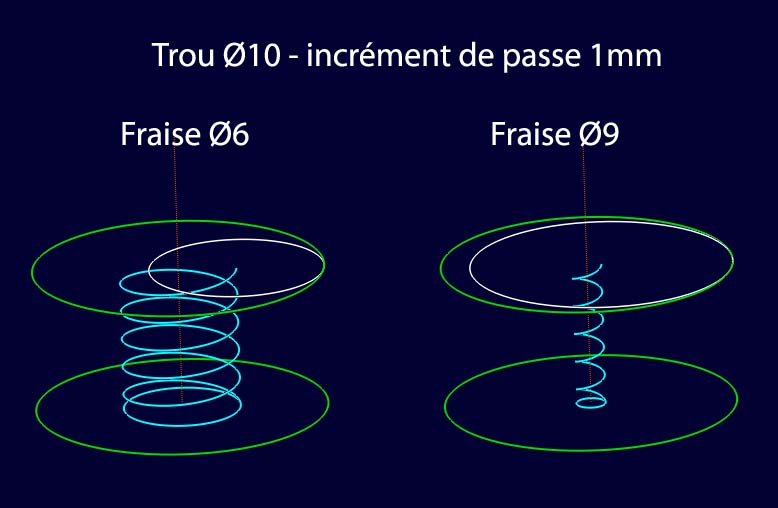
par exemple dans le cas de cette image, pour avoir une vitesse d'avance de 1000mm/min au niveau de la surface interne du trou (donc l'avance effectivement utile), avec une fraise de 6 il faudra régler l'avance sur 400mm/min alors qu'avec la fraise de 9 il faudra la régler sur 100mm/min.
si je compare entre ma Kress et ma nouvelle broche avec VFD, il n'y a pas photo, la broche avec VFD à bien plus de couple à 5000 tr que la Kress ; sur les broches avec VFD (broche triphasé + variateur mono/tri) on a un couple à peut près constant de 6000 à 24000 tr, par contre la puissance dispo chute proportionnellement à la baisse de vitesse. Sur la Kress, apparemment la puissance chute mais le couple aussi. Je pense que c'est le VFD qui parvient à compenser la perte de couple, ce que le vario de la Kress ne fait pas. C'est du fait de la perte de puissance lorsque l'on baisse la vitesse que bon nombres de CNc sont équipées de broche à la puissance surdimensionnée (genre 2.2Kw sur un routeur de) ; c'est pour qu'il reste assez de puissance à bas régime.
++
David
@franck: sujet scindé, suite de la discutions ICI
C'est quoi la régle pour faire un trou avec une fraise au niveau du rapport entre le diamétre du trou et de la fraise, 2* le diamétre de la fraise?
Il n'y a pas vraiment de règle à ma connaissance, mais si le Ø de la fraise fait moins de la moitié du Ø du trou, il restera une partie non coupée au centre, ce qui peut éventuellement être gênant (trous non débouchants, ou partie centrale qui se coince lorsqu'elle se détache) ; si son Ø est trop proche du Ø du trou, d'une part les copeaux s'évacueront moins facilement mais en plus ça donnera des inversions de sens des moteurs (pour faire un cercle) plus rapides car le parcours aura un Ø très faible ; ça peut éventuellement poser problème à la machine (vibrations, perte de pas du fait des inversions très rapides)

de plus, plus le Ø du trou et le Ø du parcours seront différents, plus il sera important de faire la compensation de vitesse d'avance comme expliqué plus haut.
par exemple dans le cas de cette image, pour avoir une vitesse d'avance de 1000mm/min au niveau de la surface interne du trou (donc l'avance effectivement utile), avec une fraise de 6 il faudra régler l'avance sur 400mm/min alors qu'avec la fraise de 9 il faudra la régler sur 100mm/min.
Une autre solution serais de prendre un moteur de broche avec vitesse constante et un variateur de fréquence pour commander la vitesse, mais la plus-part du temps à basse vitesse, ils n'ont pas assez de couple.
si je compare entre ma Kress et ma nouvelle broche avec VFD, il n'y a pas photo, la broche avec VFD à bien plus de couple à 5000 tr que la Kress ; sur les broches avec VFD (broche triphasé + variateur mono/tri) on a un couple à peut près constant de 6000 à 24000 tr, par contre la puissance dispo chute proportionnellement à la baisse de vitesse. Sur la Kress, apparemment la puissance chute mais le couple aussi. Je pense que c'est le VFD qui parvient à compenser la perte de couple, ce que le vario de la Kress ne fait pas. C'est du fait de la perte de puissance lorsque l'on baisse la vitesse que bon nombres de CNc sont équipées de broche à la puissance surdimensionnée (genre 2.2Kw sur un routeur de) ; c'est pour qu'il reste assez de puissance à bas régime.
++
David
@franck: sujet scindé, suite de la discutions ICI
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» probleme de percage de trou avec mach3/ESS
» problème percage avec perceuse à colonne
» [Résolu avec rebondissements] Au secours ! Problème avec la montée descente de ma R/D (DG320 TS)
» Perçage avec débourrage
» Perçage IPN avec vis auto foreuses
» problème percage avec perceuse à colonne
» [Résolu avec rebondissements] Au secours ! Problème avec la montée descente de ma R/D (DG320 TS)
» Perçage avec débourrage
» Perçage IPN avec vis auto foreuses
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum