






Correction vitesse d'avance pour perçage en spirale / filetage
5 participants
Page 1 sur 1

 Correction vitesse d'avance pour perçage en spirale / filetage
Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Lun 29 Oct 2018 - 2:06
dh42 Lun 29 Oct 2018 - 2:06
Salut,
Une discussion en cours sur le forum CamBam (Anglais) a soulevé un problème rarement pris en compte lors du perçage en spirale, du filetage, ou même d'une opération de contour utilisée pour percer.
Lorsque l'on donne une vitesse d'avance, c'est la vitesse de déplacement du centre de la fraise sur son parcours d'outil qui est prise en compte.
sur cette image, la fraise suit le parcours en ligne droite ; la vitesse du point A et celle du point B sont donc les mêmes.
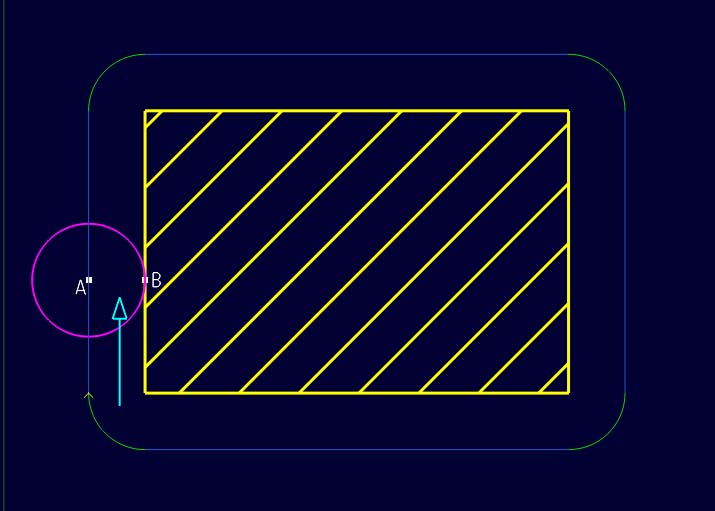
ici, par contre on a un perçage en spirale (ou un contour intérieur d'un trou ou un filetage intérieur)

La vitesse linéaire du point B à la surface de la matière est supérieure à la vitesse du point A sur son parcours, or c'est bien la vitesse du point A que l'on règle dans une opération d'usinage .... mais c'est la vitesse du point B à la surface de la matière qui est importante si on veux avoir l'avance correcte et donc la bonne avance/dent ...
Plus le Ø de l'outil sera proche du Ø du trou à percer en spirale, plus le parcours d'outil sera court (très petit Ø) et par conséquent plus l'écart entre la vitesse d'avance souhaitée et celle réellement obtenue à la périphérie de la fraise sera important.
L'écart de vitesse va donc dépendre du rapport entre le Ø du trou et le Ø du parcours d'outil, qui, lui-même, dépend du Ø de la fraise.
J'ai fait vite fait un petit script en VBS qui permet de faire ce calcul ; décompressez le et mettez le dans votre dossier script de CamBam (ou Script2 si vous utilisez le plugin qui permet de lancer des scripts via un menu)
Si vous utilisez le lanceur de scripts, il apparaitra dans le menu Script sous le nom "Correction V perçage", sinon, si vous n'utilisez pas la lanceur, menu scripts/ouvrir > puis allez chercher le script dans le dossier scripts de CB et lancez le script manuellement depuis la fenêtre script.
edit: remplacé par un plugin, voir à la fin du message
Le plugin demande 3 informations:
- le Ø du trou
- le Ø de la fraise
- la vitesse d'avance souhaité à la périphérie de la fraise.
- le résultat, c'est la vitesse d'avance qu'il faudra mettre dans votre opération de perçage en spirale, de filetage ou de contour si utilisée sur un trou
Dans le cas de l'image du perçage en spirale ci-dessus, le trou fait 24mm de Ø, fraise de Ø 8
Si je veux une vitesse d'avance à la périphérie (point B) de 600 mm/min, il me faudra régler une vitesse d'avance de 400mm/min dans l'opération d'usinage.
Dans un cas extrême, comme par exemple percer un trou de 4 avec une fraise de 3.2 comme ci-dessous ; les écarts deviennent encore plus importants ; dans ce cas toujours pour une vitesse à la périphérie de 600 mm/min, il me faudrait régler mon opération d'usinage à 120 mm/min seulement.

Bien sûr, ce problème se pose aussi en usinage extérieur sur un cercle, mais dans ce cas, la vitesse d'avance à la périphérie est plus faible que celle demandée, ce qui est un peu moins grave. Le script ne gère pas ce cas de figure (mais ça pourrait se faire)
Un autre détail intéressant avec ces différences de vitesses peut facilement s’imaginer avec le dessin suivant.

Lorsque la fraise passe le coin en usinage extérieur, le point A se déplace à la vitesse d'avance réglée, mais le point B reste fixe pendant tout le trajet sur l'arc, ce qui évite un changement brutal de sens des axes, voir même l'utilisation du mode Trajectoire exact pour ne pas risquer d'arrondir les angles. (malheureusement ce stratagème ne fonctionne pas pour les angles intérieurs bien sûr)
++
David
Edit: le script à été transformé en plugin, voir ici
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage#370624
Une discussion en cours sur le forum CamBam (Anglais) a soulevé un problème rarement pris en compte lors du perçage en spirale, du filetage, ou même d'une opération de contour utilisée pour percer.
Lorsque l'on donne une vitesse d'avance, c'est la vitesse de déplacement du centre de la fraise sur son parcours d'outil qui est prise en compte.
sur cette image, la fraise suit le parcours en ligne droite ; la vitesse du point A et celle du point B sont donc les mêmes.

ici, par contre on a un perçage en spirale (ou un contour intérieur d'un trou ou un filetage intérieur)

La vitesse linéaire du point B à la surface de la matière est supérieure à la vitesse du point A sur son parcours, or c'est bien la vitesse du point A que l'on règle dans une opération d'usinage .... mais c'est la vitesse du point B à la surface de la matière qui est importante si on veux avoir l'avance correcte et donc la bonne avance/dent ...
Plus le Ø de l'outil sera proche du Ø du trou à percer en spirale, plus le parcours d'outil sera court (très petit Ø) et par conséquent plus l'écart entre la vitesse d'avance souhaitée et celle réellement obtenue à la périphérie de la fraise sera important.
L'écart de vitesse va donc dépendre du rapport entre le Ø du trou et le Ø du parcours d'outil, qui, lui-même, dépend du Ø de la fraise.
edit: remplacé par un plugin, voir à la fin du message
Le plugin demande 3 informations:
- le Ø du trou
- le Ø de la fraise
- la vitesse d'avance souhaité à la périphérie de la fraise.
- le résultat, c'est la vitesse d'avance qu'il faudra mettre dans votre opération de perçage en spirale, de filetage ou de contour si utilisée sur un trou
Dans le cas de l'image du perçage en spirale ci-dessus, le trou fait 24mm de Ø, fraise de Ø 8
Si je veux une vitesse d'avance à la périphérie (point B) de 600 mm/min, il me faudra régler une vitesse d'avance de 400mm/min dans l'opération d'usinage.
Dans un cas extrême, comme par exemple percer un trou de 4 avec une fraise de 3.2 comme ci-dessous ; les écarts deviennent encore plus importants ; dans ce cas toujours pour une vitesse à la périphérie de 600 mm/min, il me faudrait régler mon opération d'usinage à 120 mm/min seulement.

Bien sûr, ce problème se pose aussi en usinage extérieur sur un cercle, mais dans ce cas, la vitesse d'avance à la périphérie est plus faible que celle demandée, ce qui est un peu moins grave. Le script ne gère pas ce cas de figure (mais ça pourrait se faire)
Un autre détail intéressant avec ces différences de vitesses peut facilement s’imaginer avec le dessin suivant.

Lorsque la fraise passe le coin en usinage extérieur, le point A se déplace à la vitesse d'avance réglée, mais le point B reste fixe pendant tout le trajet sur l'arc, ce qui évite un changement brutal de sens des axes, voir même l'utilisation du mode Trajectoire exact pour ne pas risquer d'arrondir les angles. (malheureusement ce stratagème ne fonctionne pas pour les angles intérieurs bien sûr)
++
David
Edit: le script à été transformé en plugin, voir ici
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage#370624
Dernière édition par dh42 le Jeu 27 Mai 2021 - 14:43, édité 3 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() Strib Lun 29 Oct 2018 - 2:34
Strib Lun 29 Oct 2018 - 2:34
Salut David,
Je suis sur le séant qu'il y ait des cadors qui pensent à ça, et encore plus que tu sortes un plugin comme ça, presque en claquant des doigts !
Et hop ! Téléchargé !
Merci
A+
Stéphane
Je suis sur le séant qu'il y ait des cadors qui pensent à ça, et encore plus que tu sortes un plugin comme ça, presque en claquant des doigts !
Et hop ! Téléchargé !
Merci
A+
Stéphane

Strib- complétement accro

- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Lun 29 Oct 2018 - 3:00
dh42 Lun 29 Oct 2018 - 3:00
Salut
Lol, pour le script c'est tellement simple que ça pourrait servir de tuto pour un apprentis programmeur !
c'est simplement ce que les "vieux" appellent une règle de 3 ; si le cercle extérieur à un périmètre 5x plus long que le parcours alors il faudra allez 5x moins vite.
1 - le Ø du parcours est égale à Ø trou - Ø fraise
2 - le rapport entre la longueur des parcours et évidement le même que le rapport de leur Ø donc: Ø trou / Ø parcours = rapport
3 - ensuite on divise la v d'avance par le rapport
ce qui prends le plus de place dans le script, c'est la saisie des données et leur vérification afin de ne pas planter l'ordi sur une erreur de saisie de l'utilisateur (par exemple un outil de Ø 0 .... les ordi n'aiment pas du tout les divisions par 0 !!)

Dans le premier cadre (Dim ...) je défini des variables dans lesquelles vont atterrir les données fournis par l'utilisateur, ainsi qu'un calcul intermédiaire
Dans le 2ieme, je répète 3x une série de commandes qui ont pour but de demander une info à l'utilisateur en de stocker sa réponse dans une des variables créées plus haut. (par exemple: D_hole = inputbox(...) - D_hole contiendra la valeur retournée par la boite de message d'entré)
ensuite je teste (IF) si cette valeur (le Ø du trou dans ce cas) est inférieur ou égale à 0 et si c'est le cas, j’émets un Beep, j'affiche un message d'erreur (msgbox(...) et je sort du programme (exit sub) ; si ce n'est pas le cas, le programme continu après le End If correspondant à ce test.
je fait la même saisie/test pour les 3 autres valeurs ; diamètre outil (D_tool) et vitesse (speed)
dans le 3ieme cadre, je fait la soustraction diamètre trou - diamètre outil et je stocke le résultat dans D_path (diamètre parcours)
et pour finir, dans le dernier cadre, j’effectue le calcul et j'affiche le résultat dans une seule ligne de code: Vitesse d'avance/(Ø trou / Ø parcours)
.... et je viens de voir qu'il y a une erreur dans un des messages (ligne 19) ; j'ai écris "Le diamètre doit être > au diamètre du trou" ... c'est bien sûr l'inverse
++
David
Lol, pour le script c'est tellement simple que ça pourrait servir de tuto pour un apprentis programmeur !
c'est simplement ce que les "vieux" appellent une règle de 3 ; si le cercle extérieur à un périmètre 5x plus long que le parcours alors il faudra allez 5x moins vite.
1 - le Ø du parcours est égale à Ø trou - Ø fraise
2 - le rapport entre la longueur des parcours et évidement le même que le rapport de leur Ø donc: Ø trou / Ø parcours = rapport
3 - ensuite on divise la v d'avance par le rapport
ce qui prends le plus de place dans le script, c'est la saisie des données et leur vérification afin de ne pas planter l'ordi sur une erreur de saisie de l'utilisateur (par exemple un outil de Ø 0 .... les ordi n'aiment pas du tout les divisions par 0 !!)

Dans le premier cadre (Dim ...) je défini des variables dans lesquelles vont atterrir les données fournis par l'utilisateur, ainsi qu'un calcul intermédiaire
Dans le 2ieme, je répète 3x une série de commandes qui ont pour but de demander une info à l'utilisateur en de stocker sa réponse dans une des variables créées plus haut. (par exemple: D_hole = inputbox(...) - D_hole contiendra la valeur retournée par la boite de message d'entré)
ensuite je teste (IF) si cette valeur (le Ø du trou dans ce cas) est inférieur ou égale à 0 et si c'est le cas, j’émets un Beep, j'affiche un message d'erreur (msgbox(...) et je sort du programme (exit sub) ; si ce n'est pas le cas, le programme continu après le End If correspondant à ce test.
je fait la même saisie/test pour les 3 autres valeurs ; diamètre outil (D_tool) et vitesse (speed)
dans le 3ieme cadre, je fait la soustraction diamètre trou - diamètre outil et je stocke le résultat dans D_path (diamètre parcours)
et pour finir, dans le dernier cadre, j’effectue le calcul et j'affiche le résultat dans une seule ligne de code: Vitesse d'avance/(Ø trou / Ø parcours)
.... et je viens de voir qu'il y a une erreur dans un des messages (ligne 19) ; j'ai écris "Le diamètre doit être > au diamètre du trou" ... c'est bien sûr l'inverse
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() Hervé-34 Lun 29 Oct 2018 - 13:21
Hervé-34 Lun 29 Oct 2018 - 13:21
Bonjour à tous !
Bonjour et merci David !!
Juste une question ! je suis sous W7,
pourquoi faut-il mettre le script dans le CB
qui se trouve dans " programme data "
et non pas dans programme files ??
Parce que je ne le trouvais pas, jusqu'au moment
ou j'ai remarqué que ce n'était pas le bon chemin !!
Hervé
Bonjour et merci David !!
Juste une question ! je suis sous W7,
pourquoi faut-il mettre le script dans le CB
qui se trouve dans " programme data "
et non pas dans programme files ??
Parce que je ne le trouvais pas, jusqu'au moment
ou j'ai remarqué que ce n'était pas le bon chemin !!
Hervé

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Lun 29 Oct 2018 - 17:21
dh42 Lun 29 Oct 2018 - 17:21
Salut,
Parce que c'est un script, pas un plugin ; les plugins vont dans C:\Program Files (x86)\CamBam plus 1.0\plugins, mais les scripts vont, en général, dans le dossier scripts qui et dans le système de CB. Note que pour les scripts, ce n'est pas obligatoire de les mettre la, tu peux les mettre ou tu veux contrairement aux plugins. (sauf si tu utilise le lanceur de scripts, dans ce cas il faut suivre les instructions données sur la page du plugin)
++
David
Parce que c'est un script, pas un plugin ; les plugins vont dans C:\Program Files (x86)\CamBam plus 1.0\plugins, mais les scripts vont, en général, dans le dossier scripts qui et dans le système de CB. Note que pour les scripts, ce n'est pas obligatoire de les mettre la, tu peux les mettre ou tu veux contrairement aux plugins. (sauf si tu utilise le lanceur de scripts, dans ce cas il faut suivre les instructions données sur la page du plugin)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() Jivé Mer 4 Mar 2020 - 11:39
Jivé Mer 4 Mar 2020 - 11:39
Salut
En parcourant le forum "CamBam", je tombe sur cette info et me dis "chouette !, je prends".
Sauf que si le lanceur voit bien le script et le lance, il ne s'exécute pas. Message "VBScript not supported on this platform".
Confirmation sur les spécifications du site CamBam qui l'indiquent bien pour la section Linux.
Dommage alors qu'il ne soit pas écrit en python...
Bon, tant que je peux appliquer la basique règle de trois, je me console en sachant que j'ai quand même appris quelque chose sur ces différences de parcours et donc de vitesses d'avance à renseigner.
En parcourant le forum "CamBam", je tombe sur cette info et me dis "chouette !, je prends".
Sauf que si le lanceur voit bien le script et le lance, il ne s'exécute pas. Message "VBScript not supported on this platform".
Confirmation sur les spécifications du site CamBam qui l'indiquent bien pour la section Linux.
Dommage alors qu'il ne soit pas écrit en python...
Bon, tant que je peux appliquer la basique règle de trois, je me console en sachant que j'ai quand même appris quelque chose sur ces différences de parcours et donc de vitesses d'avance à renseigner.

Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Mer 4 Mar 2020 - 16:57
dh42 Mer 4 Mar 2020 - 16:57
Salut,
Oui, effectivement CamBam sous Linux ne gère pas le VB script, mais il serait possible de le convertir en plugin (moyennant quelques précautions, une .dll écrite en VB peut tourner sous Linux)
Faut pas compter sur moi pour coder en Python par contre lol ...
++
David
Oui, effectivement CamBam sous Linux ne gère pas le VB script, mais il serait possible de le convertir en plugin (moyennant quelques précautions, une .dll écrite en VB peut tourner sous Linux)
Dommage alors qu'il ne soit pas écrit en python...
Faut pas compter sur moi pour coder en Python par contre lol ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() meles Mer 4 Mar 2020 - 17:46
meles Mer 4 Mar 2020 - 17:46
dh42 a écrit:Faut pas compter sur moi pour coder en Python par contre lol ...
David
Pourtant, c'est plus facile que le VB.
_________________

meles- Admin
- Messages : 14930
Points : 21887
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Mer 4 Mar 2020 - 18:05
dh42 Mer 4 Mar 2020 - 18:05
Si tu le parle
L'autre problème, c'est qu'il n'y a déjà pas beaucoup d'infos pour la programmation avec des langages comme le VB et le C# sous CamBam, mais en python, c'est encore pire et on ne peut pas se guider en explorant les .dll avec Reflector ou ILSpy comme avec les autres langages car la syntaxe des fonctions est complètement différente.
Je viens de convertir le script en plugin et de le tester sur linux ; le fichier de traduction mis à jour est également disponible sur le site.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Translation_file.html
j'ajouterais le plugin plus tard sur le site des plugins
attention, c'est UNIQUEMENT pour la V1.00 de CamBam
à installer comme tous les plugins (voir la page d'accueil du Site des plugins si vous ne savez pas comment faire)
il apparait dans le menu plugin sous le nom "FeedRate Converter", ou "Conversion avances" si le fichier de traduction est installé.
++
David
L'autre problème, c'est qu'il n'y a déjà pas beaucoup d'infos pour la programmation avec des langages comme le VB et le C# sous CamBam, mais en python, c'est encore pire et on ne peut pas se guider en explorant les .dll avec Reflector ou ILSpy comme avec les autres langages car la syntaxe des fonctions est complètement différente.
Je viens de convertir le script en plugin et de le tester sur linux ; le fichier de traduction mis à jour est également disponible sur le site.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Translation_file.html
j'ajouterais le plugin plus tard sur le site des plugins
attention, c'est UNIQUEMENT pour la V1.00 de CamBam
à installer comme tous les plugins (voir la page d'accueil du Site des plugins si vous ne savez pas comment faire)
il apparait dans le menu plugin sous le nom "FeedRate Converter", ou "Conversion avances" si le fichier de traduction est installé.
++
David
- Fichiers joints

- FeedConverter.zip Vous n'avez pas la permission de télécharger les fichiers joints.(5 Ko) Téléchargé 10 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() Jivé Mer 4 Mar 2020 - 19:08
Jivé Mer 4 Mar 2020 - 19:08
Bonsoir
Et.... ça marche ! 3 écrans successifs pour demander diamètre du trou, diamètre de la fraise et vitesse d'avance souahitée avant le verdict final.
Juste pour info : j'ai bien placé le nouveau fichier translate.fr dans le dossier système en remplacement de l'originel, mais dans le menu Compléments, c'est toujours Feed rate converter.
Encore merci, David
Jean
Et.... ça marche ! 3 écrans successifs pour demander diamètre du trou, diamètre de la fraise et vitesse d'avance souahitée avant le verdict final.
Juste pour info : j'ai bien placé le nouveau fichier translate.fr dans le dossier système en remplacement de l'originel, mais dans le menu Compléments, c'est toujours Feed rate converter.
Encore merci, David
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() dh42 Mer 4 Mar 2020 - 19:29
dh42 Mer 4 Mar 2020 - 19:29
Si tu est passé par "outils/explorer le dossier système" pour ouvrir le dossier, il est vital de fermer Cambam avant de copier le fichier de traduction, sinon ça ne marchera pas correctement. (à la fermeture CB écrasera le fichier que tu a copié avec ce qu'il a déjà en mémoire, et retour à la case départ)
je viens de vérifier sous Linux (ubuntu 14.04) et c'est OK
++
David
je viens de vérifier sous Linux (ubuntu 14.04) et c'est OK
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Correction vitesse d'avance pour perçage en spirale / filetage
![]() Jivé Mer 4 Mar 2020 - 19:47
Jivé Mer 4 Mar 2020 - 19:47
C'est exactement ce que j'avais fait.
Et maintenant, c'est ok.
Merci David
Jean
Et maintenant, c'est ok.
Merci David
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Quel est la vitesse de perçage conseillée pour du tube PVC pression ?
» Explication paramètre de la descente en spirale pour un fraisage en spirale
» Perçage en spirale
» Perçage en spirale
» Percage, cycle de fraisage en spirale
» Explication paramètre de la descente en spirale pour un fraisage en spirale
» Perçage en spirale
» Perçage en spirale
» Percage, cycle de fraisage en spirale
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum