






CNC : premier usinage en solo
Page 1 sur 2 • 1, 2 

 CNC : premier usinage en solo
CNC : premier usinage en solo
![]() Jivé Jeu 24 Oct 2019 - 14:18
Jivé Jeu 24 Oct 2019 - 14:18
[Vous devez être inscrit et connecté pour voir ce lien]
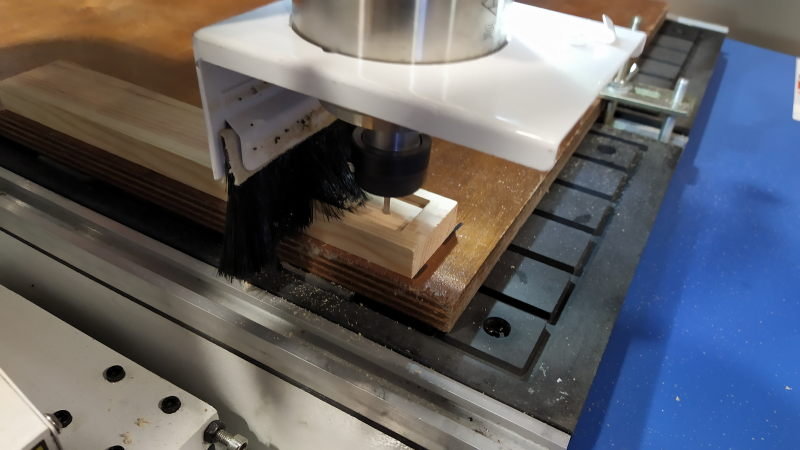
ce matin, c'était la première en solo en Fablab.
Modestement, un support de brosse et craies pour un tableau noir (de cuisine)
Une poche à fond plat, une autre profilée avec un congé.
A suivre, le congé sur la périphérie. Puis une gravure de texte sur la tranche.
C'est Noël avant l'heure, j'étais comme un môme
Je suis étonné par le faible bruit de la broche : celui qui en fait le plus, c'est l'aspirateur. Et c'est pourtant un vert et noir...
On va y adapter un porte embout
La table à dépression, c'est super (j'ai appris que le medium 3mm était suffisamment poreux pour plaquer une pièce dessus) mais le bruit de la pompe à vide est intenable (surtout pour le voisinage)






Bonne journée
Jean

Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: CNC : premier usinage en solo
![]() dh42 Jeu 24 Oct 2019 - 16:07
dh42 Jeu 24 Oct 2019 - 16:07
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Jeu 24 Oct 2019 - 19:45
dh42 Jeu 24 Oct 2019 - 19:45
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() nagut Jeu 24 Oct 2019 - 20:26
nagut Jeu 24 Oct 2019 - 20:26
elle a l'air pas mal
comme David, dans le bois il faut y aller; mais çà s’apprend

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC : premier usinage en solo
![]() Jivé Jeu 24 Oct 2019 - 20:31
Jivé Jeu 24 Oct 2019 - 20:31
Voilà ce que j'ai mis :
Pour les poches, fraise flute crantée 3.175
Fraise helicoidale crantée 3.175 de même diam VR 16000 VA 600 VPl300 Passe 1mm Prof 5 mm
Pour l'écriture
Fraise 2 dents hélicoidale 1,2 mm 16000 t/min VA 600 Plongée 300 Passe 0,4 Prof 2 mm
Fraise javelot prismatique 3.175 R 16000 VA 150 VPl 100 Passe 1 Prof 1 mm
Il faudrait quelles valeurs ?
- dans du pin
- du hêtre, du chêne, frêne
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Jeu 24 Oct 2019 - 20:51
dh42 Jeu 24 Oct 2019 - 20:51
Fraise helicoidale crantée 3.175 de même diam VR 16000 VA 600 VPl300 Passe 1mm Prof 5 mm
Ah oui, il me semblait bien que c'était lent ...
En supposant une fraise Ø3 (ou 3.175) 2 dents, tu peux tourner à 24000 tr, avance à 2000/2400 mm/min, passes de 3mm ... plongée 600 mm/min
Si c'est une fraise à une seule dent, divise l'avance par 2 (donc 1000 à 1200 mm/min)
Par cranté, tu veux parler de ça ?

Fraise 2 dents hélicoidale 1,2 mm 16000 t/min VA 600 Plongée 300 Passe 0,4 Prof 2 mm
24000 tr - avance à 800 passes 1mm
Fraise javelot prismatique 3.175 R 16000 VA 150 VPl 100 Passe 1 Prof 1 mm
24000 tr - 500/600 mm/min
Il faudrait quelles valeurs ?
- dans du pin
- du hêtre, du chêne, frêne
J'avoue que je ne fais pas trop de différence à l'usinage ; tous les bois on l'air mous face à une fraise carbure ...
un exemple dans de l'érable (c'est dur) avec une machine légère comparée à celle de tes photo.
[Vous devez être inscrit et connecté pour voir ce lien]
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() nagut Jeu 24 Oct 2019 - 21:02
nagut Jeu 24 Oct 2019 - 21:02
Jivé a écrit:C'est du Douglas (j'ai prévu de le faire en hêtre mais d'abord, je me suis fait la main sur du tendre)
Pour les poches, fraise flute crantée 3.175
Fraise helicoidale crantée 3.175 de même diam VR 16000 VA 600 VPl300 Passe 1mm Prof 5 mm
je sais pas ce que tu appelle "Fraise helicoidale crantée" , c'est une fraise 2 dents ?
moi j'utilise des fraises coupe diamant" et en Ø3 je tourne à 20/22000 trmn , avance 1400, profondeur de passe 3 à 4 mm.

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC : premier usinage en solo
![]() Jivé Jeu 24 Oct 2019 - 21:20
Jivé Jeu 24 Oct 2019 - 21:20

Crantee, celle de gauche
Envoyé depuis l'appli Topic'it
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() Jivé Jeu 24 Oct 2019 - 22:55
Jivé Jeu 24 Oct 2019 - 22:55
dh42 a écrit:
Par cranté, tu veux parler de ça ?
Oui, c'est ça.
Quel est son nom officiel et son usage préférentiel ?
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Jeu 24 Oct 2019 - 23:18
dh42 Jeu 24 Oct 2019 - 23:18
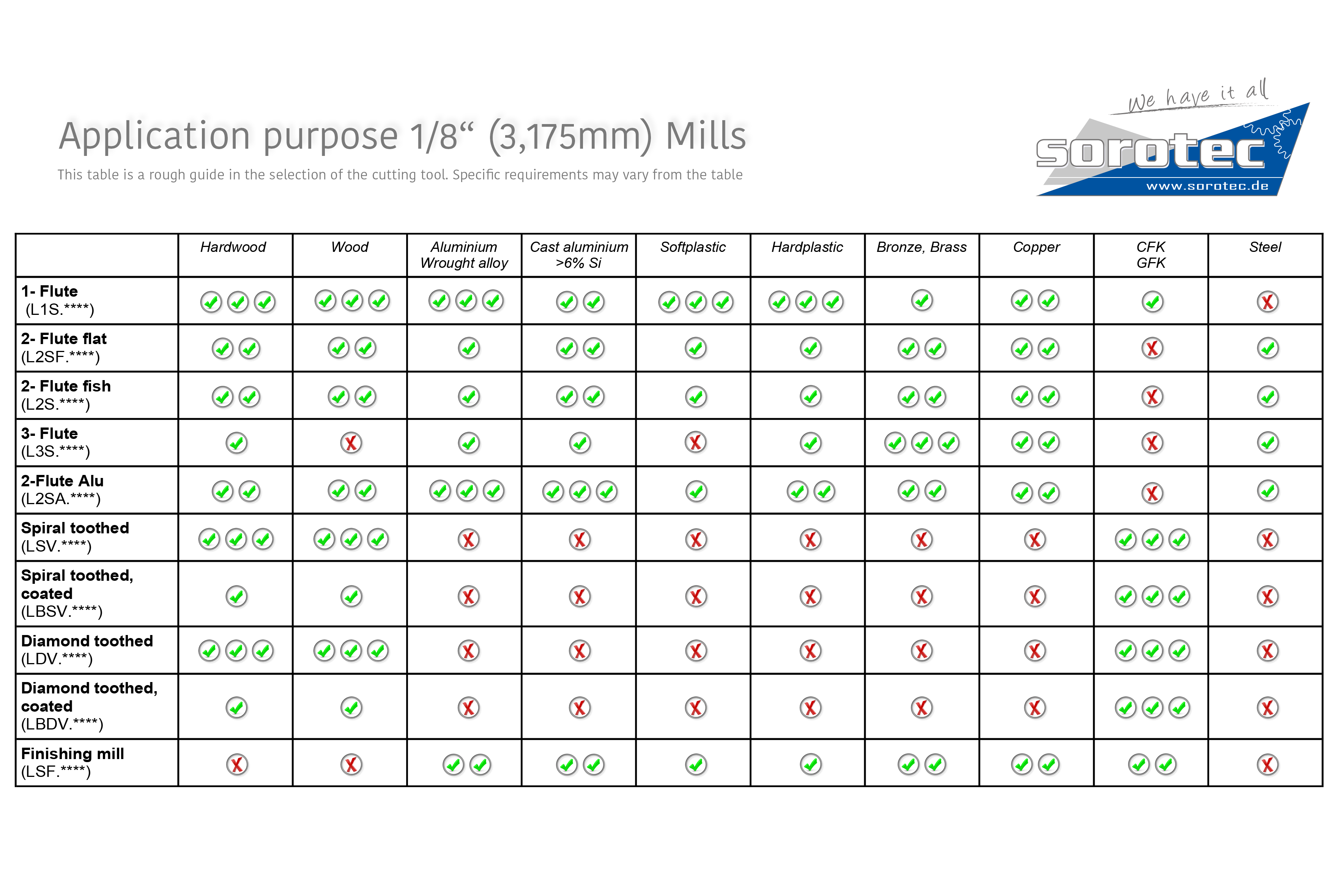
Chez SRT ils appellent ça spiral toothed (spirale dentées) ... pour ma part j’appelle ça une denture brise copeau ; utilisable pour Bois, bois dur, fibre de verre, de carbone, circuits imprimé.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() Jivé Ven 25 Oct 2019 - 7:35
Jivé Ven 25 Oct 2019 - 7:35
nagut a écrit:c'est quoi ta cn ? j'ai du louper un truc....
elle a l'air pas mal
Salut nagut
C'est du Made in China. Une TPE (2 p) qui importe en direct fabricant. L'un s'occupe de l'importation ; l'une de la mise en route / formation / assistance. La CNC est reliée à un mini pc en USB. Il y a la table à dépression et une pompe à vide, mais quand elle tourne, elle fait le vide... autour d'elle !
Je ne sais pas s'il y a moyen de la placer en caisson, il lui faut bien des entrée sorties d'air.
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() nagut Ven 25 Oct 2019 - 8:08
nagut Ven 25 Oct 2019 - 8:08
pour la pompe à vide, oui,çà fait du bruit
j'en avais une au boulot quant je travaillais encore; elle était dans une pièce en dehors de mon atelier.
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC : premier usinage en solo
![]() Jivé Ven 25 Oct 2019 - 9:37
Jivé Ven 25 Oct 2019 - 9:37
Voilà, je viens de terminer l'inventaire des fraises (il y a aussi une Cifette pour les circuits imprimés et donc déjà du stock)
Jusqu'où on peut descendre en diamètre pour utiliser ces fraises avec la CNC (la blanche et bleue) ?
Comme il va falloir former de futurs utilisateurs, quels sont les consommables les plus utilisés et les fraises plus précieuses à garder pour des usages maîtrisés ?
J'ai cru comprendre que le plus courant était :
- la fraise droite hélicoïdale à 2 dents, la "bonne à tout faire" pour les matériaux tendres
- 2 dents fish tail pour les matériaux durs
-les pointes javelot pour la gravure
L'usage sera bois, medium, CP, alu (type AG3M anodisé sur les 2 faces, vu le Formalu Evolution chez Gamma tec pour des façades de boîtiers), ABS type Gravoply, laiton
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Sam 26 Oct 2019 - 1:03
dh42 Sam 26 Oct 2019 - 1:03
Je ne peux pas ouvrir ton fichier ; si je me base à la photo un peu plus haut, il me semble voir des fraises 1 dent sur la droite ; à garder pour le détourage dans l'alu (massif) ; ça dégage mieux les copeaux. En général, ne pas utiliser de fraises HSS pour le bois, ça se désafute trop vite ; préférer du carbure. Les fraises spiral toothed ne vont pas pour l'alu.
Pour les fraises cylindriques, il faut aussi vérifier si c'est une coupe au centre ou non, si ça ne l'est pas, elle ne doit pas être utilisée en plongée.
Il y a la table à dépression et une pompe à vide, mais quand elle tourne, elle fait le vide... autour d'elle !
C'est sûr que ce n'est pas très discret mais au final le pire pour moi c'était le bruit de la fraise coupant la matière, un méchant bruit de sirène très pénible ... (et 2 CN qui tournaient en même temps !)
Comme il va falloir former de futurs utilisateurs, quels sont les consommables les plus utilisés et les fraises plus précieuses à garder pour des usages maîtrisés ?
Les fraises c'est du consommable, donc "à garder" serait plutôt "à tenir en stock"
Les 2 dents cylindrique carbure passent à peut près partout et sur toute matières si tu ne cherche pas le rendement maxi, donc à tenir en stock dans les tailles les plus utiles ; 2mm, 3mm, 6mm, 8mm ...
Si une fraise à été utilisée pour couper du bois/dérivés ou autres matières abrasive, ne plus l'utiliser pour l'alu (en fait réserver des fraises uniquement pour l'alu et rien d'autre ; le HSS va bien dans l'alu et est souvent bien moins cher que le carbure)
fraises plus grosses pour surfacer un martyre bois ou un bloc de bois, les fraises carbure de défonceuse Ø20/25 font l'affaire. (même dans l'alu si passes faibles)
une série de fraise à graver (fraises javelot) en 30 - 45 et 60°, et éventuellement une fraise "à écrire" comme sur le lien suivant pour le bois dans le cas d'utilisation du V-carving (V-Grave sur CamBam)
[Vous devez être inscrit et connecté pour voir ce lien]
après, je dirais qu'il peut être nécessaire d'acheter d'autres outils en fonction des projets et du type d'usinages à faire ; dans un fablab ça doit être plus compliqué à gérer, car je suppose que chacun arrive avec ses propres projets ...
Jusqu'où on peut descendre en diamètre pour utiliser ces fraises avec la CNC
Perso je ne suis pas descendu en dessous de Ø1, mais il y a plus petit ; par exemple ici ça commence à 0.3
[Vous devez être inscrit et connecté pour voir ce lien]
Sur le forum il me semble que Diomedea à utilisé une fraise de 0.5mm (pour son boitier de télécommande CNc il me semble)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() Jivé Sam 26 Oct 2019 - 7:14
Jivé Sam 26 Oct 2019 - 7:14
Merci pour toutes les précisions que j'étudierai plus en détail ce soir.
Vite fait, un nouvel inventaire en format excel et html (le précédent était un calc libre office, désolé)
Je m'en suis servi pour composer une bibliothèque d'outils en attendant de voir comment je pourrais utiliser des bibliothèques d'usinage (la logique, je l'ai saisie, c'est plutôt quels paramètres sont les plus récurrents qu'il me faut déterminer)
A+
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() Jivé Ven 8 Nov 2019 - 20:43
Jivé Ven 8 Nov 2019 - 20:43
On va enfin pouvoir usiner et plus bricouler du bridage à vis...
Avec pour base différents fils MB, un système amovible pour conserver l'usage ponctuel de la table aspirante (niveau 0) montée d'origine :
- un plateau de base (niveau 1)fixé sur les 3 rails de la table aspirante, avec des écrous à griffes pour fixer le martyr
- un plateau martyr (niveau 2) avec des écrous à griffes de 8 mm tous les 100 mm (martyr interchangeable à préparer en fonction des besoins et des pièces)

Système provisoire pour tester ses avantages et inconvénients éventuels, en médium 18. Si validé, on passera à du CP de qualité. Voire plus si affinités : une plaque en alu percée et taraudée (moins épais et plus raide)
Reste à voir comment implanter un bac pour la rétention de fluides en cas d'arrosage lors d'usinage d'alu (il y a déjà la pompe et le booster venturi) sur la table de niveau 2
Cdlt
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() Jivé Mar 19 Nov 2019 - 22:19
Jivé Mar 19 Nov 2019 - 22:19
Bon, finalement, le bridage tous les 100 mm, c'est pas top. Trop de "creux" ou il faut des brides à rallonge.

Tous les 50 mm, ça devrait le faire. Mais faut pas fraiser aux endroits déjà faits !

Il manque encore 42 écrous à griffes !!!

Prochaine étape : des brides alu...
Cdlt
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Mar 19 Nov 2019 - 23:58
dh42 Mar 19 Nov 2019 - 23:58
Tous les 50 mm, ça devrait le faire. Mais faut pas fraiser aux endroits déjà faits !
Murfy s'en mêlant tout le temps, tu verra que tu tombera toujours sur un truc qui nécessiterait une bride .... là ou tu ne peux pas en mettre ! ... c'est réglé comme du papier à musique !


Gaffe aux vis de fixation lors du surfaçage ! ... il y a peu j'ai explosé une fraise de 20 en touchant une vis !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() Jivé Mer 20 Nov 2019 - 8:56
Jivé Mer 20 Nov 2019 - 8:56
C'est comme les serre-joints alors, tous plus un, on reste en pays de connaissance.dh42 a écrit:
tu tombera toujours sur un truc qui nécessiterait une bride .... là ou tu ne peux pas en mettre !
Je l'ai réalisé après coup, j'aurais dû prendre plus qu'un mm de marge sur le lamage...
Gaffe aux vis de fixation lors du surfaçage ! ... il y a peu j'ai explosé une fraise de 20 en touchant une vis !
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() dh42 Mer 20 Nov 2019 - 23:35
dh42 Mer 20 Nov 2019 - 23:35
Sur les miens, j'utilise des vis à tête fraisée (des FHc) ; ça permet de mieux les noyer ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() Jivé Jeu 21 Nov 2019 - 7:20
Jivé Jeu 21 Nov 2019 - 7:20
@David : avec les vis, j'avais peur d'écraser le medium (martyr provisoire de validation) A tester, en fait.
Voilà le premier usinage, des brides en hêtre.




Je n'ai pas surfacé le martyr, ce qui doit expliquer pourquoi l'intérieur de certains contours a sauté malgré les attaches.
Cdlt
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC : premier usinage en solo
![]() lamecanique76 Jeu 21 Nov 2019 - 16:14
lamecanique76 Jeu 21 Nov 2019 - 16:14
beau travail
oui c'est possible 1/10 de défaut du plateau
c'est peu mais suffisant pour que la limite de tenue des pièces soit atteinte

lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: CNC : premier usinage en solo
![]() dh42 Jeu 21 Nov 2019 - 23:10
dh42 Jeu 21 Nov 2019 - 23:10
Ah oui, le surfaçage du martyre c'est important, voir même crucial si tu fais de la gravure (fraise en V) car avec le V de la fraise le moindre écart de planéité fait que la largeur du "trait" usiné varie énormément et ça se vois bien (trait trop fin au au contraire trop large)
En principe, un martyre ça se surface à chaque démontage/remontage, car le simple fait de serrer les vis de fixation le déforme, même si comme moi tu prends la précaution de le serrer toujours de la même façon (ordre et couple de serrage ; un peu comme une culasse
Dans mon cas il m'est même arrivé de devoir le surfacer bien qu'il n'ai pas été démonté car au bout de quelques semaines de changement de T° et hygro, il se déforme (dans mon cas, les "coins" qui remontent) et tu a vite quelques 1/10 d'écart un peu partout.
Pour les attaches, dans le bois, il faut aussi penser au sens du fil ; il y a un sens ou elles cassent facilement ; en général, j'utilise des attaches de 1mm de haut (finies) et la version "triangulaire" pour éviter les marques sur le bord de la pièce à l'endroit ou la fraise monte/descend.
sens du fil pour les attaches (bon dans du hêtre c'est moins évident par contre pour le sens du fil)

Pense aussi que la hauteur des attaches part de la profondeur finale d'usinage, donc si par exemple tu coupe 3/10 ieme de plus que l'épaisseur de la pièce pour être sûr de bien passer au travers (nécessaire dans le cas d'un martyr pas trop plat) il y aura 3/10 d'attache usinée dans le martyre et dans le cas d'attache de 1mm de haut, elles ne feront en fait plus que 0.7 ... donc à prendre en compte dans tes réglages de hauteur d'attache.
.. et un truc bête, mais lors de leur placement dans CamBam, il faut aussi penser à leur retrait une fois la pièce usinée, donc ne pas les mettre dans des endroits trop ch*** à poncer !
Tes usinages sur la vidéo, c'est avec une fraise "spiral toothed" ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC : premier usinage en solo
![]() Jivé Ven 22 Nov 2019 - 13:01
Jivé Ven 22 Nov 2019 - 13:01
Bon, tous ces conseils, c'est bien noté (je me fais une synthèse au fur et à mesure, sinon je m'y perdrais)
dh42 a écrit:
Tes usinages sur la vidéo, c'est avec une fraise "spiral toothed"
J'ai utilisé cette fraise spirales crantées 3.175 2 dents livrée avec la machine du Fablab
Fraise spirales crantées – Ø 3,175mm shop.fraiseusecnc.com/
Pour mon usage, j'ai voulu commander des fraises similaires, ici :
end-mill-carbide-single-1-flute-two-2-flutes-3mm-3-175mm-cnc-router-bits-set-L60
J'ai cru commander ce modèle 2 dents


et j'ai reçu ces 1 dent

J'avais en fait commandé ce modèle


Je suis paré pour l'alu alors
Du coup j'ai commandé à nouveau la version 2 dents
Sinon, j'avais vu un autre jeu:
10pcs-set-0-8-3-175mm-Carbide-End-Milling-Cutter-CNC-Router-Bit
Et voilà ce que ça donne


Ca a l'air pas mal, à part le casse-tête bien chinois pour ouvrir la boîte


Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» [CamBam] Usinage 3D - Limiter la zone d'usinage
» Lurem Solo 8
» Dépose moteur aspirateur Solo 8 Lurem
» Aux possesseurs de SAR Lurem SAR 400 ou SOLO 4