






Optimiser un usinage : quel est votre processus ?
3 participants
Page 1 sur 1

 Optimiser un usinage : quel est votre processus ?
Optimiser un usinage : quel est votre processus ?
![]() ygicq Lun 26 Fév 2018 - 11:24
ygicq Lun 26 Fév 2018 - 11:24
Bonjour,
Après avoir fait l'acquisition d'une CNC Heiz à la place d'une ID-CNC, voici deux usinages réalisés pour mon fils, féru de Starwars (les jetons en plastique proviennent du Monopoly SW) :

Cela m'a pris pas mal de temps pour arriver à avoir un dessin correct. J'ai dû refaire une grosse partie dans CamBam. La finesse me convient tout à fait. Le CTP 10 mm peuplier s'usine bien et ne se casse pas si on prend des bordures assez épaisses.
Mon processus :
Omnigraffle (Mac) ou Inkscape -> CamBam -> Mach 3
Mon processus de production :
Cela me semble laborieux. Ne pourrait-on pas à la main dans le gcode, mettre une pause et n'avoir qu'un seul fichier ? J'explorerai cette option évidente.
Je suis curieux de savoir quels logiciels vous utilisez pour déverser facilement dans CamBam (ou directement dans Mach 3) et comment vous gérez les différentes phases pour optimiser (changements de fraises, etc.).
Après avoir fait l'acquisition d'une CNC Heiz à la place d'une ID-CNC, voici deux usinages réalisés pour mon fils, féru de Starwars (les jetons en plastique proviennent du Monopoly SW) :
Cela m'a pris pas mal de temps pour arriver à avoir un dessin correct. J'ai dû refaire une grosse partie dans CamBam. La finesse me convient tout à fait. Le CTP 10 mm peuplier s'usine bien et ne se casse pas si on prend des bordures assez épaisses.
Mon processus :
Omnigraffle (Mac) ou Inkscape -> CamBam -> Mach 3
Mon processus de production :
- Calcul des paramètres (Excel de David)
- CamBam 2 fichiers (un d'ébauche, un de finition, taille de la fraise différente/paramètres ajustés)
- Mach 3 :
- Mise à l'origine X/Y/Z
- Fraisage 1er fichier en gcode
- Changement manuel de fraise
- Remise à zéro du Z
- Fraisage 2e fichier en gcode
Cela me semble laborieux. Ne pourrait-on pas à la main dans le gcode, mettre une pause et n'avoir qu'un seul fichier ? J'explorerai cette option évidente.
Je suis curieux de savoir quels logiciels vous utilisez pour déverser facilement dans CamBam (ou directement dans Mach 3) et comment vous gérez les différentes phases pour optimiser (changements de fraises, etc.).

ygicq- petit nouveau

- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53

Re: Optimiser un usinage : quel est votre processus ?
![]() ramses Lun 26 Fév 2018 - 11:53
ramses Lun 26 Fév 2018 - 11:53
Bonjour à tous,
pas besoin de faire 2 fichiers ! Quand, dans CamBam, tu changes de diametre de fraise, le code contient ce changement et Mach3 fera l'arret pour que tu changes de fraise et fasses le zero. Une fois que c'est fait, il te suffit de relancer.
Bien à vous tous
pas besoin de faire 2 fichiers ! Quand, dans CamBam, tu changes de diametre de fraise, le code contient ce changement et Mach3 fera l'arret pour que tu changes de fraise et fasses le zero. Une fois que c'est fait, il te suffit de relancer.
Bien à vous tous

ramses- complétement accro

- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Optimiser un usinage : quel est votre processus ?
![]() dh42 Lun 26 Fév 2018 - 18:33
dh42 Lun 26 Fév 2018 - 18:33
Salut,
Si le numéro d'outil change d'une opération à une autre (et non le Ø), CamBam générera un changement d'outil dans le Gcode (Tn M6)
je te met un fichier exemple vite fait en PJ avec 2 outils différents, une fraise de Ø3 n°5 et une fraise de Ø1.5, n°3
tu obtiendra un changement d'outil entre Poche1 et Contour1, et un autre entre contour2 et contour_ext.
Il faut faire attention à ce qu'il n'y ai pas d'incohérence entre n° d'outils et Ø. Par exemple si un outil n°2 à un Ø de 5mm dans une op, ce même n° d'outil ne pourra pas avoir un Ø de 10mm dans une autre. Le mieux c'est d'utiliser une biblio d'outil, ça évite ce genre de gaffes.
Ne pas utiliser le n°0 pour les outils, ça désactive le changement d'outil.
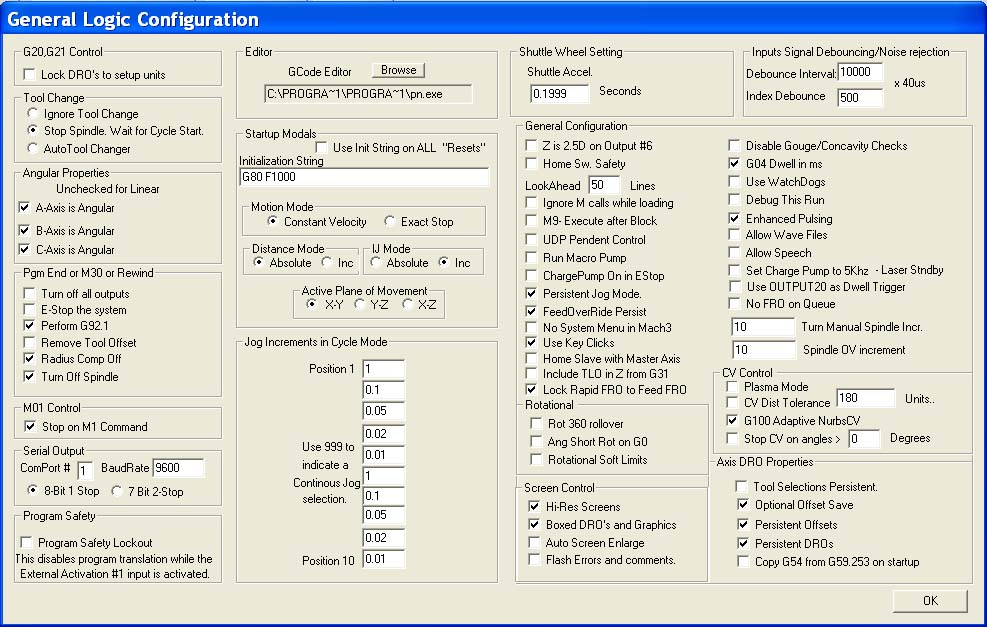
Dans Mach3, assure toi que les changements d'outils sont actifs (config/general config > Stop spindle, wait for cycle start coché)
Un peu plus d'infos ici sur les outils.
http://www.metabricoleur.com/t7468-cambam-cutviewer-et-gestion-d-outils
++
David
Si le numéro d'outil change d'une opération à une autre (et non le Ø), CamBam générera un changement d'outil dans le Gcode (Tn M6)
je te met un fichier exemple vite fait en PJ avec 2 outils différents, une fraise de Ø3 n°5 et une fraise de Ø1.5, n°3
tu obtiendra un changement d'outil entre Poche1 et Contour1, et un autre entre contour2 et contour_ext.
Il faut faire attention à ce qu'il n'y ai pas d'incohérence entre n° d'outils et Ø. Par exemple si un outil n°2 à un Ø de 5mm dans une op, ce même n° d'outil ne pourra pas avoir un Ø de 10mm dans une autre. Le mieux c'est d'utiliser une biblio d'outil, ça évite ce genre de gaffes.
Ne pas utiliser le n°0 pour les outils, ça désactive le changement d'outil.
Dans Mach3, assure toi que les changements d'outils sont actifs (config/general config > Stop spindle, wait for cycle start coché)
Un peu plus d'infos ici sur les outils.
http://www.metabricoleur.com/t7468-cambam-cutviewer-et-gestion-d-outils
++
David
- Fichiers joints

- medSW.zip Vous n'avez pas la permission de télécharger les fichiers joints.(3 Ko) Téléchargé 3 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Optimiser un usinage : quel est votre processus ?
![]() ramses Lun 26 Fév 2018 - 23:22
ramses Lun 26 Fév 2018 - 23:22
Bonsoir a tous,
David, dans Cambam j'ai attribue un n° a chaque modele de fraise, donc quand je choisis une autre fraise lors de l'usinage, c'est donc d'office un changement de numéro d'outil.
Mais tu fais bien de préciser et d'insister que c'est au changement du numéro d'outil car tous n'utilisent pas la numérotation d'outil ! Et dans ce cas, ma réponse n'apportera pas d'arrêt de mach3 pour le changement d'outil puisque ce sera simplement un changement de diamètre sans ref de numero d'outil different !
Merci d'avoir relevé, ca permettra à ygicq de ne pas se demander pourquoi "ca ne le fait pas"
Bien à vous tous
David, dans Cambam j'ai attribue un n° a chaque modele de fraise, donc quand je choisis une autre fraise lors de l'usinage, c'est donc d'office un changement de numéro d'outil.
Mais tu fais bien de préciser et d'insister que c'est au changement du numéro d'outil car tous n'utilisent pas la numérotation d'outil ! Et dans ce cas, ma réponse n'apportera pas d'arrêt de mach3 pour le changement d'outil puisque ce sera simplement un changement de diamètre sans ref de numero d'outil different !
Merci d'avoir relevé, ca permettra à ygicq de ne pas se demander pourquoi "ca ne le fait pas"
Bien à vous tous
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Optimiser un usinage : quel est votre processus ?
![]() ygicq Mer 28 Fév 2018 - 20:33
ygicq Mer 28 Fév 2018 - 20:33
Merci à vous deux !
grâce à vous, je rentre un peu plus dans les arcanes de Mach3. Je pensais naïvement que numéroter les outils, c'était pour les pro munis de broche à changement automatique d'outil
Je testerai donc ce week-end sur une forme simple.
Merci encore pour l'explication et l'exemple !
Igor.
grâce à vous, je rentre un peu plus dans les arcanes de Mach3. Je pensais naïvement que numéroter les outils, c'était pour les pro munis de broche à changement automatique d'outil
Je testerai donc ce week-end sur une forme simple.
Merci encore pour l'explication et l'exemple !
Igor.
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53

 Sujets similaires
Sujets similaires» A votre avis quel est le bon choix de courroie ?
» Quel montage d'usinage pour les bouvetages à 90°
» quel serait votre choix entre une lurem RD 26 F et une BERNARDO TYPE ADM260 ou équivalent
» Portail Bois Battant
» Processus pour fabriquer une pièce...
» Quel montage d'usinage pour les bouvetages à 90°
» quel serait votre choix entre une lurem RD 26 F et une BERNARDO TYPE ADM260 ou équivalent
» Portail Bois Battant
» Processus pour fabriquer une pièce...
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum