






Choix d'une CNC pour remplacer une ID-CNC
+5
silky
Thierry67
stampeSV4
dh42
ygicq
9 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Choix d'une CNC pour remplacer une ID-CNC
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Lun 4 Déc 2017 - 14:55
ygicq Lun 4 Déc 2017 - 14:55
La Stepcraft semble bien pour la polyvalence avec un laser, ou une tête d'imprimante 3D, etc. S'ils améliorent souvent leur modèle, au bout d'un moment, ça tiendra la route pour le fraisage de l'alu.
Pour l'instant, je me fixe une Heiz ou autre dans les 2000€. J'avais demandé les options pour savoir, et je me retrouve avec un devis à élaguer de 4090€.
Certaines parties sont simples à retirer (par exemple broche Suhner à 200€ HT, ce qui me semble un très bon prix, mais j'ai déjà une Kress 1050), mais d'autres non.
De plus, ils me proposent une offre avec ConstruCAM gratuit si je prend une autre CNC que celle-ci. Je ne sais pas si cela fait double emploi avec CamBam, si c'est mieux ou pas.
Il faudrait que je trouve un moyen de vérifier ce qu'il faut absolument laisser, et ce qui est vraiment une option.
L'un de vous est familier des devis ?
Je remets ici (sans les prix) ce que j'ai compris :
Obligatoire :
portal milling machine High-Z S-400
5-channel controller Zero-3 (Rev. 1.3) for High-Z series, 110 - 240 Volt, 50/60 Hz
Options :
milling-kit for High-Z S-400 (add. part to work on very hard materials)
Suhner milling motor UAD 30-RF, 230 Volt, 50/60Hz with 8 and 10mm collet
cutter set, 10 pieces (1+2+3mm, shaft 3,175mm) for wood and aluminium/ plastic
slot nut 8, with M6, 10 pieces incl. srews M6x25
clamping claw 50x20x10mm M6, nut 7mm
hand-lever grease press + grease 400g + 100ml oil
? cable harness for HighZ S-400
? t-slot plate for High-Z S-400 2 parts, 320x790mm
? assembling t-slot table
? collet set for Kress+Suhner milling motor 3,00mm / 3,175mm (1/8") / 6,00mm
? suction for Kress or Suhner milling motor dimensions 135x60x30mm / ABS Ø32/38mm
? Netzwerk Switch 5-port 10/100 Mbit/s + Lan Kabel 1m
? Kinetic-NC Steuerungssoftware incl. Cnc-Pod (LAN), Networkable + Power USB cable
Si je comprends bien, ils me proposent une table pour clamper, une broche Suhner et aussi une boîte additionnelle pour être en Ethernet ou USB.
Je ne sais pas si je suis obligé de prendre le collet set et l'embout pour aspiration (?)
Voilà où j'en suis.
Pour l'instant, je me fixe une Heiz ou autre dans les 2000€. J'avais demandé les options pour savoir, et je me retrouve avec un devis à élaguer de 4090€.
Certaines parties sont simples à retirer (par exemple broche Suhner à 200€ HT, ce qui me semble un très bon prix, mais j'ai déjà une Kress 1050), mais d'autres non.
De plus, ils me proposent une offre avec ConstruCAM gratuit si je prend une autre CNC que celle-ci. Je ne sais pas si cela fait double emploi avec CamBam, si c'est mieux ou pas.
Il faudrait que je trouve un moyen de vérifier ce qu'il faut absolument laisser, et ce qui est vraiment une option.
L'un de vous est familier des devis ?
Je remets ici (sans les prix) ce que j'ai compris :
Obligatoire :
portal milling machine High-Z S-400
5-channel controller Zero-3 (Rev. 1.3) for High-Z series, 110 - 240 Volt, 50/60 Hz
Options :
milling-kit for High-Z S-400 (add. part to work on very hard materials)
Suhner milling motor UAD 30-RF, 230 Volt, 50/60Hz with 8 and 10mm collet
cutter set, 10 pieces (1+2+3mm, shaft 3,175mm) for wood and aluminium/ plastic
slot nut 8, with M6, 10 pieces incl. srews M6x25
clamping claw 50x20x10mm M6, nut 7mm
hand-lever grease press + grease 400g + 100ml oil
? cable harness for HighZ S-400
? t-slot plate for High-Z S-400 2 parts, 320x790mm
? assembling t-slot table
? collet set for Kress+Suhner milling motor 3,00mm / 3,175mm (1/8") / 6,00mm
? suction for Kress or Suhner milling motor dimensions 135x60x30mm / ABS Ø32/38mm
? Netzwerk Switch 5-port 10/100 Mbit/s + Lan Kabel 1m
? Kinetic-NC Steuerungssoftware incl. Cnc-Pod (LAN), Networkable + Power USB cable
Si je comprends bien, ils me proposent une table pour clamper, une broche Suhner et aussi une boîte additionnelle pour être en Ethernet ou USB.
Je ne sais pas si je suis obligé de prendre le collet set et l'embout pour aspiration (?)
Voilà où j'en suis.
ygicq- petit nouveau

- Messages : 24
Date d'inscription : 22/08/2013

Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Lun 4 Déc 2017 - 22:58
dh42 Lun 4 Déc 2017 - 22:58
Salut,
Oui, ce que tu a marqué dans obligatoire l'est, tout le reste c'est des options ; broche, accessoires de bridage, table alu, kit de fixation de la table alu, jeu de fraises, pompe à graisse, jeu de pinces pour la Kress, sabot d'aspiration, switch Ethernet, contrôleur Ethernet.
Je ne connais pas ce soft, mais oui, c'est une FAO (CAM en anglais) comme CamBam.
++
David
Oui, ce que tu a marqué dans obligatoire l'est, tout le reste c'est des options ; broche, accessoires de bridage, table alu, kit de fixation de la table alu, jeu de fraises, pompe à graisse, jeu de pinces pour la Kress, sabot d'aspiration, switch Ethernet, contrôleur Ethernet.
De plus, ils me proposent une offre avec ConstruCAM gratuit si je prend une autre CNC que celle-ci. Je ne sais pas si cela fait double emploi avec CamBam, si c'est mieux ou pas.
Je ne connais pas ce soft, mais oui, c'est une FAO (CAM en anglais) comme CamBam.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Mar 5 Déc 2017 - 23:50
ygicq Mar 5 Déc 2017 - 23:50
Merci David pour tes précisions, encore une fois !
J'ai reçu le 2ème devis avec une High-Z S-720 pour voir l'écart, et le soft gratuit, mais c'est le modèle ConstruCam3D ECO qu'ils ont noté comme gratuit avec celle-ci.
Donc ConstruCAM <-> CamBam et Kinetic-NC <-> Mach3 pour contrôler l'électronique.
Une bonne semaine de réflexion avec tous ces éléments et je devrais pouvoir commander
C'est tentant d'avoir plus grand, c'est clair...
J'ai reçu le 2ème devis avec une High-Z S-720 pour voir l'écart, et le soft gratuit, mais c'est le modèle ConstruCam3D ECO qu'ils ont noté comme gratuit avec celle-ci.
Donc ConstruCAM <-> CamBam et Kinetic-NC <-> Mach3 pour contrôler l'électronique.
Une bonne semaine de réflexion avec tous ces éléments et je devrais pouvoir commander
C'est tentant d'avoir plus grand, c'est clair...

ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Mer 6 Déc 2017 - 0:15
dh42 Mer 6 Déc 2017 - 0:15
Salut,
Pour l'instant tu n'a aucun soft ? (sous entendu avec la licence)
++
David
Pour l'instant tu n'a aucun soft ? (sous entendu avec la licence)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Mer 6 Déc 2017 - 21:57
ygicq Mer 6 Déc 2017 - 21:57
Salut David,
J'ai Mach3 et CamBam. J'avais acheté l'ID-CNC en version Premium avec ces softs.
Après suppression du vraiment superflu (la broche suhner, les collets, les fraises, et la partie Ethernet / USB), j'arrive à un budget de 3000€ environ pour la petite CNC (High-Z S400).
J'ai conservé la table en T qui se fixe, car je sais que c'est toujours galère de brider des pièces.
Il y a un dernier point à voir : ils m'ont mis une version de carte pour 5 axes. Peut-être qu'ils ont une version 4 axes moins chère.
Le 4e axe je m'en servirai sûrement un jour, l'idée me plaît bien, par exemple pour réaliser des engrenages. Pour le 5e axe, je ne me vois pas pivoter le corps de la fraiseuse.
Je vais refaire mes comptes et voir si je me lance.
Igor.
J'ai Mach3 et CamBam. J'avais acheté l'ID-CNC en version Premium avec ces softs.
Après suppression du vraiment superflu (la broche suhner, les collets, les fraises, et la partie Ethernet / USB), j'arrive à un budget de 3000€ environ pour la petite CNC (High-Z S400).
J'ai conservé la table en T qui se fixe, car je sais que c'est toujours galère de brider des pièces.
Il y a un dernier point à voir : ils m'ont mis une version de carte pour 5 axes. Peut-être qu'ils ont une version 4 axes moins chère.
Le 4e axe je m'en servirai sûrement un jour, l'idée me plaît bien, par exemple pour réaliser des engrenages. Pour le 5e axe, je ne me vois pas pivoter le corps de la fraiseuse.
Je vais refaire mes comptes et voir si je me lance.
Igor.
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Mer 6 Déc 2017 - 22:47
dh42 Mer 6 Déc 2017 - 22:47
Salut,
Dans ce cas, il veut mieux rester avec ces deux la, ça te fera des économies et ça t'évitera de devoir tout ré-apprendre !
Prends la en port //, de façon à pouvoir la piloter en direct avec Mach3, comme ton ID, et si plus tard ce ne te suffit pas, tu peux toujours faire comme moi et intercaler une carte Ethernet entre le PC et le contrôleur en // ... ça étale les dépenses ..
Normal, il y a déjà 4 axes d'utilisés (2 pour les 2 moteurs du Y), donc en fait le 5ieme sert pour le 4ième axe si tu en monte un.
Je viens de regarder les tarifs entre la 400S (vis trap) et la 400T (vis à billes) ... quand même 1000€ de plus pour les VàB, ça fait mal !
++
David
J'ai Mach3 et CamBam.
Dans ce cas, il veut mieux rester avec ces deux la, ça te fera des économies et ça t'évitera de devoir tout ré-apprendre !
Prends la en port //, de façon à pouvoir la piloter en direct avec Mach3, comme ton ID, et si plus tard ce ne te suffit pas, tu peux toujours faire comme moi et intercaler une carte Ethernet entre le PC et le contrôleur en // ... ça étale les dépenses ..
Il y a un dernier point à voir : ils m'ont mis une version de carte pour 5 axes. Peut-être qu'ils ont une version 4 axes moins chère.
Le 4e axe je m'en servirai sûrement un jour, l'idée me plaît bien, par exemple pour réaliser des engrenages. Pour le 5e axe, je ne me vois pas pivoter le corps de la fraiseuse.
Normal, il y a déjà 4 axes d'utilisés (2 pour les 2 moteurs du Y), donc en fait le 5ieme sert pour le 4ième axe si tu en monte un.
Je viens de regarder les tarifs entre la 400S (vis trap) et la 400T (vis à billes) ... quand même 1000€ de plus pour les VàB, ça fait mal !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Jeu 7 Déc 2017 - 10:05
ygicq Jeu 7 Déc 2017 - 10:05
dh42 a écrit:
Normal, il y a déjà 4 axes d'utilisés (2 pour les 2 moteurs du Y), donc en fait le 5ieme sert pour le 4ième axe si tu en monte un.
Voilà l'explication, merci David ! Effectivement 1 moteur = 1 axe...
J'ai reçu le dernier devis avec les choses en moins, dans les 3000€ comme prévu. J'ai accepté l'offre par mail, je vais suivre le processus.
C'est parti !!!!!
 pour l'aide et le choix, j'étais pas mal à la peine sur ce sujet. Je suis moins angoissé désormais.
pour l'aide et le choix, j'étais pas mal à la peine sur ce sujet. Je suis moins angoissé désormais.Igor.
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Jeu 7 Déc 2017 - 21:51
dh42 Jeu 7 Déc 2017 - 21:51
Salut,
Voila, plus qu'à attendre maintenant
Elle est prévue pour quand ?
++
David
Voila, plus qu'à attendre maintenant
Elle est prévue pour quand ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Dim 17 Déc 2017 - 20:35
ygicq Dim 17 Déc 2017 - 20:35
Bonsoir David,
Sur le bon de commande c'était marqué delivery / pick up date 14/12, mais ensuite plus de nouvelles. Ils espèrent que je la recoive avant Noël mais sans en être certain.
Cela fera un beau cadeau de Noël !
Igor.
Sur le bon de commande c'était marqué delivery / pick up date 14/12, mais ensuite plus de nouvelles. Ils espèrent que je la recoive avant Noël mais sans en être certain.
Cela fera un beau cadeau de Noël !
Igor.
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Dim 17 Déc 2017 - 23:08
dh42 Dim 17 Déc 2017 - 23:08
Salut,
Tu a prévu un support pour la poser ?
Si je me souviens bien, il y a 4 têtes de vis CHc M8 qui dépassent dessous (ce qui tient les blocs palier des vis du Y) il faudra donc soit que tu puisse percer le support pour faire passer les têtes (en plus ça évite que la machine se promène), ou y mettre des pieds fabrication maison.
++
David
Tu a prévu un support pour la poser ?
Si je me souviens bien, il y a 4 têtes de vis CHc M8 qui dépassent dessous (ce qui tient les blocs palier des vis du Y) il faudra donc soit que tu puisse percer le support pour faire passer les têtes (en plus ça évite que la machine se promène), ou y mettre des pieds fabrication maison.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() Pulco Lun 18 Déc 2017 - 0:26
Pulco Lun 18 Déc 2017 - 0:26
Bonjour,
Je suis câblé comme cela.
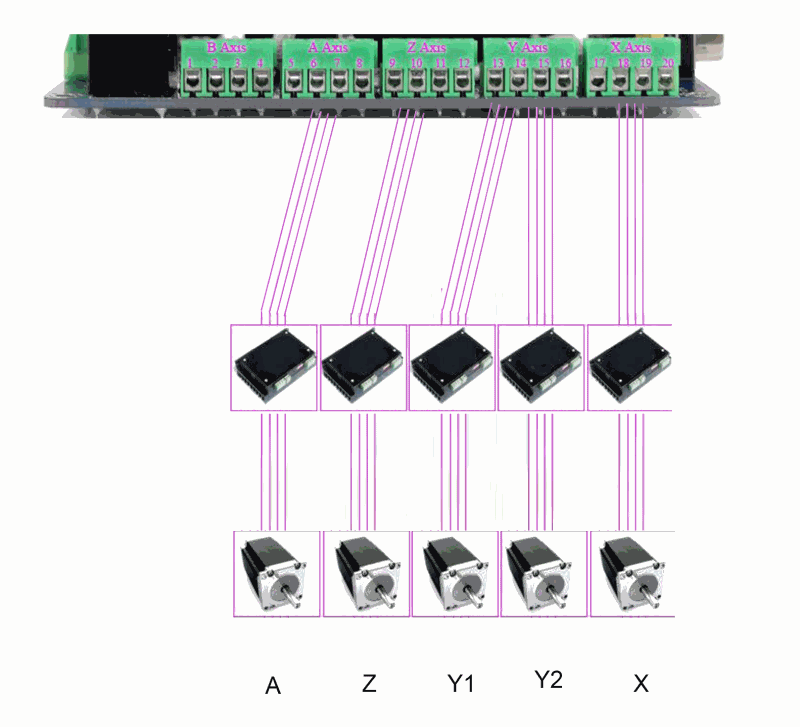
David,d'après ce que je comprend, tu aurais branché le Y2 sur le B ?
Pulco
Je suis câblé comme cela.
dh42 a écrit:Il y a un dernier point à voir : ils m'ont mis une version de carte pour 5 axes. Peut-être qu'ils ont une version 4 axes moins chère.
Le 4e axe je m'en servirai sûrement un jour, l'idée me plaît bien, par exemple pour réaliser des engrenages. Pour le 5e axe, je ne me vois pas pivoter le corps de la fraiseuse.
Normal, il y a déjà 4 axes d'utilisés (2 pour les 2 moteurs du Y), donc en fait le 5ieme sert pour le 4ième axe si tu en monte un.
David,d'après ce que je comprend, tu aurais branché le Y2 sur le B ?
Pulco
Pulco- très actif

- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Lun 18 Déc 2017 - 1:46
dh42 Lun 18 Déc 2017 - 1:46
David,d'après ce que je comprend, tu aurais branché le Y2 sur le B ?
Il me semble bien que sur la Heiz que j'avais vu, il y avait une sortie séparée (de la bob) pour chaque axe, mais je ne pourrais pas le jurer (*), je n'ai jeté qu'un coup d’œil rapide sur l'électronique et c'était il y 4 ans !
sur le site ils ne donnent malheureusement pas beaucoup d'info, sinon que le contrôleur 4 axes ne sera plus fabriqué dans un avenir proche.
https://www.cnc-step.de/en/5-channel-stepper-motor-controller/
impossible de savoir ce qu'il y a dedans, ni si c'est une BoB et des drivers séparés ou une carte avec drivers intégrés ..
...
* ah, j'ai retrouvé la config de Mach3 pour la 400 ; donc pas d'axe esclave utilisé, ce qui veux dire que le câblage doit être le même que le tiens. (mais ça ne change rien au fait que le contrôleur doit être un 4 axes, car il faut bien 4 drivers à défaut d'utiliser les 4 sorties de la BoB)
http://www.metabricoleur.com/t2476-parametrage-mach-3#36327
attention aussi, il y avait un truc qui m'avais induit en erreur sur la 400 que j'avais vu, c'est que Heiz considère que l'axe X c'est le portique (donc la ou il y a les 2 moteurs) contrairement à la plupart des CNc à portique ou le portique est le Y ; donc "l'avant" de la machine sur la Heiz, c'est ce que l'on considère comme le "coté" pour la plupart des autres.
edit:
ici il y a une photo du dessous avec les vis qui dépassent dont je parlais plus haut
http://www.metabricoleur.com/t2053-installer-une-table-sur-la-high-z-s-400#28319
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Lun 18 Déc 2017 - 22:31
ygicq Lun 18 Déc 2017 - 22:31
Chouette, merci pour le Setup Mach3 ! Si j'en obtiens un plus récent côté CNC-Step, je le posterai ici.
Les têtes de vis en dessous, oui c'est étrange. J'ai demandé aussi une table en T qui va s'adapter dessus. Mon principal problème va être de caler la CNC pour qu'elle soit bien horizontale.
Je crois voir également qu'il faut 2 ports parallèles. Je dois en avoir un seul. Je regarderai si ça suffit pour les 4 moteurs de base.
Je suis un peu comme un gamin qui attend son cadeau / caisse en bois à déballer...
Les têtes de vis en dessous, oui c'est étrange. J'ai demandé aussi une table en T qui va s'adapter dessus. Mon principal problème va être de caler la CNC pour qu'elle soit bien horizontale.
Je crois voir également qu'il faut 2 ports parallèles. Je dois en avoir un seul. Je regarderai si ça suffit pour les 4 moteurs de base.
Je suis un peu comme un gamin qui attend son cadeau / caisse en bois à déballer...
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Lun 18 Déc 2017 - 22:49
dh42 Lun 18 Déc 2017 - 22:49
Salut,
Sur celle que j'avais essayé, un seul port // était suffisant.
++
David
Je crois voir également qu'il faut 2 ports parallèles. Je dois en avoir un seul. Je regarderai si ça suffit pour les 4 moteurs de base.
Sur celle que j'avais essayé, un seul port // était suffisant.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Mar 19 Déc 2017 - 19:06
ygicq Mar 19 Déc 2017 - 19:06
Salut David,
Ta dernière réponse me rassure, merci !
Bon, j'ai reçu cet après-midi la CNC dans une caisse en bois super solide.
dans une caisse en bois super solide.
J'ai réussi à la mettre sur mon plan de travail, elle pèse bien son poids toute montée avec la table en T...
Pour l'instant, je n'ai pas fait d'essai. J'ai juste branché les moteurs et le port parallèle sans rien allumer. Les axes ont l'air graissé d'usine.
CNC-Step m'a envoyé un fichier XML pour les paramètres de Mach3 de la CNC. Avant de réaliser le premier essai, je dois voir comment la fixer sur le plan de travail.
Il y a deux têtes de vis par angle, avec une rondelle. Même en perçant un trou, je vais réfléchir à un moyen de la fixer proprement. J'ai du RAB de CTP 30mm, je pourrais la réhausser.
Pour l'instant, elle est posée sur ces têtes de vis.
Peut-être devrais-je démarrer un nouveau fil.
Igor.
Ta dernière réponse me rassure, merci !
Bon, j'ai reçu cet après-midi la CNC
J'ai réussi à la mettre sur mon plan de travail, elle pèse bien son poids toute montée avec la table en T...
Pour l'instant, je n'ai pas fait d'essai. J'ai juste branché les moteurs et le port parallèle sans rien allumer. Les axes ont l'air graissé d'usine.
CNC-Step m'a envoyé un fichier XML pour les paramètres de Mach3 de la CNC. Avant de réaliser le premier essai, je dois voir comment la fixer sur le plan de travail.
Il y a deux têtes de vis par angle, avec une rondelle. Même en perçant un trou, je vais réfléchir à un moyen de la fixer proprement. J'ai du RAB de CTP 30mm, je pourrais la réhausser.
Pour l'instant, elle est posée sur ces têtes de vis.
Peut-être devrais-je démarrer un nouveau fil.
Igor.
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Mer 20 Déc 2017 - 17:29
ygicq Mer 20 Déc 2017 - 17:29
La CNC fonctionne bien !
J'ai fait un essai (fraise de 3mm dans du CTP de 10mm, carré de 40 mm de côté gravé avec une profondeur de 5mm) sans aller trop vite.
Ça va plus vite que l'ID-CNC, pour l'instant je suis allé à 1000mm/min.
J'ai mis du CTP de 10mm sous la CNC en découpant les emplacements des têtes de vis, c'est impeccable, ça ne bouge pas.
Les branchements vraiment très simples (chaque câble est étiqueté). Les X sont bien les X (j'avais lu un truc comme quoi c'était inversé avec les Y).
J'ai juste modifié le début du XML fourni car le fichier .set cité au début ne m'avait pas été donné (ils doivent avoir une version allemande de Mach3).
Sinon, nickel, aucun réglage à faire, tout est reconnu directement dans Mach3, la broche démarre bien avec le relais du boîtier.
Les deux points que je devais travailler avec l'ID-CNC sont les mêmes :
1- le bridage des pièces, y compris quand il y a une découpe complète
2- les paramètres de coupe (diamètre et matière de l'outil + avance + vitesse de rotation de la broche + profondeur de passe + matière à fraiser)
Il faut que je trouve un système sans tenir la pièce. Avant avec l'ID-CNC, je pouvais maintenir à la main la fin pour ne pas que la pièce bouge (pas l'état de l'Art c'est sûr...). A 400mm/min, ça allait.
Maintenant que je vais aller beaucoup plus vite, il va falloir que je fasse le bridage en deux temps : fraisage de l'intérieur puis rebridage et fraisage du tour (par exemple pour un engrenage en bois).
C'est chouette d'avoir un nouveau jouet
J'ai fait un essai (fraise de 3mm dans du CTP de 10mm, carré de 40 mm de côté gravé avec une profondeur de 5mm) sans aller trop vite.
Ça va plus vite que l'ID-CNC, pour l'instant je suis allé à 1000mm/min.
J'ai mis du CTP de 10mm sous la CNC en découpant les emplacements des têtes de vis, c'est impeccable, ça ne bouge pas.
Les branchements vraiment très simples (chaque câble est étiqueté). Les X sont bien les X (j'avais lu un truc comme quoi c'était inversé avec les Y).
J'ai juste modifié le début du XML fourni car le fichier .set cité au début ne m'avait pas été donné (ils doivent avoir une version allemande de Mach3).
Sinon, nickel, aucun réglage à faire, tout est reconnu directement dans Mach3, la broche démarre bien avec le relais du boîtier.
Les deux points que je devais travailler avec l'ID-CNC sont les mêmes :
1- le bridage des pièces, y compris quand il y a une découpe complète
2- les paramètres de coupe (diamètre et matière de l'outil + avance + vitesse de rotation de la broche + profondeur de passe + matière à fraiser)
Il faut que je trouve un système sans tenir la pièce. Avant avec l'ID-CNC, je pouvais maintenir à la main la fin pour ne pas que la pièce bouge (pas l'état de l'Art c'est sûr...). A 400mm/min, ça allait.
Maintenant que je vais aller beaucoup plus vite, il va falloir que je fasse le bridage en deux temps : fraisage de l'intérieur puis rebridage et fraisage du tour (par exemple pour un engrenage en bois).
C'est chouette d'avoir un nouveau jouet
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ricoud Mer 20 Déc 2017 - 17:34
ricoud Mer 20 Déc 2017 - 17:34
Salut!
Des photos? on est des curieux nous :-)
Des photos? on est des curieux nous :-)
ricoud- complétement accro

- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Mer 20 Déc 2017 - 18:05
ygicq Mer 20 Déc 2017 - 18:05
Je comprends
La réception de la caisse en bois. Bien prendre cette option pour être sûr que le transport se passe bien.

Il y a une quinzaine de vis qui maintiennent le tout et deux traverses en bois à l'intérieur.
La CNC est bien à plat (j'ai enlevé les traverses et le carton des autres objets.

Le carton contient le boîtier de connexion bien emballé, une belle doc papier et une clé USB, et j'avais pris aussi un graisseur.

Je l'ai déposé sur son plan de travail, en attendant de savoir ce que je mettrais en dessous.

Aujourd'hui, je l'ai vraiment testé avec Mach3, d'abord en manuel pour voir comment elle réagissait. J'ai accroché le câble de la broche au plafond (il n'y a rien de prévu a priori pour cela).


Mon essai de carré. J'ai eu peur de tourner trop vite. Je pense que je peux monter la broche à plus. Les découpes en rond déjà faites l'ont été avec l'ID-CNC.

C'est vraiment la bonne taille pour la place que j'ai. Je suis très content !
Edit: je viens de retrouver le calculateur Excel de David sur le forum pour les paramètres de coupe. Plus qu'à trouver du scotch double face et ça va rouler encore mieux !
La réception de la caisse en bois. Bien prendre cette option pour être sûr que le transport se passe bien.
Il y a une quinzaine de vis qui maintiennent le tout et deux traverses en bois à l'intérieur.
La CNC est bien à plat (j'ai enlevé les traverses et le carton des autres objets.
Le carton contient le boîtier de connexion bien emballé, une belle doc papier et une clé USB, et j'avais pris aussi un graisseur.
Je l'ai déposé sur son plan de travail, en attendant de savoir ce que je mettrais en dessous.
Aujourd'hui, je l'ai vraiment testé avec Mach3, d'abord en manuel pour voir comment elle réagissait. J'ai accroché le câble de la broche au plafond (il n'y a rien de prévu a priori pour cela).
Mon essai de carré. J'ai eu peur de tourner trop vite. Je pense que je peux monter la broche à plus. Les découpes en rond déjà faites l'ont été avec l'ID-CNC.
C'est vraiment la bonne taille pour la place que j'ai. Je suis très content !
Edit: je viens de retrouver le calculateur Excel de David sur le forum pour les paramètres de coupe. Plus qu'à trouver du scotch double face et ça va rouler encore mieux !
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() dh42 Mer 20 Déc 2017 - 21:18
dh42 Mer 20 Déc 2017 - 21:18
Salut,
Pile dans les temps
et les attaches, ça ne te vas pas ?
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/HoldingTabs.htm
Amuse toi bien
++
David
Pile dans les temps
Maintenant que je vais aller beaucoup plus vite, il va falloir que je fasse le bridage en deux temps : fraisage de l'intérieur puis rebridage et fraisage du tour (par exemple pour un engrenage en bois).
et les attaches, ça ne te vas pas ?
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/HoldingTabs.htm
Amuse toi bien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix d'une CNC pour remplacer une ID-CNC
![]() ygicq Jeu 21 Déc 2017 - 14:07
ygicq Jeu 21 Déc 2017 - 14:07
dh42 a écrit:
et les attaches, ça ne te vas pas ?
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/HoldingTabs.htm
Amuse toi bien
++
David
Je ne savais pas qu'on pouvait les générer dans CamBam. C'est vraiment pratique ce truc !
J'ai une version anglaise de CamBam, alors Tabs, cela ne me parlait pas plus que ça. Je vais charger le Français, ce sera plus simple si je cherche des choses dans la doc.
Après un essai sur un rond et un carré, c'est nickel : ça se détache bien et la pièce ne se balade pas lors de la coupe.
Merci David, tu es une mine d'informations !
Pour les paramètres de coupe, je vais continuer mes tests. Là j'étais à 1500mm/min d'avance, 500mm/min en plongée, fraise de 3 carbure 2 dents, dépassant le minimum, sur un CTP de peuplier de 10mm, en 2 passes de 5mm, en tournant à 20 000 tr/min à peu près (cran 5 sur la broche Kress).
ygicq- petit nouveau
- Messages : 24
Points : 34
Date d'inscription : 22/08/2013
Age : 53
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Quelle CAO pour remplacer SolidWorks ?
» Conseils pour choix de bûches à conserver pour tournage
» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» Decoupe dune plaque en fonte
» conseils pour choix d'un TIG
» Conseils pour choix de bûches à conserver pour tournage
» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» Decoupe dune plaque en fonte
» conseils pour choix d'un TIG
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum