






PROBLEME DE RAYON SUR UN TROU OBLONG
2 participants
Page 1 sur 1

 PROBLEME DE RAYON SUR UN TROU OBLONG
PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Lun 8 Aoû 2016 - 20:47
AIRPOPCIE Lun 8 Aoû 2016 - 20:47
Bonjour, J'avance assez bien dans la prise en mains et la configuration de Mach3.
Il me reste 2 problèmes:
1) le premier est que lorsque je fais un arrêt d'urgence sur le PC la broche se remet en route... Bizarre.
Je n'ai pas trouvé malgré plusieurs heures de recherches.
( trou oblong de Ø40*60 à gauche)
G0 G49 G40 G17 G80 G50 G90
M6 T5(TOOL DIA. 3)
G21 (mm)
M03 S10000
G64
G00 G43 H5 Z0.1
X18.5 Y0
G01 Z-0.1 F120
G3 X-18.5 Y0 I-18.5 J0 F300
G01 Y-60
G3 X18.5 Y-60 I18.5 J0 F300
G01 Y-0
G00 Z0.1
M5 M9
M30
2). Ci joint un Gcode qui fonctionne bien sur le PC non raccordé à la CNC qui me sert pour l'élaboration et la mise au point des Gcode.
Lorsque je le lance sur le PC raccordé à la CNC il me dit à cette ligne:
G3 X18.5 Y-60 I18.5 J0 F300
Rayon nul dans cette ligne...
Je ne vois pas du tout d'ou ca vient.
Lorsque je fais un assistant pour faire un arc de cercle :
G0 G49 G40 G17 G80 G50 G90
M6 T5(TOOL DIA. 3)
G21 (mm)
M03 S10000
G64
G00 G43 H5 Z0.1
X-18.5 Y0
G01 Z-0.1 F12
G3 X18.5 Y0 I18.5 J0 F300
G00 Z0.1
M5 M9
M30
cela se passe très bien..
alors si quelqu'un peu m'aider..Merci

Il me reste 2 problèmes:
1) le premier est que lorsque je fais un arrêt d'urgence sur le PC la broche se remet en route... Bizarre.
Je n'ai pas trouvé malgré plusieurs heures de recherches.
( trou oblong de Ø40*60 à gauche)
G0 G49 G40 G17 G80 G50 G90
M6 T5(TOOL DIA. 3)
G21 (mm)
M03 S10000
G64
G00 G43 H5 Z0.1
X18.5 Y0
G01 Z-0.1 F120
G3 X-18.5 Y0 I-18.5 J0 F300
G01 Y-60
G3 X18.5 Y-60 I18.5 J0 F300
G01 Y-0
G00 Z0.1
M5 M9
M30
2). Ci joint un Gcode qui fonctionne bien sur le PC non raccordé à la CNC qui me sert pour l'élaboration et la mise au point des Gcode.
Lorsque je le lance sur le PC raccordé à la CNC il me dit à cette ligne:
G3 X18.5 Y-60 I18.5 J0 F300
Rayon nul dans cette ligne...
Je ne vois pas du tout d'ou ca vient.
Lorsque je fais un assistant pour faire un arc de cercle :
G0 G49 G40 G17 G80 G50 G90
M6 T5(TOOL DIA. 3)
G21 (mm)
M03 S10000
G64
G00 G43 H5 Z0.1
X-18.5 Y0
G01 Z-0.1 F12
G3 X18.5 Y0 I18.5 J0 F300
G00 Z0.1
M5 M9
M30
cela se passe très bien..
alors si quelqu'un peu m'aider..Merci

AIRPOPCIE- très actif

- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Lun 8 Aoû 2016 - 21:15
dh42 Lun 8 Aoû 2016 - 21:15
Salut,
Pour ton pb d'arc, c'est un pb de config de Mach3 (ou du soft de FAO que tu utilise) qui n'utilisent pas tous les 2 le même mode de gestion des arcs. (absolu ou incrémental)
Pour le régler, dans Mach3 vas dans config/general config, et met "IJ mode" sur inc, puis redémarre Mach3.
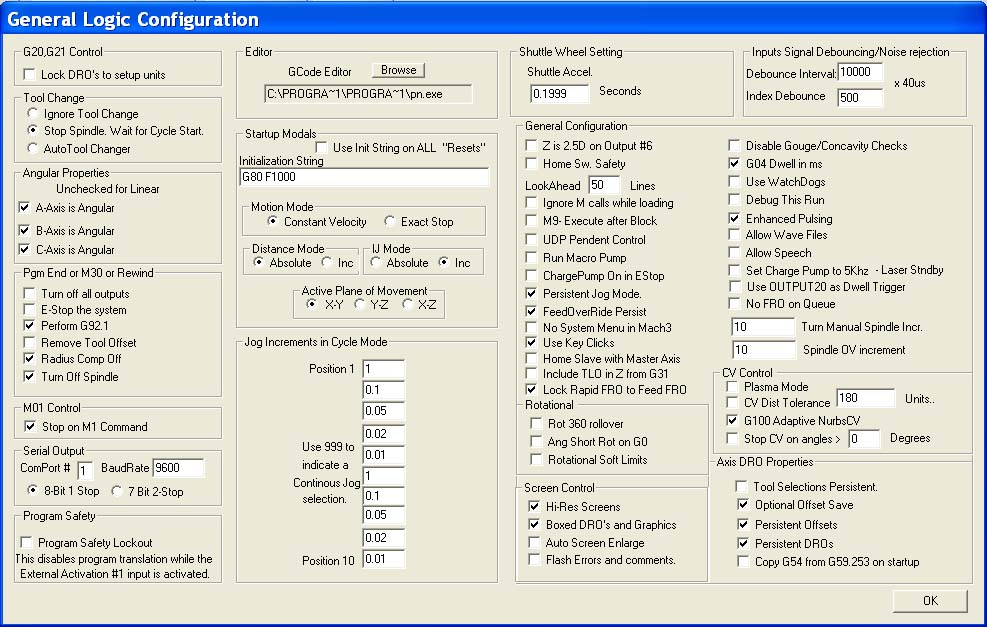
Tu peux aussi faire en sorte que ce mode d'arc soit sélectionné automatiquement par le Gcode, dans ce cas il te faut un G91.1 dans la première ligne. C'est peux être quelque chose que tu peux modifier dans ton post processeur pour qu'il la rajoute.
exemple: G0 G49 G40 G17 G80 G50 G90 G91.1
Pour la broche qui démarre lors d'un AU, c'est difficile à dire sans en savoir plus sur ta config et ton électronique ; comment est commandée la broche ? y a t'il une pompe de charge sur la breakout board ? (sécurité qui empêche les relais de prendre n'importe quel état si la carte n'est plus alimentée ou si Mach3 n'est pas lancé)
Tu devrais nous faire une petite présentation de ta machine et de ta config en général dans la section CNC.
Tu utilise quel soft de FAO ?
++
David
Pour ton pb d'arc, c'est un pb de config de Mach3 (ou du soft de FAO que tu utilise) qui n'utilisent pas tous les 2 le même mode de gestion des arcs. (absolu ou incrémental)
Pour le régler, dans Mach3 vas dans config/general config, et met "IJ mode" sur inc, puis redémarre Mach3.
Tu peux aussi faire en sorte que ce mode d'arc soit sélectionné automatiquement par le Gcode, dans ce cas il te faut un G91.1 dans la première ligne. C'est peux être quelque chose que tu peux modifier dans ton post processeur pour qu'il la rajoute.
exemple: G0 G49 G40 G17 G80 G50 G90 G91.1
Pour la broche qui démarre lors d'un AU, c'est difficile à dire sans en savoir plus sur ta config et ton électronique ; comment est commandée la broche ? y a t'il une pompe de charge sur la breakout board ? (sécurité qui empêche les relais de prendre n'importe quel état si la carte n'est plus alimentée ou si Mach3 n'est pas lancé)
Tu devrais nous faire une petite présentation de ta machine et de ta config en général dans la section CNC.
Tu utilise quel soft de FAO ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Lun 8 Aoû 2016 - 21:47
AIRPOPCIE Lun 8 Aoû 2016 - 21:47
Merci David pour tes conseils.
Concernant l'arc j'ai fais un hard copie de ma config général sur le PC d'étude et demain matin je regarderai sur l'autre PC CNC certainement que le I,J,K est sur Absolu.
Concernant la mise en route de la broche.. Voici l'histoire
Avec ma config que j'ai faite en positionnant les infos telles que les chinois me l'ont proposé, je n'avais pas ce problème mais lorsque je déplaçais mes axes, ceux ci "partaient" de quelques millimètres, s’arrêtaient, la broche démarrait puis les axes repartaient.
Ce matin j'ai "grimpé" une config d'un ami qui se construit un CNC made Home, et avec cette config hors mis qu'il m'a fallu corriger les N° de broches et la vitesse des axes ( il a mis 4500mm/mns sur X,Y mes moteurs rentraient en résonance), les déplacements des axes sont correctes (plus de mises en route de la broche après un petit déplacement) mais la broche se met en route quand je fais arrêt d'urgence sur le Mach. C'est donc un problème de config mais je ne vois pas ou...
Je vais prendre le temps de comparer ces paramètres avec les miens et peux être que je verrai quelque chose.
Je te tiens au courant demain de mes investigations.
Merci de ton aide.
Un dernier point j'ai un besoin urgent de dessiner et d'usiner en aluminium une jambe de train pour un avion modélisme que je vais dessiner sous autocad, mais je n'ai pas encore pris en main CamBan et j'ai réussi à charger ta traduction mais pas encore mis le nez dedans.
si je t'envoi le fichier DXF de mon projet es ce que tu aurais l'amabilité de me générer le Gcode avec les points d'origine à respecter, car il faut que j'usine rapidement. Ensuite je me métrai à Camban.
Re MErci et bonne soirée.
Concernant l'arc j'ai fais un hard copie de ma config général sur le PC d'étude et demain matin je regarderai sur l'autre PC CNC certainement que le I,J,K est sur Absolu.
Concernant la mise en route de la broche.. Voici l'histoire
Avec ma config que j'ai faite en positionnant les infos telles que les chinois me l'ont proposé, je n'avais pas ce problème mais lorsque je déplaçais mes axes, ceux ci "partaient" de quelques millimètres, s’arrêtaient, la broche démarrait puis les axes repartaient.
Ce matin j'ai "grimpé" une config d'un ami qui se construit un CNC made Home, et avec cette config hors mis qu'il m'a fallu corriger les N° de broches et la vitesse des axes ( il a mis 4500mm/mns sur X,Y mes moteurs rentraient en résonance), les déplacements des axes sont correctes (plus de mises en route de la broche après un petit déplacement) mais la broche se met en route quand je fais arrêt d'urgence sur le Mach. C'est donc un problème de config mais je ne vois pas ou...
Je vais prendre le temps de comparer ces paramètres avec les miens et peux être que je verrai quelque chose.
Je te tiens au courant demain de mes investigations.
Merci de ton aide.
Un dernier point j'ai un besoin urgent de dessiner et d'usiner en aluminium une jambe de train pour un avion modélisme que je vais dessiner sous autocad, mais je n'ai pas encore pris en main CamBan et j'ai réussi à charger ta traduction mais pas encore mis le nez dedans.
si je t'envoi le fichier DXF de mon projet es ce que tu aurais l'amabilité de me générer le Gcode avec les points d'origine à respecter, car il faut que j'usine rapidement. Ensuite je me métrai à Camban.
Re MErci et bonne soirée.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Lun 8 Aoû 2016 - 22:04
dh42 Lun 8 Aoû 2016 - 22:04
Re
Oui, mais il me faudra les info outil ; Ø, nb de dent, carbure ou HSS .. et prof de passe maxi si tu a déjà fait des essais et que tu sais ce que la machine supporte, sinon je ferais un réglage "standard" dans CB et tu devra éventuellement adapter V, F et passe dans les opérations d'usinage (avec le fichier .cb, tu peux recréer le gcode toi même après avoir changé ces valeurs si nécessaire.
++
David
si je t'envoi le fichier DXF de mon projet es ce que tu aurais l'amabilité de me générer le Gcode avec les points d'origine à respecter, car il faut que j'usine rapidement. Ensuite je me métrai à Camban.
Oui, mais il me faudra les info outil ; Ø, nb de dent, carbure ou HSS .. et prof de passe maxi si tu a déjà fait des essais et que tu sais ce que la machine supporte, sinon je ferais un réglage "standard" dans CB et tu devra éventuellement adapter V, F et passe dans les opérations d'usinage (avec le fichier .cb, tu peux recréer le gcode toi même après avoir changé ces valeurs si nécessaire.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mar 9 Aoû 2016 - 14:26
AIRPOPCIE Mar 9 Aoû 2016 - 14:26
Bonjour David j'étais entrain de te répondre, et pour aller à l'atelier récupérer des hard copy j'ai enregistré mon message dans brouillon. Mais maintenant je ne sais pas comment le reprendre pour le terminer. J'ai vu un message en bas mais pas eu le temps de le lire...
Help me. Merci
Help me. Merci
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mar 9 Aoû 2016 - 14:30
AIRPOPCIE Mar 9 Aoû 2016 - 14:30
un autre problème.. Depuis mon Pc quand je recherche dans les forum je tape Mach3 et il me donne comme dernier message ceux du 1er Aout 2016 donc je ne vois pas le mien. je suis obligé d'aller dans ma messagerie perso (outloock) pour cliquer sur le lien qui me donne cette page.
Encore un mystère..
A+
merci de ton aide si précieuse.
Encore un mystère..
A+
merci de ton aide si précieuse.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mar 9 Aoû 2016 - 18:53
dh42 Mar 9 Aoû 2016 - 18:53
Salut,
C'est dans ton profil, onglet "brouillons"
++
David
Mais maintenant je ne sais pas comment le reprendre pour le terminer.
C'est dans ton profil, onglet "brouillons"
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mar 9 Aoû 2016 - 19:45
AIRPOPCIE Mar 9 Aoû 2016 - 19:45
bonsoir David, dans mon profil je ne vois pas" brouillon"

As tu une idée ?..
Merci
As tu une idée ?..
Merci
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mar 9 Aoû 2016 - 19:46
AIRPOPCIE Mar 9 Aoû 2016 - 19:46
Hé pour le forum "mach3" je ne vois toujours pas les messages au dela du 01/08/2016...
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mar 9 Aoû 2016 - 19:56
dh42 Mar 9 Aoû 2016 - 19:56
Re
Pour le profil, ce n'est pas celui que tu a en cliquant sur un nom d'utilisateur, il faut cliquer sur le bouton profil dans la barre d'outil du haut
Je ne comprends pas ce que tu veux dire
http://www.metabricoleur.com/f71-mach3
je vois du dernier sujet (celui-ci) jusqu'au 20/06/2015 sur la 1iere page (et il y a 3 pages au total)
++
David
Pour le profil, ce n'est pas celui que tu a en cliquant sur un nom d'utilisateur, il faut cliquer sur le bouton profil dans la barre d'outil du haut
Hé pour le forum "mach3" je ne vois toujours pas les messages au dela du 01/08/2016...
Je ne comprends pas ce que tu veux dire
http://www.metabricoleur.com/f71-mach3
je vois du dernier sujet (celui-ci) jusqu'au 20/06/2015 sur la 1iere page (et il y a 3 pages au total)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mar 9 Aoû 2016 - 21:40
AIRPOPCIE Mar 9 Aoû 2016 - 21:40
Bonjour David, merci des infos elles m'ont permis d'avancer.
1). concernant le diamètre d'arc tu avais raison j'étais en IJ mode absolu. J'ai paramétré comme ton hard copy.
2). concernant la mise en route de la broche sur AU, j'ai trouvé.
La config que j'ai chargé avait des N° de broches pour les limits switchs et home référence. J'ai tout effacé et maintenant c'est toutok.
3). Pour les limits switchs j'en ai commandé 10 en chine je les attend. J'en monterais un sur une cornière pour faire des mesures de répétébilité avec l'axe Z en montant un frais à l'envers et en relevant la valeur de Z à chaque descente et à différentes vitesses.
Si pas assez précis, je les monterai en limits switchs et j'en achèterai des bons pour les home référence. Lorsque je réparai de NUM 760 on en avait des très bons mais à un prix de l'ordre de 1000Fr ( de l'époque soit 150€ de maintenant) mais ils répétaient dans le 1/100eme. J'en ai trouvé chez ironwood mais je ne sais pas lequel prendre.
ce pendant il me reste 2 problèmes:
Le premier concerne l'écran MACH3.
Sur le PC "bureau" sur lequel je fais mes prog et mises au poing le panneau de commandes manuelles se positionne bien à droite.

Mais sur le PC CNC lorsque je l'appelle avec la touche Tab j'obtiens cà:

alors je suis obligé de décaller à la main pour obtenir cà:

j'ai bien décoché dans le la config générale: Elargir automatiquement l'écran.. Alors je ne vois pas ou intervenir...
Le Deuxième concerne la vitesse de la broche ci joint mon paramétrage:


J'ai constaté qu'en mettant 5000 en mini il y a un décalage dans la conversion vitesse / fréquence. Mon contrôleur de broche affiche la fréquence soit 60Trs pour 1hz.
et si je met 0 en mini Mach3 me dit: "PWM Bumped to minimum Setting".
J'ai fais des relevés de vitesse - fréquence relevée - fréquence théorique je peux en faire un tableau si tu en as besoin..
Je vais te demander une info en message privé... pour savoir si tu peux accéder à ma requette.
Voilà mais je considère que j'ai beaucoup progressé aujourd'hui et j'ai presque fini le plan DAO sous autocad.
dis moi sous quelle forme je dois te transmettre ce plan. DWG DXF 1 par pièce car j'en ai 2 à faire différente..
Merci de m'aider sans tes réponses je serai toujours dans le Dur... Vive la CNC quand ca commence à faire des copeaux.
1). concernant le diamètre d'arc tu avais raison j'étais en IJ mode absolu. J'ai paramétré comme ton hard copy.
2). concernant la mise en route de la broche sur AU, j'ai trouvé.
La config que j'ai chargé avait des N° de broches pour les limits switchs et home référence. J'ai tout effacé et maintenant c'est toutok.
3). Pour les limits switchs j'en ai commandé 10 en chine je les attend. J'en monterais un sur une cornière pour faire des mesures de répétébilité avec l'axe Z en montant un frais à l'envers et en relevant la valeur de Z à chaque descente et à différentes vitesses.
Si pas assez précis, je les monterai en limits switchs et j'en achèterai des bons pour les home référence. Lorsque je réparai de NUM 760 on en avait des très bons mais à un prix de l'ordre de 1000Fr ( de l'époque soit 150€ de maintenant) mais ils répétaient dans le 1/100eme. J'en ai trouvé chez ironwood mais je ne sais pas lequel prendre.
ce pendant il me reste 2 problèmes:
Le premier concerne l'écran MACH3.
Sur le PC "bureau" sur lequel je fais mes prog et mises au poing le panneau de commandes manuelles se positionne bien à droite.
Mais sur le PC CNC lorsque je l'appelle avec la touche Tab j'obtiens cà:
alors je suis obligé de décaller à la main pour obtenir cà:
j'ai bien décoché dans le la config générale: Elargir automatiquement l'écran.. Alors je ne vois pas ou intervenir...
Le Deuxième concerne la vitesse de la broche ci joint mon paramétrage:
J'ai constaté qu'en mettant 5000 en mini il y a un décalage dans la conversion vitesse / fréquence. Mon contrôleur de broche affiche la fréquence soit 60Trs pour 1hz.
et si je met 0 en mini Mach3 me dit: "PWM Bumped to minimum Setting".
J'ai fais des relevés de vitesse - fréquence relevée - fréquence théorique je peux en faire un tableau si tu en as besoin..
Je vais te demander une info en message privé... pour savoir si tu peux accéder à ma requette.
Voilà mais je considère que j'ai beaucoup progressé aujourd'hui et j'ai presque fini le plan DAO sous autocad.
dis moi sous quelle forme je dois te transmettre ce plan. DWG DXF 1 par pièce car j'en ai 2 à faire différente..
Merci de m'aider sans tes réponses je serai toujours dans le Dur... Vive la CNC quand ca commence à faire des copeaux.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mar 9 Aoû 2016 - 22:56
dh42 Mar 9 Aoû 2016 - 22:56
Salut,
Pour ton pb d'écran, je ne sais pas ; chez moi la télécommande (dont je ne me sert jamais) apparait à droite de l'écran et si j'élargis l'écran, elle reste tj à droite.
Oui, car en haut dans le PWM tu a rapport cyclique mini à 33%, autrement dit si la vitesse est en dessous de 24000*0.33=7920 tr, c'est eqv à broche arrêtée et donc il ne veux pas de tes 5000tr. il te faut régler cette valeur de façon à ce qu'elle soit un poil plus faible que tes 5000 tr mini soit ~20% au lieu de 33.
le nombre de "pas" que pourra faire le PWM est égale à la fréquence du noyau de mach3 / freq du PWM.
exemple, si Mach3 tourne à 25000 Hz avec un PWM à 250, le nb de pas maxi sera de 25000/250 = 100 pas. donc pour une plage de rotation de 5000 à 24000 tr, soit une variation de 19000 tr/min, le plus petit pas sera de 19000/100=190 tr/min. (ou de 240 si le vario ne gère pas l'écart entre le 0 et le mini demandé)
le réglage de la fréq du PWM dépend de ta carte, sur la mienne il ne faut pas descendre en dessous de 45hz.
sur la doc de mach, ils précisent aussi que ts les varios ne réagissent pas de la même manière et ne tienne pas tous compte du fait que tu ne démarre pas à 0 ... tu peux peut être essayer 0 à 24000 au lieu de 5000 - 24000 .. c'est le % du PWM qui limitera la vitesse basse.
la précision de la vitesse dépend aussi de la carte qui convertis le PWM en 0-10v ; d'après certaine doc que j'ai vu de BoB chinoise à 4 sous, le 0-10v n'a qu'une précision de 0.1V, donc 100 pas maxi ..
Sur ma broche et avec le smoothstepper, j'ai remarqué que les valeurs des paramètres moteurs pour la broche (dans les réglages moteurs) peuvent également influer ; dans mon cas, la case accélération est utilisé pour définir l'accélération/décélération de la broche, sans qu'il soit besoin de la régler via le vario. les cases pas/mm et vitesses semblent aussi avoir un effet, mais je n'ai installé ça que depuis quelque jours et je n'ai pas cherché beaucoup plus loin. Pour ma part, la précision est de l'ordre de 50 tr/min environ (pris au tachy) et quelque soit les réglages, je n'ai pas pu faire mieux.
DXF autocad R12 ou autocad 2000
Oui, ça peut donner une idée de l'ampleur du pb
note que certaines BoB on un potar ajustable pour régler la sortie 0-10v
++
David
Pour ton pb d'écran, je ne sais pas ; chez moi la télécommande (dont je ne me sert jamais) apparait à droite de l'écran et si j'élargis l'écran, elle reste tj à droite.
et si je met 0 en mini Mach3 me dit: "PWM Bumped to minimum Setting".
Oui, car en haut dans le PWM tu a rapport cyclique mini à 33%, autrement dit si la vitesse est en dessous de 24000*0.33=7920 tr, c'est eqv à broche arrêtée et donc il ne veux pas de tes 5000tr. il te faut régler cette valeur de façon à ce qu'elle soit un poil plus faible que tes 5000 tr mini soit ~20% au lieu de 33.
le nombre de "pas" que pourra faire le PWM est égale à la fréquence du noyau de mach3 / freq du PWM.
exemple, si Mach3 tourne à 25000 Hz avec un PWM à 250, le nb de pas maxi sera de 25000/250 = 100 pas. donc pour une plage de rotation de 5000 à 24000 tr, soit une variation de 19000 tr/min, le plus petit pas sera de 19000/100=190 tr/min. (ou de 240 si le vario ne gère pas l'écart entre le 0 et le mini demandé)
le réglage de la fréq du PWM dépend de ta carte, sur la mienne il ne faut pas descendre en dessous de 45hz.
sur la doc de mach, ils précisent aussi que ts les varios ne réagissent pas de la même manière et ne tienne pas tous compte du fait que tu ne démarre pas à 0 ... tu peux peut être essayer 0 à 24000 au lieu de 5000 - 24000 .. c'est le % du PWM qui limitera la vitesse basse.
la précision de la vitesse dépend aussi de la carte qui convertis le PWM en 0-10v ; d'après certaine doc que j'ai vu de BoB chinoise à 4 sous, le 0-10v n'a qu'une précision de 0.1V, donc 100 pas maxi ..
Sur ma broche et avec le smoothstepper, j'ai remarqué que les valeurs des paramètres moteurs pour la broche (dans les réglages moteurs) peuvent également influer ; dans mon cas, la case accélération est utilisé pour définir l'accélération/décélération de la broche, sans qu'il soit besoin de la régler via le vario. les cases pas/mm et vitesses semblent aussi avoir un effet, mais je n'ai installé ça que depuis quelque jours et je n'ai pas cherché beaucoup plus loin. Pour ma part, la précision est de l'ordre de 50 tr/min environ (pris au tachy) et quelque soit les réglages, je n'ai pas pu faire mieux.
dis moi sous quelle forme je dois te transmettre ce plan. DWG DXF 1 par pièce car j'en ai 2 à faire différente..
DXF autocad R12 ou autocad 2000
J'ai fais des relevés de vitesse - fréquence relevée - fréquence théorique je peux en faire un tableau si tu en as besoin..
Oui, ça peut donner une idée de l'ampleur du pb
note que certaines BoB on un potar ajustable pour régler la sortie 0-10v
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mer 10 Aoû 2016 - 16:46
AIRPOPCIE Mer 10 Aoû 2016 - 16:46
Bonjour David, la science à beaucoup progressé aujourd'hui.
J'ai paramétré la broche de telle sorte que les écarts entre la consigne et la valeur lue sur le variateur de la broche soit le minimum.
En lisant la doc, j'ai changé le D091 et maintenant il affiche directement la vitesse dans la même unités que sur Mach3 plus pratique.
J'ai rentré les données dans excel et voici le résultat.

et voici les nouveaux réglages de la broche:


De plus sans savoir pourquoi (l'informatique à ces mystères) le pave de commande manuel s'est bien positionné de toute la journée.
Enfin, lorsque la broche tournait et surtout lorsqu'elle s’arrêtait, elle me parasitait les 3 axes mais surtout l'X.
en ouvrant le coffret j'ai remarqué que les LEDS rouge clignotaient au rythme des "accrochages" des axes.
Dans un tuto dont j'ai communiqué le link dans un sujet situé dans le forum Mach3, il était expliqué qu'il fallait inverser dans la configuration des axes le "pas actif à 0", ce que j'ai fais et maintenant je n'ai PLUS CE PROBLEME. Je crois que j'ai résolu l'ensemble de mes problèmes.
Il ne me reste plus:
- qu'à installer les limits switch et les home switch que j'ai commandé.
- Faire les références axes origine machine et autre.
- voir pourquoi en réglage lorsque j'écris une commande dans le bandeau l'axe ne se déplace que très lentement au contraire d'un déplacement
en mode auto avec le pavet manuel. Là l'axe vas au maxi défini dans les paramètres moteurs. soit Y 2400mm/mns X 1200mm/mns Y 800mm/mns.
Merci de tous tes conseils et je t'envoi prochainement le plan à mouliner avec CamBan.. le mien est en anglais et pour 40 ouvertures.
Donne moi la solution pour l'avoir en français comme dans un tuto que tu as mis sur le site je ne sais ou.
A++
J'ai paramétré la broche de telle sorte que les écarts entre la consigne et la valeur lue sur le variateur de la broche soit le minimum.
En lisant la doc, j'ai changé le D091 et maintenant il affiche directement la vitesse dans la même unités que sur Mach3 plus pratique.
J'ai rentré les données dans excel et voici le résultat.
et voici les nouveaux réglages de la broche:
De plus sans savoir pourquoi (l'informatique à ces mystères) le pave de commande manuel s'est bien positionné de toute la journée.
Enfin, lorsque la broche tournait et surtout lorsqu'elle s’arrêtait, elle me parasitait les 3 axes mais surtout l'X.
en ouvrant le coffret j'ai remarqué que les LEDS rouge clignotaient au rythme des "accrochages" des axes.
Dans un tuto dont j'ai communiqué le link dans un sujet situé dans le forum Mach3, il était expliqué qu'il fallait inverser dans la configuration des axes le "pas actif à 0", ce que j'ai fais et maintenant je n'ai PLUS CE PROBLEME. Je crois que j'ai résolu l'ensemble de mes problèmes.
Il ne me reste plus:
- qu'à installer les limits switch et les home switch que j'ai commandé.
- Faire les références axes origine machine et autre.
- voir pourquoi en réglage lorsque j'écris une commande dans le bandeau l'axe ne se déplace que très lentement au contraire d'un déplacement
en mode auto avec le pavet manuel. Là l'axe vas au maxi défini dans les paramètres moteurs. soit Y 2400mm/mns X 1200mm/mns Y 800mm/mns.
Merci de tous tes conseils et je t'envoi prochainement le plan à mouliner avec CamBan.. le mien est en anglais et pour 40 ouvertures.
Donne moi la solution pour l'avoir en français comme dans un tuto que tu as mis sur le site je ne sais ou.
A++
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mer 10 Aoû 2016 - 17:38
dh42 Mer 10 Aoû 2016 - 17:38
Re
Avec les flèches seules, vitesse lente = % de la V maxi des axes (réglé dans la "télécommande" pour vitesse lente)
Maj + flèche, vitesse rapide (100% de la V maxi axes)
Ctrl + flèche, mode pas à pas (mode saut)
lorsque tu entre une commande Gcode, il utilise la vitesse de consigne en cours, au chargement de Mach3, elle est de 6 .. tu peux la modifier en éditant F consigne, ou par le Gcode (F500 par exemple pour passer à 500 mm/min).
Tu veux mettre les 2 ?
Je t'ai répondu hier soir dans un MP que tu n'a pas encore lu
http://www.atelier-des-fougeres.fr/Cambam/Aide/Translation_file.html
++
David
voir pourquoi en réglage lorsque j'écris une commande dans le bandeau l'axe ne se déplace que très lentement au contraire d'un déplacement
en mode auto avec le pavet manuel.
Avec les flèches seules, vitesse lente = % de la V maxi des axes (réglé dans la "télécommande" pour vitesse lente)
Maj + flèche, vitesse rapide (100% de la V maxi axes)
Ctrl + flèche, mode pas à pas (mode saut)
lorsque tu entre une commande Gcode, il utilise la vitesse de consigne en cours, au chargement de Mach3, elle est de 6 .. tu peux la modifier en éditant F consigne, ou par le Gcode (F500 par exemple pour passer à 500 mm/min).
- qu'à installer les limits switch et les home switch que j'ai commandé.
Tu veux mettre les 2 ?
Donne moi la solution pour l'avoir en français comme dans un tuto que tu as mis sur le site je ne sais ou.
Je t'ai répondu hier soir dans un MP que tu n'a pas encore lu
http://www.atelier-des-fougeres.fr/Cambam/Aide/Translation_file.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() AIRPOPCIE Mer 10 Aoû 2016 - 22:36
AIRPOPCIE Mer 10 Aoû 2016 - 22:36
OK pour CamBam je t'ai donné les dernières news dans MP...
D'après ta réponse, il n'est pas utile de mettre les 2 types de switchs.. Seul les Home seraient suffisant?....
Pour les vitesses de déplacement je vais potasser la doc.
Un ami encore en activité et ayant accès à des moyens de publications ( c'est l’essentiel de son pro) m'a fait un beau tirage en couleurs , donc maintenant que je ne suis plus accaparé par les gros problèmes je vais regarder cela..
Ou peux t on acheter la licence CamBam?...
Demain je serai probablement en mesure de t'envoyer les fichiers DXF j'ai terminé le développé il me reste à faire les 2 plans séparés.
Voilà en espérant que je pourrais me débrouiller de plus en plus seul..

D'après ta réponse, il n'est pas utile de mettre les 2 types de switchs.. Seul les Home seraient suffisant?....
Pour les vitesses de déplacement je vais potasser la doc.
Un ami encore en activité et ayant accès à des moyens de publications ( c'est l’essentiel de son pro) m'a fait un beau tirage en couleurs , donc maintenant que je ne suis plus accaparé par les gros problèmes je vais regarder cela..
Ou peux t on acheter la licence CamBam?...
Demain je serai probablement en mesure de t'envoyer les fichiers DXF j'ai terminé le développé il me reste à faire les 2 plans séparés.
Voilà en espérant que je pourrais me débrouiller de plus en plus seul..
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mer 10 Aoû 2016 - 22:46
dh42 Mer 10 Aoû 2016 - 22:46
Salut,
Pas reçu de MP depuis hier
Oui, une fois que tu a défini le point 0 machine, les fins de course se font par logiciel. (il faut régler la course des axes)
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
http://www.cambam.info/shop/
++
David
OK pour CamBam je t'ai donné les dernières news dans MP...
Pas reçu de MP depuis hier
D'après ta réponse, il n'est pas utile de mettre les 2 types de switchs.. Seul les Home seraient suffisant?....
Oui, une fois que tu a défini le point 0 machine, les fins de course se font par logiciel. (il faut régler la course des axes)
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
Ou peux t on acheter la licence CamBam?...
http://www.cambam.info/shop/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROBLEME DE RAYON SUR UN TROU OBLONG
![]() dh42 Mar 30 Aoû 2016 - 23:54
dh42 Mar 30 Aoû 2016 - 23:54
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» probleme de percage de trou avec mach3/ESS
» Rayon fin d'arc diffère rayon début d'arc
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» Arc de rayon nul
» déplacement de l'Axe X ou Y pendant un contour avec chanfrein ou un rayon concave
» Rayon fin d'arc diffère rayon début d'arc
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» Arc de rayon nul
» déplacement de l'Axe X ou Y pendant un contour avec chanfrein ou un rayon concave
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum