






Ajout d'un centreur laser sur BZT PFE500PX
Page 1 sur 2 • 1, 2 

 Ajout d'un centreur laser sur BZT PFE500PX
Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mar 26 Juil - 19:57
dh42 Mar 26 Juil - 19:57
J'ai commencé il y a quelque jours la mise en place d'un système de laser en croix pour faire facilement le 0,0 en X Y sur la CNc.
Après avoir envisagé un système à Webcam, j'ai revu ma copie et je lui ai préféré un laser.
le laser (ruineux !!
https://www.ebay.fr/itm/3-5V-5mW-650nm-Adjustable-Red-Laser-Diode-Cross-Line-Lens-Focus-Head-Laser/263346889955?hash=item3d50b2a4e3
le support de piles
http://www.ebay.co.uk/itm/1-x-2-AAA-3A-Cells-Battery-Size-3V-Clip-Holder-Box-Case-/390845025760
Le laser sera monté fixe sur le bras qui supporte l'aspiration.
J'ai réalisé un petit boitier à la CNc afin d'y loger le laser, les piles et un inter.

La matière, c'est une chute de Corian de 12mm d'épaisseur.

2 bouts de vis de 6, vissés/collés à l'arrière permettrons de fixer le boitier.


et un premier montage test sur la machine.

Maintenant il reste à régler tout ça (focus, alignement sur les 3 plans) et à faire un peu de programmation dans Mach3 pour gérer ça.
La suite tout à l'heure ...
++
David
Dernière édition par dh42 le Sam 4 Jan - 3:02, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() eric44 Mar 26 Juil - 20:20
eric44 Mar 26 Juil - 20:20
TU m’intéresse car j'ai ce laser depuis un bon bout de temps et je n'avais pas trouvé ça pertinent.
PB de flous, de largeur de trait, de fixation, en plus j'ai mis un transfo pour l'alimentation.
Je sent l'adaptation tip top, je suis prêt à passer la commande.
Rang 1, de toute façon tous les autres sont en vacances et je ne parle pas des bleus retraités qui partent au mois d'Aout
@+
Eric

eric44- complétement accro

- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mar 26 Juil - 20:36
dh42 Mar 26 Juil - 20:36
PB de flous, de largeur de trait
C'est réglable, il suffit de tourner la tête pour avoir un trait fin ... par contre le pb c'est que la tête bouge si on se contente de la laisser simplement réglée sans un bon serrage ... il y a bien un ressort à l'intérieur, mais ce n'est pas suffisant. J'ai du faire une rondelle afin que la tête soit serrée quand elle a la bon réglage, ce qui a été long, j'ai du poncer une rondelle de 6 percée à 9 pour la réduire de 1.15mm à 1.00mm pour avoir le bon focus en fonction de la distance du laser, mais maintenant c'est OK, pas de jeu ni de déréglage possible de la tête.
Je met les fichiers CB en pièce jointe si ça peut te servir.
Bon, il ne fait pas non plus réver, tu ne te positionnera pas au 1/100iem, ni même au 1/10 avec ça, mais ça suffit pour mon usage, si je veux plus précis, je prends la pinule.
je pense aussi m'en servir pour les relevés de formes, c'est plus pratique qu'avec une pointe fixe qui arrive tj à s'accrocher (et on ne vois pas très bien en plus)
++
David
- Fichiers joints

- LaserBox.zip Vous n'avez pas la permission de télécharger les fichiers joints.(139 Ko) Téléchargé 42 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mar 26 Juil - 23:31
dh42 Mar 26 Juil - 23:31
Bien maintenant, il faut commencer par régler la netteté (finesse des traits) en fonction de la hauteur.
Comme je le dis plus haut, ça s'est avéré plus difficile que prévu ; facile de faire la netteté mais "l'objectif" n'est pas fermement maintenu ; il y a du jeu dans le filetage et ça se décentre à la moindre vibration, donc impossible à utiliser tel quel.
J'ai donc du usiner une rondelle avec juste la bonne épaisseur pour pouvoir serrer "l'objectif" en buté tout en ayant le bon réglage de netteté elle va à la place de la flèche.

Une fois ce réglage fait, il me reste à aligner la croix sur les axes en tournant le corps du laser dans le logement en V du support.
Viens ensuite le réglage de la verticalité (alignement XZ et YZ) comme pour une broche.
pour ça, j'ai utilisé une simple équerre posée verticalement sur la table surfacée. On vois sur cette image que l'alignement n'est pas parfait.

l’alignement autour de Y se fait par calage à l'arrière du boitier, autour de X par le jeu des trous de fixation sur le bras.
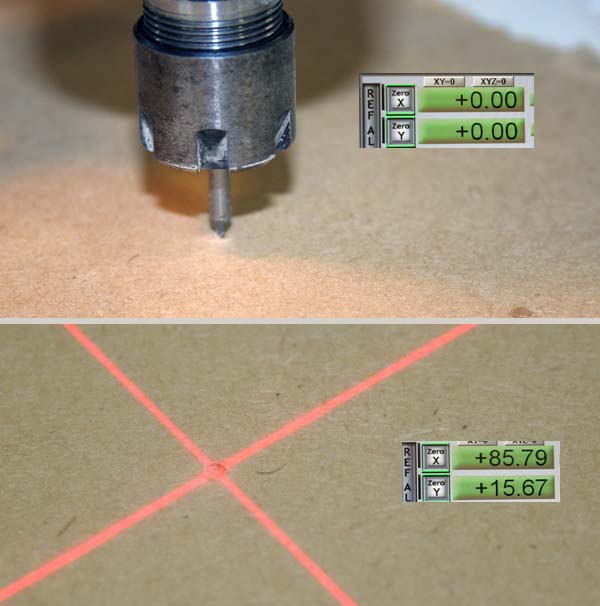
Reste maintenant à mesurer le décalage axe de la broche / axe du laser.
je fais un petit trou avec une fraise à graver en V, et je met mes coordonnées XY à 0, puis je déplace les axes pour centrer le laser sur le trou et je note la valeur de décalage X et Y.
Maintenant il me reste juste à ajouter 2 boutons dans Mach3 à l'aide de MachScreen.
Le premier (Broche > laser) me permettra de faire le décalage automatiquement de façon à amener la broche au dessus du 0 pris par le laser, puis de mettre X et Y à 0 dans les visu.
Le deuxième quand à lui (Laser > 0,0) amène tout simplement le laser au point 0,0 courant, c'est l'inverse du premier, mais ici par contre je ne met pas les coordonnées à 0 après le mouvement.

le bouton Broche > laser contient le code suivant
' déplacer broche sur centrage laser + RàZ XY
Dim x As Double
Dim y As Double
x = 85.39
y = 15.67
SetOEMDRO(800,x) ' mettre la valeur de la variable x dans l'OEM DRO 800 (position X courante)
SetOEMDRO(801,y) ' mettre la valeur de la variable y dans l'OEM DRO 801 (position Y courante)
Code("G0 G53 Z-1") 'envoyer la commande Gcode G0 G53 Z-1 (Z haut en coord machine)
Code("G0 X0 Y0") 'envoyer la commande Gcode G0 X0 Y0 (amener la broche à 0,0 en coord pièce)
quand au bouton Laser > 0,0 il contient le code suivant:
' déplacer laser vers 0,0 courant
Dim x As Double
Dim y As Double
x = 85.39
y = 15.67
Code("G0 G53 Z-1")
Code("G0 X" & x & " Y" & y) ' ce qui une fois concaténé avec les valeurs des variables donne G0 X85.39 Y15.67
++
David
Dernière édition par dh42 le Sam 30 Juil - 20:18, édité 1 fois (Raison : bug dans le code)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() Strib Mer 27 Juil - 5:13
Strib Mer 27 Juil - 5:13
dh42 a écrit:
le laser (ruineux !!)
 C'est à se demander comment ils gagnent de l'argent ...
C'est à se demander comment ils gagnent de l'argent ...dh42 a écrit: le pb c'est que la tête bouge si on se contente de la laisser simplement réglée sans un bon serrage ...
Et du Frein filet Bleu ? Cela n'aurait pas suffit ?
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() c.phili Mer 27 Juil - 10:35
c.phili Mer 27 Juil - 10:35
Pour quoi privilégier le laser à la place de la caméra?
Quand j'ai rendu visite à Stéphane, j'ai vu son système installé et il m'a fait une petite démo et j'ai trouvé ça pas mal du tout, assez pour me rappeler que j'avais aussi des machines et j'en ai commander vite fait deux
Pourtant quand il a sorti son post je n'étais pas vraiment emballé et j'ai alors commandé des laser mais je ne les ai jamais monté de peur de manquer de précision.
Faut dire aussi que mon projet commençait mal, je n'ai pas commandé des lasers en croix mais en ligne, donc pour travailler avec deux lasers perpendiculaire mais quand j'ai vu la difficulté pour le réglage de ces laser pour avoir au final un trait floue, je n'ai pas voulu perdre trop de temps avec ça et je me suis dit d'y revenir plus tard.
Pourquoi deux laser au lieu d'une croix, ben je ne savais pas encore qu'on pouvait décaler le point
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mer 27 Juil - 15:40
dh42 Mer 27 Juil - 15:40
Et du Frein filet Bleu ? Cela n'aurait pas suffit ?
J'ai essayé, pas top .. ça n'a pas l'air de bien coller sur le plastique ...
Pour quoi privilégier le laser à la place de la caméra?
Pas de fil, et pour en avoir déjà une qui surveille la CN, trop sensible à la poussière ... de plus le laser est plus simple et rapide à utiliser et ne pompe aucune ressource sur le PC ...
Pour ce qui demande de la précision, j'utilise la pinnule de centrage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() eric44 Mer 27 Juil - 20:21
eric44 Mer 27 Juil - 20:21
Une question, c'est quoi les paramètres du style coriant ?
dh42 a écrit:
je pense aussi m'en servir pour les relevés de formes, c'est plus pratique qu'avec une pointe fixe qui arrive tj à s'accrocher (et on ne vois pas très bien en plus)
Kesako relevé de forme ?
@+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mer 27 Juil - 20:41
dh42 Mer 27 Juil - 20:41
Une question, c'est quoi les paramètres du style coriant ?
C'est un style prédéfini perso ; si tu ne l'a pas, CB mettra quand même les bons paramètres dans ton op d'usinage (il sont aussi inclus dans le fichier cb).
il te suffit de sélectionner la première ligne sans nom dans le style d'usinage associé à chaque op pour ne plus avoir le message d'alerte.
Kesako relevé de forme ?
Pour redessiner une forme complexe (mais pas précise, genre 0.5mm) je pose le dessin ou la pièce sur la CN, puis je prends des points à intervalle régulier sur le contour (ou des points stratégiques) ; je me déplace en manuel, quand je suis sur un endroit ou je veux relever un point, je clique sur un bouton (sur Mach3, bidouille perso), ça m'enregistre le point dans un fichier, je passe au suivant .. etc. Quand c'est fini, je lis directement le fichier de points dans Cambam (dessiner/points/depuis un fichier texte .. menu contextuel uniquement) et je le transforme en polyligne (Ctrl P)
J'ai un client qui m'envoie souvent des gabarit en MDF en guise de plan
, avec des formes tortueuses et trop grandes pour passer au scanner, donc je fais mes relevés de points comme ça.++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() eric44 Mer 27 Juil - 20:57
eric44 Mer 27 Juil - 20:57
@+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Mer 27 Juil - 21:29
dh42 Mer 27 Juil - 21:29
eric44 a écrit:OK pour la méthode de relevé de forme mais je ne vois pas en quoi le laser va t'aider
@+
Eric
c'est plus simple que de viser avec la pointe d'une fraise
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() seb92 Mer 27 Juil - 23:46
seb92 Mer 27 Juil - 23:46
sur l'ex forum allemand de ma machine (je dis EX car les nouveaux repreneur ont jugés bon de le stopper
Quand tu fais ton 0X/0Y avec la croix laser, tu as donc un léger décalage avec la fraise ; tu renseigne ce décalage ensuite.
mais tu dois en tenir compte sur ton 0/0 pièce ? tu dois mettre le même décalage dans CB ?

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Jeu 28 Juil - 0:13
dh42 Jeu 28 Juil - 0:13
Quand tu fais ton 0X/0Y avec la croix laser, tu as donc un léger décalage avec la fraise
Plus que léger ! , 85.39mm en X et 15.67 en Y
mais tu dois en tenir compte sur ton 0/0 pièce ? tu dois mettre le même décalage dans CB ?
Non, non, pas du tout. après avoir centré mon laser sur ce que je considère comme le 0,0 de la pièce, quand je clique sur le bouton Broche > Laser, le script déplace la broche de façon à ce qu'elle vienne à la place du laser et les coord de mach3 sont misent à 0 ensuite, donc ça ne change rien vis à vis de la FAO.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() copoîd Jeu 28 Juil - 5:09
copoîd Jeu 28 Juil - 5:09
malgré l'imprécision, tu trouves que c'est un gain de temps de relever une forme comme cela ? au final tu es bien obligé de reprendre le dessin de la pièce et de faire quelques mesures sur celle-ci.

copoîd- très actif

- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() c.phili Jeu 28 Juil - 7:07
c.phili Jeu 28 Juil - 7:07
dh42 a écrit:
Non, non, pas du tout. après avoir centré mon laser sur ce que je considère comme le 0,0 de la pièce, quand je clique sur le bouton Broche > Laser, le script déplace la broche de façon à ce qu'elle vienne à la place du laser et les coord de mach3 sont misent à 0 ensuite, donc ça ne change rien vis à vis de la FAO.
++
David
Où trouve-tu Broche > Laser ? C'est un bouton que tu as créé?
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() c.phili Jeu 28 Juil - 7:12
c.phili Jeu 28 Juil - 7:12
Devient compliqué tout ça, mon cerveau est aussi en vacances

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() toutikini Jeu 28 Juil - 7:42
toutikini Jeu 28 Juil - 7:42
C.Phili a écrit:Devient compliqué tout ça, mon cerveau est aussi en vacances pancoops
En fait ça peut être plus simple que ça n'y parait (arrête moi David si je me trompe)
Une fois le laser en place, tu vise un point de ta table, tu met les visu à zéro et tu déplace ta broche pour la placée sur le point visé au départ. Tes visu indique le déplacement effectué, donc le décalage broche-laser. (imaginons -50 en X et -30 en Y)
Une fois noté ce décalage, il n'y a plus à y revenir.
Ensuite, lorsque tu place ton brut pour un futur usinage, tu vise ton zéro pièce avec le laser. Tu mets tes visu à zéro, et si tu n'as pas le bouton "Broche>laser" qui va bien et bien tu clique dans la visu X pour entrer directement 50 et dans le Y pour entrer 30. Ce qui revient à dire à la machine qu'elle n'est pas à 0/0 mais à 50/30. Si ensuite si tu lui demande d'aller à 0,0 elle se déplace au dessus de ton laser (qui lui n'y est plus ,puisqu'il vient de bouger
 )
)Enfin c'est comme ça que je le ferais ...

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() Hervé-34 Jeu 28 Juil - 11:17
Hervé-34 Jeu 28 Juil - 11:17
Non, je crois que c'est bien plus simple !
Quand la croix du laser est à la place du 0.0.0. du dessin de CB, ( donc à l'endroit
ou doit démarrer la fraise, )
David clique sur un bouton de Mach3 qu'il a lui-même crée avec machscreen
et Mach3 connaissant le décalage laser/fraise amène la broche et la fraise
à la position 0.0.0. définie sur CB !
Voilà comment je voit la chose !
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() toutikini Jeu 28 Juil - 12:09
toutikini Jeu 28 Juil - 12:09
Hervé-34 a écrit:Bonjour à tous !!
Non, je crois que c'est bien plus simple !
Quand la croix du laser est à la place du 0.0.0. du dessin de CB, ( donc à l'endroit
ou doit démarrer la fraise, )
David clique sur un bouton de Mach3 qu'il a lui-même crée avec machscreen
et Mach3 connaissant le décalage laser/fraise amène la broche et la fraise
à la position 0.0.0. définie sur CB !
Voilà comment je voit la chose !
Hervé
Oui ... on est d'accord ... je donnais ma version pour y arriver si tu as pas CE bouton :
Tu mets tes visu à zéro, et si tu n'as pas le bouton "Broche>laser" qui va bien
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() Hervé-34 Jeu 28 Juil - 12:25
Hervé-34 Jeu 28 Juil - 12:25
Ah oui !! toutes mes excuses ! j'ai dû te lire en diagonale et je n'avais pas vu
CA !!
Tu mets tes visu à zéro, et si tu n'as pas le bouton "Broche>laser" qui va bien
A+
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() c.phili Jeu 28 Juil - 15:22
c.phili Jeu 28 Juil - 15:22
Ben je n'ai plus de cheveux où j'ai gratter et j'ai toujours pas trouver
Pour créer le bouton, pas de problème mais alors pour le rendre fonctionnel
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() diomedea Jeu 28 Juil - 17:12
diomedea Jeu 28 Juil - 17:12
Laser commandé!
J'ai pris celui ci: http://www.ebay.fr/itm/261735597799 Il a l'avantage d'avoir un blocage du focus...
++
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() Cyrille6901 Jeu 28 Juil - 17:53
Cyrille6901 Jeu 28 Juil - 17:53
Merci David pour ce tuto, nul doute que ce système doit faciliter la vie.
Dans le lien de Jean-Paul, je vois alimentation: 3-5V et <300mA. Peut-on envisager de l'alimenter par un port USB du PC ? ça serait drôlement pratique
Cordialement. Cyrille
Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() eric44 Jeu 28 Juil - 19:32
eric44 Jeu 28 Juil - 19:32
Je recommande le système à David car sur le mien j'ai une alim 5V et cela fait un cable en plus qui se ballade.
IL n'a pas à être allumé tout le temps donc le système avec contacteur et piles est très ingénieux.
@+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Ajout d'un centreur laser sur BZT PFE500PX
![]() dh42 Jeu 28 Juil - 20:00
dh42 Jeu 28 Juil - 20:00
copoîd a écrit:bonjour david,
malgré l'imprécision, tu trouves que c'est un gain de temps de relever une forme comme cela ? au final tu es bien obligé de reprendre le dessin de la pièce et de faire quelques mesures sur celle-ci.
Non, pas de retouches à faire ou très peu (juste pour mettre des arcs à certains endroits), et vu que les gabarits on des formes très tortueuses, c'est bien plus simple (et pas besoin de mesure du tout, je peux créer directement mon Gcode depuis CB, ça suit parfaitement le gabarit).
Ha oui j'ai vu au début, donc ce sera la même chose pour la cam
Non, la cam elle à ce bouton dans le plugin de gestion de Karl Dietz .. pas besoin de le rajouter.
Ensuite, lorsque tu place ton brut pour un futur usinage, tu vise ton zéro pièce avec le laser. Tu mets tes visu à zéro, et si tu n'as pas le bouton "Broche>laser" qui va bien et bien tu clique dans la visu X pour entrer directement 50 et dans le Y pour entrer 30. Ce qui revient à dire à la machine qu'elle n'est pas à 0/0 mais à 50/30. Si ensuite si tu lui demande d'aller à 0,0 elle se déplace au dessus de ton laser
oui, c'est ce que fait le bouton, sauf qu'il n'est pas nécessaire de mettre la visu à 0 au préalable, tu rentre directement tes 50/30 dans la visu, puis tu envoi à 0,0
Pour créer le bouton, pas de problème mais alors pour le rendre fonctionnel
Je ne vois pas ou est le problème, j'ai mis le code de programmation dans le message pour chacun des 2 boutons
Sinon au pire, tu m’envoie le fichier de ton screenset (.set) et je te les rajoute.
rappel pour créer un bouton Vbscript. (bien sur, c'est le code vu plus haut qu'il faudra y mettre)
J'ai pris celui ci: http://www.ebay.fr/itm/261735597799 Il a l'avantage d'avoir un blocage du focus...
Nettement plus cher ... mais peut être une meilleur qualité. (et en plus, il a la pèche .. 30mW au lieu de 5mW pour le mien .. gare à la conso de piles)
IL n'a pas à être allumé tout le temps donc le système avec contacteur et piles est très ingénieux.
Oui, je ne voulais surtout pas de fil en plus, il y en a déjà bien assez !! (parano-parasites
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» CNC Elekslaser A3 et upgrade soft + laser pour découpe laser
» Center finder (centreur)
» Machine CNC
» [Outillage] Remise en état d'un centreur optique.