






coordonnées machines et limites logiciel
2 participants
Page 1 sur 1

 coordonnées machines et limites logiciel
coordonnées machines et limites logiciel
![]() pierre2410 Dim 24 Juil 2016 - 10:26
pierre2410 Dim 24 Juil 2016 - 10:26
Bonjour a tous
Je viens d'acquerir une pfe 1010 px, et je débute avec mach3 et le systeme de coordonnées machine et logiciel,
J'ai installé le fichier de config de la 1010, j'ai ceci :
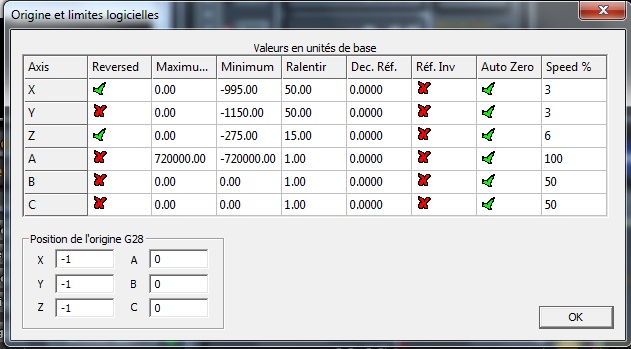
(j'ai du inverser l'axe des z, je l'ai modifié aussi car jai un z réhaussé)
le 0 au niveau coordonnées machine se situe environ au milieu de la table, et le 0 du z est tout en haut de l'axe, est ce normal ? car quand je clique sur activer limites, il me met machine en dehors des limites, activ impossible
A quoi sert le référencement ? je l'ai fait mais jai limpression que ca ne sert qu'a donner les valeurs min et max, je suppose qu'il faut mettre le portique au mini d'un axe, cliquer sur référencement pour avoir la valeur max du parcours du portique et noter les valeurs dans les limites logiciel ?
Peux t'on changer les coordonnées machines ?
Merci d'avance
Pierre
Je viens d'acquerir une pfe 1010 px, et je débute avec mach3 et le systeme de coordonnées machine et logiciel,
J'ai installé le fichier de config de la 1010, j'ai ceci :
(j'ai du inverser l'axe des z, je l'ai modifié aussi car jai un z réhaussé)
le 0 au niveau coordonnées machine se situe environ au milieu de la table, et le 0 du z est tout en haut de l'axe, est ce normal ? car quand je clique sur activer limites, il me met machine en dehors des limites, activ impossible
A quoi sert le référencement ? je l'ai fait mais jai limpression que ca ne sert qu'a donner les valeurs min et max, je suppose qu'il faut mettre le portique au mini d'un axe, cliquer sur référencement pour avoir la valeur max du parcours du portique et noter les valeurs dans les limites logiciel ?
Peux t'on changer les coordonnées machines ?
Merci d'avance
Pierre

pierre2410- très actif

- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone

Re: coordonnées machines et limites logiciel
![]() dh42 Dim 24 Juil 2016 - 22:12
dh42 Dim 24 Juil 2016 - 22:12
Salut,
Sur les BZT, le point 0 machine en XY est au fond à droite (X + maxi, Y+ maxi) et le Z tout en haut.
Le référencement sert justement à trouver ce point 0, en cherchant les contact de référencement.
- désactive les limites logiciel (bouton activer limites sur le premier écran) -> la led doit être éteinte
- déplace manuellement tes axes pour les amener près de la position de référencement (au fond à droite), tout en veillant à ne pas activer un des contacts de référencement (en fait, tu peux lancer le référencement de n'importe ou, mais ça peut être très long vu que les axes se déplacent au ralentis, seule contrainte, ne pas lancer le référencement si un des contact est actif, sinon ça part du mauvais coté)
- clique sur le gros bouton "référencer" -> ta machine va référencer les 3 axes les uns à la suite des autres. Une fois référencés, les led à coté des visus vont passer au vert
- re active les limites (ne pas oublier )
)
- le référencement est la première chose à faire après avoir allumé la machine.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
++
David
Sur les BZT, le point 0 machine en XY est au fond à droite (X + maxi, Y+ maxi) et le Z tout en haut.
Le référencement sert justement à trouver ce point 0, en cherchant les contact de référencement.
- désactive les limites logiciel (bouton activer limites sur le premier écran) -> la led doit être éteinte
- déplace manuellement tes axes pour les amener près de la position de référencement (au fond à droite), tout en veillant à ne pas activer un des contacts de référencement (en fait, tu peux lancer le référencement de n'importe ou, mais ça peut être très long vu que les axes se déplacent au ralentis, seule contrainte, ne pas lancer le référencement si un des contact est actif, sinon ça part du mauvais coté)
- clique sur le gros bouton "référencer" -> ta machine va référencer les 3 axes les uns à la suite des autres. Une fois référencés, les led à coté des visus vont passer au vert
- re active les limites (ne pas oublier
- le référencement est la première chose à faire après avoir allumé la machine.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25658
Points : 38367
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: coordonnées machines et limites logiciel
![]() pierre2410 Lun 25 Juil 2016 - 9:36
pierre2410 Lun 25 Juil 2016 - 9:36
Merci pour ta réponse, c'est beaucoup plus clair
j'ai du inverser les axes par rapport au profil téléchargé pour la 1010px (X est normal, y et z sont inversés)
J'espere que je n'ai rien fait de méchant car je n'avais pas compris qu'il y avait des fins de courses que d'un coté de chaque axe, du coup au début, j'ai fait aller la machine jusqu'au chassis en faisant ce référencement avec un petit bruit de grognement, (les axes n'etaient pas dans le bon sens), est ce que ca a pu abimer quelque chose ?
Du coup l'origine machine est en haut a droite, par rapport au devant de la machine (coté de la machine avec le bouton poussoir et etiquette BZT)
Par contre pour l'axe x, les valeurs du profil téléchargé ne sont pas bonnes, à -995 je tappe dans le chassis, j'ai du mettre -987, je pourrais récuperer les 8mm restant pour aller a 995 mais il faudrait que je décale le capteur de fin de course, car il reste 35mm jusqu'au chassis (coté fin de course) contre 3mm pour l'axe y en haut a droite. Enfin pour 8mm c'est pas bien grave
j'ai du inverser les axes par rapport au profil téléchargé pour la 1010px (X est normal, y et z sont inversés)
J'espere que je n'ai rien fait de méchant car je n'avais pas compris qu'il y avait des fins de courses que d'un coté de chaque axe, du coup au début, j'ai fait aller la machine jusqu'au chassis en faisant ce référencement avec un petit bruit de grognement, (les axes n'etaient pas dans le bon sens), est ce que ca a pu abimer quelque chose ?
Du coup l'origine machine est en haut a droite, par rapport au devant de la machine (coté de la machine avec le bouton poussoir et etiquette BZT)
Par contre pour l'axe x, les valeurs du profil téléchargé ne sont pas bonnes, à -995 je tappe dans le chassis, j'ai du mettre -987, je pourrais récuperer les 8mm restant pour aller a 995 mais il faudrait que je décale le capteur de fin de course, car il reste 35mm jusqu'au chassis (coté fin de course) contre 3mm pour l'axe y en haut a droite. Enfin pour 8mm c'est pas bien grave
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: coordonnées machines et limites logiciel
![]() dh42 Lun 25 Juil 2016 - 16:32
dh42 Lun 25 Juil 2016 - 16:32
Salut,
Ces contacts ne sont pas des fins de course, ils servent uniquement à trouver le point 0. Il faut bien sur éviter autant que possible de taper en butée ... mais si tu avais cassé quelque chose, tu le saurais déjà
Oui, je me suis basé sur les dimensions annoncée par la doc, ensuite il faut affiner.
++
David
J'espere que je n'ai rien fait de méchant car je n'avais pas compris qu'il y avait des fins de courses que d'un coté de chaque axe, du coup au début, j'ai fait aller la machine jusqu'au chassis en faisant ce référencement avec un petit bruit de grognement, (les axes n'etaient pas dans le bon sens), est ce que ca a pu abimer quelque chose ?
Ces contacts ne sont pas des fins de course, ils servent uniquement à trouver le point 0. Il faut bien sur éviter autant que possible de taper en butée ... mais si tu avais cassé quelque chose, tu le saurais déjà
Par contre pour l'axe x, les valeurs du profil téléchargé ne sont pas bonnes, à -995 je tappe dans le chassis
Oui, je me suis basé sur les dimensions annoncée par la doc, ensuite il faut affiner.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25658
Points : 38367
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: coordonnées machines et limites logiciel
![]() pierre2410 Lun 25 Juil 2016 - 21:39
pierre2410 Lun 25 Juil 2016 - 21:39
ok merci a toi
J'ai pu usiner mes martyrs, tout c'est bien passé
J'ai pu usiner mes martyrs, tout c'est bien passé
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone

 Sujets similaires
Sujets similaires» Limites logiciel
» Rentrer nouvelles coordonnées d'axes manuellement
» coordonnées par defaut
» modification des coordonnées machine
» Coordonnées travail mode palpage
» Rentrer nouvelles coordonnées d'axes manuellement
» coordonnées par defaut
» modification des coordonnées machine
» Coordonnées travail mode palpage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum