






Butée micrométrique pour fraiseuse X3
2 participants
Page 1 sur 1

 Butée micrométrique pour fraiseuse X3
Butée micrométrique pour fraiseuse X3
![]() valoris Jeu 3 Mar 2016 - 23:19
valoris Jeu 3 Mar 2016 - 23:19
Bonsoir,
Ma petite fraiseuse chinoise ne dispose pas de butée sur sa table et le besoin se faisant pressant je me suis inspiré d'une butée décrite dans MECANICS POPULAR voir:
http://lamecaniquedevalorisbis.olympe.in/Traductions/Butee_micrometrique.pdf
Le corps est en dural, la tige de butée est en stub Ø 10 fileté en M10 standard, le tambour gradué est en bronze et comporte 30 graduations, soit 0,05 mm par graduation.
Le petit indexe est fait dans un morceau de tube cuivre redressé. Je n'avais pas de tôle laiton de la bonne épaisseur.

Voici le résutat

Butée en service.
Il me reste à faire la butée droite lorsque j'aurai un peu plus de niak.
Bonne soirée.
Cordialment vôtre.
Valoris.
Ma petite fraiseuse chinoise ne dispose pas de butée sur sa table et le besoin se faisant pressant je me suis inspiré d'une butée décrite dans MECANICS POPULAR voir:
http://lamecaniquedevalorisbis.olympe.in/Traductions/Butee_micrometrique.pdf
Le corps est en dural, la tige de butée est en stub Ø 10 fileté en M10 standard, le tambour gradué est en bronze et comporte 30 graduations, soit 0,05 mm par graduation.
Le petit indexe est fait dans un morceau de tube cuivre redressé. Je n'avais pas de tôle laiton de la bonne épaisseur.
Voici le résutat
Butée en service.
Il me reste à faire la butée droite lorsque j'aurai un peu plus de niak.
Bonne soirée.
Cordialment vôtre.
Valoris.
valoris- posteur Régulier

- Messages : 107
Points : 111
Date d'inscription : 11/07/2015
Age : 74
Localisation : 95 -


Re: Butée micrométrique pour fraiseuse X3
![]() Hervé-34 Ven 4 Mar 2016 - 0:58
Hervé-34 Ven 4 Mar 2016 - 0:58
Bonsoir Valoris,
J'aime bien !!
Mais comment as-tu fait tes graduations et tes chiffres ?
Hervé
J'aime bien !!
Mais comment as-tu fait tes graduations et tes chiffres ?
Hervé

Hervé-34- complétement accro

- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Butée micrométrique pour fraiseuse X3
![]() valoris Ven 4 Mar 2016 - 17:12
valoris Ven 4 Mar 2016 - 17:12
Bonjour,
Suite sous forme d'un mini reportage.
Le corps à été usiné en étau à la fraiseuse et ne présente aucune difficulté. L'alésage Ø 10 est percé à 9,8 puis passé à l'alésoir Ø 10 H8, C'est la précision de mes alésoirs, il y a mieux mais c'est plus cher.
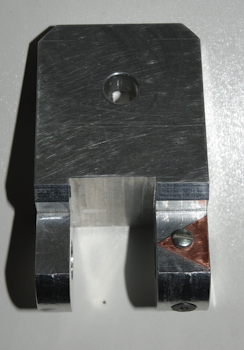
corps vu de face

corps vu de profil
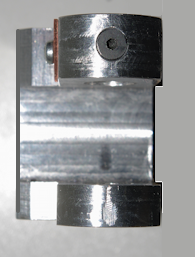
vu de dessous

vu de dos
Toute fois l'usinage de l'arrondi nécessite de monter la pièce en plateau diviseur.
La précision demandée n'est pas très importante, je me suis donc contenté d'un alignement sommaire à l'équerre à chapeau. Le plus important est de parfaitement centrer l'axe de rotation de l'apièce sur l'axe de l'alésage Ø 10. Une fois aligné il y a plus qu'a.
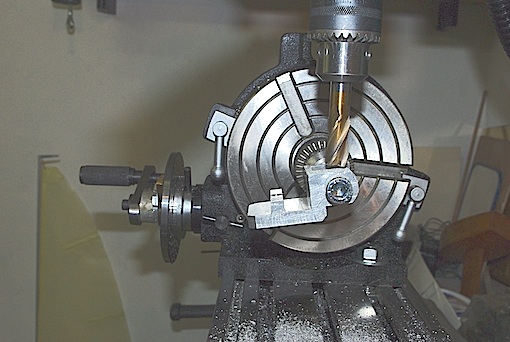
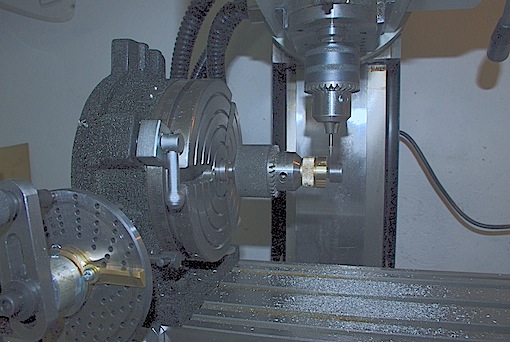
usinage de l'arondi
Cette partie a été usinée en dernier, j'ai profité du même montage pour graver les graduations du tambour.
Le tambour gradué est usiné dans une chute de bronze Ø 26, porté à 24. Je n'ai pas fait beaucoup de photos parce qu'il m'est difficile de tenir l'appareil photo tout en tournant les manivelles.

Le filetage M10 est fait au taraud et entre pointe, du classique quoi !
Le moletage est fait avec un outil maison, la petite gorge est usinée avec un outil à plaquette carbure, pour terminer le tambour est tronçonné à l'outil acier rapide monté à l'envers.
Beaucoup ont des difficultés avec le tronçonnage, c'est une opération qui demande des machines rigides et stable. Je ne suis parvenu à faire du tronçonnage sans casser d'outil qu'après avoir installer mon combiné OT 25531 sur un massif maçonné, ce qui lui confère la rigidité et la stabilité requise pour cette opération.
Comme précisé plus haut les graduations ont été usinées, la pièce montée en plateau diviseur.
gravure

Tambour
Quant à la tige filetée de butée c'est la rainure de 3 mm de large et de profondeur qui a demandé le plus de temps. Je l'ai faite à la fraise en bout et dans du stub, ce n'est pas évident. Si j'avais disposé d'une fraise scie ou trois taille de la bonne largeur, ce serait allé plus vite.
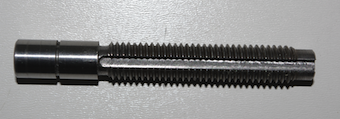
Vis de butée
L'indexe est fait à la lime.
Et il reste le boulon d'ablocage fait dans une barre de 14

Ceci termine cette conférence au sommet
Cordialement vôtre.
Valoris
Suite sous forme d'un mini reportage.
Le corps à été usiné en étau à la fraiseuse et ne présente aucune difficulté. L'alésage Ø 10 est percé à 9,8 puis passé à l'alésoir Ø 10 H8, C'est la précision de mes alésoirs, il y a mieux mais c'est plus cher.
corps vu de face
corps vu de profil
vu de dessous
vu de dos
Toute fois l'usinage de l'arrondi nécessite de monter la pièce en plateau diviseur.
La précision demandée n'est pas très importante, je me suis donc contenté d'un alignement sommaire à l'équerre à chapeau. Le plus important est de parfaitement centrer l'axe de rotation de l'apièce sur l'axe de l'alésage Ø 10. Une fois aligné il y a plus qu'a.
usinage de l'arondi
Cette partie a été usinée en dernier, j'ai profité du même montage pour graver les graduations du tambour.
Le tambour gradué est usiné dans une chute de bronze Ø 26, porté à 24. Je n'ai pas fait beaucoup de photos parce qu'il m'est difficile de tenir l'appareil photo tout en tournant les manivelles.
Le filetage M10 est fait au taraud et entre pointe, du classique quoi !
Le moletage est fait avec un outil maison, la petite gorge est usinée avec un outil à plaquette carbure, pour terminer le tambour est tronçonné à l'outil acier rapide monté à l'envers.
Beaucoup ont des difficultés avec le tronçonnage, c'est une opération qui demande des machines rigides et stable. Je ne suis parvenu à faire du tronçonnage sans casser d'outil qu'après avoir installer mon combiné OT 25531 sur un massif maçonné, ce qui lui confère la rigidité et la stabilité requise pour cette opération.
Comme précisé plus haut les graduations ont été usinées, la pièce montée en plateau diviseur.
gravure
Tambour
Quant à la tige filetée de butée c'est la rainure de 3 mm de large et de profondeur qui a demandé le plus de temps. Je l'ai faite à la fraise en bout et dans du stub, ce n'est pas évident. Si j'avais disposé d'une fraise scie ou trois taille de la bonne largeur, ce serait allé plus vite.
Vis de butée
L'indexe est fait à la lime.
Et il reste le boulon d'ablocage fait dans une barre de 14
Ceci termine cette conférence au sommet
Cordialement vôtre.
Valoris
valoris- posteur Régulier
- Messages : 107
Points : 111
Date d'inscription : 11/07/2015
Age : 74
Localisation : 95 -

 Sujets similaires
Sujets similaires» butée trainard pour tour à métaux
» butée de fraiseuse
» Un presque début de fraiseuse, ou la fraiseuse DIY on the cheap pour copeaux, et plus si affinité . . .
» butée pour myford
» Butée pour étau de fraisage
» butée de fraiseuse
» Un presque début de fraiseuse, ou la fraiseuse DIY on the cheap pour copeaux, et plus si affinité . . .
» butée pour myford
» Butée pour étau de fraisage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum