






CH4RL0TT3 microCNC
Page 3 sur 13 •  1, 2, 3, 4 ... 11, 12, 13
1, 2, 3, 4 ... 11, 12, 13 

 Re: CH4RL0TT3 microCNC
Re: CH4RL0TT3 microCNC
![]() ducran lapoigne Mar 1 Déc 2015 - 15:28
ducran lapoigne Mar 1 Déc 2015 - 15:28
et comme c'est dans la maison pas question de le faire à la soufflette sous peine de divorce
bizarre bizarre chez moi c' est pareil ....
++
Antoine
ducran lapoigne- complétement accro

- Messages : 642
Date d'inscription : 04/02/2012

Re: CH4RL0TT3 microCNC
![]() F6FCO Mar 1 Déc 2015 - 17:55
F6FCO Mar 1 Déc 2015 - 17:55
 (je ne parle pas de la fraiseuse).
(je ne parle pas de la fraiseuse).David, je viens de voir que j'ai oublié de répondre sur la vitesse. Oui il faut que çà tourne très vite, mais je ne sais pas à combien tourne ce petit moteur, je l'ai mis sous tension et çà va vite

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: CH4RL0TT3 microCNC
![]() F6FCO Mar 1 Déc 2015 - 22:13
F6FCO Mar 1 Déc 2015 - 22:13
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() seb92 Mer 2 Déc 2015 - 0:11
seb92 Mer 2 Déc 2015 - 0:11
effectivement, on dirait la toute petite sœur jumelle de la grande…
super conception ; ça ne m'étonne pas de toi
c'est tout mimi !
oui, l'époxy c'est chi…nt comme matière à travailler… beaucoup de poussière fine nocive à aspirer, sa pue… et ça bouffe les fraises à vitesse grand V !
Tu maitrise vraiment tout… de la conception virtuelle à la réalisation finale

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() seb92 Mer 2 Déc 2015 - 0:14
seb92 Mer 2 Déc 2015 - 0:14
Un "tourne à gauche" perso ?
Tu gères la descente à la main en tournant manuellement ?
Une p'tite photo complète en gros plan svp
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() seb92 Mer 2 Déc 2015 - 0:18
seb92 Mer 2 Déc 2015 - 0:18
tu va maintenir ta plaque epoxy comment sur ton plateau ? il me parait tout petit pour y mettre des brides… ou les CI que tu comptes réaliser sont tout petits…
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 2 Déc 2015 - 14:10
F6FCO Mer 2 Déc 2015 - 14:10
Pour la gravure des circuits imprimés j'ai toujours fais en collant la plaque au double-face et j'ai pensé cette machine pour la même utilisation, c'est à dire que la hauteur mini du Z muni d'une fraise à graver en V de 3mm arrivera à fleur du plateau martyr de 10mm.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 2 Déc 2015 - 19:24
F6FCO Mer 2 Déc 2015 - 19:24

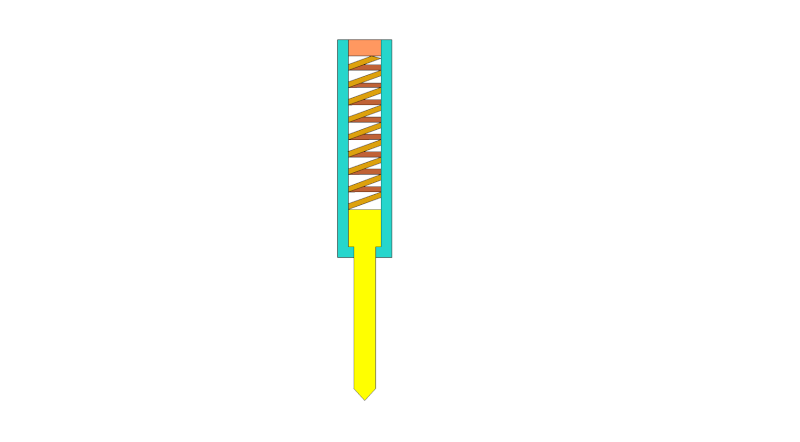
Tu le prend dans la broche et il sert à guider le taraud bien droit, un ressort lui permet de suivre la descente du taraud.
J'ai fais un petit crobar, tu peux le fabriquer facilement:
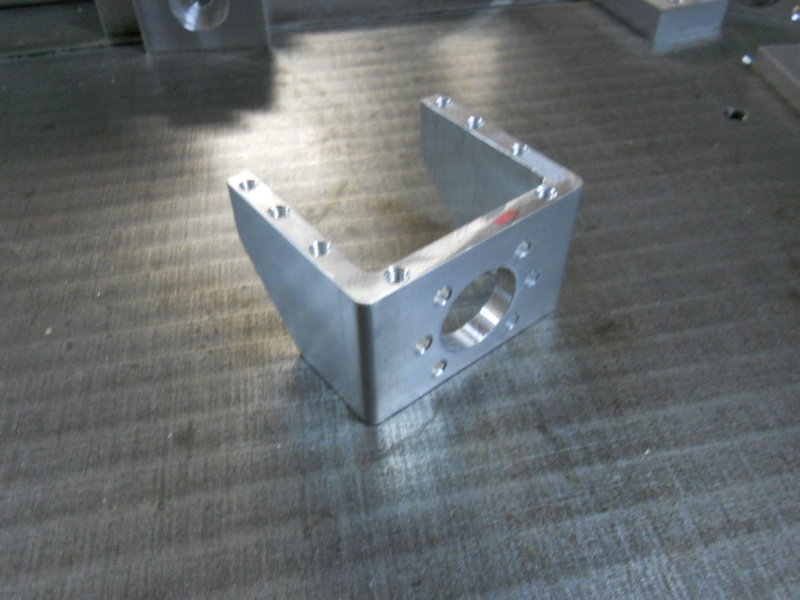
J'ai fais les flasques av et ar, T1t1n3 à encore fait un casse-croute alu cet après-midi:
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() seb92 Mer 2 Déc 2015 - 19:46
seb92 Mer 2 Déc 2015 - 19:46
si je pige bien, le taraud mis dans le mandrin du porte-taraud, et la pièce de droite, prise dans le mandrin de la fraiseuse (ou la PAC) par son gros diamètre, la tige pointue appui, via le ressort, sur le porte-taraud ; ça suit donc le pas de vis du taraud…
j'ai bien tout compris ?
C'est top !
le seul truc qui me chagrine souvent sur ma fraiseuse conventionnelle, c'est la hauteur "réduite" de la colonne ; du coup, je "pose" le taraud par la pointe en bout de mandrin serré, et je tourne à la main pour récupérer le maximum de hauteur.
pfffff, encore un truc génial à fabriquer !
J'ai dans mes nombreuses tablettes de "trucs à faire" un système identique, avec un pied sur colonne réglable en hauteur… purée les journées sont courtes
"Doucement" mais surement, tu avances bien sur ta future machine !
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 2 Déc 2015 - 22:05
F6FCO Mer 2 Déc 2015 - 22:05
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() bob47 Mer 2 Déc 2015 - 22:09
bob47 Mer 2 Déc 2015 - 22:09
Elle mange bien ta machine.
La fraise fait quel diamètre ?
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Strib Mer 2 Déc 2015 - 23:48
Strib Mer 2 Déc 2015 - 23:48
Elle va être géniale cette graveuse de CI !
Tu as prévu quoi comme système de bridage des plaques ? Le vide ?
Continues comme ça, c'est un plaisir ces reportages
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CH4RL0TT3 microCNC
![]() seb92 Jeu 3 Déc 2015 - 0:04
seb92 Jeu 3 Déc 2015 - 0:04
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() F6FCO Jeu 3 Déc 2015 - 0:31
F6FCO Jeu 3 Déc 2015 - 0:31
Bonsoir Stéphane, à un moment j'avais pensé à faire un petit étau dédié puis j'ai abandonné car je n'arrivais à me décider sur les dimensions. Je vais continuer à coller les plaques au double-face sur le martyr, ce qui marche très bien finalement. Le seul inconvénient c'est quand on casse un foret de 0,8 et que le morceau reste dans le martyr, impossible de le retrouver sans tout ravager et risque d'autres casses ultérieures.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() dh42 Jeu 3 Déc 2015 - 0:50
dh42 Jeu 3 Déc 2015 - 0:50
Et une micro table à dépression ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CH4RL0TT3 microCNC
![]() F6FCO Jeu 3 Déc 2015 - 10:57
F6FCO Jeu 3 Déc 2015 - 10:57
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() seb92 Jeu 3 Déc 2015 - 12:43
seb92 Jeu 3 Déc 2015 - 12:43
Mon petit plan de support pour tarauder…
Basique le dessin… juste du principe
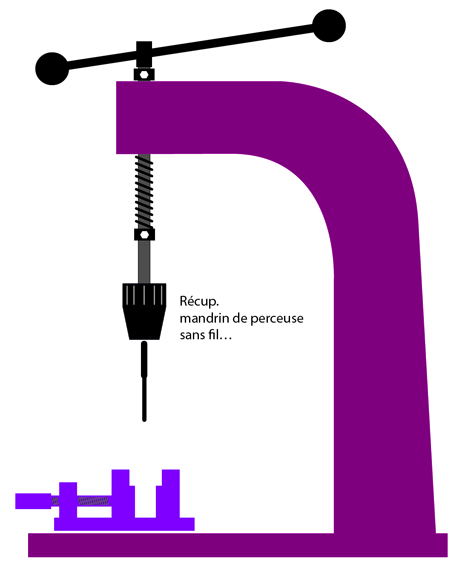
Je le ferais en bois (ctbx)… un jour prochain. découpé cnc bien sur
Faut aussi que je trouve un ressort adéquat et un étau de base de perceuse.
J-C, la table a dépression, ça doit faire "juste" le bruit de l'aspirateur qui aspire, ou de la pompe à dépression si tu en as une…
Autre chose, il faut un volume suffisant en hauteur (au moins du diamètre du tuyau d'aspiration+du caisson) donc une "perte" de hauteur en Z de la hauteur de cette table à dépression.
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() Strib Jeu 3 Déc 2015 - 12:55
Strib Jeu 3 Déc 2015 - 12:55
Le probleme de la table à depression/sous vide, c'est l'operation de perçage du circuit. Faut etre très très précis pour ne pas entamer le support.
De plus, au fur et à mesure des perçages, la prise d'air augmente !....
A moins qu'il existe une astuce...
A+
Stephane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CH4RL0TT3 microCNC
![]() dh42 Jeu 3 Déc 2015 - 16:26
dh42 Jeu 3 Déc 2015 - 16:26
A moins qu'il existe une astuce...
Oui, 2 ; d'une part il y a un martyre sur la table à dépression si tu fais des coupes traversantes ; sur la mienne c'est un tapis caoutchouc perforé de 1mm d'épaisseur.
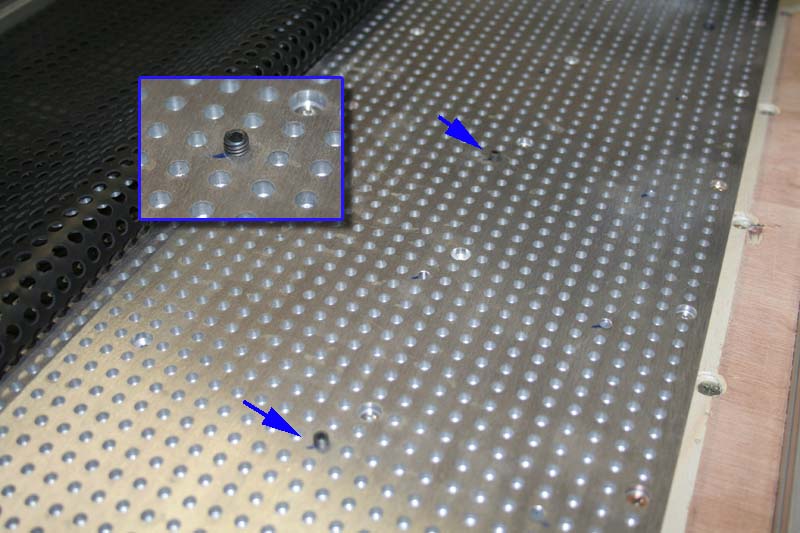
http://www.sorotec.de/shop/Vacuum-Technology/Hole-rubber-mat/
Pour ne pas perdre de dépression, c'est la conjonction d'une pompe à fort débit (comme un aspi) et de la conception de la table.
Contrairement à ce que l'on pourrait penser sur les photos, les trous de 6 que l'on voit sur la table ne sont pas des trous mais des cuvettes, le trou de passage de l'air ne fait que quelques 1/10ieme de mm de Ø ce qui fait que la fuite d'air est faible et peut être compensée par la pompe.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CH4RL0TT3 microCNC
![]() icarePetibles Jeu 3 Déc 2015 - 18:13
icarePetibles Jeu 3 Déc 2015 - 18:13
Si la surface de la table à dépression est trop grande par rapport à la pièce à maintenir, il faut mettre des plaques qui couvrent la surface inutilisées et limiter ainsi les entrées d'air parasites.

icarePetibles- acharné du forum

- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: CH4RL0TT3 microCNC
![]() Philtav Jeu 3 Déc 2015 - 19:51
Philtav Jeu 3 Déc 2015 - 19:51
Je reviens sur ta taraudeuse, ça peut pas marcher car le pas de ta manivelle en haut ne correspondra jamais au pas de ton taraud ??
Sinon un mandrin à crémaillère d'une chinoiserie , ou un système de manivelle ( donc manuelle ) sur la poulie d'une pac ? Ou autre ?

Philtav- très actif

- Messages : 325
Points : 559
Date d'inscription : 16/05/2015
Age : 56
Localisation : Ain
Re: CH4RL0TT3 microCNC
![]() seb92 Jeu 3 Déc 2015 - 20:21
seb92 Jeu 3 Déc 2015 - 20:21
en haut, au niveau du support, il n'y a aucun filetage, juste un tube avec la tige qui coulisserait à l'intérieur ; le ressort permet de maintenir la pression sur le taraud, via une bague qui permet d'ajuster la pression en fonction de la hauteur de la pièce à tarauder.
Si j'avais une PAC digne de ce nom… avec un col de signe suffisamment haut… ce serait résolu
Mais j'en ai pas pour l'instant… et puis je taraude pas souvent non plus… et quand ça passe sous ma fraiseuse, c'est encore tout bon
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CH4RL0TT3 microCNC
![]() Philtav Jeu 3 Déc 2015 - 20:36
Philtav Jeu 3 Déc 2015 - 20:36
Merci pour ce bon plan.
Philtav- très actif
- Messages : 325
Points : 559
Date d'inscription : 16/05/2015
Age : 56
Localisation : Ain
Philtav- très actif
- Messages : 325
Points : 559
Date d'inscription : 16/05/2015
Age : 56
Localisation : Ain
Re: CH4RL0TT3 microCNC
![]() F6FCO Jeu 3 Déc 2015 - 22:49
F6FCO Jeu 3 Déc 2015 - 22:49
Le ressort tu peux te le fabriquer en enroulant de la corde à piano (GSB) autour d'un cylindre.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Page 3 sur 13 • 1, 2, 3, 4 ... 11, 12, 13