






CH4RL0TT3 microCNC
+25
junkdealer
ellogo67
atlon2
ramses
SD 31
athanase
meles
BOP95
electricien13
grosb
stanloc
chrisv
Toff
Philtav
Strib
ducran lapoigne
KOKO 57
bob47
mondeo2
Guilhèlmus
Hervé-34
seb92
icarePetibles
dh42
F6FCO
29 participants
Page 13 sur 13
Page 13 sur 13 •  1, 2, 3 ... 11, 12, 13
1, 2, 3 ... 11, 12, 13

 Re: CH4RL0TT3 microCNC
Re: CH4RL0TT3 microCNC
![]() F6FCO Mar 5 Mar 2024 - 23:46
F6FCO Mar 5 Mar 2024 - 23:46
Salut stef,
M...., je n'y avais pas pensé, omnibulé par l'usinage de l'étau . Ceci dit il n'y a pas beaucoup de contraintes générées par l'outil avec une seule passe de 0.O5mm et une pointe en V, avec un serrage "sur des oeufs" çà devrait aller, la suite le dira.
. Ceci dit il n'y a pas beaucoup de contraintes générées par l'outil avec une seule passe de 0.O5mm et une pointe en V, avec un serrage "sur des oeufs" çà devrait aller, la suite le dira.
L'étau est terminé mais je ne peux pas encore le placer, il faut auparavant que j'auto surface toute la table et là j'ai un petit souci car je n'accède pas à toute la surface, il reste une petite bordure en bas et à gauche. Au départ j'avais réglé l'architecture de la machine tip-top pour le premier ensemble moteur et broche rapportée, puis çà ne me satisfaisais pas à cause du bruit et j'ai installé la broche actuelle mais l'adaptation a fait qu'elle est un peu déportée sur le coté, d'où les bordures non usinables de quelques mm.
La seule solution que je vois c'est de fabriquer un fly-cutter adaptable sur la pince ER11 qui surfacera plus large pour couvrir toute la table.
Ce n'était pas prévu çà
M...., je n'y avais pas pensé, omnibulé par l'usinage de l'étau
L'étau est terminé mais je ne peux pas encore le placer, il faut auparavant que j'auto surface toute la table et là j'ai un petit souci car je n'accède pas à toute la surface, il reste une petite bordure en bas et à gauche. Au départ j'avais réglé l'architecture de la machine tip-top pour le premier ensemble moteur et broche rapportée, puis çà ne me satisfaisais pas à cause du bruit et j'ai installé la broche actuelle mais l'adaptation a fait qu'elle est un peu déportée sur le coté, d'où les bordures non usinables de quelques mm.
La seule solution que je vois c'est de fabriquer un fly-cutter adaptable sur la pince ER11 qui surfacera plus large pour couvrir toute la table.
Ce n'était pas prévu çà
F6FCO- complétement accro

- Messages : 4645
Date d'inscription : 13/05/2011 -


Re: CH4RL0TT3 microCNC
![]() Hervé-34 Mer 6 Mar 2024 - 0:36
Hervé-34 Mer 6 Mar 2024 - 0:36
Bonsoir à tous !
Il te manque combien ? tu pourrais pas trouver
une fraise qui fasse le job en queue de 8mm ?
Hervé
Il te manque combien ? tu pourrais pas trouver
une fraise qui fasse le job en queue de 8mm ?
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() dh42 Mer 6 Mar 2024 - 4:03
dh42 Mer 6 Mar 2024 - 4:03
Salut
Ø57 en queue de 8mm ICI
Il te faut une pince oversised de Ø8 pour ER11
https://www.omc-stepperonline.com/fr/pince-de-haute-precision-er11-8mm-pour-fraiseuse-cnc-outil-de-tour-machine-de-gravure-er11-d8
++
David
Ø57 en queue de 8mm ICI
Il te faut une pince oversised de Ø8 pour ER11
https://www.omc-stepperonline.com/fr/pince-de-haute-precision-er11-8mm-pour-fraiseuse-cnc-outil-de-tour-machine-de-gravure-er11-d8
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 6 Mar 2024 - 9:53
F6FCO Mer 6 Mar 2024 - 9:53
Salut,
Je dois avoir 4 ou 5mm de bordure non usinée à cause du décalage des nouvelles brides de la broche, même une fraise de 8 ne suffirait pas je pense.
On le voit un peu sur la photo ci-dessous, les bords non usinés quand j'ai surfacé le martyr médium (à gauche et en haut en fait), jusqu'alors çà me servait bien parce que je me servais des épaulements comme réf pour caler mes plaques, mais pour placer l'étau çà devient gênant:
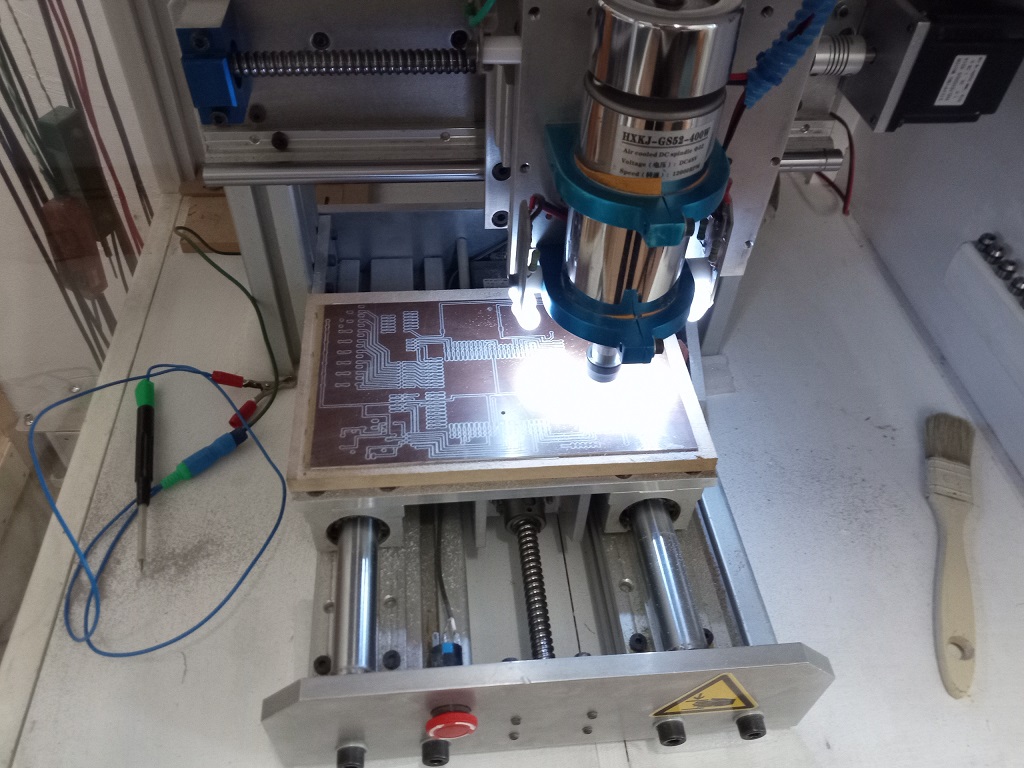
J'ai été voir le lien avec la pince à 2.51€, ils indiquent que çà vient de chine. Ok je prends... sauf qu'au moment de commander le port est au mini 15€, voire 24€ avec DHL . J'aime bien Stepper Online, je leur commande tous mes moteurs mais là ils exagèrent, envoyer un truc de quelques grammes par DHL...
. J'aime bien Stepper Online, je leur commande tous mes moteurs mais là ils exagèrent, envoyer un truc de quelques grammes par DHL...
Commander Français qu'ils disent... je le ferai quand ils arrêteront de nous prendre pour des vaches à lait.
Je vais tenter de la trouver directement en Chine ou au pire je fabrique un micro fly-cutter avec queue Ø6
EDIT: Ici Aliex ER11/8mm
Même si çà ne suffit pas pour bouffer les bordures çà me permettra de faire un fly-cutter un peu plus gaillard. Merci pour l'idée.
Je dois avoir 4 ou 5mm de bordure non usinée à cause du décalage des nouvelles brides de la broche, même une fraise de 8 ne suffirait pas je pense.
On le voit un peu sur la photo ci-dessous, les bords non usinés quand j'ai surfacé le martyr médium (à gauche et en haut en fait), jusqu'alors çà me servait bien parce que je me servais des épaulements comme réf pour caler mes plaques, mais pour placer l'étau çà devient gênant:

J'ai été voir le lien avec la pince à 2.51€, ils indiquent que çà vient de chine. Ok je prends... sauf qu'au moment de commander le port est au mini 15€, voire 24€ avec DHL
Commander Français qu'ils disent... je le ferai quand ils arrêteront de nous prendre pour des vaches à lait.
Je vais tenter de la trouver directement en Chine ou au pire je fabrique un micro fly-cutter avec queue Ø6
EDIT: Ici Aliex ER11/8mm
Même si çà ne suffit pas pour bouffer les bordures çà me permettra de faire un fly-cutter un peu plus gaillard. Merci pour l'idée.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Mer 6 Mar 2024 - 12:54
Hervé-34 Mer 6 Mar 2024 - 12:54
Bonjour à tous !
Bonjour F6FCO !
Encore si tu es la tête dans le guidon je peut t'en envoyer
une de pince en 8mm !!
Hervé
Bonjour F6FCO !
Encore si tu es la tête dans le guidon je peut t'en envoyer
une de pince en 8mm !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 6 Mar 2024 - 14:02
F6FCO Mer 6 Mar 2024 - 14:02
Hello Hervé,
Décidemment tu es notre chinois du 34
Je te remercie encore mais trop tard, je viens juste de commander la mienne en prenant mon café .
J'ai même commencé l'usinage du micro fly-cutter ce matin.
J'ai sorti mon cimetière à carbure cassés, au départ je pensais utiliser les pointes de pied à coulisse que j'avais coupées pour faire mes dro mais finalement c'est le petit outil de tour 10x10 qui a remporté la palme, je vais usiner un corps avec une queue Ø8 dans un barreau de ferraille et je le braserai dessus.

Décidemment tu es notre chinois du 34
Je te remercie encore mais trop tard, je viens juste de commander la mienne en prenant mon café
J'ai même commencé l'usinage du micro fly-cutter ce matin.
J'ai sorti mon cimetière à carbure cassés, au départ je pensais utiliser les pointes de pied à coulisse que j'avais coupées pour faire mes dro mais finalement c'est le petit outil de tour 10x10 qui a remporté la palme, je vais usiner un corps avec une queue Ø8 dans un barreau de ferraille et je le braserai dessus.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() bilou(te) Mer 6 Mar 2024 - 14:09
bilou(te) Mer 6 Mar 2024 - 14:09
F6FCO a écrit:Hello Hervé,
Décidemment tu es notre chinois du 34
Je te remercie encore mais trop tard, je viens juste de commander la mienne en prenant mon café
J'ai même commencé l'usinage du micro fly-cutter ce matin.
J'ai sorti mon cimetière à carbure cassés, au départ je pensais utiliser les pointes de pied à coulisse que j'avais coupées pour faire mes dro mais finalement c'est le petit outil de tour 10x10 qui a remporté la palme, je vais usiner un corps avec une queue Ø8 dans un barreau de ferraille et je le braserai dessus.
Bonjour
Suivant la surface à reprendre et le besoin de précision, et si la table est bien en alu, tu pouvais aussi le faire à le défonceuse ou à l'affleureuse (il faut en avoir une, c'est la seule condition
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 6 Mar 2024 - 14:18
F6FCO Mer 6 Mar 2024 - 14:18
Bonjour Bilou(te),
J'ai une défonceuse mais ce n'est pas le but ici, çà impliquerait de la démonter, faire un montage dédié et la remonter ensuite, je pourrai même faire çà sur la fraiseuse ou ma grosse CNC. Le but ici est de ne pas toucher à la table mais de l'auto-usiner en place par la broche de la CNC elle-même pour qu'elle soit bien usinée // aux axes X,Y,Z. C'est la condition pour avoir le maximum de précision.
J'ai une défonceuse mais ce n'est pas le but ici, çà impliquerait de la démonter, faire un montage dédié et la remonter ensuite, je pourrai même faire çà sur la fraiseuse ou ma grosse CNC. Le but ici est de ne pas toucher à la table mais de l'auto-usiner en place par la broche de la CNC elle-même pour qu'elle soit bien usinée // aux axes X,Y,Z. C'est la condition pour avoir le maximum de précision.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Mer 6 Mar 2024 - 17:17
Hervé-34 Mer 6 Mar 2024 - 17:17
Bonjour à tous !
Salut F6FCO !
Tu sais à 0.65€ pièce quand je commande je commande !
au moins 4 ou 5 d'un seul coup !! de la folie
Hervé
Salut F6FCO !
Tu sais à 0.65€ pièce quand je commande je commande !
au moins 4 ou 5 d'un seul coup !! de la folie
Hervé
F6FCO a écrit:Hello Hervé,
Décidemment tu es notre chinois du 34
Je te remercie encore mais trop tard, je viens juste de commander la mienne en prenant mon café
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 6 Mar 2024 - 20:07
F6FCO Mer 6 Mar 2024 - 20:07
Acheteur compulsif
J'ai payé la mienne plus cher, 3.81€.
J'ai payé la mienne plus cher, 3.81€.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Mer 6 Mar 2024 - 20:12
Hervé-34 Mer 6 Mar 2024 - 20:12
Bonsoir !
Ben moi c'est celles là et elles vont bien, enfin pas cassées
pour l'instant !
https://fr.aliexpress.com/item/1005001507895931.html?spm=a2g0o.productlist.main.47.7107458fDfUELK&algo_pvid=15e13f24-bd55-4bba-ac70-c082b7a001b5&algo_exp_id=15e13f24-bd55-4bba-ac70-c082b7a001b5-23&pdp_npi=4%40dis%21EUR%210.93%210.65%21%21%210.98%210.69%21%402103895417097522497028475ec578%2112000029911157182%21sea%21FR%214643083120%21&curPageLogUid=zPganv0fHB8T&utparam-url=scene%3Asearch%7Cquery_from%3A
Hervé
Ben moi c'est celles là et elles vont bien, enfin pas cassées
pour l'instant !
https://fr.aliexpress.com/item/1005001507895931.html?spm=a2g0o.productlist.main.47.7107458fDfUELK&algo_pvid=15e13f24-bd55-4bba-ac70-c082b7a001b5&algo_exp_id=15e13f24-bd55-4bba-ac70-c082b7a001b5-23&pdp_npi=4%40dis%21EUR%210.93%210.65%21%21%210.98%210.69%21%402103895417097522497028475ec578%2112000029911157182%21sea%21FR%214643083120%21&curPageLogUid=zPganv0fHB8T&utparam-url=scene%3Asearch%7Cquery_from%3A
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Mer 6 Mar 2024 - 23:21
F6FCO Mer 6 Mar 2024 - 23:21
Ah oui, tu es meilleur dénicheur de chinoiseries que moi .
Avancées,
j'ai tourné une queue Ø8 dans un barreau
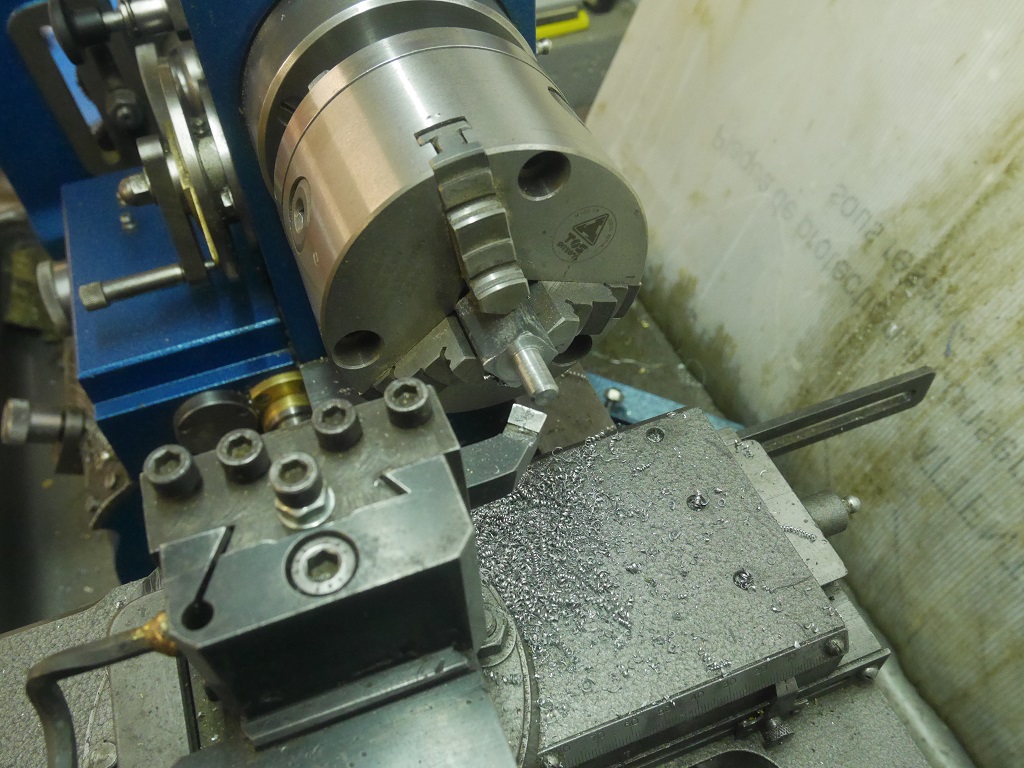
Dégrossi le corps, sur ce coup je travaille sans plan, tout au pif, ceci dit l'affaire est simple.

Reste à découper le corps et braser l'outil dessus de façon a ce que la plaquette soit dans la symétrie de l'axe

Avancées,
j'ai tourné une queue Ø8 dans un barreau

Dégrossi le corps, sur ce coup je travaille sans plan, tout au pif, ceci dit l'affaire est simple.

Reste à découper le corps et braser l'outil dessus de façon a ce que la plaquette soit dans la symétrie de l'axe

Dernière édition par F6FCO le Jeu 7 Mar 2024 - 9:13, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Jeu 7 Mar 2024 - 0:17
Hervé-34 Jeu 7 Mar 2024 - 0:17
Bonsoir F6FCO !
Y'en a qui vont te dire, pourquoi tu ne fais pas une lumière
sur le porte plaquette que tu puisses le faire coulisser et agrandir le rayon !
mais je suppose que tu n'as pas besoin d'un flyer plus grand !
Tu sais que ton idée simple me plait !!
Hervé
Y'en a qui vont te dire, pourquoi tu ne fais pas une lumière
sur le porte plaquette que tu puisses le faire coulisser et agrandir le rayon !
mais je suppose que tu n'as pas besoin d'un flyer plus grand !
Tu sais que ton idée simple me plait !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Jeu 7 Mar 2024 - 9:09
F6FCO Jeu 7 Mar 2024 - 9:09
Salut Hervé,
Il sera tout minuscule ce fly-cutter , y placer des vis M4 ? pour la rigidité il faudrait en placer au moins deux dans une lumière, j'aurai peur de le fragiliser. Au départ je le fais juste pour effacer cette bordure et reprendre la planéité de la table, il ne servira qu'à surfacer d'un dixième ou deux en espérant que ma petite broche de 400W sera assez gaillarde pour l'emmener, plus je l'écarte plus çà demandera d'effort.
Je vais continuer ce matin, la question que je me pose c'est à quel angle placer la plaquette, au départ c'est un outil de tour, je ne pense pas que ce soit trop critique.
Il sera tout minuscule ce fly-cutter , y placer des vis M4 ? pour la rigidité il faudrait en placer au moins deux dans une lumière, j'aurai peur de le fragiliser. Au départ je le fais juste pour effacer cette bordure et reprendre la planéité de la table, il ne servira qu'à surfacer d'un dixième ou deux en espérant que ma petite broche de 400W sera assez gaillarde pour l'emmener, plus je l'écarte plus çà demandera d'effort.
Je vais continuer ce matin, la question que je me pose c'est à quel angle placer la plaquette, au départ c'est un outil de tour, je ne pense pas que ce soit trop critique.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Jeu 7 Mar 2024 - 13:15
Hervé-34 Jeu 7 Mar 2024 - 13:15
Bonjour à tous !
Bonjour F6FCO !
OK, je comprend ! mais faut dire que la photo ne donne
pas l’échelle ! je voyais ça plus gros !
Pour "la pente" si tu met "que" la pointe tu vas avoir plus de
rayures, si tu "penches" plus, il va falloir plus de puissance !
Hervé
Bonjour F6FCO !
OK, je comprend ! mais faut dire que la photo ne donne
pas l’échelle !
Pour "la pente" si tu met "que" la pointe tu vas avoir plus de
rayures, si tu "penches" plus, il va falloir plus de puissance !
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Jeu 7 Mar 2024 - 13:40
F6FCO Jeu 7 Mar 2024 - 13:40
C'est tout petit, sur les prochaines photos je mettrai un crayon à coté pour se rendre compte, d'ailleurs tu n'as qu'à regarder par rapport à la queue de 8, çà te donnera une idée.
Boulot de ce matin
J'ai enlevé de la matière jusqu'à ce que la coupe de la plaquette soit sur l'axe.
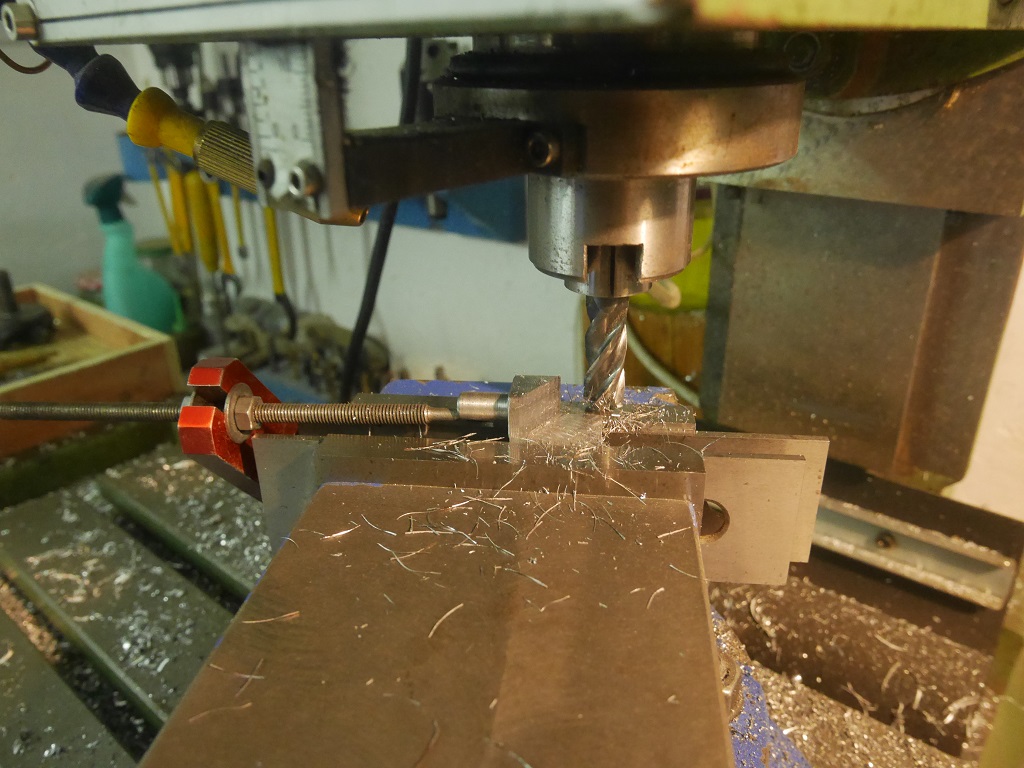
J'ai fais pareil sur le corps de l'outil après l'avoir blanchi, comme pour les assemblages bois plus il y a de surface plus çà colle. Pour le rayon d'usinage comme c'est du "aupif" j'y suis allé à l'instinctif, je me suis débrouillé pour que la plaquette soit en dehors du corps mais pas plus car je ne connais pas les capacités de ma broche avec un tel outil. Niveau rayon ce sera amplement suffisant pour l'usage prévu.
Et j'ai brasé le tout, reste à nettoyer tout çà, réduire la queue qui sort à l'arrière pour essayer de l'équilibrer au mieux.

Boulot de ce matin
J'ai enlevé de la matière jusqu'à ce que la coupe de la plaquette soit sur l'axe.

J'ai fais pareil sur le corps de l'outil après l'avoir blanchi, comme pour les assemblages bois plus il y a de surface plus çà colle. Pour le rayon d'usinage comme c'est du "aupif" j'y suis allé à l'instinctif, je me suis débrouillé pour que la plaquette soit en dehors du corps mais pas plus car je ne connais pas les capacités de ma broche avec un tel outil. Niveau rayon ce sera amplement suffisant pour l'usage prévu.

Et j'ai brasé le tout, reste à nettoyer tout çà, réduire la queue qui sort à l'arrière pour essayer de l'équilibrer au mieux.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Ven 8 Mar 2024 - 0:28
F6FCO Ven 8 Mar 2024 - 0:28
Quand j'aurai surfacé ma table j'en ferai peut-être un porte-clés.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() Hervé-34 Ven 8 Mar 2024 - 0:36
Hervé-34 Ven 8 Mar 2024 - 0:36
Comment vas-tu faire pour "l'équilibrer" ?
Hervé
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CH4RL0TT3 microCNC
![]() F6FCO Ven 8 Mar 2024 - 10:23
F6FCO Ven 8 Mar 2024 - 10:23
J'attends d'avoir ma pince Ø8 et je procéderai à un essai, si çà va pour faire un surfaçage je laisse dans l'état. Sinon j'ai prévu le coup en faisant un épaulement à l'autre extrémité du corps de l'outil, un taraudage M4, une vis/contre-écrou et je réglerai en vissant plus ou moins, ou rajoutant des rondelles pour faire contre-poids. Des essais quoi...
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CH4RL0TT3 microCNC
![]() F6FCO Lun 25 Mar 2024 - 20:10
F6FCO Lun 25 Mar 2024 - 20:10
Hello les gens,
Je viens de terminer et installer l'étau. Je n'ai pas utilisé le micro fly-cutter, il marche super bien sur la grosse fraiseuse mais sur CH4RL0TT3 il fout carrément la trouille tellement çà fait du bruit, à te sortir de la pièce. Je pense que son poids et son porte-à-faux et trop important pour la petite broche de 400W, alors que sur la grosse c'est peanuts.
Pas grave je m'en suis quand même sortie en adaptant l'étau avec quelques coups de fraise. Je lui ai aussi rajouté des mors rapportés, en cas de sortie de fraise plus facile à changer que de refaire un étau, d'autant que je ne le démonte plus parce que les mors ont été usinés en place sur la machine pour un maximum de précision.
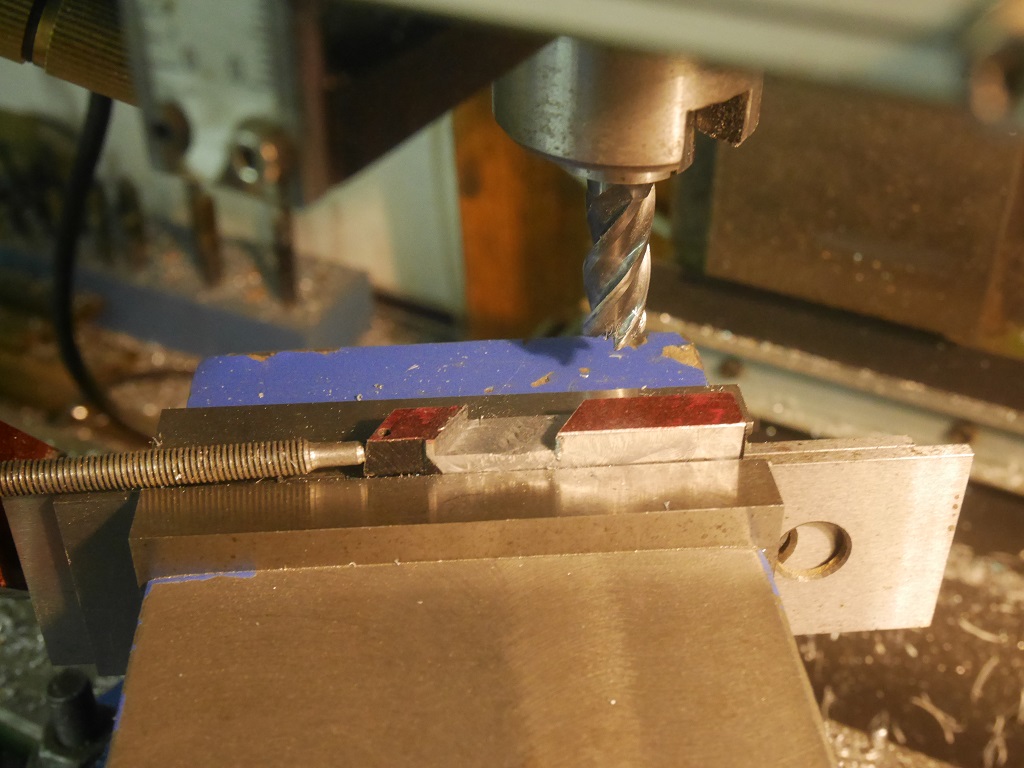
Précision de 1/100e avec cette méthode, une fois l'étau monté j'ai serré les deux mors bruts sur une cale de la bonne épaisseur pour usiner le décrochement qui tiendra les PCB avec une fraise de 6mm.
Pour vérifier j'ai fais une marque au market d'un coté et de l'autre, j'ai tangenté en descendant par 1/100e sur la première avec une fraise javelot juste pour la rayer, je suis allé de l'autre coté et la rayure était identique. Donc tout est bon.
Reste à le tester en gravure et faire une vidéo.
Bon, je voulais poster des photos de l'étau terminé et en place mais SERVIMG ne parait pas d'accord
Je viens de terminer et installer l'étau. Je n'ai pas utilisé le micro fly-cutter, il marche super bien sur la grosse fraiseuse mais sur CH4RL0TT3 il fout carrément la trouille tellement çà fait du bruit, à te sortir de la pièce. Je pense que son poids et son porte-à-faux et trop important pour la petite broche de 400W, alors que sur la grosse c'est peanuts.
Pas grave je m'en suis quand même sortie en adaptant l'étau avec quelques coups de fraise. Je lui ai aussi rajouté des mors rapportés, en cas de sortie de fraise plus facile à changer que de refaire un étau, d'autant que je ne le démonte plus parce que les mors ont été usinés en place sur la machine pour un maximum de précision.
Précision de 1/100e avec cette méthode, une fois l'étau monté j'ai serré les deux mors bruts sur une cale de la bonne épaisseur pour usiner le décrochement qui tiendra les PCB avec une fraise de 6mm.
Pour vérifier j'ai fais une marque au market d'un coté et de l'autre, j'ai tangenté en descendant par 1/100e sur la première avec une fraise javelot juste pour la rayer, je suis allé de l'autre coté et la rayure était identique. Donc tout est bon.
Reste à le tester en gravure et faire une vidéo.
Bon, je voulais poster des photos de l'étau terminé et en place mais SERVIMG ne parait pas d'accord
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Page 13 sur 13 • 1, 2, 3 ... 11, 12, 13
Page 13 sur 13
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum