






Palpeur peu précis
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: Palpeur peu précis
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 8:07
chris74 Jeu 27 Aoû 2015 - 8:07
Sur le châssis de ta CN tu branches un coté de ton contact qui sert à palper qui vient de ta carte de commande. Sur la partie cuivrée de ta plaque de CI tu branches le 2eme pole de ton contact.Quand la broche ne touche pas ta plaque, le circuit est isolé (ouvert) grâce à l'épaisseur d'époxy situé sous le cuivre, mais quand la broche vient au contact du cuivre ,elle ferme alors ton contact de palpeur . Plus simple et plus fiable, il n'y a pas.
Dernière édition par chris74 le Jeu 27 Aoû 2015 - 8:15, édité 1 fois
chris74- acharné du forum

- Messages : 478
Date d'inscription : 15/07/2012

Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 8:13
Brouno Jeu 27 Aoû 2015 - 8:13
chris74 a écrit:Un modele de quoi ? Le palpeur est juste une plaque de CI, et en touchant la partie cuivré, la broche ferme le contact, il y a rien a acheter.Il suffit de mesurer précisément l'épaisseur de ta plaque de CI
Tu as des fils à brancher comme sur un palpeur à inter ?

Brouno- complétement accro

- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs

chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 8:31
Brouno Jeu 27 Aoû 2015 - 8:31
chris74 a écrit:
Sur le châssis de ta CN tu branches un coté de ton contact qui sert à palper qui vient de ta carte de commande. Sur la partie cuivrée de ta plaque de CI tu branches le 2eme pole de ton contact.Quand la broche ne touche pas ta plaque, le circuit est isolé (ouvert) grâce à l'épaisseur d'époxy situé sous le cuivre, mais quand la broche vient au contact du cuivre ,elle ferme alors ton contact de palpeur . Plus simple et plus fiable, il n'y a pas.
Si je comprends bien, (désolé, je comprends vite mais faut m'expliquer longtemps
Tu as deux fils qui viennent de la prise du palpeur, un que tu branches sur le chassis de la machine et l'autre à la plaque de cuivre ?
C'est ça ?
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 8:42
Brouno Jeu 27 Aoû 2015 - 8:42
chris74 a écrit:Oui ,c'est exactement ça.
YESSSSS, au bout de 500 heures d'explications, j'ai compris
Merci Chris74
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() stanloc Jeu 27 Aoû 2015 - 8:44
stanloc Jeu 27 Aoû 2015 - 8:44
chris74 a écrit:Un modèle de quoi ? Le palpeur est juste une plaque de CI, et en touchant la partie cuivré, la broche ferme le contact, il y a rien a acheter.Il suffit de mesurer précisément l'épaisseur de ta plaque de CI.
Sur le châssis de ta CN tu branches un coté de ton contact qui sert à palper qui vient de ta carte de commande. Sur la partie cuivrée de ta plaque de CI tu branches le 2eme pole de ton contact.Quand la broche ne touche pas ta plaque, le circuit est isolé (ouvert) grâce à l'épaisseur d'époxy situé sous le cuivre, mais quand la broche vient au contact du cuivre ,elle ferme alors ton contact de palpeur . Plus simple et plus fiable, il n'y a pas.
oui, sauf que si l'approche se fait par programmation et donc à vitesse raisonnable pour que cela ne prenne pas la journée, le choc va être brutal ce qui n'est pas bon pour la mesure ni pour la fraise.
Un bon capteur de hauteur pour l'axe Z doit répondre à plusieurs impératifs. Il faut qu'il y ait une possibilité de dépassement du point de contact pour que justement la fraise ne prenne pas un mauvais coup et que la mesure ait un sens. Il faut que la pièce sur laquelle vient appuyer la fraise soit guidée de façon parfaite. S'il s'agit d'un cylindre coulissant dans un guide il FAUT là encore respecter la même règle : la longueur du guidage soit au MINIMUM de 1,5 fois le diamètre du cylindre et cela va beaucoup mieux si c'est 2 fois. Si on est perfectionniste il faut prendre une petite douille à billes et son axe en acier rectifié pour faire ce petit "piston". Enfin il y a le choix du contact. L'erreur c'est de prendre un microswitch. En effet ces dispositifs fonctionnent par déformation d'une lame métallique (pendant la seconde guerre mondiale les paras alliés avaient un tel "bidule" pour se signaler les uns aux autres à distance ; un fut métallique ayant passé la journée au soleil peut le soir venu faire un tel bruit mais multiplié par 100 ou 1000)
Donc notre microswitch comporte une course d'approche durant laquelle la lame se déforme pour arriver à un point d'arc-boutement qu'elle dépasse bientôt et aussitôt se déforme dans l'autre sens brutalement pour fermer ou ouvrir réellement le contact.Et c'est ce point d'arc-boutement qui se doit d'être reproductible ce qui n'est le cas(de façon pérenne) que sur des microswitchs couteux car intentionnellement réalisés pour cela. Alors qu'il est infiniment plus simple de réaliser soi-même un contact qui s'ouvre d'autant plus qu'il est infiniment souhaitable de n'avoir que des contacts NORMALEMENT FERMES sur nos cnc vis à vis des parasites. Dernier point si on veut pinailler il faut que la prise d'origine par programmation se fasse en deux temps. Premier temps telle la brute la machine vient ouvrir le contact. Ce n'est pas précis mais maintenant "elle sait" dans quelle région est le contact. Le programme fait donc remonter le Z d'un ou deux mm et il le fait redescendre doucement pour peaufiner la mesure.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 8:59
chris74 Jeu 27 Aoû 2015 - 8:59
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 9:03
Brouno Jeu 27 Aoû 2015 - 9:03
chris74 a écrit:Oui Mr STANLOC, ça c'est la théorie, en pratique, cela fait 5 ans que j'utilise ce type de contact et encore hier j'ai palpé sans soucis une fraise de 1.5mm........................avec mach3, la procédure est fort simple et ,contrairement à ce que vous affirmez, la procédure ne prends pas "des plombes", il suffit de débuter le palpage à 5mm du palpeur, tout simplement.La précision est supérieur à 0.05mm, ce qui est largement suffisant pour nos cn amateurs.
Quel vitesse de descente mets tu ? (EUUUHHHH, sais pas si je suis clair là...)
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 9:05
chris74 Jeu 27 Aoû 2015 - 9:05
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 9:08
Brouno Jeu 27 Aoû 2015 - 9:08
chris74 a écrit:De tête ,je pourrais pas te dire, je vais descendre à l'atelier d'ici 1h00, je regarderais, mais il faut qu'elle soit pas trop rapide,surtout sur les petites fraises.
Il n'y a pas le feu, regarde quand tu peux, à savoir, j’utilise régulièrement des fraises de 0.3 mm
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 9:12
chris74 Jeu 27 Aoû 2015 - 9:12
stanloc a écrit:chris74 a écrit:Un modèle de quoi ? Le palpeur est juste une plaque de CI, et en touchant la partie cuivré, la broche ferme le contact, il y a rien a acheter.Il suffit de mesurer précisément l'épaisseur de ta plaque de CI.
Sur le châssis de ta CN tu branches un coté de ton contact qui sert à palper qui vient de ta carte de commande. Sur la partie cuivrée de ta plaque de CI tu branches le 2eme pole de ton contact.Quand la broche ne touche pas ta plaque, le circuit est isolé (ouvert) grâce à l'épaisseur d'époxy situé sous le cuivre, mais quand la broche vient au contact du cuivre ,elle ferme alors ton contact de palpeur . Plus simple et plus fiable, il n'y a pas.
oui, sauf que si l'approche se fait par programmation et donc à vitesse raisonnable pour que cela ne prenne pas la journée, le choc va être brutal ce qui n'est pas bon pour la mesure ni pour la fraise.
Un bon capteur de hauteur pour l'axe Z doit répondre à plusieurs impératifs. Il faut qu'il y ait une possibilité de dépassement du point de contact pour que justement la fraise ne prenne pas un mauvais coup et que la mesure ait un sens. Il faut que la pièce sur laquelle vient appuyer la fraise soit guidée de façon parfaite. S'il s'agit d'un cylindre coulissant dans un guide il FAUT là encore respecter la même règle : la longueur du guidage soit au MINIMUM de 1,5 fois le diamètre du cylindre et cela va beaucoup mieux si c'est 2 fois. Si on est perfectionniste il faut prendre une petite douille à billes et son axe en acier rectifié pour faire ce petit "piston". Enfin il y a le choix du contact. L'erreur c'est de prendre un microswitch. En effet ces dispositifs fonctionnent par déformation d'une lame métallique (pendant la seconde guerre mondiale les paras alliés avaient un tel "bidule" pour se signaler les uns aux autres à distance ; un fut métallique ayant passé la journée au soleil peut le soir venu faire un tel bruit mais multiplié par 100 ou 1000)
Donc notre microswitch comporte une course d'approche durant laquelle la lame se déforme pour arriver à un point d'arc-boutement qu'elle dépasse bientôt et aussitôt se déforme dans l'autre sens brutalement pour fermer ou ouvrir réellement le contact.Et c'est ce point d'arc-boutement qui se doit d'être reproductible ce qui n'est le cas(de façon pérenne) que sur des microswitchs couteux car intentionnellement réalisés pour cela. Alors qu'il est infiniment plus simple de réaliser soi-même un contact qui s'ouvre d'autant plus qu'il est infiniment souhaitable de n'avoir que des contacts NORMALEMENT FERMES sur nos cnc vis à vis des parasites. Dernier point si on veut pinailler il faut que la prise d'origine par programmation se fasse en deux temps. Premier temps telle la brute la machine vient ouvrir le contact. Ce n'est pas précis mais maintenant "elle sait" dans quelle région est le contact. Le programme fait donc remonter le Z d'un ou deux mm et il le fait redescendre doucement pour peaufiner la mesure.
Stan
Et au fait, je lit vos commentaires sur différents forum sur lesquels vous "sévissez" mais, malheureusement, je n'ai jamais eu l'occasion de voir vos machines numériques basées sur votre grande expériences, ni ,d'ailleurs, aucunes de vos réalisations. Pourrais t-on en avoir un aperçu ? Il serait alors plus simple, pour nous, pauvres amateurs ignorants de se rendre compte de ce qu'est la "perfection" selon vos critères, et pourquoi pas ,de nous inspirer de vos réalisations.
En vous remerciant
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 10:02
Brouno Jeu 27 Aoû 2015 - 10:02
J'ai relié un fil à ma plaque et l'autre au C.I.
Pöur plus de sécurité j'ai palper l'outil "en l'air" de façon à pouvoir stopper la machine au cas où.....
Quand la fraise à touché la plaque, la machine s'est arrêtée et le voyant "STOP" de Mach3 clignote....
Merci.
Brouno
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 10:13
chris74 Jeu 27 Aoû 2015 - 10:13
-tu positionnes l'outil face au capteur.
-tu mets le "Z" à 0
-tu lances le palpage via le bouton
-l'outil descend
-au contact il s'arrète
-il remonte de la valeur définie dans le menu palpeur
-la DRO du Z prends la valeur de la remontée de l'outil+hauteur palpeur (60mm dans mon cas)
As tu modifier quelque chose dans le menu "palpeur" ?
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() stanloc Jeu 27 Aoû 2015 - 10:41
stanloc Jeu 27 Aoû 2015 - 10:41
Merci de garder un ton courtois pour vos échanges. C'est la base pour des échanges réussis.
meles
Stan
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 10:44
chris74 Jeu 27 Aoû 2015 - 10:44
Un proverbe dit que la science c'est comme la confiture, moins on en a et plus on l'étale, serais ce donc vrai ?
Enfin, je ne sais pas si on se connait, mais j'aimerais, que vous ne me tutoyez pas.
Merci
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 11:06
Brouno Jeu 27 Aoû 2015 - 11:06
chris74 a écrit:Je viens de regarder, je palpe à 50 mm/mn. Par contre, il n'est pas normal que le voyant "stop" clignote, la procédure c'est:
-tu positionnes l'outil face au capteur.
-tu mets le "Z" à 0
-tu lances le palpage via le bouton
-l'outil descend
-au contact il s'arrète
-il remonte de la valeur définie dans le menu palpeur
-la DRO du Z prends la valeur de la remontée de l'outil+hauteur palpeur (60mm dans mon cas)
As tu modifier quelque chose dans le menu "palpeur" ?
Je ne pense pas avoir modifié quelque chose dans le menu "Palpeur".
Je viens de voir que quand un des deux fils est en contact avec le châssis, le contrôleur se mets en cour-circuit et le bouton "STOP" s'allume.
Alors, peut-être que cela vient du branchement de la prise du palpeur.
Merci.
Brouno
Dernière édition par Brouno le Jeu 27 Aoû 2015 - 11:33, édité 1 fois
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 11:33
chris74 Jeu 27 Aoû 2015 - 11:33
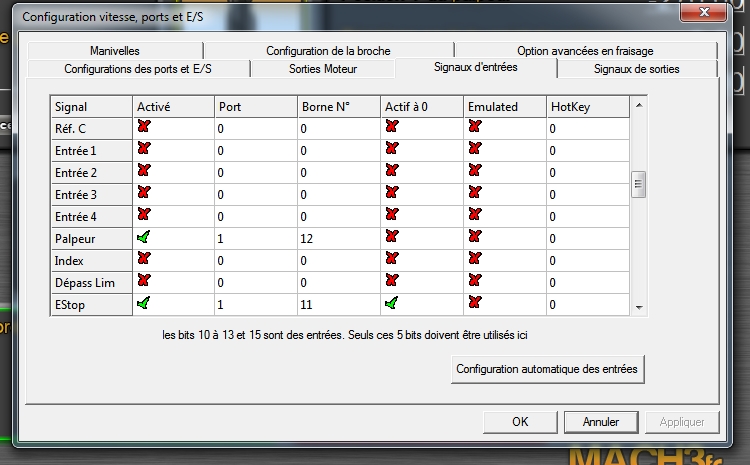
Enfin, as tu bien attribuer ton contact du palpeur sur la touche "probe", c'est dans "ports and pins" de mémoire.
Je te donnerais celle que j'utilise si tu veut.
Il me semble que j'avais fais un post la dessus il y a longtemps.
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 11:37
Brouno Jeu 27 Aoû 2015 - 11:37
Oui, il est bien sur "Probe".
La macro du bouton "Palpeur" :
VPALP = GETOEMDRO(1060)
HPALPEUR = GETOEMDRO(1040)
HSURFACE = GETOEMDRO(1050)
NOUVEAUZ = HPALPEUR+HSURFACE
HFIN = GETOEMDRO(1051)
IF HFIN < NOUVEAUZ THEN
MACHMSG("!!! HAUTEUR DE RETOUR PLUS BASSE QUE LE PALPEUR !!!", "! ALERTE !",0)
MACHMSG("MODIFICATION DE LA HAUTEUR DE RETOUR A 5MM AU DESSUS DU PALPEUR","CORRECTION Z RETOUR",0)
HFIN = NOUVEAUZ+5
SETOEMDRO(1051,HFIN)
END IF
CODE "G31 Z-200 F"& VPALP
WHILE ISMOVING()
WEND
SLEEP(250)
ZPALP = GETVAR(2002)
SLEEP(250)
CODE "G00 Z"& ZPALP
WHILE ISMOVING()
WEND
SETOEMDRO(802,NOUVEAUZ)
SLEEP(250)
CODE "G00 Z"& HFIN
WHILE ISMOVING()
WEND
Merci beaucoup pour le temps que tu passes pour moi.
Brouno
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 11:47
chris74 Jeu 27 Aoû 2015 - 11:47
-il faut renseigner la hauteur de ton palpeur
Ensuite, cela ne devrait pas "juste" allumer le stop, mais je connais pas cette macro, donc.......je vais copier celle que j'utilise, tu verras si elle fonctionne.
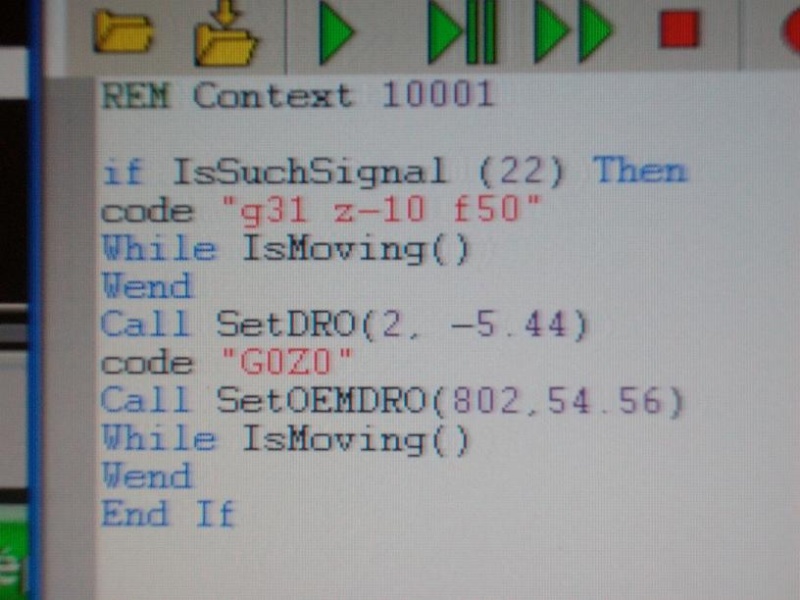
La valeur de 54.56, c'est la hauteur de mon palpeur (il faudra bien sûr mettre la tienne à la place), la valeur de -5.44, c'est la valeur de laquelle la broche va remonter, attention, sur ma cn, c'est la table qui descend et non la broche qui monte, c'est pourquoi elle est en négatif, j'ai mis 5.44, car si on ajoute les 54.56 de hauteur du palpeur j'ai une cote "ronde" qui s'affiche sur la DRO, soit, 60mm.
-------------------------------------------------------------------------------------------------------------------------
Merci de ne pas utiliser la fonction "JOINDRE UN FICHIER " pour poster une image.
Cette fonction stocke les images sur le forum qui à un espace de stockage limité, contrairement à SERVIMG.
Merci de lire ce TUTO qui explique comment poster une image.
Merci de ta compréhension.
JPaul
-------------------------------------------------------------------------------------------------------------------------
Dernière édition par diomedea le Jeu 27 Aoû 2015 - 11:58, édité 2 fois (Raison : Insertion de l'image dans le post)
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 13:12
Brouno Jeu 27 Aoû 2015 - 13:12
J'ai tester ta macro, mais rien ne bouge, j'ai vérifier le texte que j'ai recopié, tout est bon, ça viens peut-être aussi du contrôleur.
Ma CNC, c'est une BZT et le contrôleur c'est celui qui est vendu avec la machine.
Encore merci pour tout.
Brouno
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 14:06
chris74 Jeu 27 Aoû 2015 - 14:06
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Palpeur peu précis
![]() Brouno Jeu 27 Aoû 2015 - 14:42
Brouno Jeu 27 Aoû 2015 - 14:42
chris74 a écrit:Normalement le controleur n'a rien à voir la dedans, mais je peut pas t'en dire plus, malheureusement.Tu as bien mis ton palpeur sur l'entrée "probe" de mach3 ?
Ce n'est pas grave Chris, tu m'as appris des trucs, notamment, l'édition des boutons.

Pour le branchement du palpeur, la preuve....
Merci,
Brouno
PS : Si David passe par là, il pourra peut-être, voir surement, nous en dire plus.
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Palpeur peu précis
![]() chris74 Jeu 27 Aoû 2015 - 14:45
chris74 Jeu 27 Aoû 2015 - 14:45
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Page 2 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» tour precis
» La voici ma precis
» Restauration perceuse à colonne PRECIS
» Perceuse Précis restauration