






Usinage métaux tendre à la défonceuse, comment faire ?
+3
Herode
niaproun
pifou
7 participants
Page 1 sur 1

 Usinage métaux tendre à la défonceuse, comment faire ?
Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Lun 23 Mar 2015 - 19:44
pifou Lun 23 Mar 2015 - 19:44
Bonjour,
j'ai usiné un plat de 5 x 20 mm à la défonceuse sous table. j'ai d'abord mis le plat aux cotes, puis j'ai fraisé de part et d'autre un épaulement de 2mm. Pour ce faire, j'ai utilisé une fraise de 6 mm (queue de à 2 lames, et à pleine vitesse avec des passes n'excédant pas 0,5 mm : résultat décevant, la fraise fait le travail d'une chévre (elle broute)
à 2 lames, et à pleine vitesse avec des passes n'excédant pas 0,5 mm : résultat décevant, la fraise fait le travail d'une chévre (elle broute)
J'ai cependant fini ma piéce à la lime, et ma fois pas trop mal.
Je pense qu'il s'agit d'un PB de poussoir, quelqu'un peut-il me conseiller et me dire ou est l'erreur ?
PS: j'ai mis de l'huile de coupe.
Amitiés de Pifou
j'ai usiné un plat de 5 x 20 mm à la défonceuse sous table. j'ai d'abord mis le plat aux cotes, puis j'ai fraisé de part et d'autre un épaulement de 2mm. Pour ce faire, j'ai utilisé une fraise de 6 mm (queue de
J'ai cependant fini ma piéce à la lime, et ma fois pas trop mal.
Je pense qu'il s'agit d'un PB de poussoir, quelqu'un peut-il me conseiller et me dire ou est l'erreur ?
PS: j'ai mis de l'huile de coupe.
Amitiés de Pifou

pifou- complétement accro

- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone

Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() niaproun Lun 23 Mar 2015 - 19:58
niaproun Lun 23 Mar 2015 - 19:58
Ave
Souvent ça broute parce que la pièce vibre il faut un appui ferme et proche de la fraise, du moins dans les cas ou j'ai du travailler comme ça.
Souvent ça broute parce que la pièce vibre il faut un appui ferme et proche de la fraise, du moins dans les cas ou j'ai du travailler comme ça.

niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 74
Localisation : région Lyon
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Lun 23 Mar 2015 - 23:09
pifou Lun 23 Mar 2015 - 23:09
Bonsoir,
Merci de cet avis, mais comment immobiliser une petite pièce ?
Pirou
Merci de cet avis, mais comment immobiliser une petite pièce ?
Pirou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() Herode Mar 24 Mar 2015 - 7:57
Herode Mar 24 Mar 2015 - 7:57
Je prends un ticket par curiosité : en quelle matière était la pièce? 5x20 mm c'est carrément minuscule!
Herode- acharné du forum

- Messages : 533
Points : 994
Date d'inscription : 08/02/2014
Age : 68
Localisation : Valbonne
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pompom37 Mar 24 Mar 2015 - 8:18
pompom37 Mar 24 Mar 2015 - 8:18
_________________
Amicalement Christian
Quand tu te sens en situation d'échec, souviens toi que le grand chêne a lui aussi été un gland !
Un intellectuel assis va moins loin qu’un con qui marche

pompom37- Modérateur

- Messages : 5994
Points : 8396
Date d'inscription : 03/12/2009
Age : 68
Localisation : Tours
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() mondeo2 Mar 24 Mar 2015 - 10:29
mondeo2 Mar 24 Mar 2015 - 10:29
bonjour
peux tu mettre une photo de ta pièce?
il est peut-être possible de la prendre en sandwich entre deux morceau de bois, dans ce cas tu la bide et l’empêche de vibrer.
j'ai déjà fraiser de l'alu à la défonceuse, pas de problème si on prend des toute petites passe, juste que cela projette des copeaux en alu de partout
peux tu mettre une photo de ta pièce?
il est peut-être possible de la prendre en sandwich entre deux morceau de bois, dans ce cas tu la bide et l’empêche de vibrer.
j'ai déjà fraiser de l'alu à la défonceuse, pas de problème si on prend des toute petites passe, juste que cela projette des copeaux en alu de partout
mondeo2- posteur Régulier

- Messages : 130
Points : 285
Date d'inscription : 26/05/2012
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() diomedea Mar 24 Mar 2015 - 11:04
diomedea Mar 24 Mar 2015 - 11:04
Bonjour,
Peut être peux tu t'inspirer de cette page: http://www.metabricoleur.com/t6493p30-fabrication-guide-de-coupe-angulaire-pour-scie-a-format , j'y montre comment j'ai usiner ces petites pièces à la défonceuse:

++
JP
Peut être peux tu t'inspirer de cette page: http://www.metabricoleur.com/t6493p30-fabrication-guide-de-coupe-angulaire-pour-scie-a-format , j'y montre comment j'ai usiner ces petites pièces à la défonceuse:
++
JP

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Mar 24 Mar 2015 - 11:55
pifou Mar 24 Mar 2015 - 11:55
Bonjour,
Merci à mondeo2 et à diomedea. Effectivement j'avais pensé à un montage de ce genre. Je ne peux pas montrer la piéce brut de fraisage pour la bonne raison que je l'ai finie à la lime. En revanche, il faut que la surface et la diminue légérement en épaisseur, et je vais donc employer ce systéme. Pour une fraise droite de 10 mm quelle vitesse employer ? (je lubrifie à l'huile de coupe)
Bonne journée à tous,
Pifou
Merci à mondeo2 et à diomedea. Effectivement j'avais pensé à un montage de ce genre. Je ne peux pas montrer la piéce brut de fraisage pour la bonne raison que je l'ai finie à la lime. En revanche, il faut que la surface et la diminue légérement en épaisseur, et je vais donc employer ce systéme. Pour une fraise droite de 10 mm quelle vitesse employer ? (je lubrifie à l'huile de coupe)
Bonne journée à tous,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() diomedea Mar 24 Mar 2015 - 12:50
diomedea Mar 24 Mar 2015 - 12:50
La méthode étant empirique, C'est assez dur à dire...
Dorénavant, et après abandon du WD40, je lubrifie au pétrole.
Dorénavant, et après abandon du WD40, je lubrifie au pétrole.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Mer 25 Mar 2015 - 12:49
pifou Mer 25 Mar 2015 - 12:49
Bonjour,
Pour les coupes répétives à onglet j'utilise mon guide à onglet sur chariot, mais dans les cas ou on doit faire une coupe épisodique perpandiculaire, la simplicité me conseille d'utiliser le dispositif prévu à cet usage sur ma scie sur table. Celui-ci a un jeu catastrophique suite aux mauvaises tolérances de la piéce coulissant dans le rail de la table, et aussi la faible longueur de celle-ci.

J'ai donc décidé de refaire cette piéce 1,5 fois plus longue et avec de meilleures tolérances. Je suis parti d'un plat d'alu de 5mm d'épaisseur, et pour l'usiner à la défonceuse sur les conseils de diomedea, j'ai vite réalisé un guide pour tenir ma piéce sur la défonceuse sous table.

J'ai ensuite réalisé l'usinage, aprés plusieurs tatonnement, j'ai utilisé une fraise droite de 8, à grande vitesse et lubrifiée à l'huile de coupe

Voila le guide monté sur la table de la scie, le jeu est rés faible et les coupes trés proches des angles indiqués

J'envisage maintenant de fabriquer un support de maintient plus propre et multi usage pour les petites piéces à usiner à la défonceuse sous table.
A suivre,
Bonne journée,
Pifou
Pour les coupes répétives à onglet j'utilise mon guide à onglet sur chariot, mais dans les cas ou on doit faire une coupe épisodique perpandiculaire, la simplicité me conseille d'utiliser le dispositif prévu à cet usage sur ma scie sur table. Celui-ci a un jeu catastrophique suite aux mauvaises tolérances de la piéce coulissant dans le rail de la table, et aussi la faible longueur de celle-ci.
J'ai donc décidé de refaire cette piéce 1,5 fois plus longue et avec de meilleures tolérances. Je suis parti d'un plat d'alu de 5mm d'épaisseur, et pour l'usiner à la défonceuse sur les conseils de diomedea, j'ai vite réalisé un guide pour tenir ma piéce sur la défonceuse sous table.
J'ai ensuite réalisé l'usinage, aprés plusieurs tatonnement, j'ai utilisé une fraise droite de 8, à grande vitesse et lubrifiée à l'huile de coupe
Voila le guide monté sur la table de la scie, le jeu est rés faible et les coupes trés proches des angles indiqués
J'envisage maintenant de fabriquer un support de maintient plus propre et multi usage pour les petites piéces à usiner à la défonceuse sous table.
A suivre,
Bonne journée,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Jeu 26 Mar 2015 - 19:28
pifou Jeu 26 Mar 2015 - 19:28
Bonsoir,
Voila la suite. Un montage à peu prés propre pour tenir des petites piéces de différentes tailles.
Boitiier en chêne, avec deux poignées pour éviter d'aprocher les mains de la fraise, et aussi pour exercer une pression ferme. L'ajourage à gauche permet de voir la fraise et de régler le dispositif. Des écrous sont encastrés et collés à l'epoxy

Des vis M6 permettent de maintenir des tasseaux qui bloquent la piéce à usiner. Ces tasseaux servent aussi de martyres


Le systéme positionné sur la défonceuse sous table. Remarquez les 2 presseurs qui aident à maintenir la piéce.

Voila, il me reste à intercaler sur le tasseau poussoir un plat métalique afin d'éviter que les vis ne s'enfoncent dans le tasseau.
Amitiés,
Pifou
Voila la suite. Un montage à peu prés propre pour tenir des petites piéces de différentes tailles.
Boitiier en chêne, avec deux poignées pour éviter d'aprocher les mains de la fraise, et aussi pour exercer une pression ferme. L'ajourage à gauche permet de voir la fraise et de régler le dispositif. Des écrous sont encastrés et collés à l'epoxy
Des vis M6 permettent de maintenir des tasseaux qui bloquent la piéce à usiner. Ces tasseaux servent aussi de martyres
Le systéme positionné sur la défonceuse sous table. Remarquez les 2 presseurs qui aident à maintenir la piéce.
Voila, il me reste à intercaler sur le tasseau poussoir un plat métalique afin d'éviter que les vis ne s'enfoncent dans le tasseau.
Amitiés,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Le résultat
![]() pifou Ven 27 Mar 2015 - 18:35
pifou Ven 27 Mar 2015 - 18:35
Bonsoir,
Un essai sur un profilé d'alu : rainure de 8 de large sur 0,5 de profondeur, en 3 passes, au même réglage, lubrifié une fois à huile de coupe. Vitesse maxi

Avec un meilleur éclairage on voit les légéres traces d'usinage (régulieres)

Une vue plus précise
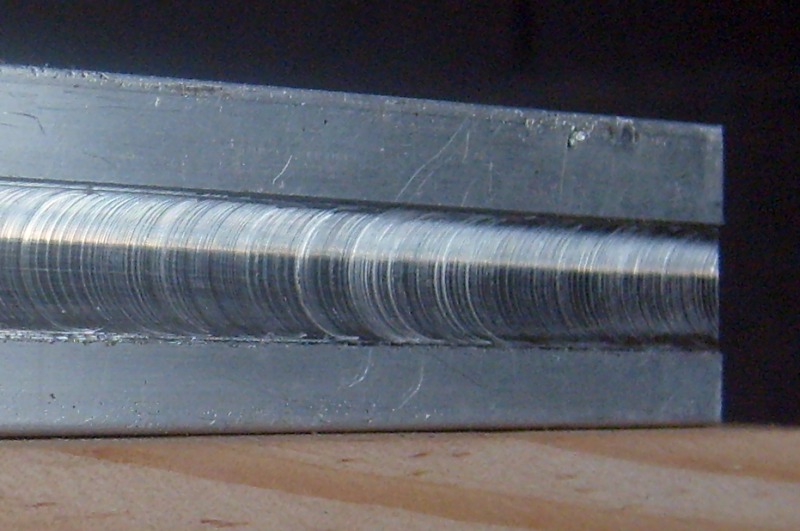
Je pense que c'est un bon résultat. La manip est facile et grandement aidée par les presseurs. Le point le plus délicat est le réglage en largeur, l'adjonction d'un déplacement micrométrique sur le guide paralléle peut être une solution.
Par ailleurs, c'est un alliage bidon de GSB (pléonasme !), j'attend des chutes de 2017A je pense que l'état de surface sera largement meilleur !
Pifou
Un essai sur un profilé d'alu : rainure de 8 de large sur 0,5 de profondeur, en 3 passes, au même réglage, lubrifié une fois à huile de coupe. Vitesse maxi
Avec un meilleur éclairage on voit les légéres traces d'usinage (régulieres)
Une vue plus précise
Je pense que c'est un bon résultat. La manip est facile et grandement aidée par les presseurs. Le point le plus délicat est le réglage en largeur, l'adjonction d'un déplacement micrométrique sur le guide paralléle peut être une solution.
Par ailleurs, c'est un alliage bidon de GSB (pléonasme !), j'attend des chutes de 2017A je pense que l'état de surface sera largement meilleur !
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() Herode Sam 28 Mar 2015 - 3:58
Herode Sam 28 Mar 2015 - 3:58
Mais comment positionnes-tu la fraise de ta défonceuse en profondeur?
0,5 mm de profondeur, ça me parait compliqué en trois passes, même si elle a un réglage micrométrique
0,5 mm de profondeur, ça me parait compliqué en trois passes, même si elle a un réglage micrométrique
Herode- acharné du forum
- Messages : 533
Points : 994
Date d'inscription : 08/02/2014
Age : 68
Localisation : Valbonne
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Sam 28 Mar 2015 - 9:08
pifou Sam 28 Mar 2015 - 9:08
Bonjour,
La monté de la fraise se fait a l'aide d'une vis micrometrique. Je met dans un premier temps la fraise au contact du profilé, puis après avoir retirer le profilé je mesure la sortie de fraise, et je fais monter la fraise 0,5 mesuré au pied a coulisse, ou mieux, avec une jauge de profondeur. Les 3 passes sont toutes au même réglage.
Amitiés,
Pifou
La monté de la fraise se fait a l'aide d'une vis micrometrique. Je met dans un premier temps la fraise au contact du profilé, puis après avoir retirer le profilé je mesure la sortie de fraise, et je fais monter la fraise 0,5 mesuré au pied a coulisse, ou mieux, avec une jauge de profondeur. Les 3 passes sont toutes au même réglage.
Amitiés,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() Herode Sam 28 Mar 2015 - 15:15
Herode Sam 28 Mar 2015 - 15:15
...Du coup je ne comprends plus très bien la raison des trois passes si les réglages sont les mêmes...
Herode- acharné du forum
- Messages : 533
Points : 994
Date d'inscription : 08/02/2014
Age : 68
Localisation : Valbonne
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Sam 28 Mar 2015 - 16:27
pifou Sam 28 Mar 2015 - 16:27
Bonjour hérode,
Simplement un essai pour améliorer l'état de surface. Mais je pense qu'avec du 2017A une seule passe suffira pour un bon état de surface.
Ici un essai, avec une seule passe à 0,5 et fraise de 15mm de diamétre (alliage alu bidon : AVNI, alliage vil non identifié)

A bientot,
Pifou
Simplement un essai pour améliorer l'état de surface. Mais je pense qu'avec du 2017A une seule passe suffira pour un bon état de surface.
Ici un essai, avec une seule passe à 0,5 et fraise de 15mm de diamétre (alliage alu bidon : AVNI, alliage vil non identifié)
A bientot,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() Herode Sam 28 Mar 2015 - 18:38
Herode Sam 28 Mar 2015 - 18:38
En fait je suis intéressé car j'ai un projet où il me faudrait fraiser une plaque alu sur 2mm et environ 10 de large, mais je n'ai pas de table de défonceuse, c'est en projet aussi!
Herode- acharné du forum
- Messages : 533
Points : 994
Date d'inscription : 08/02/2014
Age : 68
Localisation : Valbonne
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Sam 28 Mar 2015 - 19:35
pifou Sam 28 Mar 2015 - 19:35
Herode,
Tu peux voir mon fil sur table de défonceuse, mais tu peux aussi fraiser directement avec ta défonceuse et ton guide paralléle. Pour 2 mm de profondeur il faut, à mon avis, 4 passes de 0,5. Sans guide paralléle tu peux te guider avec un tasseau fixé par des serres joints. Attention si tu pousses la défonceuse le tasseau doit être à ta droite, si ta défonceuse a un mélplat sur son socle ne t'en sert surtout pas, mais met toi sur une partie ronde du socle.
Bonne soirée,
Pifou
Tu peux voir mon fil sur table de défonceuse, mais tu peux aussi fraiser directement avec ta défonceuse et ton guide paralléle. Pour 2 mm de profondeur il faut, à mon avis, 4 passes de 0,5. Sans guide paralléle tu peux te guider avec un tasseau fixé par des serres joints. Attention si tu pousses la défonceuse le tasseau doit être à ta droite, si ta défonceuse a un mélplat sur son socle ne t'en sert surtout pas, mais met toi sur une partie ronde du socle.
Bonne soirée,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() Rémi(de la Montagne Noire Sam 28 Mar 2015 - 20:47
Rémi(de la Montagne Noire Sam 28 Mar 2015 - 20:47
Aaah...? Il me semble que, pour ne pas " avaler ", le tasseau serait mieux à gauche, non? En tous cas, c' est propre comme rainure.
Rémi(de la Montagne Noire- complétement accro
- Messages : 1747
Points : 3460
Date d'inscription : 28/04/2012
Age : 69
Localisation : Aude
Re: Usinage métaux tendre à la défonceuse, comment faire ?
![]() pifou Sam 28 Mar 2015 - 22:32
pifou Sam 28 Mar 2015 - 22:32
Rémi a raison, étourderie "dislexique" de ma part, bien sur le tasseau doit être à gauche pour ne pas avaler.
Merci de cette remarque.
Bonsoir,
Pifou
Merci de cette remarque.
Bonsoir,
Pifou
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone

 Sujets similaires
Sujets similaires» Usinage bas relief comment faire ?
» usinage de pièces pour faire un mini tour à métaux
» Comment faire tourner mon axe A de 60° après un usinage
» Appareil à faire des arrondis sur les métaux par jb53
» Moteur pour scie circulaire ( maison )
» usinage de pièces pour faire un mini tour à métaux
» Comment faire tourner mon axe A de 60° après un usinage
» Appareil à faire des arrondis sur les métaux par jb53
» Moteur pour scie circulaire ( maison )
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum