






Conseil utilisation outils !
Page 5 sur 9 •  1, 2, 3, 4, 5, 6, 7, 8, 9
1, 2, 3, 4, 5, 6, 7, 8, 9 

 Re: Conseil utilisation outils !
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 21:03
Papycloclo Dim 26 Oct 2014 - 21:03
Sitôt dit, sitôt fait


Merci
Papycloclo- très actif

- Messages : 216
Date d'inscription : 01/08/2011

Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:08
dh42 Dim 26 Oct 2014 - 21:08
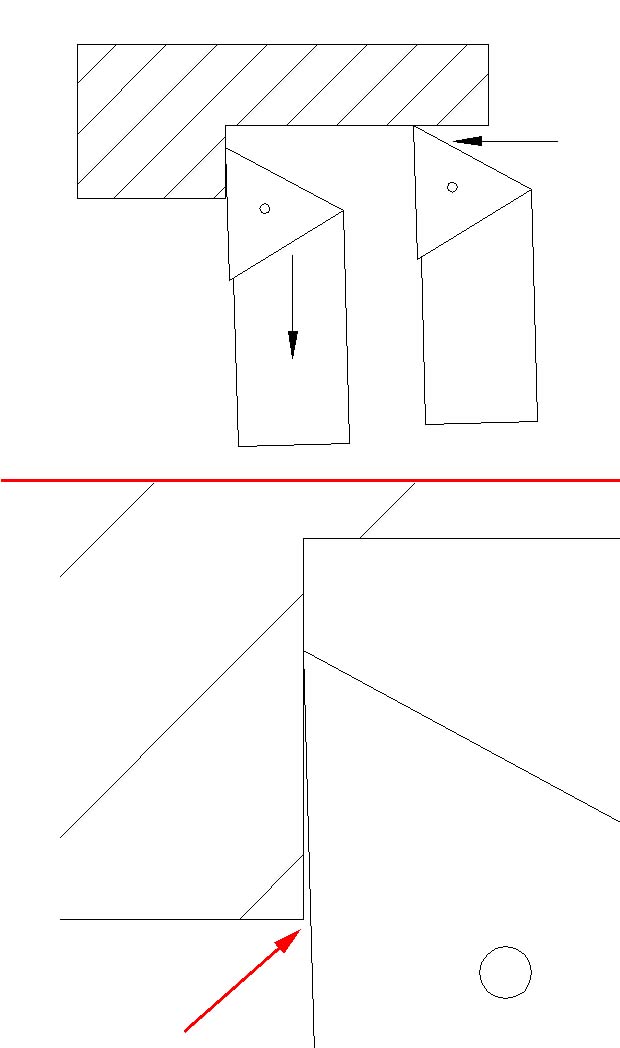
pour l'outil, c'est celui du milieu, que tu dois monter de façon à avoir un léger angle négatif (image du bas) qui te permettra de dresser la face de l'épaulement en ayant que la pointe de l'outil qui touche (attention, pas trop d'angle non plus, juste de quoi empécher la face de la plaquette de toucher avant la pointe.
tu usine vers la gauche, en plusieurs passe, jusqu'à une longueur légèrement inférieure (0.1mm par ex) au point ou doit être l'épaulement de la partie à fileter, puis à la dernière passe, tu fini à la cote en longueur et sans plus toucher au trainard, tu ramène ton transversal vers toi pour finir l'épaulement bien à 90° par rapport à l'axe de la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 21:14
Papycloclo Dim 26 Oct 2014 - 21:14

Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:20
dh42 Dim 26 Oct 2014 - 21:20
Ok pour le schéma, c'est très clair ... sauf que c'est uniquement pour le filetage, qui commence au pas de 0.4 ... mais c'est trop pour charioter sur un petit tour !
Il doit y avoir autre chose pour les avances normales ; sur mon ancien tour, c'était un autre pignon, qui ne servait que pour les avances en donnant un pas de 0.1, et il y avait un levier en plus qui permettait de diviser l'avance / 2 (donc 0.05) ... mais je ne vois aucun levier sur ton tour qui permettrais cette sélection.
Il faudrait déjà que tu fasse un test pour connaitre ton réglage actuel:
- coupe le courant
- enclanche l'avance auto
- fait tourner ton mandrin à la main dans le sens normal de fonctionnement sur environ 1/2 tour (pour rattraper les jeux dans la vis mère)
- mesure la position de ton outil par rapport à la face du mandrin.
- fait 10 tours de mandrin à la main, tj dans le même sens, le chariot va avancer en même temps.
- re-mesure la position de ton outil par rapport à la face du mandrin pour en déduire le déplacement effectué, et divise la valeur trouvée par 10, tu aura la valeur de ton avance / tour
DH... tu donne une vitesse de rotation, quelle vitesse d'avance tu mettrais?
Avec une si petite machine, pas plus de 0.1mm par tour en ébauche, la moitié en finition
++
David
Dernière édition par dh42 le Dim 26 Oct 2014 - 21:25, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Invité Dim 26 Oct 2014 - 21:25
Invité Dim 26 Oct 2014 - 21:25
pour les vitesses de rotation, données par David, bof ! c'est pas ce que j'applique ! je tourne beaucoup moins vite !
ce n'est que ma façon de faire, je fais à l'instinct , la vc suivant la matière, ça fait bel lurette que ça reste à la porte de l'atelier !
la plus grande vitesse que j'utilise est 970 tr quand je fais un point de centre !
c'est pas pour dire !
à + lulu

Invité- Invité
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:27
dh42 Dim 26 Oct 2014 - 21:27
ce n'est que ma façon de faire, je fais à l'instinct , la vc suivant la matière, ça fait bel lurette que ça reste à la porte de l'atelier !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Invité Dim 26 Oct 2014 - 21:31
Invité Dim 26 Oct 2014 - 21:31
c'est pour ça que je me mêle de la conversation à pas feutré !
je suis conscient que ma façon de travailler n'est pas toujours cathodique !
à + Lulu
Invité- Invité
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:42
dh42 Dim 26 Oct 2014 - 21:42
je suis conscient que ma façon de travailler n'est pas toujours cathodique !
Au final, c'est le résultat qui compte
Pour en revenir à la vitesse de coupe (donc de rotation) dans l'acier ET en usinage à sec, la couleur des copeaux est aussi un bon indicateur si tu fait au feeling.
Les copeaux doivent être légèrement jaunâtres ; si ils gardent la couleur de l'acier, tu tourne trop doucement, si ils bleuissent tu tourne trop vite, et si ça fait des étincelles ou si ils rougissent lors de la coupe, tu tourne beaucoup trop vite. (pour le carbure ; en HSS, les copeaux ne doivent pas changer de couleur)
++
David
Dernière édition par dh42 le Dim 26 Oct 2014 - 21:44, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 21:43
Papycloclo Dim 26 Oct 2014 - 21:43

je fume grave
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:49
dh42 Dim 26 Oct 2014 - 21:49
Papycloclo a écrit:Misère de misère !! mais vraiment des clampins chez multirex le 1er tableaux vient de la notice traduite en francais, dans la notice en anglais y a rien du tout, et sur le coté du tour il y a ça ...
je fume grave

sur ta description du premier post il y a
Avance chariotage: 0,05 et 0,1 mm/tr
- Filetages métriques: 0.5 à 2.5 mm
- Filetages pouces: 12 à 52 tpi (option)
Si on suppose que tu n'a pas pris l'option filetage en pouce, alors ça correspond, pas de 0.5 à 2.5 en filetage ... mais il nous manque toujours pour faire les "pas" de 0.1 et de 0.05 comme annoncé.
Il faudrait que tu fasse l'inventaire des pignons dont tu dispose, en plus du test pour connaitre ton avance actuelle.
++
David
Dernière édition par dh42 le Dim 26 Oct 2014 - 21:53, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 21:52
Papycloclo Dim 26 Oct 2014 - 21:52
1x z30
1x z35
2x z40
1x z45
2x z50
2x z60
et il y a du z80 monté sur le tour, les pignons sont prévu pour le métrique, l'impérial et en options !
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 21:58
dh42 Dim 26 Oct 2014 - 21:58
et il y a du z80 monté sur le tour
Quel est la config exact sur le tour en ce moment pour les pignons ABC et D ?

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 22:05
dh42 Dim 26 Oct 2014 - 22:05
Si je ne me trompe pas (20/80 et 20/80 pour les pignons de la photo), d'après mes calculs ton avance actuelle est de 0.094 mm/tour, soir proche de 0.1, ce qui est ok pour charioter, mais un peu rapide en finition.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 22:10
Papycloclo Dim 26 Oct 2014 - 22:10
A = z20 en métal
B = z80
C = z20 en métal
D = z80
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() Invité Dim 26 Oct 2014 - 22:11
Invité Dim 26 Oct 2014 - 22:11
sur le tableau (des pas ?) il n'y a pas de cas en 20 dents en A
comme david le suppute, je pense que actuellement il est équipé pour le chariotage
mettre en application la méthode donnée par david, nos lanternes s'éclaireront
à + Lulu
Invité- Invité
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 22:15
dh42 Dim 26 Oct 2014 - 22:15
Si tu veux calculer les pas et avance en fonction des pignons, voila la formule qui correspond à ton tour.
avance/tour = A/B * C/D *1.5
Pour une avance à 0.05, il faudrait 2 pignons de 15 dents à la place des pignons de 20
++
david
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 22:19
Papycloclo Dim 26 Oct 2014 - 22:19
Lulu 21 a écrit: sur la photo, en pignon A je compte 20 dents
sur le tableau (des pas ?) il n'y a pas de cas en 20 dents en A
comme david le suppute, je pense que actuellement il est équipé pour le chariotage
mettre en application la méthode donnée par david, nos lanternes s'éclaireront
à + Lulu
Bonsoir Lulu
Il y a 2 tableaux l'autre et plus haut il y a Z20 en A !
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 22:26
Papycloclo Dim 26 Oct 2014 - 22:26
dh42 a écrit:Salut,
Si tu veux calculer les pas et avance en fonction des pignons, voila la formule qui correspond à ton tour.
avance/tour = A/B * C/D *1.5
Pour une avance à 0.05, il faudrait 2 pignons de 15 dents à la place des pignons de 20
++
david
ok au moins quelque chose qui et juste ou l'on peu se basé dessus
Donc a ton avis je laisse les pignons comme il sont c.a.d > a 0.094 mm/tour
Et pour le reste vais voir demain avec une bassine de glaçon pour le rafraichir le crane
En tout cas je vous remercie tout deux pour votre patience.
Bonne soirée
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 22:31
dh42 Dim 26 Oct 2014 - 22:31
Donc a ton avis je laisse les pignons comme il sont c.a.d > a 0.094 mm/tour
Oui, il ne semble pas possible de descendre en dessous, à moins que tu te dégote 2 pignons de 15 dents.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 22:37
dh42 Dim 26 Oct 2014 - 22:37
quand il n'y a rien dans la colonne C, alors prend la même valeur que D pour C.
ex pas de 0.5 du tableau papier
A=20
B=50
C=B -> 50
D=60
20/50 * 50/60 * 1.5 = 0.5
tu devrais donc pouvoir aussi faire le pas de 0.4, même s'il à disparu sur l'étiquette du carter.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Dim 26 Oct 2014 - 22:43
Papycloclo Dim 26 Oct 2014 - 22:43
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Dim 26 Oct 2014 - 22:48
dh42 Dim 26 Oct 2014 - 22:48
Papycloclo a écrit:David tu et vraiment un génie, tu me conseille quoi comme pignons je laisse tel que, comme ta dit 0.09375
N'abusons pas, c'est juste des Maths de base
Oui, dommage qu'on ne puisse pas descendre en dessous, laisse comme ça pour le chariotage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conseil utilisation outils !
![]() Papycloclo Lun 27 Oct 2014 - 16:56
Papycloclo Lun 27 Oct 2014 - 16:56
Je crois que le tour n'est pas aussi précis qu'il le dise, notice très légère enfin beaucoup de chose qui ne sont pas correct, donc j'ai contacté le vendeur je l'ai bombardé de question qu'à la fin il me demanda s'il doit reprendre la machine ... paf!.
Je lui et fait comprendre que je me suis basé sur leur argument technique, et qu'il mentionne bien ce Tour à métaux de qualité supérieure et de haute précision a été conçu pour les utilisateurs exigeants.
Ce tour à métaux, tout en fonderie d'acier, sera idéal pour les modélistes et les artisans professionnels....bof!
En plus il mentionne que l'on peu utilisé les outils de 8.10.12, faut le 12 et trop haut par rapport à la pointe donc peu pas le descendre plus,
Bon sur ça ! je pense que ... je vais changer de tour ?
Ce qui ma mis en boule c'est que lors du tournage de la dernière pièce de 12mm au lieu d'être bien cylindrique elle été un peu conique 11,30 d'un coté - 11,18 de l'autre ! sa met déjà arrivé la semaine dernière, pas normal j'ai réglè le chariot mais rien ne change, donc elle et ou la précision !
Alors j'ai fait un peu le tour, j'ai fouillé le net :
http://www.worken.fr/p/215/Machine-outil/TOUR-A-METAUX-ENTRE-POINTE-520-mm
http://www.rc-machines.com/fr/machines-outils/tournage/tour-230v
http://www.dmitaliasrl.com/fr/scheda_prodotto/tour_bv20l1.php
A votre avis je fait bien de vouloir changer ?
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() Invité Lun 27 Oct 2014 - 18:11
Invité Lun 27 Oct 2014 - 18:11
Bonsoir
à mon avis, tu vas échanger un tour borgne contre un aveugle !
sa sort tout de la même boutique, repeint à la couleur du revendeur ! (tu retrouveras les mêmes problèmes)
si tu veux vraiment changer (de mon point de vue) en restant dans des prix raisonnables, recherche un tour :
avec une vitesse basse, la moins haute possible ( - de 100 trs) et ce pour les filetages
et avec une boite d'avance, tu change d'avance ou de pas à l'aide de manettes (moins de prise de tête avec les pignons)
évidemment le prix sera supérieur à ceux des liens
trouver le moins mauvais rapport qualité/prix est un casse tête, je suis passé par là !
à + Lulu
Invité- Invité
Re: Conseil utilisation outils !
![]() Papycloclo Lun 27 Oct 2014 - 18:26
Papycloclo Lun 27 Oct 2014 - 18:26
Merci pour les conseils, d'un coté ta pas tort mais il y a trop de problème sa me prend la tête,
T'avais pas un tour de OTMT j'ai lu ça quelque part ou je me trompe ? le magasin se trouve à 30mn de chez moi ils ont également des tours pas trop mal et au moins je peu les voir sur place.
Papycloclo- très actif
- Messages : 216
Points : 610
Date d'inscription : 01/08/2011
Age : 76
Localisation : Pays de Hanau
Re: Conseil utilisation outils !
![]() dh42 Lun 27 Oct 2014 - 18:31
dh42 Lun 27 Oct 2014 - 18:31
Ce qui ma mis en boule c'est que lors du tournage de la dernière pièce de 12mm au lieu d'être bien cylindrique elle été un peu conique 11,30 d'un coté - 11,18 de l'autre ! sa met déjà arrivé la semaine dernière, pas normal j'ai réglè le chariot mais rien ne change, donc elle et ou la précision !
Ce n'est pas nécessairement un problème du tour, la contre pointe est peut être simplement mal alignée, donc ça fait du cône. Difficle à voir sur les photos, mais il me semble voir un réglage.
Je suis d'accord avec Lulu pour la qualité, le problème avec les tours Chinois, c'est que la qualité semble croitre avec la taille, ce qui veux dire qu'il est difficile de trouver petit et bien .. Peut être t'orienter vers un tour d'occas Européen (Shaublin, Précis ..) c'est petit, mais c'est de la qualité ... Sinon en Chinois, il faut taper plus haut en taille ... mais bien sur le budget doit pouvoir suivre (et la place dispo, et les moyens de manutention
Le tour de Lulu est pas mal pour une petite machine, il est bien équipé, ça doit être à peut près le même que celui la (à confirmer par Lulu)
http://www.sidermeca.com/machine-outil-tour-d-etabli-tw2550fg,2555,403.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 5 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9

 Sujets similaires
Sujets similaires» changement d'outils : Mach3 ne déduit pas la hauteur de l'outils à Z pour être au zéro dessus pièce
» Jambe de train
» utilisation de G91
» Aspiration autonome