






Révision/Modif d'un étau de perceuse
+7
F6FCO
diomedea
eddy
dudu
Flubox
quentin91800
dh42
11 participants
Page 1 sur 1

 Révision/Modif d'un étau de perceuse
Révision/Modif d'un étau de perceuse
![]() dh42 Mer 4 Mai 2011 - 23:46
dh42 Mer 4 Mai 2011 - 23:46
Bonsoir à tous,
J'ai besoin d'un petit étau de fraisage pour ma nouvelle CNc et après avoir envisagé d'en faire un, je me suis souvenu que j'avais un "ravagnon" qui trainait depuis 15 ans dans ma cave.
Après avoir pris quelques côtes, j'ai décidé de le remettre en état et de le modifier quelque peu.
La principale modification sera de réduire sa hauteur afin d'avoir le maximum de hauteur de pièce possible. En effet sur une CN à portique, le dit portique passe au dessus de la pièce. Dans le cas de ma machine la hauteur totale sous portique est de 120 mm.

Comme on peut le voir sur les photos suivantes, quelqu'un avait semble t'il décidé de transformer l'étau en une reproduction du sol Lunaire ... il y a vraiment des sagouins
... il y a vraiment des sagouins 


Ce n'est pas un vrai étau de fraisage, mais il ne sera destiné qu'à la CN et pour des pièces en alu, ça devrait faire l'affaire. il pèse quand même les 3/4 du poids de la machine ..

Après démontage

Si l'on excepte le gruyère, il n'est pas en si mauvais état, pas de jeu dans la vis, les queues d'arondes ne sont pas abimées.
Les queues d'arondes sont d'ailleurs entièrement démontables et réglables, comme on le vois sur la photo suivante.

Bouchage des trous de la partie mobile à la soudure à l'arc

Pour gagner de la hauteur, je vais supprimer la partie qui dépasse, gain total 10.2 mm sur la hauteur.


Les pastilles carbure, même avec une vitesse de coupe ramenée à 30m/min n'ont pas trop envie de couper la soudure, pas top ... mais bon, c'est juste pour le look alors ça fera l'affaire

Maintenant, je vais usiner le fond de l'étau pour faire sauter le reste de queue d'aronde massacrée, et obtenir un fond plat et propre, et bien sur je vais également réduire la hauteur de l'autre mors.





la suite a prochain épisode
++
David
J'ai besoin d'un petit étau de fraisage pour ma nouvelle CNc et après avoir envisagé d'en faire un, je me suis souvenu que j'avais un "ravagnon" qui trainait depuis 15 ans dans ma cave.
Après avoir pris quelques côtes, j'ai décidé de le remettre en état et de le modifier quelque peu.
La principale modification sera de réduire sa hauteur afin d'avoir le maximum de hauteur de pièce possible. En effet sur une CN à portique, le dit portique passe au dessus de la pièce. Dans le cas de ma machine la hauteur totale sous portique est de 120 mm.
Comme on peut le voir sur les photos suivantes, quelqu'un avait semble t'il décidé de transformer l'étau en une reproduction du sol Lunaire
Ce n'est pas un vrai étau de fraisage, mais il ne sera destiné qu'à la CN et pour des pièces en alu, ça devrait faire l'affaire. il pèse quand même les 3/4 du poids de la machine ..
Après démontage
Si l'on excepte le gruyère, il n'est pas en si mauvais état, pas de jeu dans la vis, les queues d'arondes ne sont pas abimées.
Les queues d'arondes sont d'ailleurs entièrement démontables et réglables, comme on le vois sur la photo suivante.
Bouchage des trous de la partie mobile à la soudure à l'arc
Pour gagner de la hauteur, je vais supprimer la partie qui dépasse, gain total 10.2 mm sur la hauteur.
Les pastilles carbure, même avec une vitesse de coupe ramenée à 30m/min n'ont pas trop envie de couper la soudure, pas top ... mais bon, c'est juste pour le look alors ça fera l'affaire
Maintenant, je vais usiner le fond de l'étau pour faire sauter le reste de queue d'aronde massacrée, et obtenir un fond plat et propre, et bien sur je vais également réduire la hauteur de l'autre mors.
la suite a prochain épisode
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Révision/Modif d'un étau de perceuse
![]() quentin91800 Sam 7 Mai 2011 - 19:37
quentin91800 Sam 7 Mai 2011 - 19:37
Bonjour,
Jolie travail !
Quel massacre !
Pour les soudures un petit coup de meuleuse aurai arrangé un peu non ?
amitiés
Jolie travail !
Quel massacre !
Pour les soudures un petit coup de meuleuse aurai arrangé un peu non ?
amitiés

quentin91800- complétement accro

- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Sam 7 Mai 2011 - 21:30
dh42 Sam 7 Mai 2011 - 21:30
quentin91800 a écrit:Bonjour,
Jolie travail !
Quel massacre !
Pour les soudures un petit coup de meuleuse aurai arrangé un peu non ?
amitiés
Salut,
Oui, je tenterais peut être un truc comme ça à la fin ... mais bon c'est juste une question d'esthétique, c'est pas important.
Je viens de faire les nouveaux mors dans du 25CD4, enfin il me reste encore les trous à percer, puis à les rectifier en place une fois montés sur l'étau.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() Flubox Sam 7 Mai 2011 - 22:48
Flubox Sam 7 Mai 2011 - 22:48
Très beau travail, j'attends la suite, et de voir le résultat final ! 

Flubox- complétement accro
- Messages : 1154
Points : 2702
Date d'inscription : 19/09/2010
Age : 30
Localisation : 74
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Mar 10 Mai 2011 - 0:20
dh42 Mar 10 Mai 2011 - 0:20
Bonsoir à tous,
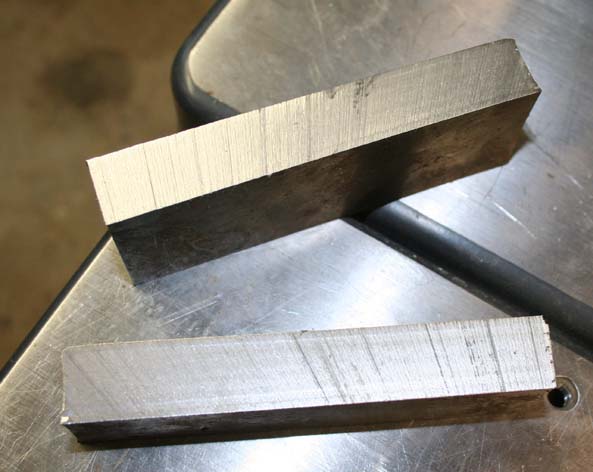
Je vais maintenant fabriquer de nouveaux mors pour remplacer les autres qui sont irrécupérables (en tant que mors tout au moins).
Je part d'une plaque de 25CD4 (acier au chrome/molybdène, moyennement dur), il ne subira pas de traitement thermique, vue qu'ils ne serreront que de l'alu. (et que je n'ai ni four ni rectif )
)
Par chance, elle fait presque la bonne taille, et je vais la conserver telle qu'elle en épaisseur (20mm).
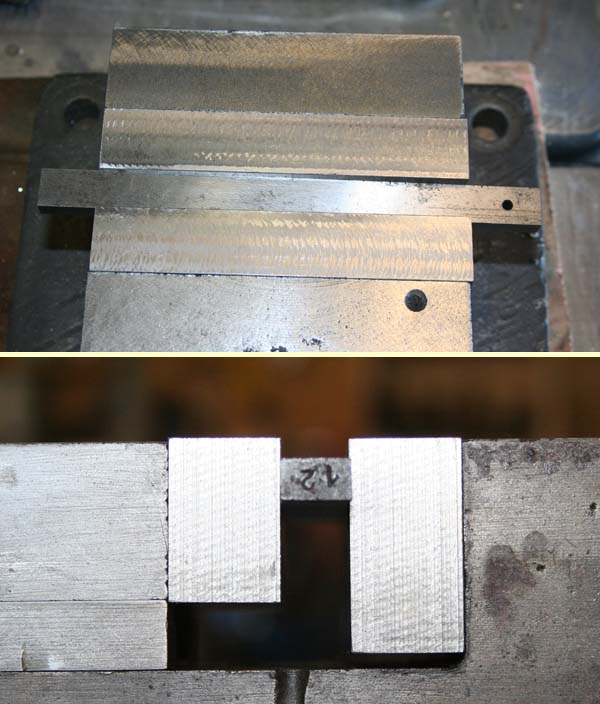
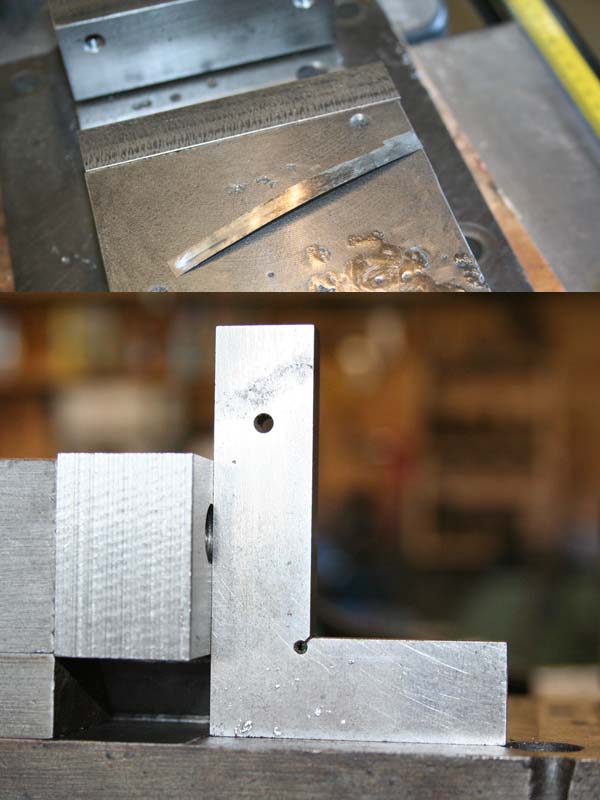
Découpe à la scie à ruban.


Je lubrifie la lame avec un lubrifiant sec en bâton, aussi bien pour le métal que pour le bois. Ma petite scie pour le métal n'aime pas être mouillée
Avant de serrer des pièces dans un étau de fraiseuse, il est important de s'assurer qu'il n'y ai pas d'aspérités sur les surfaces ni de bavures sur les angles, cela pourrait endommager les mors rectifié de l'étau, et à coup sur poser des problèmes de géométrie, la pièce ne plaquant pas correctement sur les mors ou les cales.

En général on ne pose pas la pièce directement sur le fond de l'étau, mais toujours sur une ou deux cales rectifiées (et appariées si on utilise deux cales) afin de pouvoir vérifier que la pièce porte bien sur les cales, elles ne doivent pas pouvoir glisser sous la pièce. (c'est d'autre part plus facile pour mesurer l'épaisseur de la pièce)
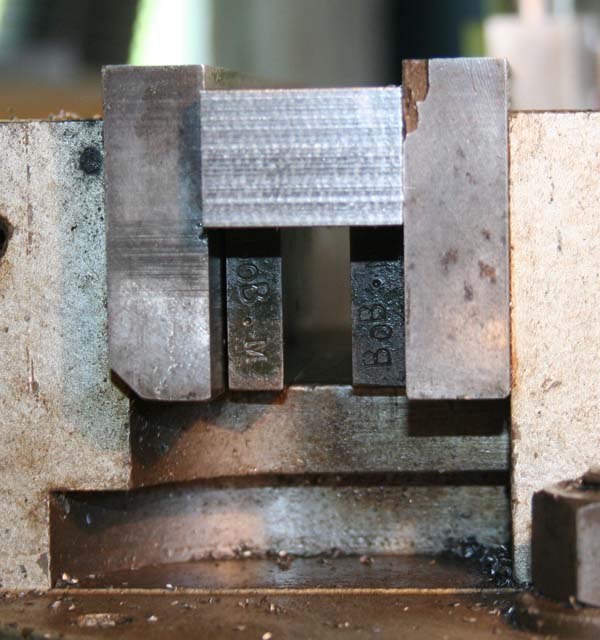
Mise à la hauteur

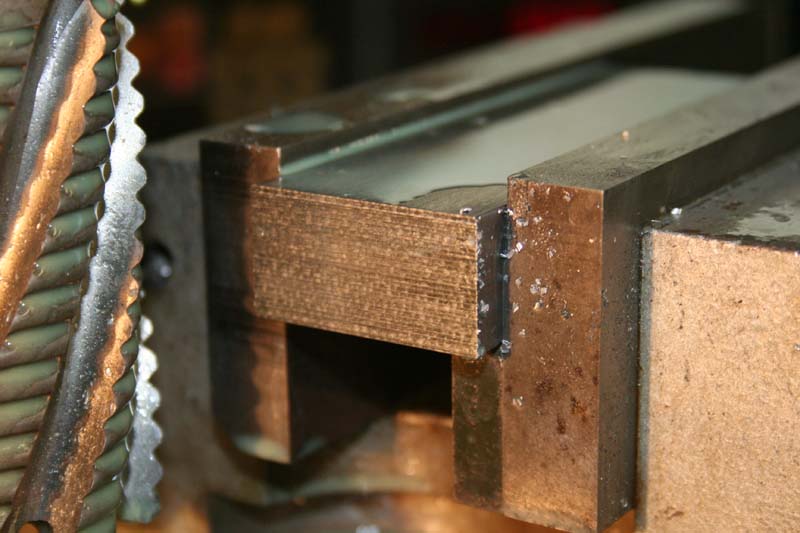
Mise à la longueur

Je vais maintenant passer au perçage, pour cela je doit prendre des points de repères, à savoir le point 0 en X et en Y, qui se trouve dans l'angle supérieur gauche de la pièce (telle que positionnée dans l'étau). Sur un étau de fraisage, seul le mors fixe et le fond de l'étau sont des surfaces de références, le point 0 de ma pièce (en Y) est donc plaqué contre le mors fixe. le 0 en X sera pris sur le coté gauche de la pièce dans le cas présent.
Pour "palper" le 0, je vais utiliser une pinnule de centrage.

La broche tourne à 800 tr/min, lorsque la pinnule est proche du 0, elle tourne parfaitement rond, et dès que l'on est au 0 elle se décale. Il ne reste plus qu'a mettre la visu à 0 en tenant compte du rayon de la pinnule (5mm dans ce cas).
La pinnule se décale -> je met le Y à 0

Je déplace mon axe Y de la valeur du rayon de la pinnule, puis je remet à 0

... et même principe pour le 0 en X

... la suite demain, je commence à avoir les yeux qui se croisent
++
David
Je vais maintenant fabriquer de nouveaux mors pour remplacer les autres qui sont irrécupérables (en tant que mors tout au moins).
Je part d'une plaque de 25CD4 (acier au chrome/molybdène, moyennement dur), il ne subira pas de traitement thermique, vue qu'ils ne serreront que de l'alu. (et que je n'ai ni four ni rectif
Par chance, elle fait presque la bonne taille, et je vais la conserver telle qu'elle en épaisseur (20mm).
Découpe à la scie à ruban.
Je lubrifie la lame avec un lubrifiant sec en bâton, aussi bien pour le métal que pour le bois. Ma petite scie pour le métal n'aime pas être mouillée
Avant de serrer des pièces dans un étau de fraiseuse, il est important de s'assurer qu'il n'y ai pas d'aspérités sur les surfaces ni de bavures sur les angles, cela pourrait endommager les mors rectifié de l'étau, et à coup sur poser des problèmes de géométrie, la pièce ne plaquant pas correctement sur les mors ou les cales.
En général on ne pose pas la pièce directement sur le fond de l'étau, mais toujours sur une ou deux cales rectifiées (et appariées si on utilise deux cales) afin de pouvoir vérifier que la pièce porte bien sur les cales, elles ne doivent pas pouvoir glisser sous la pièce. (c'est d'autre part plus facile pour mesurer l'épaisseur de la pièce)
Mise à la hauteur
Mise à la longueur
Je vais maintenant passer au perçage, pour cela je doit prendre des points de repères, à savoir le point 0 en X et en Y, qui se trouve dans l'angle supérieur gauche de la pièce (telle que positionnée dans l'étau). Sur un étau de fraisage, seul le mors fixe et le fond de l'étau sont des surfaces de références, le point 0 de ma pièce (en Y) est donc plaqué contre le mors fixe. le 0 en X sera pris sur le coté gauche de la pièce dans le cas présent.
Pour "palper" le 0, je vais utiliser une pinnule de centrage.
La broche tourne à 800 tr/min, lorsque la pinnule est proche du 0, elle tourne parfaitement rond, et dès que l'on est au 0 elle se décale. Il ne reste plus qu'a mettre la visu à 0 en tenant compte du rayon de la pinnule (5mm dans ce cas).
La pinnule se décale -> je met le Y à 0
Je déplace mon axe Y de la valeur du rayon de la pinnule, puis je remet à 0
... et même principe pour le 0 en X
... la suite demain, je commence à avoir les yeux qui se croisent
++
David
Dernière édition par dh42 le Jeu 19 Jan 2012 - 17:23, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Mar 10 Mai 2011 - 20:16
dh42 Mar 10 Mai 2011 - 20:16
Bonsoir,
Maintenant que j'ai mon 0 en X et en Y, rien de plus facile que de se positionner à l'endroit voulu grâce à la visu. (DRO)
Pointage au forêt à centrer

Avant de percer, ne pas oublier d'enlever la cale qui se trouve là ou déboucherons les trous
Il faut maintenant, comme pour toute opération d'usinage, déterminer les vitesses de rotation et d'avance. Pour cela, j'utilise une feuille Excel perso.
Mon forêt fait 6.75 mm de Ø (en M8 pas de 1.25 -> Ø de perçage = 8 - pas), en HSS, en perçage dans de l'acier mi-dur, je prends une valeur de Vc (vitesse de coupe) de 10 m/min et une avance de 0.05 mm / dents
Voici les valeurs calculées pour ces conditions de coupe:
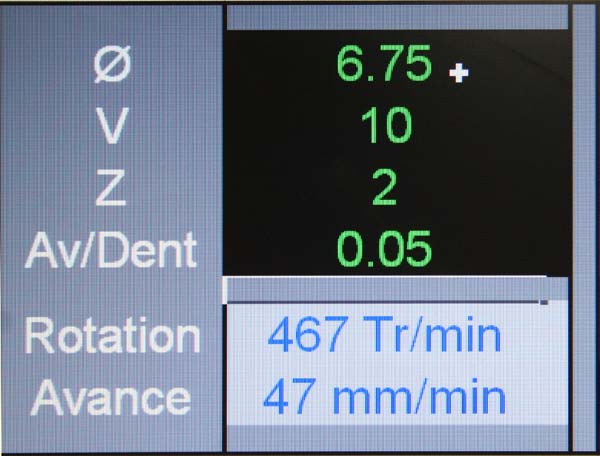
Bien sur, il n'y a aucune chance que ça tombe pile sur des vitesses dispo sur la machine.

Dans ce cas je vais adapter, je vais choisir une vitesse de rotation de 400 tr/min et une avance de 40 mm/min (pour le Z les valeurs d'avance sont à diviser par 2 sur cette machine, cela correspond donc à une avance à 80 sur l'abaque)
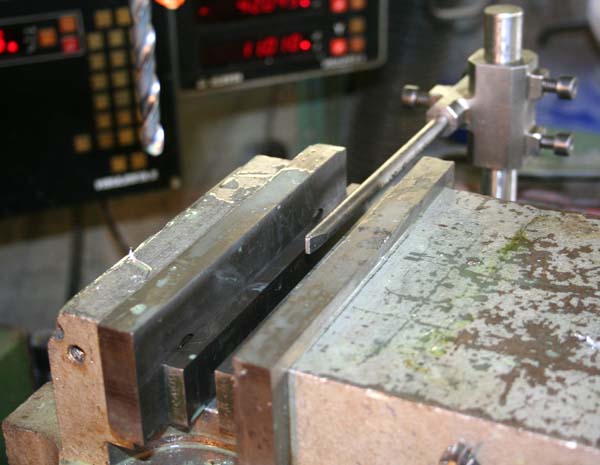
Et c'est parti !

J'utilise une buté qui vas me permettre de positionner la 2ieme pièce sans avoir à refaire mon 0 en X

Puis taraudage, la perceuse à colonne me permet de "planter" le premier taraud bien droit, voir le tuto de Zarkann sur le taraudage.


Un chanfrein sur l'entrée des trous

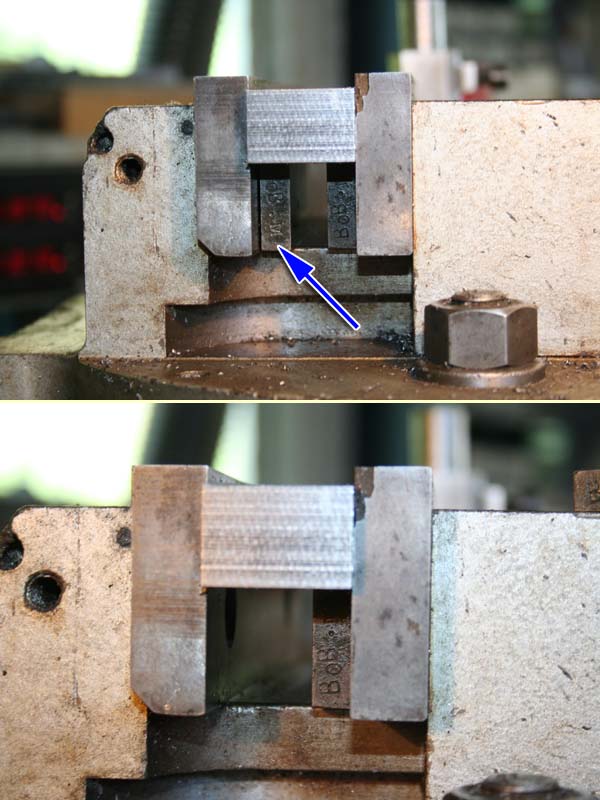
Après montage à blanc, contrôle du parallélisme et de la perpendicularité des mors.
L'étau n'est pas serrée, en fait je n'ai même pas monté la vis, le mors mobile est simplement plaqué contre la cale .. et ça tient tout seul, bon parallélisme.
Contrôle de l'équerrage, parfait sur le mors fixe, mais un défaut sur le mors mobile.
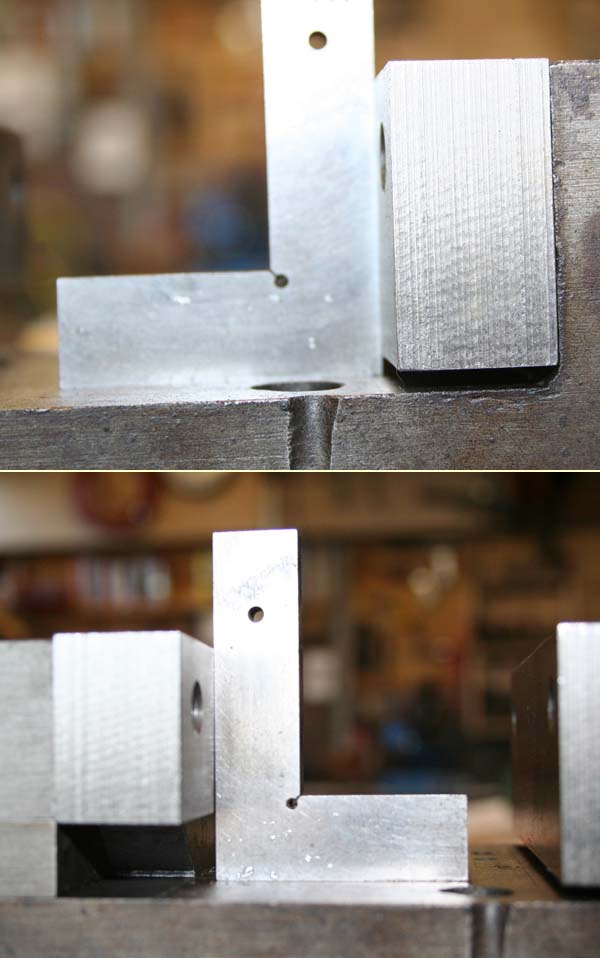
Un bout de clinquant de 0.05 sous la partie basse du mors ... et hop ça le fait !
.... suite au prochain épisode
++
David
Maintenant que j'ai mon 0 en X et en Y, rien de plus facile que de se positionner à l'endroit voulu grâce à la visu. (DRO)
Pointage au forêt à centrer
Avant de percer, ne pas oublier d'enlever la cale qui se trouve là ou déboucherons les trous
Il faut maintenant, comme pour toute opération d'usinage, déterminer les vitesses de rotation et d'avance. Pour cela, j'utilise une feuille Excel perso.
Mon forêt fait 6.75 mm de Ø (en M8 pas de 1.25 -> Ø de perçage = 8 - pas), en HSS, en perçage dans de l'acier mi-dur, je prends une valeur de Vc (vitesse de coupe) de 10 m/min et une avance de 0.05 mm / dents
Voici les valeurs calculées pour ces conditions de coupe:
Bien sur, il n'y a aucune chance que ça tombe pile sur des vitesses dispo sur la machine.
Dans ce cas je vais adapter, je vais choisir une vitesse de rotation de 400 tr/min et une avance de 40 mm/min (pour le Z les valeurs d'avance sont à diviser par 2 sur cette machine, cela correspond donc à une avance à 80 sur l'abaque)
Et c'est parti !
J'utilise une buté qui vas me permettre de positionner la 2ieme pièce sans avoir à refaire mon 0 en X
Puis taraudage, la perceuse à colonne me permet de "planter" le premier taraud bien droit, voir le tuto de Zarkann sur le taraudage.
Un chanfrein sur l'entrée des trous
Après montage à blanc, contrôle du parallélisme et de la perpendicularité des mors.
L'étau n'est pas serrée, en fait je n'ai même pas monté la vis, le mors mobile est simplement plaqué contre la cale .. et ça tient tout seul, bon parallélisme.
Contrôle de l'équerrage, parfait sur le mors fixe, mais un défaut sur le mors mobile.
Un bout de clinquant de 0.05 sous la partie basse du mors ... et hop ça le fait !
.... suite au prochain épisode
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Mer 11 Mai 2011 - 21:52
dh42 Mer 11 Mai 2011 - 21:52
Bonsoir à tous,
Suite et fin de la restauration de l'étau.
La plaque arrière, qui sert également de palier pour la vis est pliée, surement à cause de serrages un peu trop brutaux ! (et puis, il doit être plus vieux que moi cet étau ..)
Je l'ai détordue à l'étau, notez les 2 plaques d'acier pour éviter de marquer la pièce avec les striures des mors.

Finition avec un petit coup de tank (ponceuse à bande fixe) et un polissage avec du Tampon Gex + WD40.

Masquage au papier cache de carrosserie des parties qui ne doivent pas être peintes, et surtout qui ne doivent pas être sablées, puis sablage et apprêt ....

J'ai également bouché un peu les trous sur le mors fixe, après avoir passé la couche d'apprêt (on voie mieux les défauts), je n'ai pas pensé à prendre des photos ...
Les pièces peintes en bleu métallisé (2 couches) après avoir dépoli l'apprêt au papier 800 à l'eau.
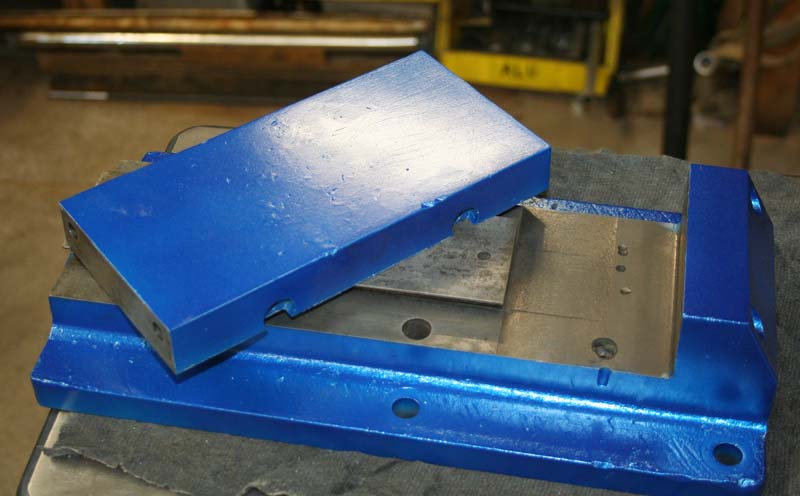
Comme vous l'avez peut être remarqué, il n'y a pas de manivelle, il va falloir que j'en fasse une ...
Comme l'étau est bas et qu'il sera fixé sur une table en alu (celle de la CN), une manivelle ne fait pas l'affaire, elle ne peut pas faire un tour complet sans toucher la table, de plus tous système amovible ou articulé (manivelle à cardan) à toute les chance de finir par taper la table alu et la marquer.
J'ai donc choisis de faire une poignée de serrage moletée avec un trou pour y passer une barre si le besoin d'un serrage plus énergique se fait sentir.
Comme il n'est pas facile de faire un trou carré au bout de la poignée sans y passer des heures, j'ai tourné le bout carré de la vis et je l'ai emmanché + goupillé sur la poignée, l'avenir dira si la goupille tient le choc au serrage, sinon j'aviserais ...
Le bout de matière, un acier mi-dur, Ø 25
Dressage du bout et chanfreinage.

Puis perçage à 12, en commençant par un pointage au foret à centrer, suivi d'un perçage à 6 puis à 12.
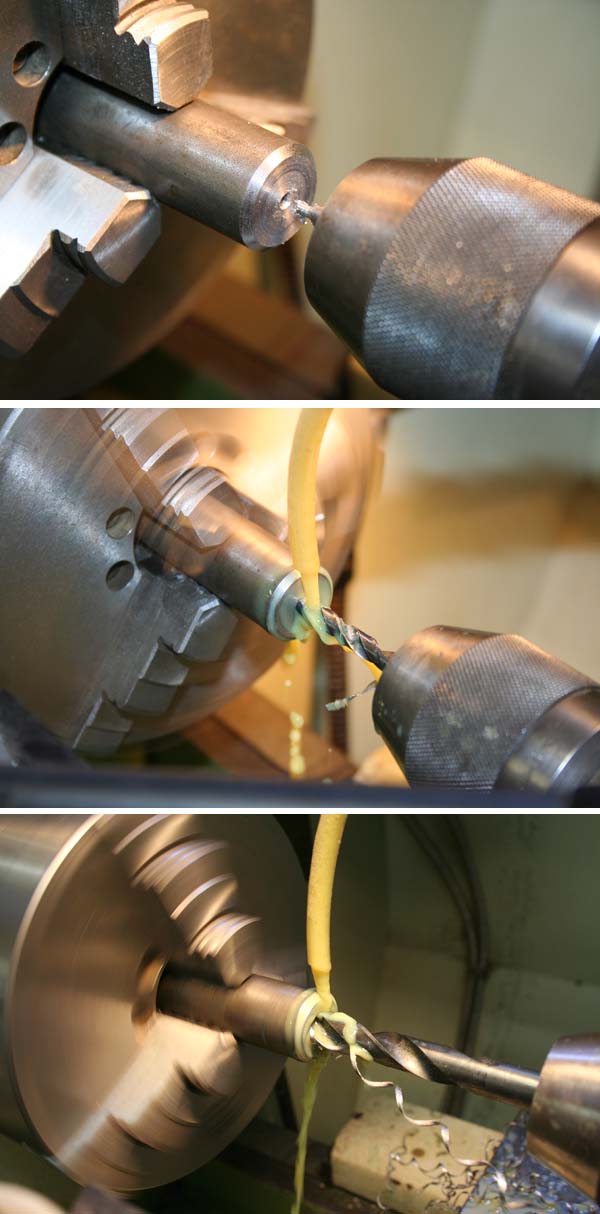
Notez que la pièce est rentrée au dans le mandrin afin d'éviter les vibrations qui se produiraient immanquablement sur une pièce longue, en particulier lors du chanfreinage.
Puis chariotage. En principe, sur une pièce longue ce travail se fait en utilisant la contre pointe afin d'éviter que la pièce ne fléchisse.
Dans le cas présent, je ne prend qu'une "lichette" de 0.2 mm (au rayon) pour nettoyer la pièce, l'arbre fait 25 et je ne cherche pas le 1/100 ieme, je me passerait donc de la contre pointe, qui est toujours un peu gênante lorsque l'on doit travailler jusqu'au bout de la pièce (à droite).
Pour ceux qui se poseraient des questions sur la précision des machines Chinoises, j'ai contrôlé ma broche, moins de 2 µ de faux rond, plus surprenant encore, une barre rectifiée montée en mors durs dans mon mandrin Chinois n'a que 0.015 mm de faux rond ...

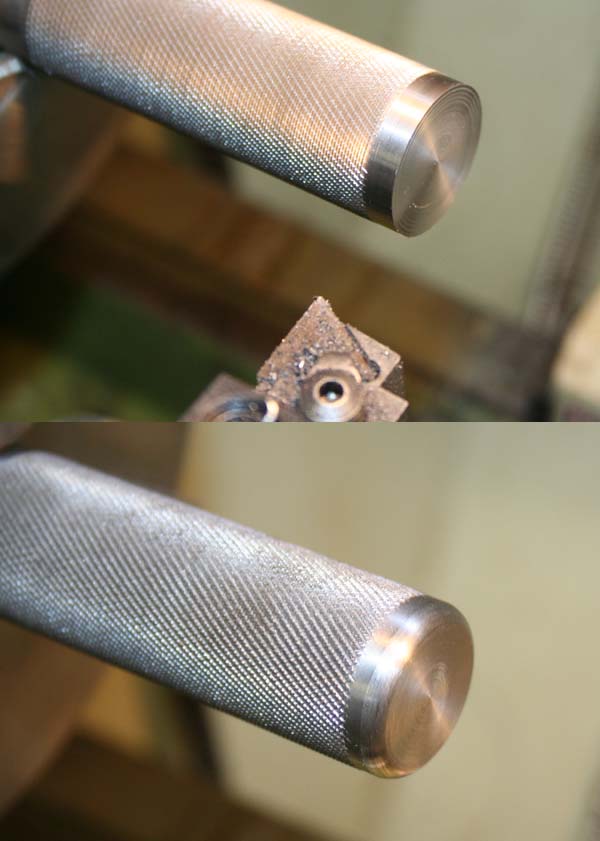
Je vais maintenant effectuer un moletage. Je repère au feutre la zone à moleter.
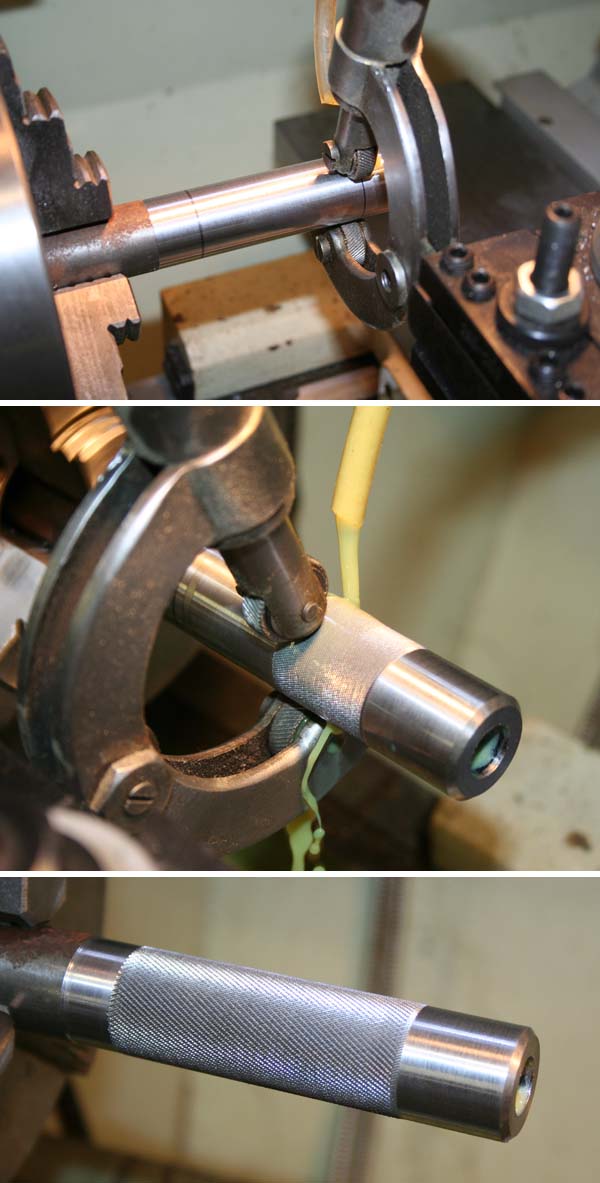
Vous pouvez voir une vidéo d'un moletage fait sur la même machine et avec le même outil, mais dans du laiton.
Après avoir coupé la partie excédentaire de la barre à la scie à ruban et retournement de la pièce, je dresse l'autre face, puis je fait un arrondi sur l'arrête. Pour l'arrondi, je n'utilise pas d'outil de forme, je fait ça en tournant simultanément les 2 mouvements (transversal + chariot porte outil), puis un petit coup de lime pour finir. ... ça demande un certain entrainement ..
Un coup de tour pour faire sauter le carré de la vis
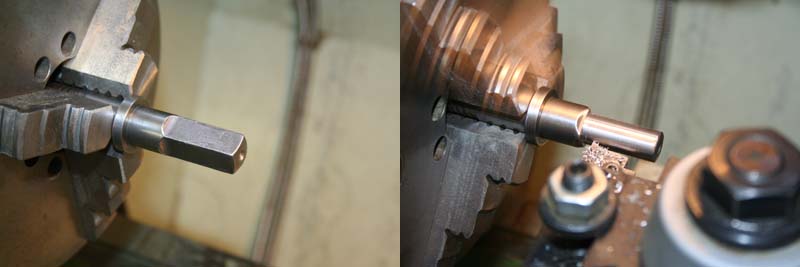
Perçage et goupillage (Ø5)

La poignée fini montée en bout de la vis

L'étau fini

avec sa petite famille

++
David
Suite et fin de la restauration de l'étau.
La plaque arrière, qui sert également de palier pour la vis est pliée, surement à cause de serrages un peu trop brutaux ! (et puis, il doit être plus vieux que moi cet étau ..)
Je l'ai détordue à l'étau, notez les 2 plaques d'acier pour éviter de marquer la pièce avec les striures des mors.
Finition avec un petit coup de tank (ponceuse à bande fixe) et un polissage avec du Tampon Gex + WD40.
Masquage au papier cache de carrosserie des parties qui ne doivent pas être peintes, et surtout qui ne doivent pas être sablées, puis sablage et apprêt ....
J'ai également bouché un peu les trous sur le mors fixe, après avoir passé la couche d'apprêt (on voie mieux les défauts), je n'ai pas pensé à prendre des photos ...
Les pièces peintes en bleu métallisé (2 couches) après avoir dépoli l'apprêt au papier 800 à l'eau.
Comme vous l'avez peut être remarqué, il n'y a pas de manivelle, il va falloir que j'en fasse une ...
Comme l'étau est bas et qu'il sera fixé sur une table en alu (celle de la CN), une manivelle ne fait pas l'affaire, elle ne peut pas faire un tour complet sans toucher la table, de plus tous système amovible ou articulé (manivelle à cardan) à toute les chance de finir par taper la table alu et la marquer.
J'ai donc choisis de faire une poignée de serrage moletée avec un trou pour y passer une barre si le besoin d'un serrage plus énergique se fait sentir.
Comme il n'est pas facile de faire un trou carré au bout de la poignée sans y passer des heures, j'ai tourné le bout carré de la vis et je l'ai emmanché + goupillé sur la poignée, l'avenir dira si la goupille tient le choc au serrage, sinon j'aviserais ...
Le bout de matière, un acier mi-dur, Ø 25
Dressage du bout et chanfreinage.
Puis perçage à 12, en commençant par un pointage au foret à centrer, suivi d'un perçage à 6 puis à 12.
Notez que la pièce est rentrée au dans le mandrin afin d'éviter les vibrations qui se produiraient immanquablement sur une pièce longue, en particulier lors du chanfreinage.
Puis chariotage. En principe, sur une pièce longue ce travail se fait en utilisant la contre pointe afin d'éviter que la pièce ne fléchisse.
Dans le cas présent, je ne prend qu'une "lichette" de 0.2 mm (au rayon) pour nettoyer la pièce, l'arbre fait 25 et je ne cherche pas le 1/100 ieme, je me passerait donc de la contre pointe, qui est toujours un peu gênante lorsque l'on doit travailler jusqu'au bout de la pièce (à droite).
Pour ceux qui se poseraient des questions sur la précision des machines Chinoises, j'ai contrôlé ma broche, moins de 2 µ de faux rond, plus surprenant encore, une barre rectifiée montée en mors durs dans mon mandrin Chinois n'a que 0.015 mm de faux rond ...
Je vais maintenant effectuer un moletage. Je repère au feutre la zone à moleter.
Vous pouvez voir une vidéo d'un moletage fait sur la même machine et avec le même outil, mais dans du laiton.
Après avoir coupé la partie excédentaire de la barre à la scie à ruban et retournement de la pièce, je dresse l'autre face, puis je fait un arrondi sur l'arrête. Pour l'arrondi, je n'utilise pas d'outil de forme, je fait ça en tournant simultanément les 2 mouvements (transversal + chariot porte outil), puis un petit coup de lime pour finir. ... ça demande un certain entrainement ..
Un coup de tour pour faire sauter le carré de la vis
Perçage et goupillage (Ø5)
La poignée fini montée en bout de la vis
L'étau fini
avec sa petite famille
++
David
Dernière édition par dh42 le Mar 10 Jan 2012 - 20:15, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() Flubox Mer 11 Mai 2011 - 22:16
Flubox Mer 11 Mai 2011 - 22:16
Une très jolie réalisation !
De +, moi qui me suis toujours demandé comment on faisait un moletage... maintenant je sais,.. en plus une vidéo !
C'est ça un TANK : http://www.luxoutils.com/catalog/images/ponceuse%20150.bmp .. ??
De +, moi qui me suis toujours demandé comment on faisait un moletage... maintenant je sais,.. en plus une vidéo !
C'est ça un TANK : http://www.luxoutils.com/catalog/images/ponceuse%20150.bmp .. ??
Flubox- complétement accro
- Messages : 1154
Points : 2702
Date d'inscription : 19/09/2010
Age : 30
Localisation : 74
Re: Révision/Modif d'un étau de perceuse
![]() dudu Mer 11 Mai 2011 - 22:38
dudu Mer 11 Mai 2011 - 22:38
Bonsoir David,
Je suis ton post depuis le début, et je suis bluffé!! Ça me donne de plus en plus envie d’acquérir un tour à métaux (quand le finances le permettront!).
J'ai une petite question: quel est le liquide dont tu te sers?
Et puis tu les collectionnes les étaux ? :winking2:
Pour le moletage, j'avoue que j'ai du mal à comprendre comment ça marche? Comment se font les "traces" ou "rainures" (je sais pas comment appeler ça) ? les petites molettes de ton outil ne sont pas fixe!
Comment se font les "traces" ou "rainures" (je sais pas comment appeler ça) ? les petites molettes de ton outil ne sont pas fixe!
En tout cas très beau travail!
Amicalement
Je suis ton post depuis le début, et je suis bluffé!! Ça me donne de plus en plus envie d’acquérir un tour à métaux
J'ai une petite question: quel est le liquide dont tu te sers?
Et puis tu les collectionnes les étaux ? :winking2:
Pour le moletage, j'avoue que j'ai du mal à comprendre comment ça marche?
En tout cas très beau travail!
Amicalement


dudu- complétement accro
- Messages : 1972
Points : 3806
Date d'inscription : 15/02/2011
Age : 50
Localisation : Bavilliers (90)
Re: Révision/Modif d'un étau de perceuse
![]() quentin91800 Mer 11 Mai 2011 - 22:41
quentin91800 Mer 11 Mai 2011 - 22:41
Le liquide dont il se sers et du liquide de coup surement dilué dans de l'eau.
Le moletage est en fait une déformation de la pièces et on obtient un moletage, les roulette tourne bien entendu
Le moletage est en fait une déformation de la pièces et on obtient un moletage, les roulette tourne bien entendu
quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Révision/Modif d'un étau de perceuse
![]() eddy Mer 11 Mai 2011 - 22:48
eddy Mer 11 Mai 2011 - 22:48
Bonsoir,
Hé bien David, celui-là il aura eu droit à un lifting complet !
Super ton reportage, j'ai pas visionné la vidéo encore, mais je vais y aller de ce pas.
Pour les chinois, on dirait qu'ils ont fait pas mal d'efforts depuis quelque temps.Tant mieux
Les vis à empreinte mâle carré à proximité de la vis moletée servent à quoi ?
A+
Eddy
:winking:
Hé bien David, celui-là il aura eu droit à un lifting complet !
Super ton reportage, j'ai pas visionné la vidéo encore, mais je vais y aller de ce pas.
Pour les chinois, on dirait qu'ils ont fait pas mal d'efforts depuis quelque temps.Tant mieux
Les vis à empreinte mâle carré à proximité de la vis moletée servent à quoi ?
A+
Eddy
:winking:

eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Mer 11 Mai 2011 - 23:14
dh42 Mer 11 Mai 2011 - 23:14
Bonsoir à tous,
Flubox: oui c'est bien ça un tank
Dudu: Le liquide est effectivement de l'huile soluble, appelée parfois "eau de savon" , c'est un produit que j'achète en bidon de 5L et qui se dilue à 2 %, ça fait du profit. http://www.metiers-et-passions.com/fr/catalogue/huile-coupe-soluble-ultracut-370/rocol-0003050210-skg.html
Pour le moletage, les molettes tournent, elle sont serrées sur la pièce par le volant en haut de l'appareil à moleter (voir sur la vidéo) cela forme une sorte de pince, elles travaillent par compression du métal (écrouissage), le chariot avance en même temps bien sur. Il est souvent nécessaire de faire plusieurs passages dans des matériaux durs (2 ici).
Ah ! un tour, c'est presque indispensable pour bricoler, ... il est bien plus facile de se passer d'une fraiseuse (de plus le tour est plus intuitif à apprendre et ne nécessite pas d'outillage trop couteux comme c'est le cas avec une fraiseuse)
David: les vis carrées sont en fait de grandes tiges qui passent au travers du bloc et tiennent le mors mobile (M8)
++
David
Flubox: oui c'est bien ça un tank
Dudu: Le liquide est effectivement de l'huile soluble, appelée parfois "eau de savon" , c'est un produit que j'achète en bidon de 5L et qui se dilue à 2 %, ça fait du profit. http://www.metiers-et-passions.com/fr/catalogue/huile-coupe-soluble-ultracut-370/rocol-0003050210-skg.html
Pour le moletage, les molettes tournent, elle sont serrées sur la pièce par le volant en haut de l'appareil à moleter (voir sur la vidéo) cela forme une sorte de pince, elles travaillent par compression du métal (écrouissage), le chariot avance en même temps bien sur. Il est souvent nécessaire de faire plusieurs passages dans des matériaux durs (2 ici).
Ah ! un tour, c'est presque indispensable pour bricoler, ... il est bien plus facile de se passer d'une fraiseuse (de plus le tour est plus intuitif à apprendre et ne nécessite pas d'outillage trop couteux comme c'est le cas avec une fraiseuse)
David: les vis carrées sont en fait de grandes tiges qui passent au travers du bloc et tiennent le mors mobile (M8)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() eddy Mer 11 Mai 2011 - 23:26
eddy Mer 11 Mai 2011 - 23:26
Pour les vis carrés, je m'en méfiait un peu, mais c'est la première fois que je vois un tel montage, qui doit d'ailleurs être bien plus pratique pour la dépose du mors
eddy- complétement accro
- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 51
Localisation : Po 66
Re: Révision/Modif d'un étau de perceuse
![]() diomedea Jeu 12 Mai 2011 - 7:00
diomedea Jeu 12 Mai 2011 - 7:00
Bonjour à tous, bonjour David
Bravo! superbe réalisation!
Pour la mécanindus je ne pense pas qu'elle lâche, c'est du costaud! au pire tu peux toujours la doubler.
C'est un accessoire qui me manque, il faudra que je m'en trouve un. Les étaux pour perceuses ne sont vraiment pas top!
Bonne continuation
JPaul
Bravo! superbe réalisation!
Pour la mécanindus je ne pense pas qu'elle lâche, c'est du costaud! au pire tu peux toujours la doubler.
C'est un accessoire qui me manque, il faudra que je m'en trouve un. Les étaux pour perceuses ne sont vraiment pas top!
Bonne continuation
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Jeu 12 Mai 2011 - 14:33
dh42 Jeu 12 Mai 2011 - 14:33
Bonjour à tous,
Bonjour JP,
C'est vrai que ça ne casse pas facilement ce genre de chose, et puis ça fait une sécurité anti serrage de brute
A qui le dis tu ! un jour j'ai percé sur la perceuse à colonne avec un étau de perceuse GSB, ils sont tellement "light" que c'est l'étau qui est remonté autour du foret lorsque le perçage à débouché .... celui la c'est du lourd. Avec des mors bien lisses et bien //, il n'est pas nécessaire de serrer fort pour que la pièce tienne, mais à réserver au pièces "propres".
Tiens, pour info le gros étau de fraisage qui est à droite pèse 60 Kg !
Tant que tu y est, prends la fraiseuse qui vas autour au vu de tes réalisations, nul doute que tu lui trouvera une utilité c'est la rabo/degau/toupie pour la ferraille !
au vu de tes réalisations, nul doute que tu lui trouvera une utilité c'est la rabo/degau/toupie pour la ferraille !
++
David
Bonjour JP,
Pour la mécanindus je ne pense pas qu'elle lâche, c'est du costaud! au pire tu peux toujours la doubler.
C'est vrai que ça ne casse pas facilement ce genre de chose, et puis ça fait une sécurité anti serrage de brute
Les étaux pour perceuses ne sont vraiment pas top!
A qui le dis tu ! un jour j'ai percé sur la perceuse à colonne avec un étau de perceuse GSB, ils sont tellement "light" que c'est l'étau qui est remonté autour du foret lorsque le perçage à débouché
Tiens, pour info le gros étau de fraisage qui est à droite pèse 60 Kg !
Tant que tu y est, prends la fraiseuse qui vas autour
au vu de tes réalisations, nul doute que tu lui trouvera une utilité ++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() F6FCO Dim 11 Juin 2017 - 23:32
F6FCO Dim 11 Juin 2017 - 23:32
Bonsoir, je n'avais pas vu ce post. Ca me donne des idées, merci pour le reportage. (et désolé pour le déterrage  )
)
)
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Dim 11 Juin 2017 - 23:55
dh42 Dim 11 Juin 2017 - 23:55
salut,

++
David
Pu***n .. 6 ans déjà !!désolé pour le déterrage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Révision/Modif d'un étau de perceuse
![]() nagut Lun 12 Juin 2017 - 7:48
nagut Lun 12 Juin 2017 - 7:48
F6FCO a écrit: (et désolé pour le déterrage
Merci, tu a bien fait car je ne l'avais pas vu non plus

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Révision/Modif d'un étau de perceuse
![]() lamecanique76 Lun 12 Juin 2017 - 12:58
lamecanique76 Lun 12 Juin 2017 - 12:58
bien belle remise en condition

lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: Révision/Modif d'un étau de perceuse
![]() michel80 Lun 12 Juin 2017 - 21:40
michel80 Lun 12 Juin 2017 - 21:40
bonsoir a tous
belle remise en etat
vous prenez combien de passe avec votre cn en etau
belle remise en etat
vous prenez combien de passe avec votre cn en etau

michel80- complétement accro
- Messages : 3130
Points : 3290
Date d'inscription : 15/03/2014
Age : 58
Localisation : picardie
Re: Révision/Modif d'un étau de perceuse
![]() dh42 Lun 12 Juin 2017 - 22:50
dh42 Lun 12 Juin 2017 - 22:50
Salut,
Sur la petite PF, c'est surtout la Kress et la rigidité de la machine qui limite ; je ne me souviens plus mais ça devait tourner à 0.5mm avec une fraise de 5 si mes souvenirs sont bons.
Au final, il n'a servi qu'une fois, car j'avais banni l'usinage d'alu sur ma CN (et de plus il est rare que les pièces alu que j'ai à faire nécessitent une CNc)
(il y a une vidéo vers la fin du post)
http://www.metabricoleur.com/t859-guide-de-coupe-plasma#8433
++
David
Sur la petite PF, c'est surtout la Kress et la rigidité de la machine qui limite ; je ne me souviens plus mais ça devait tourner à 0.5mm avec une fraise de 5 si mes souvenirs sont bons.
Au final, il n'a servi qu'une fois, car j'avais banni l'usinage d'alu sur ma CN (et de plus il est rare que les pièces alu que j'ai à faire nécessitent une CNc)
(il y a une vidéo vers la fin du post)
http://www.metabricoleur.com/t859-guide-de-coupe-plasma#8433
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Révision/Modif d'un étau de perceuse
![]() James17 Sam 13 Mai 2023 - 12:23
James17 Sam 13 Mai 2023 - 12:23
Encore un post que je découvre tardivement (avec celui du guide pour plasma)…
Bravo David pour la réalisation et pour la pédagogie !
Bravo David pour la réalisation et pour la pédagogie !

James17- complétement accro
- Messages : 1711
Points : 2837
Date d'inscription : 12/05/2011
Age : 57
Localisation : Bordeaux

 Sujets similaires
Sujets similaires» [REVISION DES 35 ANS] PERCEUSE ADAM MC3F
» fabriqer une fraiseuse
» Perceuse-Fraiseuse Orion 32.1
» La révision des rabots
» Restauration Bestcombi 260 [Revision Scie]
» fabriqer une fraiseuse
» Perceuse-Fraiseuse Orion 32.1
» La révision des rabots
» Restauration Bestcombi 260 [Revision Scie]
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum