






Panneau en bois et Matelbond
3 participants
Page 1 sur 1

 Panneau en bois et Matelbond
Panneau en bois et Matelbond
![]() Zarkann Jeu 29 Mai 2014 - 2:25
Zarkann Jeu 29 Mai 2014 - 2:25
Bonjour à tous
Je vous présente un nouveau projet commandé par la communauté de commune près de chez moi.
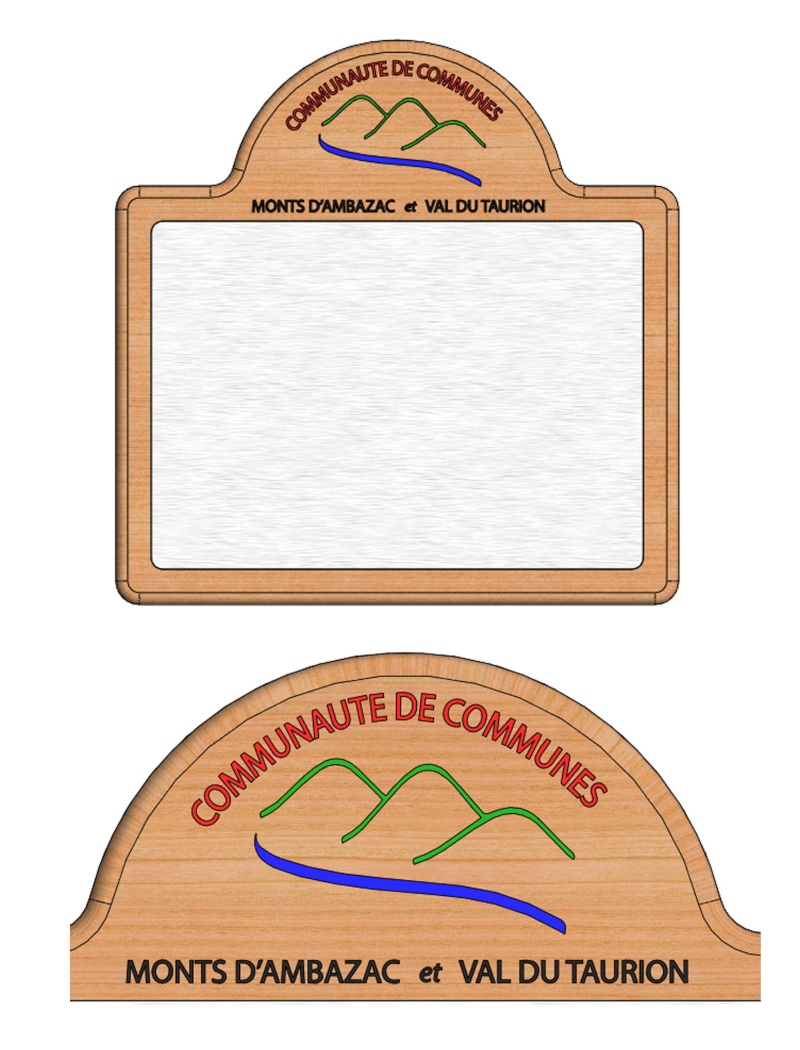
Il s'agit de deux panneaux identiques en châtaigner et Matelbond:
Vue texturée:
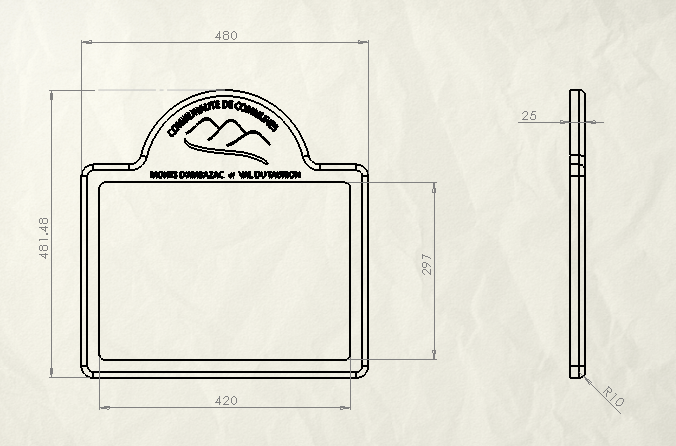
Plan:
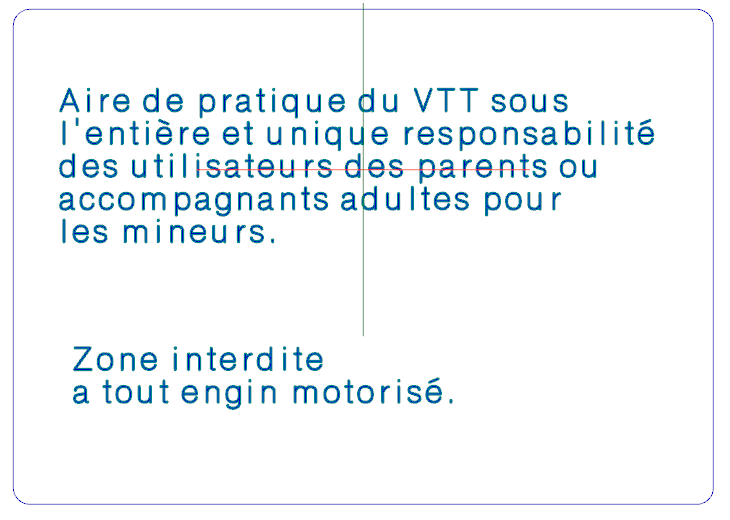
Texte a graver:
Les planches après la découpe à la scie circulaire:

La mise à longueur:

Après une heure de réglage sur la dégau j'ai réussi à avoir des planches a peut près parallèles:

Et c'est là que ça devient intéressent:
Faire une perpendiculaire avec cette machine relève de la folie

Ayant une super défonceuse sur table j'ai décidé de me faire un nouveau système de calibrage avec largeur variable avec la CNC.
j'ai décidé de me faire un nouveau système de calibrage avec largeur variable avec la CNC.
Vous me direz: pourquoi n'a tu pas utilisé ton Système de calibrage
- Et bien précisément parce que les planches ne sont pas de la même largeur

En voila le principe:
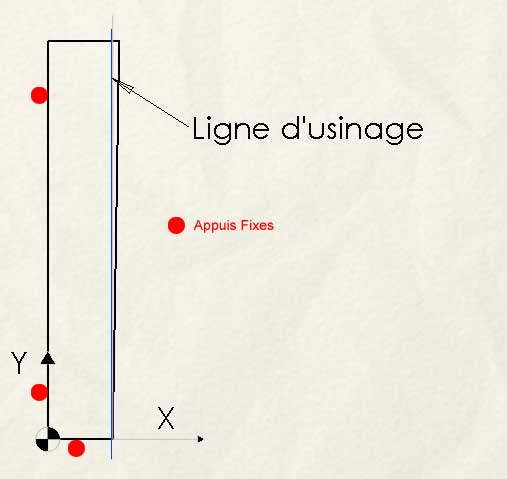
Ce système est d'autant plus intéressant qu'il me permet également de faire un bouvetage en dents de scie avec une précision redoutable

Sachant que les dents de la fraise sont écartées de 2 mm il me suffi de faire varié la hauteur d'usinage de 1mm de part et d'autre de la planche,
Sachant également que la largeur des planche n'est jamais la même, j'ai décidé de faire des programme en variable permettant de moduler la plupart des paramètres
Programme:
( Programme de crénelage paramétré )
( Sans titre 5/27/2014 10:09:38 PM )
G21 G90 G91.1 G64 G40
G0 g53 z-2
(Longueur planche )
#11=600
(Largeur planche)
#1=90.3
(prise de passe en lateral)
#6=0.7
(Variables de calculs)
#7=[#6+#6]
#8=[#6*3]
(décalage en Z)
#10=0
(décalage en X)
#2=[#1-#6]
#3=[#1-#7]
#4=[#1-#8]
( T0 : 0.0 )
T0 M6
G17
M3 S15000
G52 X#1 (1er décalages d'origine (passe a vide de sécurité))
G0 X0 Y0.0
G0 Z38
m0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G0 Y0.0
G52 X#1
G52 X#2 (2ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G0 Y0.0
G52 X#2
G52 X#3 (3ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G52 X#3
G52 X#4 (4ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G1 F1500.0 Y0
G0 Z38
M5
G52 X#4
G52 X0
G0 G53 Z-2
G0 G53 X-86 Y-670
M30
Il y a un caprice de Mach3 que je ne connaissais pas, c'est que pour que les décalages G52 successifs fonctionnent il m'a fallu les placer en début et fin de chaque passe, sinon il prenait le décalage suivant dès la ligne du G52 passé
En tout cas c'est certes un peut long, mais j’obtiens un travail d’excellente qualité et c'est pour moi le plus important
La suite au prochain épisode...
@++ Eric
Je vous présente un nouveau projet commandé par la communauté de commune près de chez moi.
Il s'agit de deux panneaux identiques en châtaigner et Matelbond:
Vue texturée:
Plan:
Texte a graver:
Les planches après la découpe à la scie circulaire:
La mise à longueur:
Après une heure de réglage sur la dégau j'ai réussi à avoir des planches a peut près parallèles:
Et c'est là que ça devient intéressent:
Faire une perpendiculaire avec cette machine relève de la folie
Ayant une super défonceuse sur table
Vous me direz: pourquoi n'a tu pas utilisé ton Système de calibrage
- Et bien précisément parce que les planches ne sont pas de la même largeur
En voila le principe:
Ce système est d'autant plus intéressant qu'il me permet également de faire un bouvetage en dents de scie avec une précision redoutable
Sachant que les dents de la fraise sont écartées de 2 mm il me suffi de faire varié la hauteur d'usinage de 1mm de part et d'autre de la planche,
Sachant également que la largeur des planche n'est jamais la même, j'ai décidé de faire des programme en variable permettant de moduler la plupart des paramètres
Programme:
( Programme de crénelage paramétré )
( Sans titre 5/27/2014 10:09:38 PM )
G21 G90 G91.1 G64 G40
G0 g53 z-2
(Longueur planche )
#11=600
(Largeur planche)
#1=90.3
(prise de passe en lateral)
#6=0.7
(Variables de calculs)
#7=[#6+#6]
#8=[#6*3]
(décalage en Z)
#10=0
(décalage en X)
#2=[#1-#6]
#3=[#1-#7]
#4=[#1-#8]
( T0 : 0.0 )
T0 M6
G17
M3 S15000
G52 X#1 (1er décalages d'origine (passe a vide de sécurité))
G0 X0 Y0.0
G0 Z38
m0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G0 Y0.0
G52 X#1
G52 X#2 (2ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G0 Y0.0
G52 X#2
G52 X#3 (3ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G0 Z38
G52 X#3
G52 X#4 (4ème décalages d'origine)
G0 X0 Y0.0
G1 F300.0 Z#10
G1 F1500.0 Y#11
G1 F1500.0 Y0
G0 Z38
M5
G52 X#4
G52 X0
G0 G53 Z-2
G0 G53 X-86 Y-670
M30
Il y a un caprice de Mach3 que je ne connaissais pas, c'est que pour que les décalages G52 successifs fonctionnent il m'a fallu les placer en début et fin de chaque passe, sinon il prenait le décalage suivant dès la ligne du G52 passé
En tout cas c'est certes un peut long, mais j’obtiens un travail d’excellente qualité et c'est pour moi le plus important
La suite au prochain épisode...
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -


Re: Panneau en bois et Matelbond
![]() diomedea Jeu 29 Mai 2014 - 7:40
diomedea Jeu 29 Mai 2014 - 7:40
Bonjour à tous, bonjour Eric,
Sujet très intéressant... même si je n'ai pas tout compris! J'ai hâte de voir le résultat!

Le guide n'est pas réglable?
Donc si j'ai bien compris, tu utilise ta fraise à la fois pour dégauchir le chant et créer les entures?
Personnellement, quand je fais des panneaux, mes bois ont rarement leurs chants parallèles, une fois assemblé sans grande importance...
Amicalement
JPaul
Sujet très intéressant... même si je n'ai pas tout compris! J'ai hâte de voir le résultat!
Zarkann a écrit:Et c'est là que ça devient intéressent:
Faire une perpendiculaire avec cette machine relève de la folie
Le guide n'est pas réglable?
Donc si j'ai bien compris, tu utilise ta fraise à la fois pour dégauchir le chant et créer les entures?
Personnellement, quand je fais des panneaux, mes bois ont rarement leurs chants parallèles, une fois assemblé sans grande importance...
Amicalement
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Panneau en bois et Matelbond
![]() camopi Jeu 29 Mai 2014 - 11:19
camopi Jeu 29 Mai 2014 - 11:19
Pas facile de régler un guide de dégau parfaitement perpendiculaire à la table (voir même impossible avec les technologies employées)
As tu pensé à alterner tes faces de référence ?
As tu pensé à alterner tes faces de référence ?

camopi- très actif

- Messages : 340
Points : 652
Date d'inscription : 06/07/2013
Age : 61
Localisation : 85
Re: Panneau en bois et Matelbond
![]() Zarkann Jeu 29 Mai 2014 - 13:52
Zarkann Jeu 29 Mai 2014 - 13:52
Bonjour à tous
Pour ce qui est du réglage de la Lurem 260 j'ai renoncer

Oui, l'astuce avec ce montage et le programme va me permettre de faire ce type d'usinage sur n’importe quelle planche quelque soi sa longueur sa largeur.
Pour le programme paramétré, il s'agit de remplacer des valeurs fixes par des valeurs variables.
Cela peut s'appliquer a toute les valeurs numériques telle que des coordonnées ou des paramètre de coupe.
Ex:
Au lieu de dire
G1 X123
je peux dire
#1=123
G1 X#1
je peux ensuite introduire une variable de calcul
#2=[#1+2]
G1 X #2
Dans ce cas la machine ira a X125
Dans mon cas j'utilise également les variables avec les décalage d'origine en G52
ce qui permet de faire varié la position de mon usinage
Je ferais un sujet explicatif dans les fonctions avancées de Mach3
@++ Eric
Pour ce qui est du réglage de la Lurem 260 j'ai renoncer
Diomedea a écrit:Le guide n'est pas réglable?
Donc si j'ai bien compris, tu utilise ta fraise à la fois pour dégauchir le chant et créer les entures?
Oui, l'astuce avec ce montage et le programme va me permettre de faire ce type d'usinage sur n’importe quelle planche quelque soi sa longueur sa largeur.
Diomedea a écrit:Sujet très intéressant... même si je n'ai pas tout compris! J'ai hâte de voir le résultat!
Pour le programme paramétré, il s'agit de remplacer des valeurs fixes par des valeurs variables.
Cela peut s'appliquer a toute les valeurs numériques telle que des coordonnées ou des paramètre de coupe.
Ex:
Au lieu de dire
G1 X123
je peux dire
#1=123
G1 X#1
je peux ensuite introduire une variable de calcul
#2=[#1+2]
G1 X #2
Dans ce cas la machine ira a X125
Dans mon cas j'utilise également les variables avec les décalage d'origine en G52
ce qui permet de faire varié la position de mon usinage
Je ferais un sujet explicatif dans les fonctions avancées de Mach3
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Panneau en bois et Matelbond
![]() Zarkann Dim 1 Juin 2014 - 3:47
Zarkann Dim 1 Juin 2014 - 3:47
Bonsoir
Voici une vidéo de l'usinage:
@++ Eric
Voici une vidéo de l'usinage:
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Panneau en bois et Matelbond
![]() diomedea Dim 1 Juin 2014 - 8:34
diomedea Dim 1 Juin 2014 - 8:34
Bonjour à tous, bonjour Eric,
Vu ce que tu fais, tu n'es pas tenté par quelque chose de plus sérieux? Parce que pour le coup tu irais beaucoup plus vite à la toupie!
peux tu m'en dire plus sur la fraise utilisé?
Donc si j'ai bien compris, la PFE 500 PX que j'ai en commande sera identique en largeur à ta machine? je trouve ça plutôt "confortable"...
décidément, c'est pire que du chinois!Zarkann a écrit:Pour ce qui est du réglage de la Lurem 260 j'ai renoncer
Vu ce que tu fais, tu n'es pas tenté par quelque chose de plus sérieux? Parce que pour le coup tu irais beaucoup plus vite à la toupie!
peux tu m'en dire plus sur la fraise utilisé?
Donc si j'ai bien compris, la PFE 500 PX que j'ai en commande sera identique en largeur à ta machine? je trouve ça plutôt "confortable"...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Panneau en bois et Matelbond
![]() Zarkann Dim 1 Juin 2014 - 11:26
Zarkann Dim 1 Juin 2014 - 11:26
Bonjour JP
Oui la lurem a due être fabriqué en France mais par des chinois
Pour les machines sérieuses, bien sur que je reluque les belles machines, mais pour le moments je n'ai pas les moyens
Sinon pour mon système de bouvetage j'aurais plutôt due faire le même système que pour une défonceuse sur table, c'est a dire en bougeant le bois a la main contre un appuis fixe.
L'autre raison pour laquelle j'ai fait ce bouvetage c'est que j’étais juste en largeur de bois et donc en utilisant un bouvetage à la toupie j'aurais pas eu assez
Sinon j'ai coller les plans de travail et je doit dire que c’était nickel

@++ Eric
Jp a écrit:décidément, c'est pire que du chinois!
Oui la lurem a due être fabriqué en France mais par des chinois
Pour les machines sérieuses, bien sur que je reluque les belles machines, mais pour le moments je n'ai pas les moyens
Pour la fraise utilisé: c'est une fraise de défonceuse diamètre 16mm avec 15 dents écarté de 2 mmpeux tu m'en dire plus sur la fraise utilisé?
Pour la PFE 500PX oui c'est la même largeur, tu verra c'est une très belle machine avec des possibilité énormeDonc si j'ai bien compris, la PFE 500 PX que j'ai en commande sera identique en largeur à ta machine? je trouve ça plutôt "confortable"...
Sinon pour mon système de bouvetage j'aurais plutôt due faire le même système que pour une défonceuse sur table, c'est a dire en bougeant le bois a la main contre un appuis fixe.
L'autre raison pour laquelle j'ai fait ce bouvetage c'est que j’étais juste en largeur de bois et donc en utilisant un bouvetage à la toupie j'aurais pas eu assez
Sinon j'ai coller les plans de travail et je doit dire que c’était nickel
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -

 Sujets similaires
Sujets similaires» [technique] Regle pour réaliser un panneau de bois ?
» Quel panneau de bois utiliser pour un placard
» SERRE JOINT RAPIDE POUR ASSEMBLER UN PANNEAU VERTICAL SUR UN PANNEAU HORIZONTA
» Questions sur un établi MFT et rails
» panneau solaire
» Quel panneau de bois utiliser pour un placard
» SERRE JOINT RAPIDE POUR ASSEMBLER UN PANNEAU VERTICAL SUR UN PANNEAU HORIZONTA
» Questions sur un établi MFT et rails
» panneau solaire
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum