






Une petite nouvelle, une HBM45 à numériser
Page 9 sur 23 •  1 ... 6 ... 8, 9, 10 ... 16 ... 23
1 ... 6 ... 8, 9, 10 ... 16 ... 23 

 Re: Une petite nouvelle, une HBM45 à numériser
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Mar 9 Déc 2014 - 9:16
Patrick le Belge Mar 9 Déc 2014 - 9:16
Patrick le Belge- complétement accro

- Messages : 2822
Date d'inscription : 15/06/2011 -


Re: Une petite nouvelle, une HBM45 à numériser
![]() Carlos78 Mar 9 Déc 2014 - 13:30
Carlos78 Mar 9 Déc 2014 - 13:30
J'ai une ZAY7045 qui ressemble beaucoup à ta HBM45.
Je vais donc suivre avec le plus grand intérêt ton reportage. C'est un sacré boulot cette conversion en CNC.
En te lisant ...
Carlos

Carlos78- je prends du galon

- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 18 Déc 2014 - 22:05
c.phili Jeu 18 Déc 2014 - 22:05
Je poursuis avec la modification du socle.
D’abord un petit aperçu, le démontage se fait sans problème, pour le X, pas de roulement d’un côté et uniquement une butée a bille de l’autre, c’est un peu regrettable.
Idem pour le Y



Les noix sont un peu légères à mon goût mais bon, c’est peut-être aussi parce que je sort d’une rénovation d’une Sydéric, mieux vaut ne pas comparer

La vis d’origine étant trop haute, il ne me reste pas assez de place pour faire ce que je veux
Je vais donc devoir repercer plus bas

Montage sur la Bridgeport avec le renvoi d'angle de ma fabrication.

Je commence par centrer avec une très fine mèche puis percer a 30mm avec une fraise a carotter
Suivi du surfaçage qui rendra la surface bien plâne




Puis je retourne pour attaquer l’autre extrémité, bien que ça a l’air tout simple, ça ne l’ai pas du tout, il ne suffit pas de brider la pièce, encore faut t-il l’aligner comme il le faut et ça c’est galère, mais avec un peu de patience et de jugeote, j’y arrive.
Quoi qu’il en soit, ce renvois d’angle est génial, avec une fraise de 20mm a plaquette, j’ai une surface bien lisse, aucune vibration, bien sur c’est sans dire que je ne prend pas 3mm par passe.

Encore un petit fraisage dans un renfort pour le passage de la vis.

Pour la suite, je compte monter la vis a bille sur roulement conique.
Philippe
Dernière édition par c.phili le Sam 2 Nov 2024 - 11:16, édité 4 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Jeu 18 Déc 2014 - 23:45
dh42 Jeu 18 Déc 2014 - 23:45
Tip top ce renvoi d'angle ; ça aurait été galère à faire sans ça !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 19 Déc 2014 - 6:39
c.phili Ven 19 Déc 2014 - 6:39
Le moteur sera monté à l'arrière, deux roulements coniques seront monté en opposition mais côte à côte de façon a n'avoir qu'un seul point de graissage pour ces deux roulements, ce sera pareil pour l'axe X mis à part que vu sa longueur et la course plus importante je rajouterais un roulement normal pour éviter les vibrations au niveau de la vis, le perçage à l'avant ne servira qu'a placer un voyant pour voir si la vis tourne, pas vraiment indispensable mais j'aime me rassurer pendant le travail et puis ça fera booo :-D
Quoi que je pourrais aussi ajouter un roulement.
A ce propos je cherche une idée pour me faire un bouchon transparent en plexi ou autre
Au niveau de la précision, je constate qu’il ne faut surtout pas se baser sur le perçage d'origine, je ne sais pas comment font les chinois mais rien n'est symétrique, c'est à croire qu'ils percent au travers une fois qu’ils ont placé leurs pièces.
Mais bon, ça ne fait pas pour ça une mauvaise machine et ils font avec l'argent qu'on veut bien leur donner
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 19 Déc 2014 - 16:52
c.phili Ven 19 Déc 2014 - 16:52
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 19 Déc 2014 - 16:57
dh42 Ven 19 Déc 2014 - 16:57
Pas marcher !! vidéo privée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 19 Déc 2014 - 17:40
c.phili Ven 19 Déc 2014 - 17:40
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() yoyo77 Ven 19 Déc 2014 - 17:45
yoyo77 Ven 19 Déc 2014 - 17:45
ce fil est juste génial ! c'est fou ce que vous arrivé à faire !
Et dire que moi j'ose meme pas démonter ma kity 636 pour la nettoyer de peur de pas la remonter correctement !


yoyo77- très actif

- Messages : 262
Points : 488
Date d'inscription : 17/11/2013
Age : 45
Localisation : 77
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Ven 19 Déc 2014 - 17:51
Patrick le Belge Ven 19 Déc 2014 - 17:51

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 19 Déc 2014 - 18:14
dh42 Ven 19 Déc 2014 - 18:14
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 19 Déc 2014 - 21:14
c.phili Ven 19 Déc 2014 - 21:14
Ben en fait non ce n'est pas un de mes montage, je dis fraise à carotter mais ça ressemble à une scie cloche très rigide avec des dents en carbure, sur une fraiseuse on peut facilement se passer de foret mais comme il ne gène pas, je le laisse.dh42 a écrit:Elle a un foret de centrage ta fraise à carotter ? (c'est un ajout perso ?).
++
David
Ceci dit, bonne nouvelle, je vais probablement pouvoir avancer un peu. je suis 2 semaines en congé à partir d'aujourd'hui
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 19 Déc 2014 - 21:26
dh42 Ven 19 Déc 2014 - 21:26
http://www.metiers-et-passions.com/fr/catalogue/fraise-carotter-hss-series-courte-30-mm-longue-50-mm-queue-weldon-19/vadium-04L10135/-ref-5609.html
J'ai aussi reçu mes fraises à fileter des USA
Ceci dit, bonne nouvelle, je vais probablement pouvoir avancer un peu. je suis 2 semaines en congé à partir d'aujourd'hui
Cool, je vais pouvoir t'expédier tes 30 tonnes de neige

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 19 Déc 2014 - 21:50
c.phili Ven 19 Déc 2014 - 21:50
Ok pour la neige mais il m'en faudra tous les jours, ici ça fond trop vite
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 19 Déc 2014 - 21:52
dh42 Ven 19 Déc 2014 - 21:52
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Lun 22 Déc 2014 - 10:25
c.phili Lun 22 Déc 2014 - 10:25
Ce n'est pas que je n'ai rien fait mais j'ai perdu mon temps, mon idée était de monter le pàp de l'axe Y en direct à l'arrière de la machine mais finalement ça prend trop de place à l'arrière, je n'ai pas l'intention de renforcer la colonne pour le moment mais si je devais le faire en la fixant au mur, je serais un peu loin.
De plus même si ça ne gène pas parce que c'est a l'arrière, la perte de place sera bien évidemment a l'avant de la machine.
Donc après réflexion, j'ai tout démonté ce que j'ai fait et je recommence mais cette fois avec le moteur sur le coté et une transmission à courroie.
Les photos seront pour plus tard.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 24 Déc 2014 - 6:19
c.phili Mer 24 Déc 2014 - 6:19
Comme je le disais, je me suis un peu planté et ça dépasse de trop a mon gout, je ne vais donc pas m’attardé la dessus d’autant plus que je n’ai pas de photos avec les détails.
Encore du vieux qui m’a servi pour la réalisation des fourreaux qui loge les roulements coniques.

Voilà donc au final ce que ça donnait, pas terrible du tout et encore moins à mon gout, dans ce cas il ne me reste plus qu’a tout reprendre

L’absence de jeu de la vis a bille est assurée par deux roulement conique en opposition, ils sont côte a côte dans le même fourreau ce qui a l’avantage de n’avoir qu’un seul point de graissage.



Dans un étiré de 10mm d’épaisseur, j’ai fait deux alésage, d’un coté pour les roulements et de l’autre pour le moteur

Usinage côté moteur pour permettre de tendre la courroie, je l’ai fait avec une course de 20mm

Perçages pour le montage d’un carter

Pour le montage du moteur, j’ai préféré une flasque que de simples écrous, c’est bien plus facile au moment du réglage

Voilà ce que la nouvelle version donne.


Sans plus attendre, je passe au carter qui protègera tout ça.
A noter qu’il y a un joint a lèvre a la sortie de la vis pour protéger les roulements et pour que l’huile ne s’échappe pas directement.
Sciage d’une tôle de 370mm de large, pas mal pour une scie home-made.

Ici encore du home-made mais du grand bricolage en entendant d’avoir le temps de faire mieux
Une plieuse super sophistiquée.
Le principal c’est que ça me permet de plier proprement mes tôles, ici c’est quand même de la tôle de 3.2mm



Et voilà le travail, maintenant je passe a la noix du Y.
Voilà pour le moment.
Bon Noël à tous.

Et surtout, si vous prenez de la route, soyez prudent
Philippe
Dernière édition par c.phili le Sam 2 Nov 2024 - 11:18, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Mer 24 Déc 2014 - 9:57
bob47 Mer 24 Déc 2014 - 9:57
Cool maintenant je sais comment faire sur la mienne
(juste un humble petite remarque la sortie de câble moteur en bas mais je pense que tu n'a fait que présenter le montage et y a dejas penser
Bon Noël à tous.
bob47

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 24 Déc 2014 - 13:53
c.phili Mer 24 Déc 2014 - 13:53
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Scorpio Mer 24 Déc 2014 - 14:16
Scorpio Mer 24 Déc 2014 - 14:16
"Cent fois sur le métier remet ton ouvrage " , c'est bien d'application pour toi Philippe ,
tant que tu n'es pas satisfait , tu effaces et tu recommences ,

superbe travail , l'intégration est parfaite , et avec les protections en place ,
très discrète , et de deux
Joyeux

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 1 Jan 2015 - 14:26
c.phili Jeu 1 Jan 2015 - 14:26

Pour des raisons pratique, je continue ma petite conversion avec l’axe X, je finirais l’axe Y plus tard.
Tout d’abord, le bridage minutieux du Y pour quelque petit fraisages et perçages

Après avoir déterminé l’axe de la vis, je l’ai tracé puis je l’ai ajusté a l’aide d’un foret de 1mm, ce n’est pas un travail au 100eme de mm mais largement suffisant a ce stade.

Un petit fraisage pour retirer 5mm afin d’avoir un peu plus de place pour la noix de vis du X qui n’a plus rien a voir avec celle d’origine

Puis au tour du logement pour la noix du Y et le perçage, la noix sera maintenue par 4 vis au lieu de une seule à l’ origine.

Usinage du support des noix du X, une fois fixée par ces deux vis, je retourne la pièce pour percer et monter un raccord qui servira au graissage des noix.



Usinage du support de vis de l’axe X, Deux roulement conique seront montés en opposition, j’aurais pu faire cette pièce en une fois mais au début je comptais monter un roulement de chaque côté de la table mais au final, plaçant les deux roulements d’un seul coté, je n’ai qu’un seul point de graissage et un tuyau d’un seul coté.

Là je commence à toucher aux difficultés, Les perçage des flasque de chaque coté on été fait d’après un plan et bien sur avec précision, pour le moment je n’ai pas encore percé la table, il me faudra donc aligner ça avec précision avec la vis, j’ai donc monté le lardon pour être sur que tout est bien en place.
Il s’agit de bien centrer avant de percer dans la table sinon je risque d’avoir des points durs aux extrémités, j’ai passé une journée complète pour ça et au final je me dis que je n’ai pas perdu de temps.
Pour ça j’avais pris soin de percer les flasques à 6.8 mm pour ensuite percer la table avec une perceuse portative, et tarauder en M8 puis repercer les flasques a 8mm pour le passage des vis de montage, de cette façon, j’ n’ai pas de jeu pour le moment et si c’est utile, je pourrais repercer ces flasques à 9mm par exemple pour fignoler le réglage.
Deux perçages supplémentaires en 6mm seront fait dans chaque flasque pour mettre une goupille une fois que j’aurais le réglage parfait.


La vis était montée jusqu'à présent avec une seule noix

Le montage d’une deuxième noix n’est pas toujours simple, il s’agit de bien la caller et ici on ne peut pas jouer avec le jeu vu qu’il est inexistant ou du moins imperceptible, je m’étais donc dit de coller un joint sanitaire en espérant qu’il se serait compressé jusqu'à bon réglage mais c’est niet, ça ne marche pas et puis il faudrait voir dans le temps si ça reste bon.
Le plus sérieux est donc de caler tout ça avec du clinquant mais ce n’est pas facile et pour m’aider un peu je suis revenu sur l’histoire du joint mais cette fois un joint torique, de cette façon il se compresse mais il peut aussi écarter la vis pour me permettre d’enlever ou rajouter le clinquant.
Enfin bref, de cette façon je suis parvenu au réglage parfait, l’avantage dans le futur avec une double noix sera de pouvoir régler le jeu si ça deviendrais nécessaire sans pour cela devoir tout changer.


Evidemment c’est bien tout ça mais à l’arrivée, je remarque que la course en X est forcement diminuée, bien sur je m’y attendais, Un coup de fraise par ci par là a bien changé la donne je me retrouve maintenant avec une course de 630mm en X au lieu des 550mm donnés d’origine, bien sur on évitera le plus possible de travailler sur les extrémités mais dans certains cas ça peut-être très intéressant




J’arrive enfin au montage final, il est temps parce que c’est sans dire qu’il faut démonter les roulements avant chaque fraisage pour ne pas les encrasser avec des copeaux
Je perce donc entre les deux roulements pour le montage du raccord de graissage et le pose un joint à lèvre pour l’étanchéité, le bout d’axe qui dépasse ne servira plus a grand-chose mais m’a bien servi jusqu'à maintenant pour le montage d’une manivelle qui m’a bien aider pour le montage.
Plus tard je m’en servirais pour monter un bouton qui me permettra de voir quand la vis tourne, je pourrais aussi laisser une manivelle, je verrais ça plus tard.
On peut constater aussi qu’il y a 6 trous en trop, c’est une erreur que j’ai faite au début qui ne gène en rien

De l’autre côté, je n’avais pas de joint a lèvre sous la main, j’ai donc fait un joint dans du caoutchouc synthétique de 10mm d’épaisseur, bien sur l’étanchéité n’est pas assuré entre ce joint et la vis mais comme ça se trouve sous la table je vois mal les copeaux aller s’y coller, le but est ici de contenir l’huile.

Pour le réglage du jeu entre les roulements coniques, comme ne n’ai pas de clef à ergots, je le note pour en commander une pour l’avenir, j’ai percé deux petit trous dans la vis aux dimensions d’une clef de disqueuse, ça me dépannera pour le moment.

Côté moteur, c’est plus simple, un simple roulement étanche de 20/49 dans un logement fait dans la flasque de la vis qui fait 15mm d’épaisseur, retenu par une autre flasque de 70mm de Ø le tous fraisé pour passer en dessous de la table.
La vis n’est pas usinée mais comme elle fait exactement 20mm de Ø c’est parfait

Pour la fixation du moteur, j’ai repris celle que j’avais fait en premier pour l’axe Y et je l’ai modifiée pour qu’elle s’adapte.
Il n’y a pas de problème de fléchissement, c’est du costaud.


Plus tard, au lieu de faire un simple capot pour protéger le moteur, je compte bien usiner une extension de table pour l’éventuel montage d’un diviseur, J’ai toujours regretté de ne pas l’avoir fait à la Bridgeport malgré que je puisse tourner la tourelle.
Ca me permettrait de laisser monter le diviseur et d’employer un étau en même temps en cas de besoin, je trouve toujours un peu bête de devoir monter le diviseur sur la course de l’outil et de tomber en fin de course avec la pièce.
Voilà, pour le premier jour de l’année, j’aurais mis le paquet tout en espérant ne pas vous avoir saoulé.

Philippe
Dernière édition par c.phili le Sam 2 Nov 2024 - 11:26, édité 3 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Jeu 1 Jan 2015 - 16:41
dh42 Jeu 1 Jan 2015 - 16:41
Une année qui commence fort
meilleurs vœux
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 2 Jan 2015 - 13:58
c.phili Ven 2 Jan 2015 - 13:58
j'aurais bientôt terminé de monter les vis à billes sur les trois axes et j'ai une petite question concernant l'électricité et l'électronique.
Je voudrais savoir précisément quels câbles doivent être blindés.
Merci pour vos réponses.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() pili Ven 2 Jan 2015 - 15:47
pili Ven 2 Jan 2015 - 15:47
Je ne dis pas grand chose !!! mais je suis le fil à fond et je n'en perd pas une miette !!!
Encore tous mes vœux !! Et merci pour tout ce passionnant fil !!!
Pierre

pili- Modérateur
- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: Une petite nouvelle, une HBM45 à numériser
![]() FredM Ven 2 Jan 2015 - 17:39
FredM Ven 2 Jan 2015 - 17:39
Tout pareil que Pierre : je suis ce fil avec délectation, même si mes "compétences" ne me permettent pas d'intervenir..
Vivement la suite donc.
Tres cordialement,
fredM

FredM- complétement accro
- Messages : 4122
Points : 7237
Date d'inscription : 30/07/2012
Age : 54
Localisation : Drôme
Re: Une petite nouvelle, une HBM45 à numériser
![]() bob47 Ven 2 Jan 2015 - 19:39
bob47 Ven 2 Jan 2015 - 19:39
je suis tenter de dire tous (il me semble que le surcout n'est pas énorme)
au moins sur ce plant tu sera sur
en plus sur la mienne j'avais mis des bagues (petit tubes noir sur la photo) ferrite récupérer sur des alimentations de pc ou autre
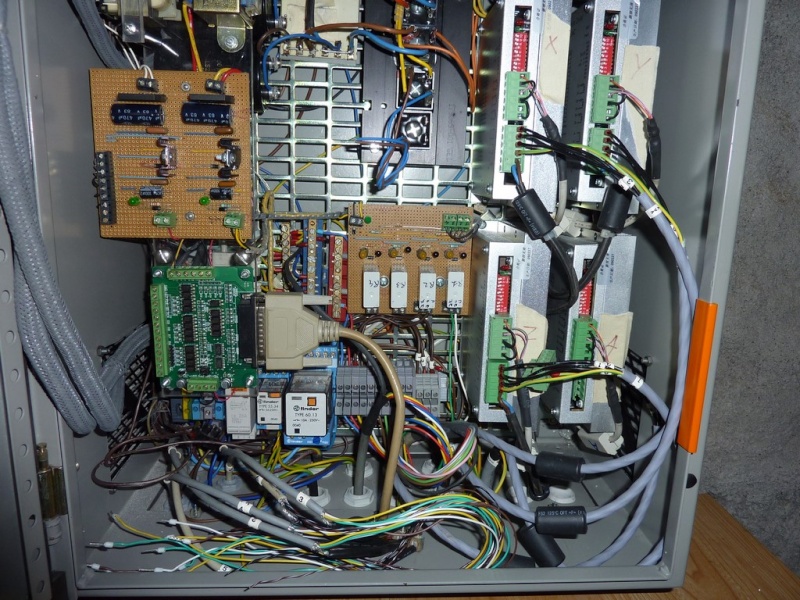
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Page 9 sur 23 • 1 ... 6 ... 8, 9, 10 ... 16 ... 23

 Sujets similaires
Sujets similaires» Hello d'une petite nouvelle sur le forum !
» une petite nouvelle à l'atelier.
» Une petite nouvelle PAC à l'atelier
» une petite nouvelle fraiseuse a la maison