






Support pour CNc

 Support pour CNc
Support pour CNc
![]() dh42 Ven 12 Fév 2010 - 18:58
dh42 Ven 12 Fév 2010 - 18:58
Au vu des températures polaires en ce moment (-12 cette nuit, -10 à midi ) je vais passer un peu de temps devant le PC et en profiter pour faire un post sur un petit meuble destiné à recevoir ma CN, … si elle finie par arriver un jour !
Pour changer un peu des superbes réalisations de Diomedea, je vais vous montrer un truc bien laid en agglo .. mes finances étant au même niveau que la température, j'ai fait avec ce que j'avais ; et de l'agglo, c'est pas ce qui me manque !!
Le meuble devra supporter la CN (30 Kg), permettre d'y installer un PC dans une zone avec ventilation et filtre, contenir divers rangements pour l'outillage et les accessoires ainsi qu'un emplacement pour le clavier du PC et le boîtier de commande de la machine avec abattant.
Les dessins ci dessous ne comportent pas la face avant, ni les grilles/portes et autres tiroirs qui restent encore à définir.



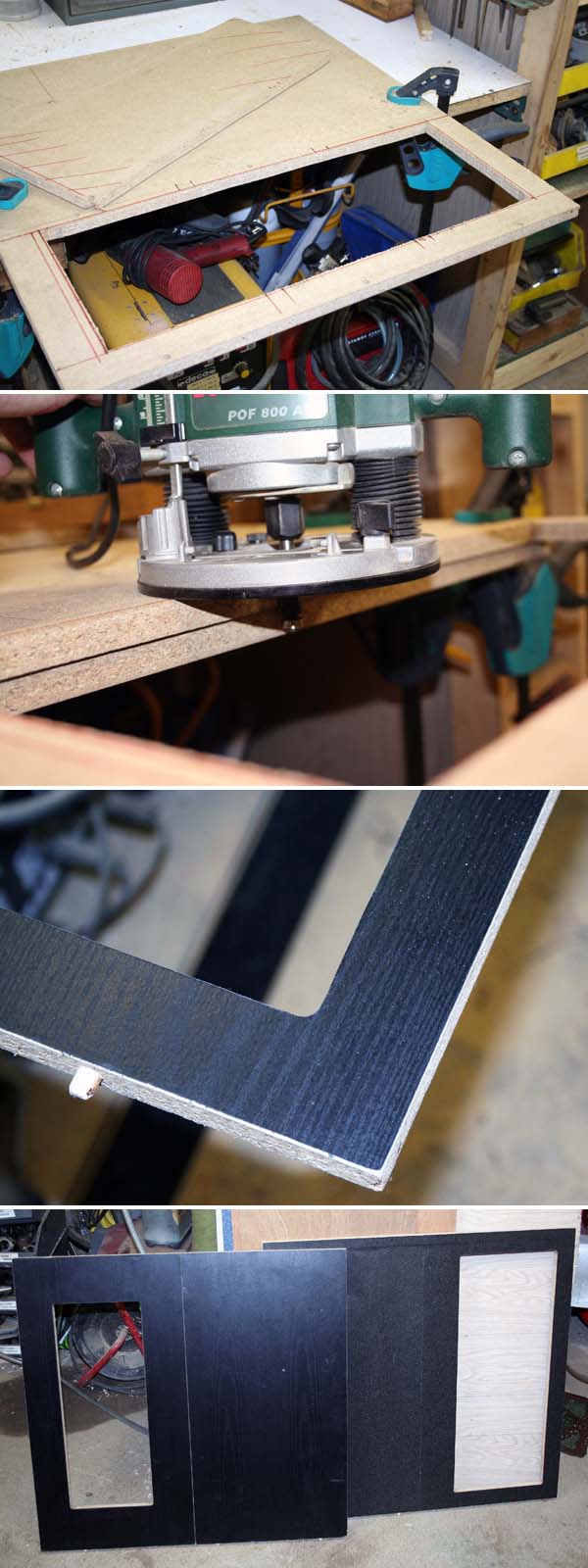
La matière première se compose de plaques d'agglo de 16mm faisant au maxi 400mm de largeur, et jusqu'à 800 mm de long. j'aboute les plaques 2 par 2 après avoir fait sauter les bords qui présentent une rainure d'un coté et un arrondi de l'autre. Les plaques sont assemblées par tourillons, colle et vis.
Le papier décor est enlevé à l'aide d'une spatule et d'un pistolet à air chaud (qui ramollie la colle).
ici 2 plaques aboutées.

Je conserverais le décor noir sur les faces extérieures du socle.
Le matériel utilisé pour la pose des tourillons est assez sommaire:
- Une perceuse
- 2 forets Ø 8 avec chacun une butée de profondeur (plus facile de changer de foret que de re-régler la butée à chaque fois)
- un guide de perçage
- des pointes fabrication maison pour le repérage des perçages.

Sur une des images ci dessus, on voit l'utilisation du guide de perçage pour la pose des tourillons en bout de panneau.
Ci dessous, l'utilisation pour la pose en milieu de panneau. Les tourillons posés sur la tranche de la plaque à assembler servent de guides pour le positionnement de l'appareil.

Dans certains cas j'utilise également des pointes faites au tour, et qui remplacent les tourillons pour me permettre de marquer la position de perçage.

Les éléments constitutifs:

Montage à blanc:


Découpe des ouvertures. D'abord à la scie sauteuse, puis finition à la défonceuse avec fraise guide à roulement.
Réparation d'une gaffe ; perçage au mauvais endroit ! des bouts de tourillons collés dans les mauvais trous.

Les éléments en cours de collage:

Voilà ; pour l'instant je suis au point mort ! la colle ne marche pas à 0° !!
++
David

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Support pour CNc
![]() diomedea Sam 13 Fév 2010 - 7:45
diomedea Sam 13 Fév 2010 - 7:45
Je me demandais ou tu étais passé? Et bien j'ai la réponse à ma question!
Les assemblages par tourillons, j'avoue n'avoir jamais essayer cette technique. Comme les autres, elle doit avoir ses avantages, et ses inconvénients. Il faudra quand même que j'essaie, dans certain cas ça doit être pratique.
Quelques questions:
-Comment à tu coupé les panneaux?
-Comment à tu percé les trous des passages de câbles?
-Et surtout, comment à tu réalisé le petit film de l'assemblage!!???
 j'ai essayé sous SW, j'y arrive pas!
j'ai essayé sous SW, j'y arrive pas! En tout cas bravo pour cette nouvelle réalisation qui annonce, je l'espère, de nouveaux topics sur la CNC! Je te fais confiance, cette fois j'y comprendrais quelque chose!
@+
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CNc
![]() dh42 Sam 13 Fév 2010 - 16:30
dh42 Sam 13 Fév 2010 - 16:30
Hé hé, je profite de chaque jour ou le thermomètre passe au dessus de 0 pour bricoler un peu !
Travaux sur la LUREM ICI ; je suis aussi en train de me refaire une mini-toupie avec une défonceuse ; la 'vraie' toupie est trop grosse pour ce que je fait.J'ai également passé pas mal de temps à me battre avec ma scie à ruban pour obtenir un bon réglage ; et une bidouille ICI
Je suis aussi en train de faire une paire de presses à cadres, et j'ai utilisé ma sableuse sur les pièces en alu fraisées ; voilà le résultat avec de la micro-bille de verre.

Je n'ai jamais utilisé les assemblages à tourillons dans du bois massif ; et je ne sais pas si ça présente un intérêt.
Pour l'agglo, par contre, ça va bien. Le matériau est trop friable pour un système à rainures/languettes sur une faible épaisseur , et les queues d'aronde se cassent. Reste le simple vissage, mais ce n'est pas évident de bien positionner les pièces. Mon appareil pour la pose n'est pas ce qui se fait de mieux, et c'est un peu longuet à faire
La découpe des panneaux est faite à la scie circulaire (LUREM) ; lame carbure Z=40
Les trous sont fait avec une Scie cloche BricoDépot qui va plutôt bien; c'est assez rare pour être souligné
Pour le petit film, c'est assez simple, je ferais un post séparé dans la section logiciel ; et si les températures polaires se maintiennent, je trouverais peut être le temps et le courage de finir le tuto sur le texturage
En ce moment je m'amuse avec les logiciels de FAO et avec le GCode en mode simulation , c'est vraiment très sympa ce truc et très simple à utiliser, vivement que cette fichue CN arrive que je puisse faire des 'vrais' copeaux
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() Zarkann Ven 19 Fév 2010 - 23:44
Zarkann Ven 19 Fév 2010 - 23:44
Ca avance bien ton petit meuble
Où en est tu dans ta commande, la CN est elle arrivé ?
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Support pour CNc
![]() dh42 Sam 20 Fév 2010 - 0:42
dh42 Sam 20 Fév 2010 - 0:42
Zarkann a écrit:Bonsoir David
Ca avance bien ton petit meuble
Où en est tu dans ta commande, la CN est elle arrivé ?
Cordialement .::Zarkann::.
Bonsoir Eric
Non, toujours pas arrivée, la fabrication à pris du retard ; peut être la semaine prochaine
j'ai pris une option carte 4 axes et un moteur de plus pour me bidouiller un diviseur
D'un autre coté, moi aussi j'ai pris du retard avec les températures sibériennes de la semaine dernière, impossible d'arriver à chauffer au delà de +2° ; je me suis fait avoir, la colle à bois ne tient pas
J'en profite aussi pour me refaire une défonceuse sous table ; avec la toupie je me fait peur ... et c'est trop long à re-regler à chaque changement d'opération sur le combi.
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() dh42 Dim 7 Mar 2010 - 19:13
dh42 Dim 7 Mar 2010 - 19:13
Suite des travaux sur le meuble CNc.
Fabrication de 4 platines pour fixer les roulettes (de récup) à partir de tôle de 5mm
La matière première dont j'ai tiré 4 plaques rectangulaires (en bas) découpée au plasma dans des chutes.
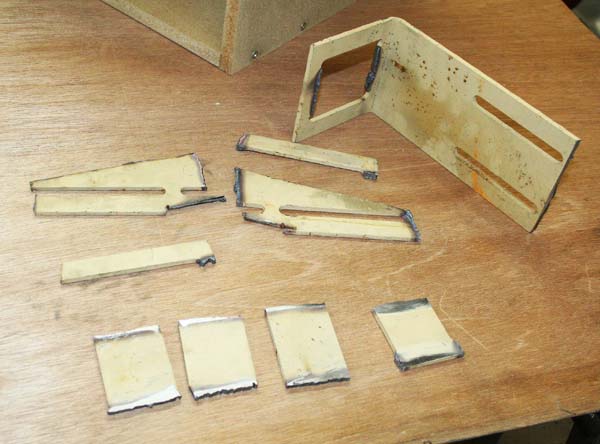
Usinage des plaques ; je les usine toutes ensemble ; 2 pinces étaux permettent de manipuler les pièces sans perdre leur alignement.




Perçage à la buté ; d'abord le trou central, puis les 4 trous des angles.
Pour le perçage des 4 trous des angles, je ne change pas la position de mon outil, je tourne simplement la pièce pour positionner le bon angle sous le foret.

La butée permet de toujours positionner la pièce au même endroit.

J'utilise aussi la butée de profondeur de la fraiseuse sur l'axe Z

La pince étau me sert à empêcher la cale de fraisage de glisser sous la partie de la pièce qui va être percée.

Les pièces percés

Chanfreins sur les trous à la perceuse à colonne


Taraudage de l'ensemble des plaques pour y insérer l'axe, qui sera fait à partir d'une vis CHc.

La vis en place, je laisse de la marge pour loger le cordon de soudure.



Un coup de sableuse (micro-billes de verre)

.... Et monté


encollage et pose du plateau

Comme je n'arrivais pas à serrer au centre du plateau, j'ai mis du poids


..... avec ce que j'ai trouvé
La suite prévue (sous SolidWorks)


..... la machine arrive mardi !!
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() diomedea Dim 7 Mar 2010 - 20:02
diomedea Dim 7 Mar 2010 - 20:02
Et bé! Si ton plateau ce décolle après ça! A ce propos: N'oublie pas que la colle blanche n'aime pas le gel (elle est à base d'eau) Tout les hivers je me fait avoir, je suis obliger de la jeter...
J'attend de voir cette nouvelle machine
Bonne continuation
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CNc
![]() dh42 Mar 9 Mar 2010 - 22:03
dh42 Mar 9 Mar 2010 - 22:03
Bonsoir JP
Par chance ça ne gèle jamais dans mon atelier, au pire ça tombe à 1°, même par -20 dehors !
Il va par contre falloir que je trouve un truc pour mes peintures qui sont dehors pour l'instant
Pour la CN, je bosse en virtuel sur les logiciels depuis une semaine (il y a des simulateurs d'usinage), et ça n'a vraiment rien de compliqué, ce n'est pas un centre d'usinage à 5 axes !
Si tu veux en voir plus, il y a un forum sur cette machine : http://id-conception.fr/Forum/index.php
Un certain médiator.fr fait des trucs sympa (et en plus c'est un gratteux de première ; voir son site)
++
David
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() diomedea Mer 10 Mar 2010 - 8:20
diomedea Mer 10 Mar 2010 - 8:20
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CNc
![]() dh42 Mar 6 Juil 2010 - 14:35
dh42 Mar 6 Juil 2010 - 14:35
Allez, c'est reparti j'ai trouvé du temps pour re travailler sur le socle de ma CN.
J'avais dernièrement fait 3 tiroirs, leur fabrication est incluse à la fin de ce post CN, du dessin à la pièce.
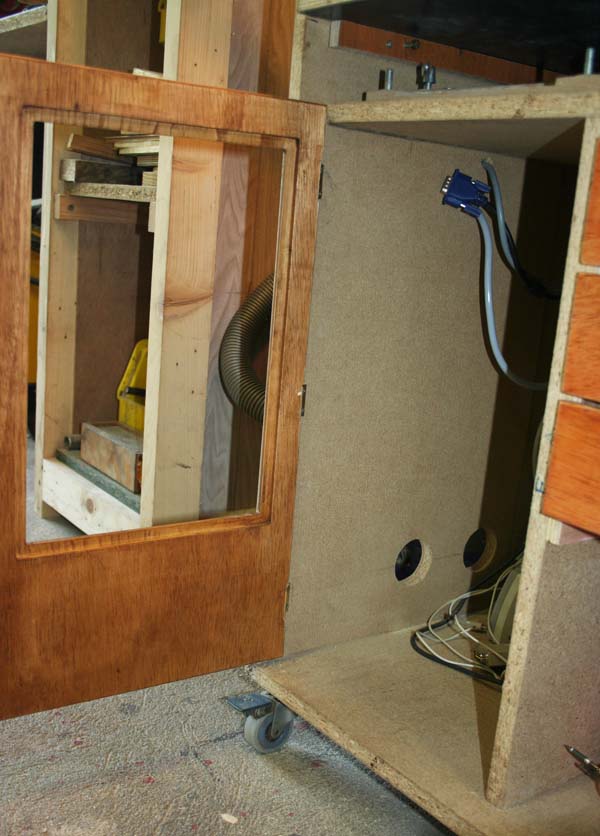
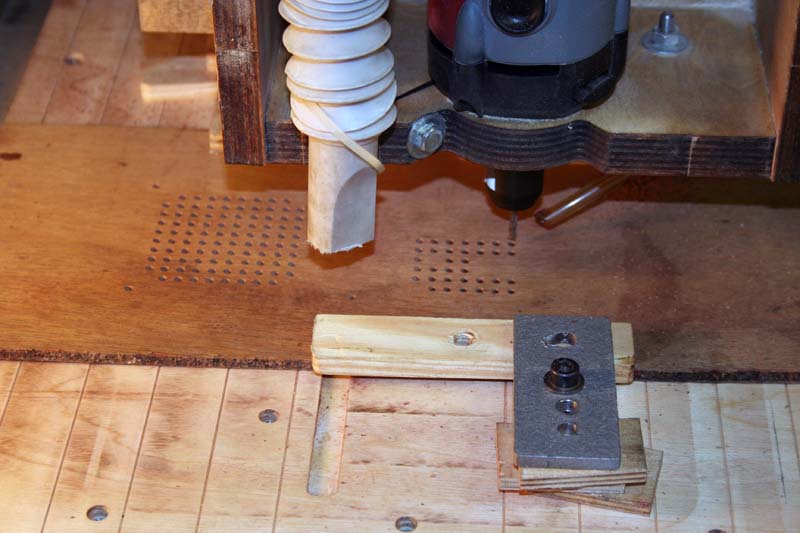
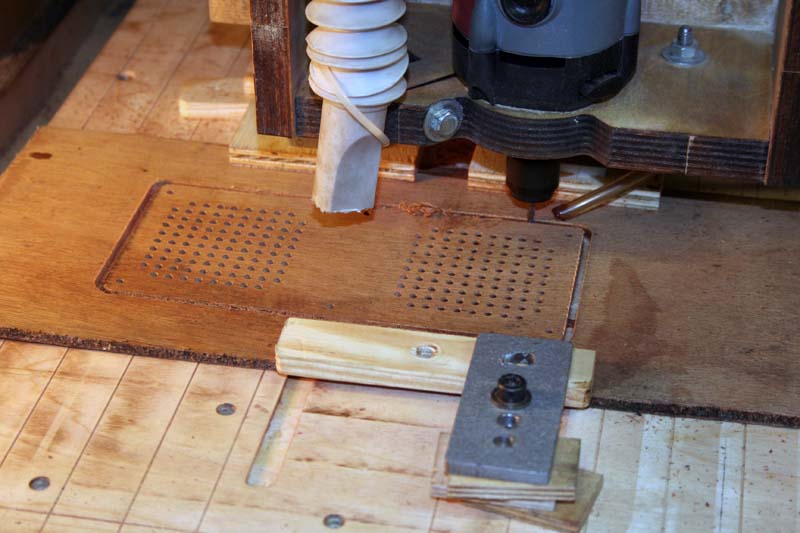
La porte
J'ai fabriqué la porte dans un bout de CP de 10 mm, coupé à la scie circulaire.
L'ouverture et la feuillure ont été faites à la CN (c'est vraiment pratique ce jouet

(sur cette photo, j'ai déjà ciré la pièce histoire de la protéger des salissures.
On vois les traits de scie qui matérialisent la position des charnières (pas très adaptées à cette utilisation d'ailleurs, mais c'est tout ce que j'avais)
L'encoche qui permettra de noyer les charnière et faite à la mini-toupie (défonceuse sous table) avec une fraise de Ø 4 (1 dent)


Le tuyau utilisé pour l'aspiration et du tuyau VMC, très souple et qui tient très peu de place une fois plié. Il est relié à l'aspi de la LUREM par un manchon.


Le montage des charnière m'a posé quelques soucis, les têtes de vis sont trop épaisses et empêchent la charnière de se fermer complètement ; j'ai du les meuler.


La porte en place.

Un rayon pour poser le PC en hauteur ; la aussi c'est toujours du 100% récup.


Fabrication de la vitre.
Il s'agit d'un bout de Lexan, à savoir du polycarbonate ; un plastique très résistant, rien à voir avec le plexiglas brico
La coupe se fera à la scie à ruban, en vitesse mini. Ça se coupe très bien, à condition d'avoir une vitesse de coupe réduite, sinon ça chauffe, ça fond, et ça se recolle derrière la lame
Comme les bords de ma plaque ne sont pas droits, j'ai apprécié ma bidouille de visée laser pour suivre mon tracé.


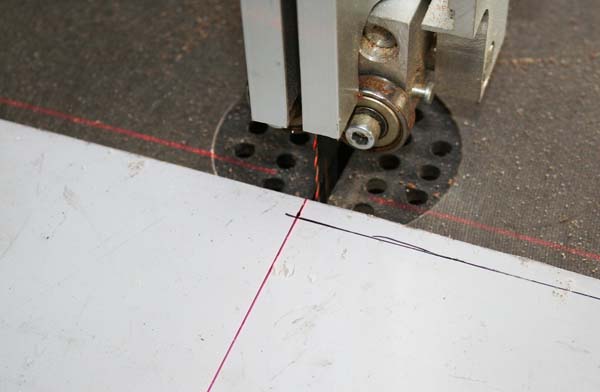

Pour enlever les bavures, j'utilise un petit outil très pratique destiné à l'ébavurage des pièces mécaniques après usinage.



La vitre est fixée par 8 vis laiton.


La poignée est tirée d'un bout de branche de chêne passé au tour.

Enfin, quelques baguettes tirées de chutes de coupe pour finir le contour et la tablette du clavier.


Et voila, reste à faire une porte pour le "local électrique", une grille pour l'entrée d'air du PC et ..... ce que j'ai oublié
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

auguy- je prends du galon

- Messages : 60
Points : 64
Date d'inscription : 18/06/2010
Age : 63
Localisation : nord
Re: Support pour CNc
![]() dh42 Mar 6 Juil 2010 - 19:04
dh42 Mar 6 Juil 2010 - 19:04
J'avoue que je me suis forcé, la finition d'habitude ce n'est pas mon fort
J'ai encore quelques bidouilles bien plus intéressantes (pour moi en tout cas) dans un carton pour cette petite CN, .... mais la il va falloir que je fasse des plans et que j'explore mes antres à matière première.
Bonne continuation pour ton moulin
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() Zarkann Mer 7 Juil 2010 - 0:02
Zarkann Mer 7 Juil 2010 - 0:02
Bonsoir David
C'est un super boulot que tu as réaliser jusqu'à présent sur la conception de ce "meuble"
A tu penser à mettre des carters transparents autour de la machine, aussi bien du point de vue Sécurité que propreté, mais peut être es une prochaine étape?
@++
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Support pour CNc
![]() dh42 Mer 7 Juil 2010 - 1:06
dh42 Mer 7 Juil 2010 - 1:06
Au début je souhaitais l'enfermer complètement, surtout à cause du bruit infernal de l'engin
 .... mais toujours pareil, la place .. :x
.... mais toujours pareil, la place .. :x La table de la machine sort de 30 bon cm devant et 10 derrière (axe Y), ce qui nécessiterait un carter .... trop grand ; ça passe pas
Pour ce qui est de la sécurité, j'avoue que je ne supporte pas les carters sur une machine tradi. mais il est vrai que sur une CN ce n'est pas trop gênant, il n'y a pas besoin de voir ce que fait la machine. (quand je pourrais, je compte m'acheter un câble USB amplifié pour pouvoir surveiller la CN depuis la maison avec une WebCam, au moins j'échapperais au bruit )
La poussière est aussi un problème, mais de toute façon il y a déjà le combi LUREM la scie à ruban et le combi ponceur qui en mettent de partout même avec un aspi ; ce que je compte faire c'est exiler l'aspi de la LUREM à l'extérieur, car s'il aspire les copeaux, question filtrage de la poussière c'est très moyen (pour être gentil) ; si j'ai assez de place, j'y mettrais aussi le compresseur et l'aspi de la CN.
J'ai commencé d'attaquer la montagne pour agrandir .....


Bon, ça risque d'être très long, en 3h00 j'en ai enlevé moins d'une tonne
Si je trouve deux ou trois Romains qui passent dans le coin, je les embauche

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() Bruno31 Mer 7 Juil 2010 - 14:58
Bruno31 Mer 7 Juil 2010 - 14:58
David, bravo pour ton meuble c'est nikel. Tout y est , c'est compact et ergonomique à la fois. Je suis sensible à ce genre de solution d'optimisation de la place car moi aussi j'ai un petit atelier.
Pour ce qui est des travaux d'agrandissement bon courage, le terrain à l'air de ne pas vouloir se laisser faire :
. Et avec la chaleur qu'on nous annonce, il va falloir hydrater le terrassier @+
Bruno
Bruno31- très actif

- Messages : 283
Points : 459
Date d'inscription : 27/09/2009
Age : 49
Localisation : Toulouse
Re: Support pour CNc
![]() dh42 Mer 7 Juil 2010 - 15:36
dh42 Mer 7 Juil 2010 - 15:36
Oui, la place est un vrai problème et je me creuse souvent la tête pour arriver à tout faire rentrer
J'ai d'ailleurs repris l'aménagement de mon atelier avec les beaux jours.
Pour le meuble, hier le PC à tourné pendant plusieurs heures (juste pour avoir de la musique), et il s'avère qu'il a chaud
Comme tu dis, le terrain ne se laisse pas faire ; pour info 10 min de marteau piqueur = 1 heure de chargement/trimbalage de caillasse !! heureusement, c'est du rocher "Chinois" il n'est pas trop raide
Pour ce qui est de l'hydratation 1 litre/heure environ (de flotte !!) .... y faut pas le dire, mais je bosse en string et je passe sous le tuyau d'arrosage toutes les 10 min
Aujourd'hui, je vais faire plus cool, car c'est bizarre, mais j'ai mal partout
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() diomedea Mer 7 Juil 2010 - 16:19
diomedea Mer 7 Juil 2010 - 16:19
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CNc
![]() dh42 Mer 7 Juil 2010 - 19:54
dh42 Mer 7 Juil 2010 - 19:54
Ben finalement j'en ai remis une couche aujourd'hui
Il devrait y avoir environ 25 m3 de rocaille à virer.
Pour ce qui est de mon dos, j'ai moins mal au bout de 2 h de marteau piqueur/déblayage qu'au bout de 15 min de voiture. (sauf qu'en voiture j'ai pas mal aux bras
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() dh42 Mer 14 Juil 2010 - 14:41
dh42 Mer 14 Juil 2010 - 14:41
Comme je le disais plus haut, le PC a chaud ; j'ai donc fait quelques modifs en plus des dernières finitions.
Tout d'abord sur le PC lui même.
Asus est une très bonne marque, mais le problème est toujours le même avec les mini boitiers ; ça chauffe.
Dans le cas de celui-ci, la conception est médiocre, car le bloc d'alimentation passe devant le ventilateur du processeur et l'empêche de respirer.
A ceci s'ajoute le fait qu'il y a un ventilateur dans le bloc d'alim qui pompe le peu d'air qui aurait pu arriver jusqu'au processeur.
Du fait de sa compacités, l'alim est peu puissante, et donc est utilisée au max de ses possibilité, ce qui ne fait qu'amplifier l'échauffement.
Pour tout arranger, le processeur est un Pentium IV de la série prescott; d'un rendement qui ne restera pas dans les anales ; ce CPU qui ne possède qu'un seul core à 2800 mHz pompe ~ 100W à 100% de puissance de calcul. Mon CPU actuelle (sur mon PC de bureau) possède 4 core (=4 processeurs) tournant chacun à 2660 mHz (d'origine) et il ne consomme pas plus ! tout en étant 7 à 8 fois plus rapide. Bon, maintenant je suis à 150W pour le CPU car je l'ai poussé à 3500 mhz (x4) .... c'est bien pour la 3D

l'alim enlevée

Ces petites alims spécifiques sont en plus difficile à trouver et TRES chères (dans les 150€ au lieu de 15/20€ pour du standard)
Je l'ai remplacée par une alim standard, plus puissante, mieux ventilée et ..... à l'extérieur du PC, celui-ci restera sans capot.


Ces modif m'ont déjà permis de réduire de 15° la température du processeur, et d'autant celle de la carte mère (maxi autorisé pour la CM: 50° maxi pour le CPU 75°)
La suite va consister à mettre un ventilateur d'extraction sur la porte du local électrique , celui ci communiquant avec la partie ou se trouve le PC, ce ventilateur servira à la fois à extraire l'air chaud produit par le PC mais aussi celui du local électrique. Le ventilateur sera directement branché sur une des prise molex du PC. Il sera branché en 5V, ce qui donne une vitesse de rotation d'environ 800 rpm sur un ventilateur 12V Ø80. Par expérience, je me suis aperçu que sur un boitier de PC, ça ne servait à rien de faire tourner les ventilateurs d'extraction à grande vitesse, à part à faire du bruit.
Quelques photos de la fabrication de la porte. Elle est en CP de 10 mm, découpée à la scie circulaire (sur table) ; les ouvertures de la grille, du ventilateur et ses 4 trous de fixation sont fait à la CN (trop petite pour faire la pièce entière avec
La machine n'ayant pas une course suffisante, je procède en 2 fois pour usiner mes 2 ouvertures.
Pour le ventilateur

Pour la grille du bas

Après ponçage et perçage des trous de fixation (perceuse à colonne)

La porte finie avec son ventilateur et sa grille.


En cours de montage

Fabrication d'une petite grille en CP de 5 mm ; toujours à la CN


La prise au dessus de la porte permet de brancher l'aspirateur ; un inter (sur le dessus du boitier de l'arrêt d'urgence) me permet de le mettre en marche manuellement, sinon il est commandé par le programme d'usinage si je le souhaite.
La 2 ieme grille et une grille de HP de voiture.

Au final, pour une température de 30° dans l'atelier le PC tourne à 44° porte fermé en utilisation continue pendant 3 heures.
C'est un peu limite, mais je ne pourrais pas obtenir mieux qu'un delta de 15° ; même dans des boitiers très haut de gamme comme mon PC de bureau, il y a un delta mini de 10° entre la température extérieur et intérieur boitier.
Mais heureusement, 30° ça arrive 1 semaine dans l'année chez moi, le reste du temps il n'aura pas de mal à refroidir !!
Voila, cela devrais clore ce chapitre.
En fin d'année je prendrais la décision concernant la remplaçante de cette machine (que je conserverais probablement toutefois) ; elle aura fait son office d'ici là et je passerais peut être à beaucoup mieux, j'avoue que les joujoux de IronWood me plaisent bien, mais ça fait un gros investissement que je ne suis pas du tout sur d'arriver à rentabiliser
Dommage qu'ils crèchent aussi loin, je serais bien allé les voir de près ces machines
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() foxlima Mer 14 Juil 2010 - 15:45
foxlima Mer 14 Juil 2010 - 15:45
super boulot....
Elle fait bien envie, ta CN. J'ai vu les prix sur ton lien, c'est abordable mais il faut en avoir l'utilité. Dans mon cas l'acquerrir serait un caprice d'enfant gâté... Je n'ai plus l'âge (il paraît...). Mais ça n'empêche que ton expérience m'intéresse au plus haut point.
Cordialement,

foxlima- très actif
- Messages : 231
Points : 404
Date d'inscription : 27/05/2010
Age : 69
Localisation : 77
Re: Support pour CNc
![]() dh42 Mer 14 Juil 2010 - 15:52
dh42 Mer 14 Juil 2010 - 15:52
Ce petit jouet me rend bien des services et j'imagine encore plein de possibilités d'utilisation, notamment pour l'affutage, le scan 3D ....
(PS: si c'est Madame qui est contre, il y a toujours moyen de dire que tu pourra lui faire plein de "bibelots" ça à l'air d'être une technique éprouvée
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CNc
![]() Zarkann Ven 16 Juil 2010 - 12:51
Zarkann Ven 16 Juil 2010 - 12:51
foxlima a écrit:Bonjour,
super boulot....
Elle fait bien envie, ta CN. J'ai vu les prix sur ton lien, c'est abordable mais il faut en avoir l'utilité. Dans mon cas l'acquerrir serait un caprice d'enfant gâté... Je n'ai plus l'âge (il paraît...). Mais ça n'empêche que ton expérience m'intéresse au plus haut point.
Cordialement,
Bonjour a tous
Moi c'est pareil, plus ça va et plus j'ai envie de m'acheter une CN
Par contre quand je ferrais le pas, je vais opter pour un produit de qualité "semi pro"
c'est vrai que Iron-Wood font des machines très bien
le gros intérêt d'une CN est bien sur de réaliser des formes complexes, mais surtout d'avoir une répétabilité sans défaut
L'autre gros avantage est de pouvoir faire autre chose pendant que la machine travail (temps masqué)
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Support pour CNc
![]() diomedea Ven 16 Juil 2010 - 13:37
diomedea Ven 16 Juil 2010 - 13:37
Voici une autre façon de faire chauffer votre ordi!
Ce en à peine un an...


Il était temps de faire quelque chose!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CNc
![]() foxlima Ven 16 Juil 2010 - 13:56
foxlima Ven 16 Juil 2010 - 13:56
@David : les photos de Diomédéa (qu'elle est belle la poussière) me font penser à te demander si tu envisages de filtrer l'air neuf de ventilation : du média au m² qu'on utilise pour les ventilo-convecteur n'est pas bien cher (même gratuit en récupérant des chutes dans une boîte d'entretien) et préserverait l'électronique surtout qu'il puisque d'y avoir pas mal de poussières en suspension dans l'atelier.
pour Madame, je lui ai déjà joué la chansonnette pour la combinée, elle n'est pas déçue (je me persuade de la chose) mais je sens que ça va être beaucoup plus compliqué pour une CN....
Cordialement,
foxlima- très actif
- Messages : 231
Points : 404
Date d'inscription : 27/05/2010
Age : 69
Localisation : 77
Re: Support pour CNc
![]() dh42 Ven 16 Juil 2010 - 14:47
dh42 Ven 16 Juil 2010 - 14:47
foxlima a écrit:Bonjour à tous,
@David : les photos de Diomédéa (qu'elle est belle la poussière) me font penser à te demander si tu envisages de filtrer l'air neuf de ventilation : du média au m² qu'on utilise pour les ventilo-convecteur n'est pas bien cher (même gratuit en récupérant des chutes dans une boîte d'entretien) et préserverait l'électronique surtout qu'il puisque d'y avoir pas mal de poussières en suspension dans l'atelier.
pour Madame, je lui ai déjà joué la chansonnette pour la combinée, elle n'est pas déçue (je me persuade de la chose) mais je sens que ça va être beaucoup plus compliqué pour une CN....
Cordialement,
Bonjour à tous
Oui, je pense mettre mettre un filtre extractible comme sur mon PC de bureau, sur l'entrée d'air qui est derrière la grille de HP.
Curieusement, il y a assez peu de poussière qui rentre à l'intérieur, je m'attendais à bien pire.
Ps, sur tous mes PC j'ai un affichage de température CPU et CM que je surveille
Voila mon PC de bureau après ~ 6 mois sans nettoyage, vous pouvez constater qu'en cas de panne d'aspi je peux toujours me servir du PC
Le filtre d'entrée


++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Support pour CN BZT
» Support pour une ma 612
» Un support pour lire au lit
» Mon support pour comparateur