






Support pour CN BZT
+2
diomedea
dh42
6 participants
Page 1 sur 1

 Support pour CN BZT
Support pour CN BZT
![]() dh42 Lun 21 Fév 2011 - 21:59
dh42 Lun 21 Fév 2011 - 21:59
Bonjour à tous,
Je suis en train de faire un nouveau socle pour la future CN que je dois recevoir d'ici une quinzaine en principe)
Plutôt qu'un meuble comme pour la précédente, j'ai choisis de faire une sorte d'établi, mais monté sur silent-blocs à l'arrière et sur pieds amortisseurs réglables à l'avant. Le but étant à la fois de filtrer les vibrations et de fournir un moyen de mise à niveau.
La machine ayant une table amovible, je souhaite garder le dessous libre, et faire un trou dans le plateau afin de pouvoir usiner une pièce longue.
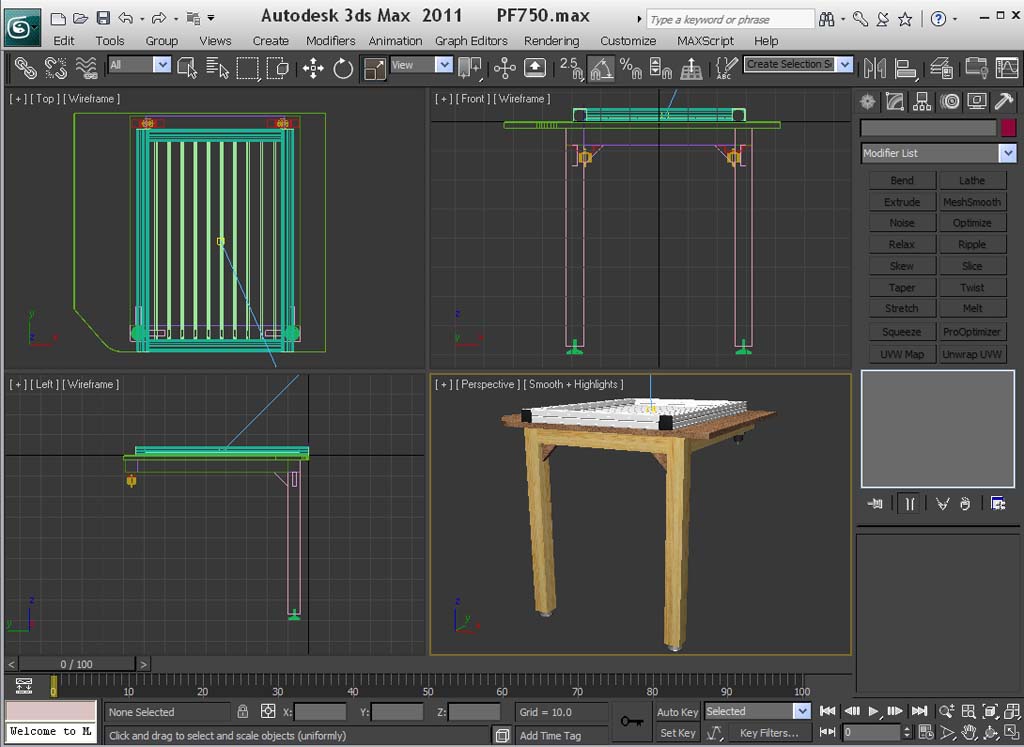
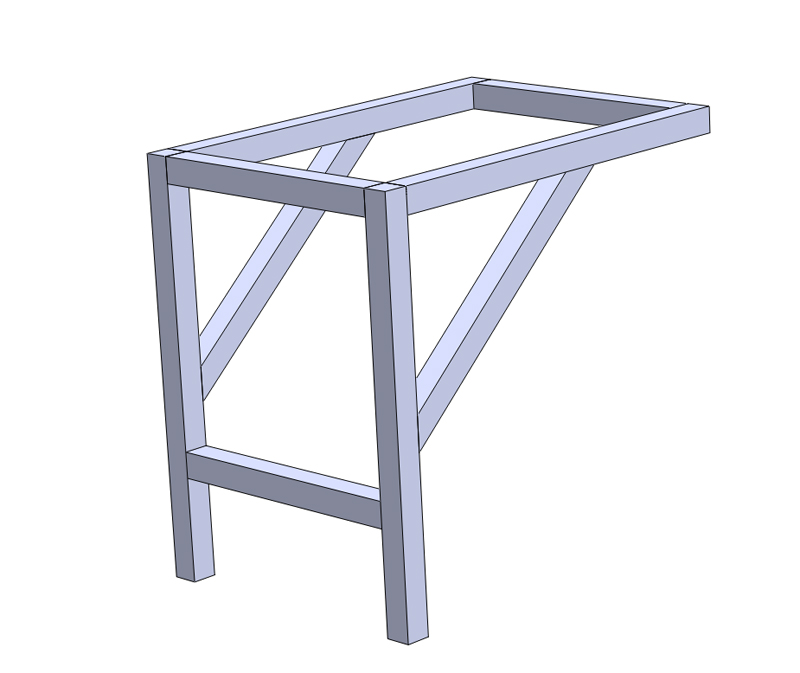
Voici un aperçu de la chose, je n'ai dessiné que le cadre de la machine, n'ayant pas de cotes très précises à me mettre sous la dent.



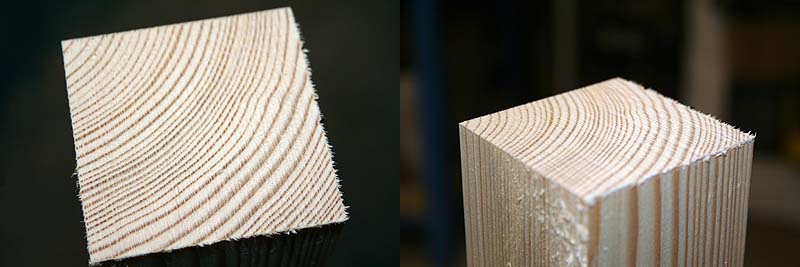
Une partie des pièces sortant de rabotage

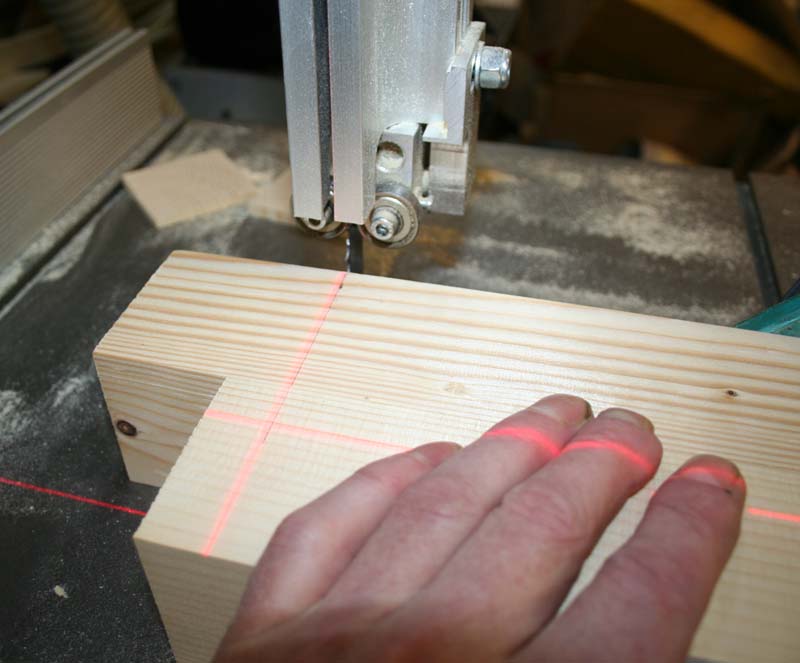
Coupe à la longueur, j'ai utilisé ma scie à ruban, qui après quelques travaux (dont je n'ai pas encore parlé) marche nettement mieux et me donne des coupes précises et un équerrage parfait.


Pour être sur d'avoir des pièces de même longueur, je les coupe par 2 comme on peu le voir sur les images suivantes. 2 serres joint: 1 pour tenir les 2 pièces ensembles, l'autre pour les tenir contre le guide de coupe.

Le tenonnage est fait en 3 opérations, la fraise n'est pas assez large pour prendre toutes la hauteur d'un coup pour le tenon de 20mm x 30mm, donc 2 passes pour la partie en 20mm + une pour couper les cotés du tenon.
La fraise à tennoner, c'est vraiment bien pour la rapidité et la qualité de l'usinage, le revers de la médaille c'est que c'est long à régler, donc pas très intéressant si l'on a que 3 ou 4 tenons à faire, ou s'il sont tous différents. Usinage plus lent à la CN, mais machine réglée en 5 min sans gaspillage (martir, bois d'essais ..) et précis .. avec la lurem je suis à ± 0.2mm






voila, affaire à suivre ...
++
David
Je suis en train de faire un nouveau socle pour la future CN que je dois recevoir d'ici une quinzaine en principe)
Plutôt qu'un meuble comme pour la précédente, j'ai choisis de faire une sorte d'établi, mais monté sur silent-blocs à l'arrière et sur pieds amortisseurs réglables à l'avant. Le but étant à la fois de filtrer les vibrations et de fournir un moyen de mise à niveau.
La machine ayant une table amovible, je souhaite garder le dessous libre, et faire un trou dans le plateau afin de pouvoir usiner une pièce longue.
Voici un aperçu de la chose, je n'ai dessiné que le cadre de la machine, n'ayant pas de cotes très précises à me mettre sous la dent.
Une partie des pièces sortant de rabotage
Coupe à la longueur, j'ai utilisé ma scie à ruban, qui après quelques travaux (dont je n'ai pas encore parlé) marche nettement mieux et me donne des coupes précises et un équerrage parfait.
Pour être sur d'avoir des pièces de même longueur, je les coupe par 2 comme on peu le voir sur les images suivantes. 2 serres joint: 1 pour tenir les 2 pièces ensembles, l'autre pour les tenir contre le guide de coupe.
Le tenonnage est fait en 3 opérations, la fraise n'est pas assez large pour prendre toutes la hauteur d'un coup pour le tenon de 20mm x 30mm, donc 2 passes pour la partie en 20mm + une pour couper les cotés du tenon.
La fraise à tennoner, c'est vraiment bien pour la rapidité et la qualité de l'usinage, le revers de la médaille c'est que c'est long à régler, donc pas très intéressant si l'on a que 3 ou 4 tenons à faire, ou s'il sont tous différents. Usinage plus lent à la CN, mais machine réglée en 5 min sans gaspillage (martir, bois d'essais ..) et précis .. avec la lurem je suis à ± 0.2mm
voila, affaire à suivre ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Support pour CN BZT
![]() dh42 Sam 26 Fév 2011 - 23:25
dh42 Sam 26 Fév 2011 - 23:25
Bonsoir,
Suite des opérations, le mortaisage, que j'ai fait à la CN
Une petite vidéo de l'usinage.
https://www.youtube.com/watch_popup?v=A-VwPt6THls&vq=large
Montage sur la CN



Les mortaises



Montage à blanc


++
David
Suite des opérations, le mortaisage, que j'ai fait à la CN
Une petite vidéo de l'usinage.
https://www.youtube.com/watch_popup?v=A-VwPt6THls&vq=large
Montage sur la CN
Les mortaises
Montage à blanc
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() diomedea Dim 27 Fév 2011 - 8:52
diomedea Dim 27 Fév 2011 - 8:52
Bonjour David
Toujours étonnant de voir une machine travailler seule! Ça n'est quand même pas très rapide!
Les amorces de mortaises que l'on aperçoit, sont pour faciliter le positionnement des gousset?
Les tenons ont également été réalisés à la CNC?
Bonne continuation
JPaul
Toujours étonnant de voir une machine travailler seule! Ça n'est quand même pas très rapide!
Les amorces de mortaises que l'on aperçoit, sont pour faciliter le positionnement des gousset?
Les tenons ont également été réalisés à la CNC?
Bonne continuation
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CN BZT
![]() dh42 Dim 27 Fév 2011 - 14:44
dh42 Dim 27 Fév 2011 - 14:44
Bonjour à tous,
J.P
 Celle la elle ne travaille pas tout à fait seule, il faut que je lui tienne compagnie, sinon elle déconne dès que je tourne le dos
Celle la elle ne travaille pas tout à fait seule, il faut que je lui tienne compagnie, sinon elle déconne dès que je tourne le dos 
Sur la vidéo, j'ai repris plusieurs bouts de films pour avoir différentes vues, au total l'usinage le plus long (celui de la vidéo) dure un peut moins de 3 min. et je pourrais améliorer ça avec une fraise adaptée (ici fraise 4 dents, pas bien pour le bois et la machine est limite en vitesse de déplacement ce qui m'oblige à tourner doucement aussi) et quelques modifs sur le programme (j'ai fait les 3 programmes en 5 min sans me soucier d'optimiser)
Il faut également penser au temps gagné sur le traçage qui devient inutile dans ce cas, et bien sur comme toujours, pendant que la machine travaille tu peux faire autre chose à coté.
Oui, tout à fait.
Non, à la toupie avec ma fraise à tenonner toute neuve (voir le premier post)
Christian
CN: Commande numérique. aussi appelée CNc (en anglais) ou MOCN (Machine Outil à Commande Numérique)
BZT c'est une marque de machine et j'ai commandé celle ci.
Oui, je n'ai pas fini le dessin, en grande partie parce que je ne sais pas encore en détail comment je vais faire, je n'ai pas les cotes précises de la machine ...
L'arrière sera fixé au mur, par l'intermédiaire des silents blocs, les pieds auront des patins anti vibratoires réglable en hauteur. Le but et de limiter le nombre de choses qui me gêneront sous la machine (donc les pieds), toujours dans le but d'arriver à tout faire rentrer (je dois caser l'aspi, le PC et les accessoires)
Et non, toujours pas arrivée, mais c'est normal, elle ne devrait pas arriver avant une quinzaine environ.
Oui c'est moi qui ai mis la vidéo sur youtube. Il y en a plein d'autres sur Ma chaine youtube
++
David
J.P
Toujours étonnant de voir une machine travailler seule! Ça n'est quand même pas très rapide!
Sur la vidéo, j'ai repris plusieurs bouts de films pour avoir différentes vues, au total l'usinage le plus long (celui de la vidéo) dure un peut moins de 3 min. et je pourrais améliorer ça avec une fraise adaptée (ici fraise 4 dents, pas bien pour le bois et la machine est limite en vitesse de déplacement ce qui m'oblige à tourner doucement aussi) et quelques modifs sur le programme (j'ai fait les 3 programmes en 5 min sans me soucier d'optimiser)
Il faut également penser au temps gagné sur le traçage qui devient inutile dans ce cas, et bien sur comme toujours, pendant que la machine travaille tu peux faire autre chose à coté.
Les amorces de mortaises que l'on aperçoit, sont pour faciliter le positionnement des gousset?
Oui, tout à fait.
Les tenons ont également été réalisés à la CNC?
Non, à la toupie avec ma fraise à tenonner toute neuve (voir le premier post)
Christian
Quand vous parlez de CN ou CN BZT comme ce sujet, n'y aurait-il pas un "dico." de tous ces sigles par hasard?
CN: Commande numérique. aussi appelée CNc (en anglais) ou MOCN (Machine Outil à Commande Numérique)
BZT c'est une marque de machine et j'ai commandé celle ci.
Déjà dès le départ, dès que je vois un piétement à 2 pattes, la 1ère réaction c'est: AAHHH!!!
Oui, je n'ai pas fini le dessin, en grande partie parce que je ne sais pas encore en détail comment je vais faire, je n'ai pas les cotes précises de la machine ...
L'arrière sera fixé au mur, par l'intermédiaire des silents blocs, les pieds auront des patins anti vibratoires réglable en hauteur. Le but et de limiter le nombre de choses qui me gêneront sous la machine (donc les pieds), toujours dans le but d'arriver à tout faire rentrer
La vidéo par contre! MAIS toujours pas de CN en vue!
La vidéo, c'est toi qui l'a mise sur youtube David?
Et non, toujours pas arrivée, mais c'est normal, elle ne devrait pas arriver avant une quinzaine environ.
Oui c'est moi qui ai mis la vidéo sur youtube. Il y en a plein d'autres sur Ma chaine youtube
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() Zarkann Dim 27 Fév 2011 - 21:51
Zarkann Dim 27 Fév 2011 - 21:51
Bonsoir à tous
Super boulot David
Comme dit JP c'est vrais que ce n'es pas rapide, mais bon vu la machine en question c'est quand même une performance ( le diamètre de la fraise a l'air assez important pour le gabarit de la machine)
$avec la nouvelle machine tu aura une rigidité beaucoup plus importante et dons des vitesses d'avance en relation
Quand à moi je vient de rentrer un nouveau chantier >>> encore un pas vers la CN

PS j'ai trouver en haut de la page une pub sur E=CN , le connais tu? et qu'en pense tu ?
Amitié .::Zarkann::.
Super boulot David
Comme dit JP c'est vrais que ce n'es pas rapide, mais bon vu la machine en question c'est quand même une performance ( le diamètre de la fraise a l'air assez important pour le gabarit de la machine)
$avec la nouvelle machine tu aura une rigidité beaucoup plus importante et dons des vitesses d'avance en relation
Quand à moi je vient de rentrer un nouveau chantier >>> encore un pas vers la CN
PS j'ai trouver en haut de la page une pub sur E=CN , le connais tu? et qu'en pense tu ?
Amitié .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Support pour CN BZT
![]() dh42 Dim 27 Fév 2011 - 22:09
dh42 Dim 27 Fév 2011 - 22:09
Zarkann a écrit:Bonsoir à tous
Super boulot David
Comme dit JP c'est vrais que ce n'es pas rapide, mais bon vu la machine en question c'est quand même une performance ( le diamètre de la fraise a l'air assez important pour le gabarit de la machine)
$avec la nouvelle machine tu aura une rigidité beaucoup plus importante et dons des vitesses d'avance en relation
Oui, c'est une fraise de 8 avec 40 mm de longueur de coupe, mais à 4 dents (et sans coupe au centre), si je prend une avance pour le bois les copeaux ne dégagent pas, pas assez de place entre les dents, et donc ça chauffe, de plus il faudrait que j'avance beaucoup plus vite ... mais je ne peut pas (600mm/min maxi avec cette charge et il faudrait au moins le double) .. c'est sur que l'autre avec ses 4000mm/min en charge ça doit être autre chose. (la Kress par contre ne semble pas protester)
Zarkann a écrit:
PS j'ai trouver en haut de la page une pub sur E=CN , le connais tu? et qu'en pense tu ?
3000 € ... à part ça je n'en sais guère plus mais c'est surement bien à ce prix (c'est e-NC le nom exact) ça ressemble à un Cambam plus graphique.
http://www.easymill.com/index2.php3
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() dh42 Mer 16 Mar 2011 - 22:02
dh42 Mer 16 Mar 2011 - 22:02
Bonsoir à tous,
suite des travaux sur le support de CN.
Découpe des goussets à la scie à ruban

J'utilise un X de mécanique pour recouper mes carrés.
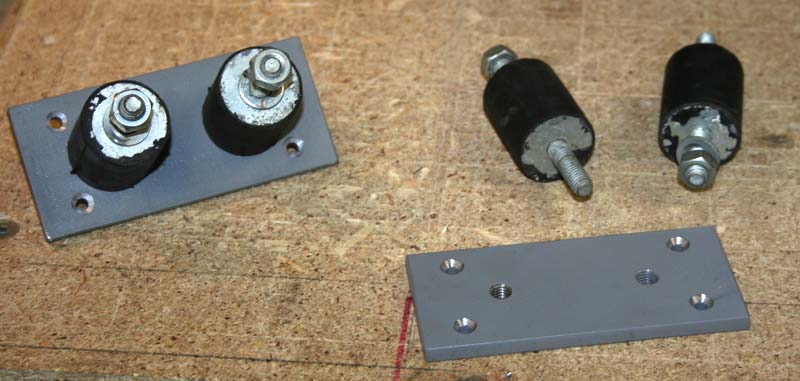
Fabrication des platines pour les pieds et les supports de silent-blocs qui iront à l'arrière.
Découpe à la scie à ruban et finition des champs au tank.

avant et après la finition des champs

Traçage au trusquin

puis pointage avant perçage, un premier coup de pointeau "léger", puis après contrôle de la position, un second coup plus fort avec éventuellement une correction de position en "poussant" le trou s'il est décalé.
Perçage, taraudage, sablage et peinture des pièces.


Fabrication des pieds réglables au tour dans un bout d'alu, 2 bout de tige filetée M10 seront vissés dedans, et bloqués au Loctite
Deux rondelles de caoutchouc sont collée dessous.

Je possède une boite d'emportes-pièce, mais évidemment le plus gros fait 50 mm de Ø ... et il me fallait du 60 , j'ai donc utilisé un autre outil fournis dans cette boite magique, cas marche très bien !



... et le pied monté (comme on s'en doute, il y a un trou au bout du pied pour permettre le passage de la tige filetée)

les platines arrière avec leurs silents-bloc
.... en cours de collage (fait en 3 étapes, je n'ai que deux serre joints de 1m)

ponçage....

... et après un coup de vernis incolore.


voila, maintenant je dois attendre l'arrivé de la machine pour continuer, le but étant d'ajuster au plus près pour que ça dépasse le moins possible, mais je ne connais pas la longueur précise de l'engin, il y a un moteur qui dépasse en position arrière ...
Je vais donc continuer avec le montage du PC et d'un "meuble" adéquat pour le loger, indépendant du socle. .... j'ai une petite idée, mais je n'ai pas encore dessiné ça ..
++
David
suite des travaux sur le support de CN.
Découpe des goussets à la scie à ruban
J'utilise un X de mécanique pour recouper mes carrés.
Fabrication des platines pour les pieds et les supports de silent-blocs qui iront à l'arrière.
Découpe à la scie à ruban et finition des champs au tank.
avant et après la finition des champs
Traçage au trusquin
puis pointage avant perçage, un premier coup de pointeau "léger", puis après contrôle de la position, un second coup plus fort avec éventuellement une correction de position en "poussant" le trou s'il est décalé.
Perçage, taraudage, sablage et peinture des pièces.
Fabrication des pieds réglables au tour dans un bout d'alu, 2 bout de tige filetée M10 seront vissés dedans, et bloqués au Loctite
Deux rondelles de caoutchouc sont collée dessous.
Je possède une boite d'emportes-pièce, mais évidemment le plus gros fait 50 mm de Ø ... et il me fallait du 60
... et le pied monté (comme on s'en doute, il y a un trou au bout du pied pour permettre le passage de la tige filetée)
les platines arrière avec leurs silents-bloc
.... en cours de collage (fait en 3 étapes, je n'ai que deux serre joints de 1m)
ponçage....
... et après un coup de vernis incolore.
voila, maintenant je dois attendre l'arrivé de la machine pour continuer, le but étant d'ajuster au plus près pour que ça dépasse le moins possible, mais je ne connais pas la longueur précise de l'engin, il y a un moteur qui dépasse en position arrière ...
Je vais donc continuer avec le montage du PC et d'un "meuble" adéquat pour le loger, indépendant du socle. .... j'ai une petite idée, mais je n'ai pas encore dessiné ça ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() dudu Mer 16 Mar 2011 - 22:48
dudu Mer 16 Mar 2011 - 22:48
Bonsoir David,
Beau boulot, impressionnant même! Si je pouvais faire aussi bien!!
Tu vas travailler quoi avec ta machine? le bois, les métaux? petite pièces, grosse pièces?
JE suis un peu novice dans ce style de matériel!
Bonne soirée
olivier
Beau boulot, impressionnant même! Si je pouvais faire aussi bien!!
Tu vas travailler quoi avec ta machine? le bois, les métaux? petite pièces, grosse pièces?
JE suis un peu novice dans ce style de matériel!
Bonne soirée
olivier

dudu- complétement accro
- Messages : 1972
Points : 3806
Date d'inscription : 15/02/2011
Age : 50
Localisation : Bavilliers (90)
Re: Support pour CN BZT
![]() Idefixes Mer 16 Mar 2011 - 22:53
Idefixes Mer 16 Mar 2011 - 22:53
David y a un truc qui a attiré mon regard...cela n'a pas grand chose a voir avec ton support CNC mais bon : j'ai la même ponceuse que toi et que je cherche à raccorder à mon aspi.....pourrais tu detailler ce que tu as fait sur la tienne avec une ou deux photos de pres...j'en serais ton obligé...
Marc
Marc
Idefixes- complétement accro
- Messages : 665
Points : 931
Date d'inscription : 03/05/2010
Age : 55
Localisation : Alsace -
Re: Support pour CN BZT
![]() dh42 Mer 16 Mar 2011 - 23:13
dh42 Mer 16 Mar 2011 - 23:13
Bonsoir Marc,
Le montage est tout simple, il s'agit d'un bout de tuyau plastique Ø 38 intérieur (récup. sur une pompe à mazout) enfoncé en force après l'avoir très ramollis au décapeur thermique. La partie grise est du tuyau d'évacuation d'eau qui a pris un petit coup de tour pour coller au Ø du tuyau de l'aspi. L'autre partie est elle aussi enfoncé en force après chauffage du tube vert.

J'ai un peu le même montage sur une autre ponceuse, mais l'écart de Ø était faible par rapport au Ø intérieur du tube d'évacuation, et c'est directement lui que j'ai chauffé pour l'adapter à la sortie de la machine.
++
David
Le montage est tout simple, il s'agit d'un bout de tuyau plastique Ø 38 intérieur (récup. sur une pompe à mazout) enfoncé en force après l'avoir très ramollis au décapeur thermique. La partie grise est du tuyau d'évacuation d'eau qui a pris un petit coup de tour pour coller au Ø du tuyau de l'aspi. L'autre partie est elle aussi enfoncé en force après chauffage du tube vert.
J'ai un peu le même montage sur une autre ponceuse, mais l'écart de Ø était faible par rapport au Ø intérieur du tube d'évacuation, et c'est directement lui que j'ai chauffé pour l'adapter à la sortie de la machine.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() Idefixes Jeu 17 Mar 2011 - 7:17
Idefixes Jeu 17 Mar 2011 - 7:17
Merci David,
Je vais creuser l'idée parceque la cartouche filtre je trouve que c'est la misère surtout quand on ponce du mdf. C'est dommage que bosch n'ai rien prevu dans ce sens parce que la machine est tres bien sinon.
Marc
Je vais creuser l'idée parceque la cartouche filtre je trouve que c'est la misère surtout quand on ponce du mdf. C'est dommage que bosch n'ai rien prevu dans ce sens parce que la machine est tres bien sinon.
Marc
Idefixes- complétement accro
- Messages : 665
Points : 931
Date d'inscription : 03/05/2010
Age : 55
Localisation : Alsace -
Re: Support pour CN BZT
![]() diomedea Jeu 17 Mar 2011 - 7:59
diomedea Jeu 17 Mar 2011 - 7:59
Bonjour à tous les deux
Beau travail David! Quelques réflexions quand même... J'ai bien peur que tes goussets (même en chêne!) ne soit pas d'une grandes efficacités. De même je trouve un peu léger les quatre silentblocs de "bloc néon" que tu vas mettre sur l'AR...
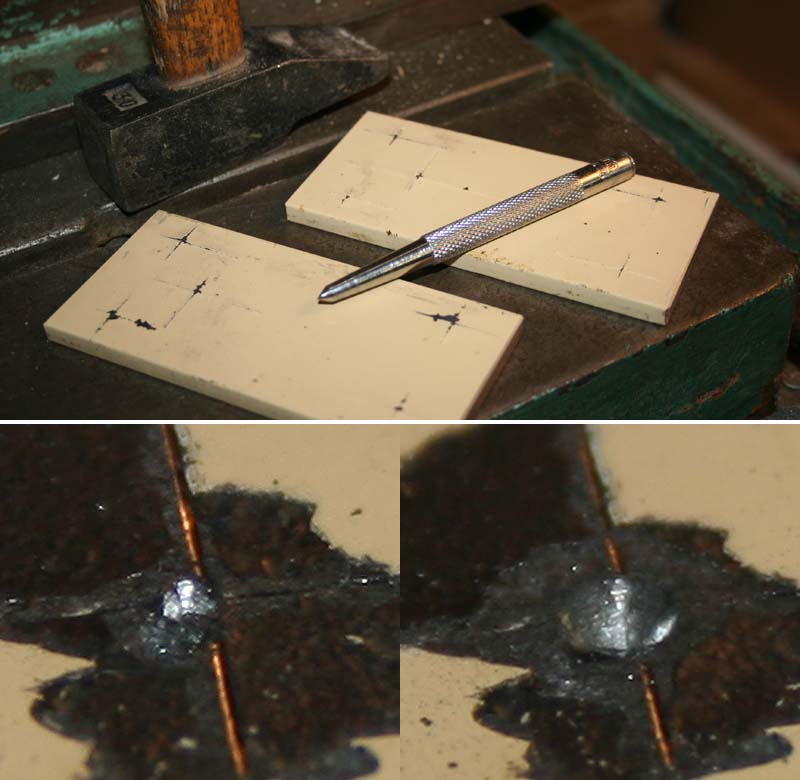
Dans le même esprit que tes embases, j'avais fais ces coupelles pour pointes d'enceintes acoustiques:

Ce caoutchouc néoprène haute densité est effectivement intéressant pour fabriquer toute sorte de pièces (protection, amortisseur, joint...).
Bonne continuation
JP
Beau travail David! Quelques réflexions quand même... J'ai bien peur que tes goussets (même en chêne!) ne soit pas d'une grandes efficacités. De même je trouve un peu léger les quatre silentblocs de "bloc néon" que tu vas mettre sur l'AR...
Dans le même esprit que tes embases, j'avais fais ces coupelles pour pointes d'enceintes acoustiques:
Ce caoutchouc néoprène haute densité est effectivement intéressant pour fabriquer toute sorte de pièces (protection, amortisseur, joint...).
Bonne continuation
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CN BZT
![]() dh42 Jeu 17 Mar 2011 - 15:10
dh42 Jeu 17 Mar 2011 - 15:10
Bonjour à tous,
principalement le bois, mais la machine peut aussi usiner les métaux léger, et éventuellement l'acier à condition d'utiliser de petits outils et de petites passes (et d'avoir une autre broche)
Pour la taille des pièces, la course utile est de 430 x 645 mm et de 130 mm de haut avec la table, plus si j'enlève la table.
Je vais faire la même chose qu'avec ma CN actuelle (clic sur le bandeau défilant en bas de mes messages), et plus si possible (et si ça se vends !), notamment l'usinage 3D (gravure en relief). Elle est d'autre part un peu plus grande que ma machine actuelle ce qui me permettra peut être de m'orienter sur d'autres produits ....
Une CN ça peut servir un peu à tout, comme traceur pour dessiner sur du bois, du verre ou autre par ex. mais son principal intérêt pour les objets "déco" c'est la possibilité d'usiner des formes tortueuses qui ne seraient pas simples à faire autrement.
Peux tu préciser, tu pense qu'ils risquent de se décoller ? faut'il les visser ?
Je ne vois pas ce que tu appelle silent-bloc de bloc néon
ceux ci font 30mm de Ø pour 40 de haut (la machine ne pèse que 35 kg)
Oui, même dans l'aspi c'est la m.. avec le MDF, ça colmate la cartouche en 2 min si je n'utilise pas de sac .... je hais le MDF, c'est moche, fragile, tout mou .. et c'est aussi chère que du CP ... seul avantage ça s'usine avec les ongles !! pas besoin d'outils
Il y a quelqu'un quelque part sur ce forum qui parlait de mettre une chaussette en polyester sur le filtre de l'aspi pour limiter le problème, mais je ne retrouve plus le message, et je ne sais pas ce que peut être le polyester en question ...
++
David
Dudu a écrit:Bonsoir David,
Beau boulot, impressionnant même! Si je pouvais faire aussi bien!!
Tu vas travailler quoi avec ta machine? le bois, les métaux? petite pièces, grosse pièces?
JE suis un peu novice dans ce style de matériel!
Bonne soirée
olivier
principalement le bois, mais la machine peut aussi usiner les métaux léger, et éventuellement l'acier à condition d'utiliser de petits outils et de petites passes (et d'avoir une autre broche)
Pour la taille des pièces, la course utile est de 430 x 645 mm et de 130 mm de haut avec la table, plus si j'enlève la table.
Je vais faire la même chose qu'avec ma CN actuelle (clic sur le bandeau défilant en bas de mes messages), et plus si possible (et si ça se vends !), notamment l'usinage 3D (gravure en relief). Elle est d'autre part un peu plus grande que ma machine actuelle ce qui me permettra peut être de m'orienter sur d'autres produits ....
Une CN ça peut servir un peu à tout, comme traceur pour dessiner sur du bois, du verre ou autre par ex. mais son principal intérêt pour les objets "déco" c'est la possibilité d'usiner des formes tortueuses qui ne seraient pas simples à faire autrement.
Diomedea a écrit:J'ai bien peur que tes goussets (même en chêne!) ne soit pas d'une grandes efficacités
Peux tu préciser, tu pense qu'ils risquent de se décoller ? faut'il les visser ?
je trouve un peu léger les quatre silentblocs de "bloc néon" que tu vas mettre sur l'AR
Je ne vois pas ce que tu appelle silent-bloc de bloc néon
ceux ci font 30mm de Ø pour 40 de haut (la machine ne pèse que 35 kg)
Idefixes a écrit:Je vais creuser l'idée parce que la cartouche filtre je trouve que c'est la misère surtout quand on ponce du mdf
Oui, même dans l'aspi c'est la m.. avec le MDF, ça colmate la cartouche en 2 min si je n'utilise pas de sac .... je hais le MDF, c'est moche, fragile, tout mou .. et c'est aussi chère que du CP ... seul avantage ça s'usine avec les ongles !! pas besoin d'outils
Il y a quelqu'un quelque part sur ce forum qui parlait de mettre une chaussette en polyester sur le filtre de l'aspi pour limiter le problème, mais je ne retrouve plus le message, et je ne sais pas ce que peut être le polyester en question ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() pbou Jeu 17 Mar 2011 - 18:24
pbou Jeu 17 Mar 2011 - 18:24
dh42 a écrit:
Il y a quelqu'un quelque part sur ce forum qui parlait de mettre une chaussette en polyester sur le filtre de l'aspi pour limiter le problème, mais je ne retrouve plus le message, et je ne sais pas ce que peut être le polyester en question ...
++
David
Attention quand même: en récupérant la sciure d'une ponceuse à bande avec le sac en tissu prévu sur la machine, j'ai tout simplement fait brûler le-dit sac, "à petit feu" à cause de la chaleur de la sciure (j'avais poncé du sapin vernis). Fort heureusement je suis repassé à l'atelier un quart d'heure après m'être arrêté, et c'est l'odeur de fumée qui m'a alerté (le sac était déjà percé, et la boîte en carton sur laquelle j'avais posé l'outil commençait juste à fumer).
Alors un gant, attention. Je surveille toujours mes sacs de sciure en les palpant après un travail qui a tendance à chauffer.
PBOU

pbou- petit nouveau

- Messages : 11
Points : 16
Date d'inscription : 24/02/2011
Localisation : Poitou
Re: Support pour CN BZT
![]() diomedea Jeu 17 Mar 2011 - 20:01
diomedea Jeu 17 Mar 2011 - 20:01
Ces goussets (typique des constructions mécano souder), ne sont pas adaptés pour ce type de construction. Je verrais plutôt quelque chose comme ça:dh42 a écrit:Diomedea a écrit:J'ai bien peur que tes goussets (même en chêne!) ne soit pas d'une grandes efficacités
Peux tu préciser, tu pense qu'ils risquent de se décoller ? faut'il les visser ?
Tes silentblocs sont plus gros que je ne le pensais!dh42 a écrit:je trouve un peu léger les quatre silentblocs de "bloc néon" que tu vas mettre sur l'AR
Je ne vois pas ce que tu appelle silent-bloc de bloc néon
Les silentblocs de bloc néon c'est ça:

Ø26 pour une longueur de 20.
Merci à pbou pour ça mise en garde...
Cdlt
Jp
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Support pour CN BZT
![]() Idefixes Mar 22 Mar 2011 - 18:38
Idefixes Mar 22 Mar 2011 - 18:38
dh42 a écrit:Bonsoir Marc,
Le montage est tout simple, il s'agit d'un bout de tuyau plastique Ø 38 intérieur (récup. sur une pompe à mazout) enfoncé en force après l'avoir très ramollis au décapeur thermique. La partie grise est du tuyau d'évacuation d'eau qui a pris un petit coup de tour pour coller au Ø du tuyau de l'aspi. L'autre partie est elle aussi enfoncé en force après chauffage du tube vert.
J'ai un peu le même montage sur une autre ponceuse, mais l'écart de Ø était faible par rapport au Ø intérieur du tube d'évacuation, et c'est directement lui que j'ai chauffé pour l'adapter à la sortie de la machine.
++
David
Salut David,
N'ayant pas de pômpe à mazout sur laquelle recuperer le morceau de toyo...donc voici ma version :

Le raccord est un magique coude utilisé en evaction sanitaire. Merci d'avoir été mamuse sur un truc qui me cassait les noisettes depuis un bon moment. J'ai même pensé à vendre la machine au profit d'une raccordable sur l'aspi. Je n'avais jamais passé le cap parce que je trouve la machine très bonne au demeurant et qu'elle ne m'avait couté un peu moins de 50€ (soldé à 50% chez carrefour)
Marc
Idefixes- complétement accro
- Messages : 665
Points : 931
Date d'inscription : 03/05/2010
Age : 55
Localisation : Alsace -
Re: Support pour CN BZT
![]() dh42 Mar 22 Mar 2011 - 19:15
dh42 Mar 22 Mar 2011 - 19:15
Salut,
Nickel
L'inconvénient de l'aspiration par contre, c'est que la machine est moins maniable .... mais on ne peut pas tout avoir
++
David
Nickel
L'inconvénient de l'aspiration par contre, c'est que la machine est moins maniable .... mais on ne peut pas tout avoir
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() Idefixes Mar 22 Mar 2011 - 19:22
Idefixes Mar 22 Mar 2011 - 19:22
dh42 a écrit:Salut,
Nickel
L'inconvénient de l'aspiration par contre, c'est que la machine est moins maniable .... mais on ne peut pas tout avoir
++
David
Ouaip mais à choisir je préfère sacrifier un peu de maniabilité à l'hotel de la poussiere wagabonde (dans les poeles à pétrole par exemple
Marc
EDIT : je viens de tester sur le plateau mdf de ma table de coupe...ben ça marche nickel tout est aspiré...je suis aux anges
Idefixes- complétement accro
- Messages : 665
Points : 931
Date d'inscription : 03/05/2010
Age : 55
Localisation : Alsace -
Re: Support pour CN BZT
![]() dh42 Jeu 24 Mar 2011 - 22:58
dh42 Jeu 24 Mar 2011 - 22:58
Bonsoir,
Méfie toi d'un truc tout con, je me suis fait avoir
Ca aspire tellement, que lorsque tu pose la machine sur ta planche, une fois arrêtée, et se "colle" à la planche, mais quant tu arrête l'aspi elle se décolle et risque de tomber si le tuyau tire un peu trop dessus (ou s'il s'est vrillé)
++
David
Méfie toi d'un truc tout con, je me suis fait avoir
Ca aspire tellement, que lorsque tu pose la machine sur ta planche, une fois arrêtée, et se "colle" à la planche, mais quant tu arrête l'aspi elle se décolle et risque de tomber si le tuyau tire un peu trop dessus (ou s'il s'est vrillé)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Support pour CN BZT
![]() dh42 Ven 25 Mar 2011 - 0:25
dh42 Ven 25 Mar 2011 - 0:25
re
Suite et fin du support.
Comme je le disais plus haut, je me suis fié aux infos de la pub de la machine et aux photos pour faire le support .... et j'ai un petit problème, la machine est un peu plus longue que prévu ! le moteur de l'axe Y dépasse beaucoup à l'arrière et n'est pas pris en compte dans les cotes fournis sur la pub, j'en avais tenu compte au vu des photos, sauf que je m'étais basé sur la taille des moteurs NEMA 23 de ma CN actuelle, ceux de la BZT sont aussi des NEMA 23, même entraxe, même section, mais plus longs et montés sur des colonnettes auxquelles je n'ai pas pensé.. Grrr !!
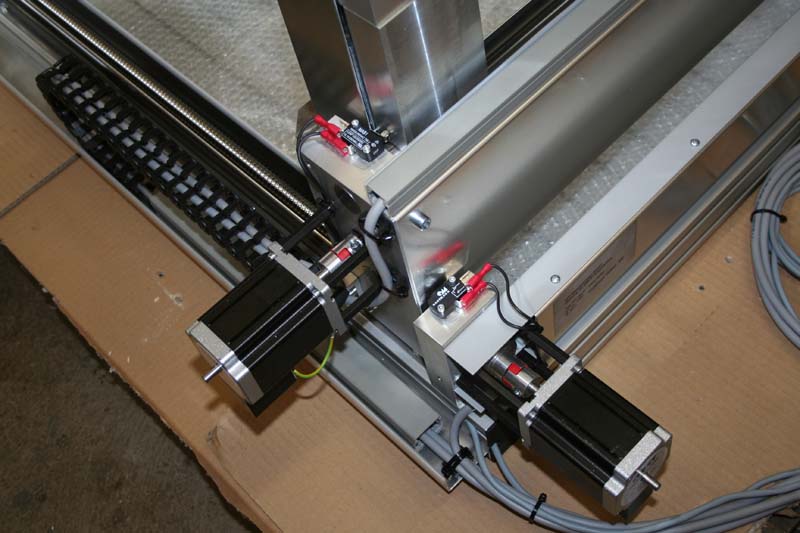
Il y a d'autre part des réglettes en alu pour rigidifier l'ensemble table/cadre, elles ne sont pas obligatoires mais les gens de chez IronWood, le distributeur pour la France m'ont conseillé de les laisser. Je ne vais donc pas poser la machine directement sur la table mais sur des supports qui feront à la fois office de silent-bloc mais aussi de blocage afin d'empêcher la machine de glisser latéralement.

Du coup, j'abandonne les silents-bloc à l'arrière et je fixe la table directement au mur avec des pattes plus longues et plus massives afin de gagner les 5 cm qui me manquent (au total, avec l'axe Y totalement à l'arrière, du bout de l'arbre du moteur à l'avant de la machine il y a 103 cm)
Les pattes vont être tirées de 2 équerres en acier de 6mm d'ep. un "L" de 120 x 500 que je raccourcis d'un coté et que je renforce avec 2 jambes.



repérage pour les vis coté cadre.

Préparation des pièces pour la soudure, il est important d'avoir une surface propre et qui fasse bien contact (électrique), sous peine d'avoir du mal à amorcer l'arc. Avant chaque soudure, il est nettement préférable de bien brosser le métal avec une brosse à main, ça facilite bien les choses !


Ensuite je vais pointer mes pièces, c'est à dire mettre juste un point de soudure pour les maintenir en place .... et pouvoir les désouder facilement en cas de gaffe

Ensuite, une fois la pièce pointé, je peux faire la soudure définitive.
Les images suivante montre la même soudure, avec son laitier juste après soudure, laitier enlevé mais il reste des grattons qui sont enlevés en tapotant avec un petit burin et enfin la soudure sans grattons et brossée.

Le petit burin pour faire sauter les grattons.

après un léger sablage

Peinture

.. et montage sur le cadre

les pattes sont fixées par deux goujons à béton M12 chacune.


Le plateau sera fait à partir d'une planche de chêne de 400 x 2000 coupée en 2

Les deux demi plateau présentées sur le support, le tuyau d'aspi et tous les câbles doivent passer entre le mur et le plateau. J'en profite aussi pour tracer le contour du cadre par dessous pour me simplifier le positionnement des perçages.


Prêt pour le vissage...

2 tasseaux de renfort en dessous, rien au centre car il est probable que je percerais une ouverture plus tard afin de pouvoir usiner des pièces hautes ... mais ce sera pour un autre jour

Après ponçage

et après une couche de vernis

voila, c'est fini pour le socle, demain je poserais la machine dessus et je ferais les cales de maintient. Il faudra aussi que je fasse un support pour l'ensemble clavier/souris/écran le PC et la grosse boite électronique, mais je n'ai pas encore d'idée définitive, ..... je cogite pour savoir qui va aller où
++
David
Suite et fin du support.
Comme je le disais plus haut, je me suis fié aux infos de la pub de la machine et aux photos pour faire le support .... et j'ai un petit problème, la machine est un peu plus longue que prévu ! le moteur de l'axe Y dépasse beaucoup à l'arrière et n'est pas pris en compte dans les cotes fournis sur la pub, j'en avais tenu compte au vu des photos, sauf que je m'étais basé sur la taille des moteurs NEMA 23 de ma CN actuelle, ceux de la BZT sont aussi des NEMA 23, même entraxe, même section, mais plus longs et montés sur des colonnettes auxquelles je n'ai pas pensé.. Grrr !!
Il y a d'autre part des réglettes en alu pour rigidifier l'ensemble table/cadre, elles ne sont pas obligatoires mais les gens de chez IronWood, le distributeur pour la France m'ont conseillé de les laisser. Je ne vais donc pas poser la machine directement sur la table mais sur des supports qui feront à la fois office de silent-bloc mais aussi de blocage afin d'empêcher la machine de glisser latéralement.
Du coup, j'abandonne les silents-bloc à l'arrière et je fixe la table directement au mur avec des pattes plus longues et plus massives afin de gagner les 5 cm qui me manquent (au total, avec l'axe Y totalement à l'arrière, du bout de l'arbre du moteur à l'avant de la machine il y a 103 cm)
Les pattes vont être tirées de 2 équerres en acier de 6mm d'ep. un "L" de 120 x 500 que je raccourcis d'un coté et que je renforce avec 2 jambes.
repérage pour les vis coté cadre.
Préparation des pièces pour la soudure, il est important d'avoir une surface propre et qui fasse bien contact (électrique), sous peine d'avoir du mal à amorcer l'arc. Avant chaque soudure, il est nettement préférable de bien brosser le métal avec une brosse à main, ça facilite bien les choses !
Ensuite je vais pointer mes pièces, c'est à dire mettre juste un point de soudure pour les maintenir en place .... et pouvoir les désouder facilement en cas de gaffe
Ensuite, une fois la pièce pointé, je peux faire la soudure définitive.
Les images suivante montre la même soudure, avec son laitier juste après soudure, laitier enlevé mais il reste des grattons qui sont enlevés en tapotant avec un petit burin et enfin la soudure sans grattons et brossée.
Le petit burin pour faire sauter les grattons.
après un léger sablage
Peinture
.. et montage sur le cadre
les pattes sont fixées par deux goujons à béton M12 chacune.
Le plateau sera fait à partir d'une planche de chêne de 400 x 2000 coupée en 2
Les deux demi plateau présentées sur le support, le tuyau d'aspi et tous les câbles doivent passer entre le mur et le plateau. J'en profite aussi pour tracer le contour du cadre par dessous pour me simplifier le positionnement des perçages.
Prêt pour le vissage...
2 tasseaux de renfort en dessous, rien au centre car il est probable que je percerais une ouverture plus tard afin de pouvoir usiner des pièces hautes ... mais ce sera pour un autre jour
Après ponçage
et après une couche de vernis
voila, c'est fini pour le socle, demain je poserais la machine dessus et je ferais les cales de maintient. Il faudra aussi que je fasse un support pour l'ensemble clavier/souris/écran le PC et la grosse boite électronique, mais je n'ai pas encore d'idée définitive, ..... je cogite pour savoir qui va aller où
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» support pour perceuse DIY pour poncage et petite bricoles
» Support pour une ma 612
» Support pour CNc
» Support pour perceuse
» Un support d’entraîneur pour ma R/D
» Support pour une ma 612
» Support pour CNc
» Support pour perceuse
» Un support d’entraîneur pour ma R/D
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum