






BV25 DAMATO ...
Page 2 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

tonyproof- complétement accro

- Messages : 2254
Date d'inscription : 18/10/2012

 Re: BV25 DAMATO ...
Re: BV25 DAMATO ...
![]() Strib Dim 23 Déc - 12:39
Strib Dim 23 Déc - 12:39
Salut !
Ce n'est pas spécifique à mon tour, mais je viens de terminer une micro DRO du pauvre (suivant les infos trouvées ICI et ICI , et modifiés à ma sauce)

Ça rend de fiers services
Strib

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -

Re: Nouvel arrivé dans l'atelier de Strib
![]() Invité Dim 23 Déc - 13:24
Invité Dim 23 Déc - 13:24
tu les a echeté ou les Dro ?
à + Lulu

Invité- Invité
Re: BV25 DAMATO ...
![]() Strib Dim 23 Déc - 16:21
Strib Dim 23 Déc - 16:21
Les petits pieds à coulisse (en fait, c'est un appareil pour vérifier la profondeur de sculpture des pneus), je les ai pris sur ebay :
http://cgi.ebay.fr/Digital-LCD-Car-Tyre-Tire-Tread-Depth-Gauge-Caliper-new?item=160836057269
A+
Strib
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() dh42 Dim 23 Déc - 16:28
dh42 Dim 23 Déc - 16:28
Belle trouvaille ces petits PAC
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BV25 DAMATO ...
![]() nexty Dim 23 Déc - 17:20
nexty Dim 23 Déc - 17:20
dh42 a écrit:Salut,
Belle trouvaille ces petits PAC
++
David
J'ai fais pareil, c'est vrai que ca aide bien!!!
et en plus la course est de 25mm - ce qui n'est pas trop mal

nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: BV25 DAMATO ...
![]() den's Mar 25 Déc - 19:40
den's Mar 25 Déc - 19:40
ben dis donc, ils vont voir leur ventes exploser d'un coup..!!
moi aussi, j'ai suivi, j'ai commandé..!!
je n'en voyais pas trop l'intérêt, jusqu'à regarder ta vidéo, ami strib...!!
ah oui, j'aime bien les trucs pour feignants..!!
du coup plus besoin de se torturer l'esprit avec les graduations du vernier..!!
par contre, je n'ai pas tout compris dans les liens que tu cites, ils m'ont l'air d'avoir beaucoup compliqué le truc, non..?
coller des aimants au dos, et hop, non..?
çà doit suffire?
et il me semble que tu n'a pas non plus collé d'aimant en bout du palpeur..?
den's

den's- complétement accro
- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: BV25 DAMATO ...
![]() Strib Mar 25 Déc - 20:04
Strib Mar 25 Déc - 20:04
Hé non, malheureusement, il ne suffit pas de coller des aimants au dos, en tous cas, j'ai pas exploré cette solution.
Comme j'avais besoin d'un ressort de rappel, je l'ai intégré dans un socle en alu.
L'appareil a un petit ressort de friction à l'intérieur, et je me suis dit qu'avec juste un embout aimanté, ça risquait de ne pas rester collé. Je n'ai pas essayé, mais pourquoi pas ?
Voilà la fabrication en détail (Pas crier !!! J'ai pas de fraiseuse, j'ai tout fait avec ma perceuse à colonne bridée, pleine de jeu) :








Bonne soirée !
Strib
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() c.phili Mar 25 Déc - 20:13
c.phili Mar 25 Déc - 20:13
Surtout pour le prix
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3568
Points : 7571
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: BV25 DAMATO ...
![]() Ouss Mer 26 Déc - 6:45
Ouss Mer 26 Déc - 6:45
j'avais vu ces mini jauges de profondeur en cherchant sur la bay une jauge de profondeur numérique pour m'équiper un peu en métrologie.
ça aurai été pratique pour les petites mesures mais ce qui m'avait fait renoncer c'est le pied en plastique moulé qui sous entendait perpendicularité pas top.
marrant que ce qui était un défaut devienne un avantage quand il n'est pas nécessaire

Ouss- complétement accro
- Messages : 731
Points : 1812
Date d'inscription : 15/09/2012
Age : 54
Localisation : Elbeuf 76500
Re: BV25 DAMATO ...
![]() jacques39 Mer 26 Déc - 9:01
jacques39 Mer 26 Déc - 9:01
et pardonnez mon ignorance dans ce domaine précis , je regarde toute les modifs faites sur des tours pour les améliorer
mais ça sert à quoi ce" truc "??
comment définir le point Zéro avant de positionner cette jauge
merci d'avance pour vos réponses
jacques39- posteur Régulier

- Messages : 129
Points : 338
Date d'inscription : 18/11/2012
Age : 65
Localisation : dans mes vignes
Re: BV25 DAMATO ...
![]() Ouss Mer 26 Déc - 9:44
Ouss Mer 26 Déc - 9:44
avec une jauge (ou un pied à coulisse) numérique, le zéro est fait simplement en appuyant sur un bouton (zéro flottant)jacques39 a écrit:comment définir le point Zéro avant de positionner cette jauge
ensuite, si tu déplace la partie mobile, tu aura affiché la valeur du déplacement (en négatif ou en positif) par rapport à ce zéro
à voir facilement (sans regarder le vernier) le déplacement du CPO (Chariot Porte Outils)jacques39 a écrit:mais ça sert à quoi ce" truc "??
Ouss- complétement accro
- Messages : 731
Points : 1812
Date d'inscription : 15/09/2012
Age : 54
Localisation : Elbeuf 76500
Re: BV25 DAMATO ...
![]() Strib Dim 10 Jan - 21:24
Strib Dim 10 Jan - 21:24
Un épisode que j'avais oublié de mentionner : Il y a quelques temps, je trouvais la poupée mobile de plus en plus "dure". Il fallait de gros bras pour mouliner ...
Donc démontage et autopsie de cette dernière :

Le trait que vous voyez tout le long est une belle fente ! Comme c'est du cône morse, bah ça gonfle et c'est normal que ce soit dur à manœuvrer ...
J'avais donc à l'époque usiné cette nouvelle pièce, et alésé CM2 avec ceci... :

Pour l'améliorer un poil, j'avais fraisé un méplat en plus de la rainure de clavette, car la pièce venant l'immobiliser (un Té renversé), dispose d'un léger rayon donc par moment, cela coinçait. Bref, après ça, c'était le bonheur ...
Sauf que j'ai le regret de vous annoncer le décès de l'écrou trapezoidal ce jour...


Alors là, j'aimerai bien réparer, mais je ne vois pas comment faire ! Puisque je vais avoir besoin de la poupée mobile !
Donc soluce dépannage impossible, d'où ma question :
Connaitriez vous un site en ligne sur lequel je peux commander un écrou trap. au pas TR 12x2 (oui, c'est du 2, et pas du 3). Cylindrique de diamètre 20 ext ?
Sinon, je vais être obligé de bidouiller un dépannage temporaire, mais qui ne me plait pas trop...
Merci d'avance,
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() dh42 Lun 11 Jan - 1:24
dh42 Lun 11 Jan - 1:24
Connaitriez vous un site en ligne sur lequel je peux commander un écrou trap. au pas TR 12x2 (oui, c'est du 2, et pas du 3). Cylindrique de diamètre 20 ext ?
Et 12x2 à gauche !
Pas simple, j'ai regardé chez HPC, et c'est du pas de 3 (et en 26 extérieur)
Tu devrais passer un mail à Damato, si ça se trouve la pièce ne coute pas un bras (faut espérer vu la m** que c'est !!) ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
BV25 DAMATO, les galères continuent ...
![]() Strib Lun 11 Jan - 6:25
Strib Lun 11 Jan - 6:25
J'ai quand même fait un mail à Damato, sans grands espoirs...
Bon, je suis prêt à refaire la pièce moi même, temporairement en montant une tige filetée et un écrou, puis au pire, je changerai le pas (12x3, plus commun...)
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() Strib Mer 13 Juin - 17:40
Strib Mer 13 Juin - 17:40
Je remonte ce post, j'ai profité de cette dernière galère pour modifier un peu le tour.
Lorsque la noix de bronze avait lâché, j'avais réparé en en refaisant une noix laiton taraudée M12 et j'avais remplacé la vis trap par de la tige filetée M12 qualité 12.9
Hé bien ça tient le choc. Mais un des problèmes de ce petit tour, c'est lorsque l'on travaille entre pointes, il y a peu de dégagement à la poupée mobile pour pouvoir manipuler le trainard qui vient buter, on a toujours 1 ou 2 cm qu'on n'arrive pas à usiner.
Je m'y suis donc mis, en remplaçant mon montage par un fourreau un peu plus long (35mm), et en utilisant une vis trap et une noix TR12x3 (en pas à gauche) achetés sur la baie :


La suite en image :
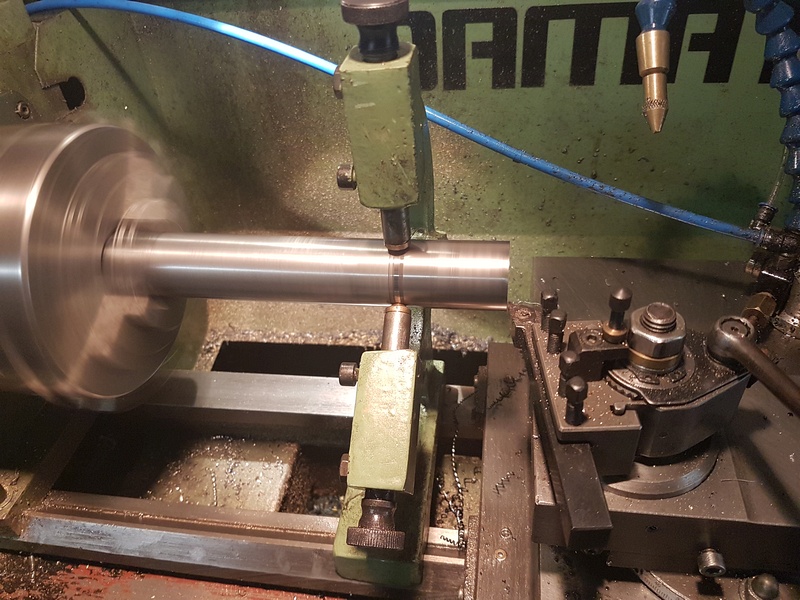
J'ai utilisé du 42CD4 rectifié de 30, montage mandrin/lunette pour l'alésage devant recevoir la noix bronze (20mm) :

Pour la finition, j'utilise un petit outil à aléser en carbure massif, je trouve la finition nickel, la contrepartie est une passe très faible pour limiter au maxi la flexion de la barre :

ensuite, il m'a fallu retourner la pièce, et donc régler la barre au comparateur pour retrouver une bonne concentricité, par chance, j'ai réussi sans trop de difficultés, j'ai ensuite percé le fourreau de part en part à 13mm, puis effectué des perçages successifs et étagés pour préparer le futur alésage en CM2 :

Puis cassage des angles :
Passage sur la fraiseuse pour usiner la rainure (un peu plus longue qu'à l'origine) :


Une fois fait, je me suis attaqué au copiage de la partie destinée à recevoir la manivelle d'un côté, et la vis trap de l'autre. D'origine, c'est une pièce monobloc, j'ai été contraint de ruser, la vis trap sera usinée, filetée en M8, et figée au bloc presse (loctite 648) :
La pièce est assez simple, tirée d'une barre de 20mm en XC35, prise en pince ER32, notez que la pièce est sortie du mandrin au fil des usinages : filetage M8, puis usinage à 12mm et enfin usinage à 15 (cette dernière côte est importante pour avoir une rotation douce et sans jeu :

Après passage à la fraiseuse pour la rainure recevant la clavette de 4mm :

Et enfin, percée et taraudée M8 pour recevoir la vis trap :

J'ai oublié de photographier l'usinage extérieur de la noix bronze (pour la passer de son diamètre 24 à 20,02). ça a été un peu sport, puisque c'est un pas à gauche. J'ai pris un bout de vis trap en pince ER, vissé la noix et ... tourné à l'envers, l'outil aussi était monté à l'envers ...
Les deux fourreaux côte à côte, on voit la différence de taille :


Pour usiner le cône CM2, je monte le fourreau dans la poupée (préalablement réglée avec son fourreau d'origine), poupée serrée au banc, et je prends les alésoirs CM2 en pince, vitesse mini et lubrification à outrance !
Alésoir d'ébauche :


Alésoir de finition :

Alésage fini, pour bien faire, il faudrait que je trouve un vieux foret en CM2 pour roder l'alésage, bien que le cône colle bien :

Fourreau tout neuf en place, rentré au mini (le fourreau d'origine est à fleur de poupée) :


Puis sorti aux 3/4 :

et à fonds :

Bon, c'est un peu trop, mais j'ai de la marge !
Bref, entre pointes, c'est un peu plus confortable...
Merci de m'avoir lu, j'espère que ça donnera des idées aux copains !
A+
Stéphane
Dernière édition par Strib le Jeu 14 Juin - 10:42, édité 1 fois
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() meles Mer 13 Juin - 18:08
meles Mer 13 Juin - 18:08
@+

meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: BV25 DAMATO ...
![]() Strib Mer 13 Juin - 18:09
Strib Mer 13 Juin - 18:09

A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() meles Mer 13 Juin - 18:12
meles Mer 13 Juin - 18:12
Strib a écrit:Tu as tout à fait raison Blaise, mais tu sais quoi ? Malgré tout, je l'aime bien quand même
Ça ne m'étonnes pas, c'est le syndrome de Stockholm !
meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: BV25 DAMATO ...
![]() den's Mer 13 Juin - 18:49
den's Mer 13 Juin - 18:49
pfff..
que de la frime..
quoi, moi jaloux..!!???
bravo en tout cas, je ne me sens pas à me lancer dans un tel boulot..
pour être franc, je suis plutôt en train de lorgner sur les tours de chez warco, vu que la fraiseuse que j'ai achetée est de bien meilleure qualité que le damato..!!
den's
den's- complétement accro
- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: BV25 DAMATO ...
![]() Strib Mer 13 Juin - 19:14
Strib Mer 13 Juin - 19:14
Pour ma part, je recherche un Devallière H130 ou un Ramo T36 , je ne suis pas pressé, mais un jour l'occasion se présentera...
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: BV25 DAMATO ...
![]() meles Mer 13 Juin - 20:25
meles Mer 13 Juin - 20:25
Strib a écrit:Héhé... Den's , j'étais sûr que tu ne te ferais pas attendre
Pour ma part, je recherche un Devallière H130 ou un Ramo T36 , je ne suis pas pressé, mais un jour l'occasion se présentera...
A+
Stéphane
comme ça : https://www.leboncoin.fr/equipements_industriels/1363146447.htm/?ca=21_s

meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: BV25 DAMATO ...
![]() bob47 Mer 13 Juin - 20:52
bob47 Mer 13 Juin - 20:52
Strib a écrit:Héhé... Den's , j'étais sûr que tu ne te ferais pas attendre
Pour ma part, je recherche un Devallière H130 ou un Ramo T36 , je ne suis pas pressé, mais un jour l'occasion se présentera...
A+
Stéphane
Salut
Bin j`en ai un

Chouette boulot en tout cas sa fais envie.
A++
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 27/10/2011
Age : 67
Localisation : THONON
Re: BV25 DAMATO ...
![]() c.phili Jeu 14 Juin - 4:08
c.phili Jeu 14 Juin - 4:08
Enfin un peu de mécanique
C'est comme ça qu'un petit tour deviendra grand
Beau travail, Stéphane, c'est un problème même sur les plus gros tour, d'être géné avec la poupée.
C'est probablement pour ça qu'on a inventé des rallonge

Mais bon, quel bonheur de faire soit même
Sur ton île, tu trouve de beau "tour à pied", "tour à vélo", "tour à bateau",
Mais pour trouver un "tour à métôt", il faudra te lever teaux

Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3568
Points : 7571
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: BV25 DAMATO ...
![]() sangten Jeu 14 Juin - 5:47
sangten Jeu 14 Juin - 5:47
Je dis rien, mais j'admire. Je suis toujours subjugué par le travail du métal.
Philippe voulait dire "il faudra se lever tréteau"
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur
- Messages : 15098
Points : 20510
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: BV25 DAMATO ...
![]() c.phili Jeu 14 Juin - 6:32
c.phili Jeu 14 Juin - 6:32
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3568
Points : 7571
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Page 2 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» BV25 L - Outils
» Lubrification d'un tour BV25 L
» BV25 L - jeu important dans la commande du chariot transversal