






Répétitions d'usinage et attaches
2 participants
Page 1 sur 1

 Répétitions d'usinage et attaches
Répétitions d'usinage et attaches
![]() ET_ADSIGN Mer 30 Aoû 2023 - 10:19
ET_ADSIGN Mer 30 Aoû 2023 - 10:19
Bonjour
Si on fait une répétition d'usinage, les attaches ne sont pas reprises sur les pièces copiées. Possible de les avoir ?
J'imagine qu'une solution est de recopier la pièce autant de fois que nécessaire - ce que je faisais avant de trouver cette fonction de répétition (méthode liste de points). Comme c'est du proto, je vais sans doute devoir modifier la pièce de base qques fois, et donc si je pouvais n'en corriger qu'une, ce serait plutôt cool.
Merci
ET
Si on fait une répétition d'usinage, les attaches ne sont pas reprises sur les pièces copiées. Possible de les avoir ?

J'imagine qu'une solution est de recopier la pièce autant de fois que nécessaire - ce que je faisais avant de trouver cette fonction de répétition (méthode liste de points). Comme c'est du proto, je vais sans doute devoir modifier la pièce de base qques fois, et donc si je pouvais n'en corriger qu'une, ce serait plutôt cool.
Merci
ET

ET_ADSIGN- je prends du galon

- Messages : 82
Points : 96
Date d'inscription : 25/10/2019
Age : 52
Localisation : Belgique

Re: Répétitions d'usinage et attaches
![]() dh42 Jeu 31 Aoû 2023 - 18:05
dh42 Jeu 31 Aoû 2023 - 18:05
Salut,
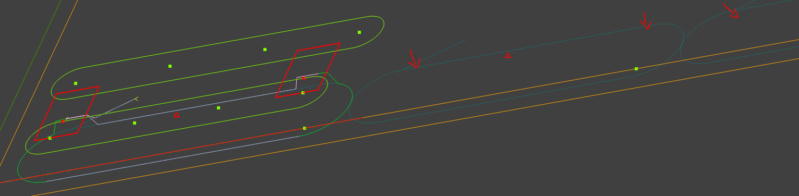
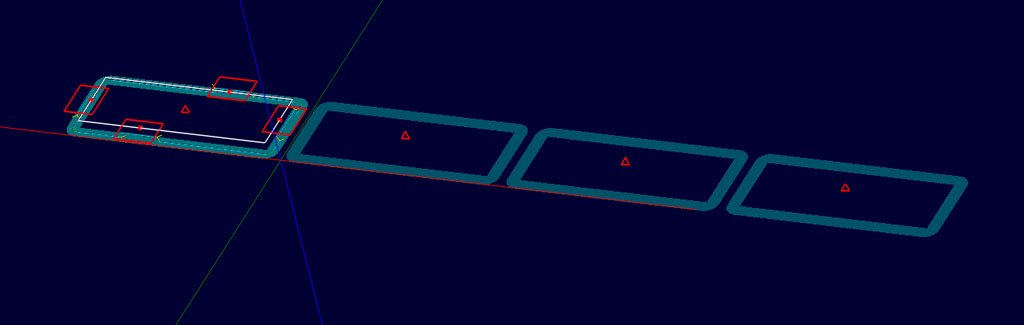
Si elles y sont, mais elles ne sont pas matérialisées sur les copies.
Sur l'image, en haut c'est l'affichage normal, et en bas, j'ai rechargé le GCode produit dans un "objet Gcode" et on voit bien que les parcours ont des attaches.

Pour avoir une meilleure vue des copies, tu peux activer l'affichage de la largeur de coupe.
++
David
Si elles y sont, mais elles ne sont pas matérialisées sur les copies.
Sur l'image, en haut c'est l'affichage normal, et en bas, j'ai rechargé le GCode produit dans un "objet Gcode" et on voit bien que les parcours ont des attaches.

Pour avoir une meilleure vue des copies, tu peux activer l'affichage de la largeur de coupe.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Répétitions d'usinage et attaches
![]() ET_ADSIGN Jeu 31 Aoû 2023 - 21:17
ET_ADSIGN Jeu 31 Aoû 2023 - 21:17
Salut David
J'ai pas osé lancer une découpe sans être certain, c'est vraiment galère de travailler des petites pièces - je compte pas celles qui volent à travers l'atelier :-(
Tu as raison, je le fais régulièrement. Par contre, je trouve que ça rend plus compliquée la lecture du trajet de l'outil - c'est pour ça que je l'avais déselectionné dans l'exemple des attaches.
Bon, ne reste plus qu'à bosser
Merci encore
ET
elles ne sont pas matérialisées sur les copies
J'ai pas osé lancer une découpe sans être certain, c'est vraiment galère de travailler des petites pièces - je compte pas celles qui volent à travers l'atelier :-(
Pour avoir une meilleure vue des copies, tu peux activer l'affichage de la largeur de coupe.
Tu as raison, je le fais régulièrement. Par contre, je trouve que ça rend plus compliquée la lecture du trajet de l'outil - c'est pour ça que je l'avais déselectionné dans l'exemple des attaches.
Bon, ne reste plus qu'à bosser
Merci encore
ET
ET_ADSIGN- je prends du galon
- Messages : 82
Points : 96
Date d'inscription : 25/10/2019
Age : 52
Localisation : Belgique
Re: Répétitions d'usinage et attaches
![]() dh42 Jeu 31 Aoû 2023 - 21:55
dh42 Jeu 31 Aoû 2023 - 21:55
c'est vraiment galère de travailler des petites pièces - je compte pas celles qui volent à travers l'atelier
LOL, vi, moi je n'aime ni les petites pièces ni les petites fraises .... quand j'ai eu ma 1ière CNc, je ne me sentais pas du tout à l'aise avec des fraises de 2
 ... et pourtant, c'est plus solide que ça en a l'air !
... et pourtant, c'est plus solide que ça en a l'air !C'est des pièces en métal ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Répétitions d'usinage et attaches
![]() ET_ADSIGN Jeu 31 Aoû 2023 - 22:23
ET_ADSIGN Jeu 31 Aoû 2023 - 22:23
C'est des pièces en métal ?
Nope, je ne fais que du bois. Pourtant il faut vraiment que je me mette au métal, déjà pour me confectionner un support de broche digne de ce nom. La plaque alu attend depuis 2 ans... Je me foutrais des baffes.
des fraises de 2... et pourtant, c'est plus solide que ça en a l'air !
J'aimerais te croire, mais les petites fraises, j'en bouffe; à mon avis, je n'ai toujours pas bien pigé le bon rapport vitesse de rotation / vitesse d'avance / profondeur de passe. J'ai lu plusieurs articles à ce sujet, la théorie, c'est bon. En pratique, je fais plus de poussière que de copeaux, ça chauffe eeeeeeeeeeeet... ça casse !
Enfin tout ça n'a pas grand chose avec les pièces qui volent

Merci pour ton aide
ET
ET_ADSIGN- je prends du galon
- Messages : 82
Points : 96
Date d'inscription : 25/10/2019
Age : 52
Localisation : Belgique
Re: Répétitions d'usinage et attaches
![]() dh42 Jeu 31 Aoû 2023 - 23:51
dh42 Jeu 31 Aoû 2023 - 23:51
En pratique, je fais plus de poussière que de copeaux, ça chauffe eeeeeeeeeeeet... ça casse !
donnes moi des infos sur tes paramètres de coupe et je te dirais si ça semble OK.
- matière à couper
- Ø et nb de dents de la fraise .... et aussi longueur qui sort de la pince, c'est important pour les petites fraises
- passe, avance, rotation, pleine matière ou pas.
- toute autre info que tu jugeras utile
Nope, je ne fais que du bois. Pourtant il faut vraiment que je me mette au métal, déjà pour me confectionner un support de broche digne de ce nom. La plaque alu attend depuis 2 ans... Je me foutrais des baffes.
Ça me rassure !, je fais pareil .... et j'ai attendu plus de 5 ans avant de tester ma PFE dans de l'alu ...

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Répétitions d'usinage et attaches
![]() ET_ADSIGN Mer 6 Sep 2023 - 12:38
ET_ADSIGN Mer 6 Sep 2023 - 12:38
donnes moi des infos sur tes paramètres de coupe et je te dirais si ça semble OK
Je ne travaille quasi plus avec de petites fraises, sauf cas spécifiques. En pleine matière, j'utilise du 8 (j'en ai pris qques unes) avec une petite surcote, puis j'affine en une passe, le plus souvent en 8 également. J'ai encore qques fraises en 3.175 mm, si nécessaire.
Par contre, je suis preneur d'info par rapport à l'alu. J'ai acheté une fraise, et je panique à l'idée de la casser en 2 secondes. L'idée est de percer une plaque alu de 20mm d'épaisseur qui servira de support de broche sur la PFE. J'ai un liquide pour refroidir le tout, à pulvériser manuellement.
La fraise est une Fraiser carbider de 6 mm. Je dois faire des perçages en 6 et en 8. Faisable ?
ET_ADSIGN- je prends du galon
- Messages : 82
Points : 96
Date d'inscription : 25/10/2019
Age : 52
Localisation : Belgique
Re: Répétitions d'usinage et attaches
![]() dh42 Mer 6 Sep 2023 - 19:12
dh42 Mer 6 Sep 2023 - 19:12
Salut,
Oui, ce qui va bien, c'est le perçage en spirale, ça dégage bien les copeaux. Par contre pour percer à 6 avec une fraise de 6, tu n'a pas le choix, c'est perçage direct, mais pas d'un seul coup, tu peux (dois) utiliser le perçage avec débourrage. Dans tous les cas, prévois un arrosage pour éviter le collage de l'alu.
Avec une fraise carbure de 6 et arrosage, tu peux prendre une Vc de 250m/min, soit une V de rotation de 13250 RPM. Pour l'avance, 0.03mm/dents, soit 800 mm/min pour une 2 dents (la moitié pour une fraise à une dent) pour contour/poches/perçage en spirale.
En perçage en direct (donc fraise de 6 pour trou de 6), c'est plus stressant pour l'outil, donc pour la vitesse de plongée, il faut y aller cool, disons que 250/300 mm/min devrait le faire, avec débourrage tous le 1mm
En perçage en spirale, un incrément de passe de 0.5mm (pas de la spire) et une vitesse d'avance corrigée pour tenir compte du fait que la vitesse sur le parcours d'outil n'est pas la même que la vitesse à la périphérie. Par exemple, pour percer en spirale un trou de 8 avec une fraise de 6 et avoir une vitesse d'avance de 800 mm/min à la périphérie, la vitesse d'avance au niveau du parcours devrait être de 200mm/min.
un plugin pour CamBam qui permet de faire ce calcul de correction d'avance.
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage
T'as pas mégoté sur l’épaisseur ! ça devrait être rigide
++
David
La fraise est une Fraiser carbider de 6 mm. Je dois faire des perçages en 6 et en 8. Faisable ?
Oui, ce qui va bien, c'est le perçage en spirale, ça dégage bien les copeaux. Par contre pour percer à 6 avec une fraise de 6, tu n'a pas le choix, c'est perçage direct, mais pas d'un seul coup, tu peux (dois) utiliser le perçage avec débourrage. Dans tous les cas, prévois un arrosage pour éviter le collage de l'alu.
Avec une fraise carbure de 6 et arrosage, tu peux prendre une Vc de 250m/min, soit une V de rotation de 13250 RPM. Pour l'avance, 0.03mm/dents, soit 800 mm/min pour une 2 dents (la moitié pour une fraise à une dent) pour contour/poches/perçage en spirale.
En perçage en direct (donc fraise de 6 pour trou de 6), c'est plus stressant pour l'outil, donc pour la vitesse de plongée, il faut y aller cool, disons que 250/300 mm/min devrait le faire, avec débourrage tous le 1mm
En perçage en spirale, un incrément de passe de 0.5mm (pas de la spire) et une vitesse d'avance corrigée pour tenir compte du fait que la vitesse sur le parcours d'outil n'est pas la même que la vitesse à la périphérie. Par exemple, pour percer en spirale un trou de 8 avec une fraise de 6 et avoir une vitesse d'avance de 800 mm/min à la périphérie, la vitesse d'avance au niveau du parcours devrait être de 200mm/min.
un plugin pour CamBam qui permet de faire ce calcul de correction d'avance.
http://www.metabricoleur.com/t16447-correction-vitesse-d-avance-pour-percage-en-spirale-filetage
L'idée est de percer une plaque alu de 20mm d'épaisseur qui servira de support de broche sur la PFE
T'as pas mégoté sur l’épaisseur ! ça devrait être rigide
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Comment préserver les attaches en usinage3D
» Gestion des attaches
» Gestion des Attaches CAMBAM
» Le mystère des attaches manquantes...
» Bizarerie au niveau des attaches
» Gestion des attaches
» Gestion des Attaches CAMBAM
» Le mystère des attaches manquantes...
» Bizarerie au niveau des attaches
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum