






Bizarerie au niveau des attaches
2 participants
Page 1 sur 1

 Bizarerie au niveau des attaches
Bizarerie au niveau des attaches
![]() MCrevot Mer 1 Nov 2017 - 17:59
MCrevot Mer 1 Nov 2017 - 17:59
Bonjour David,
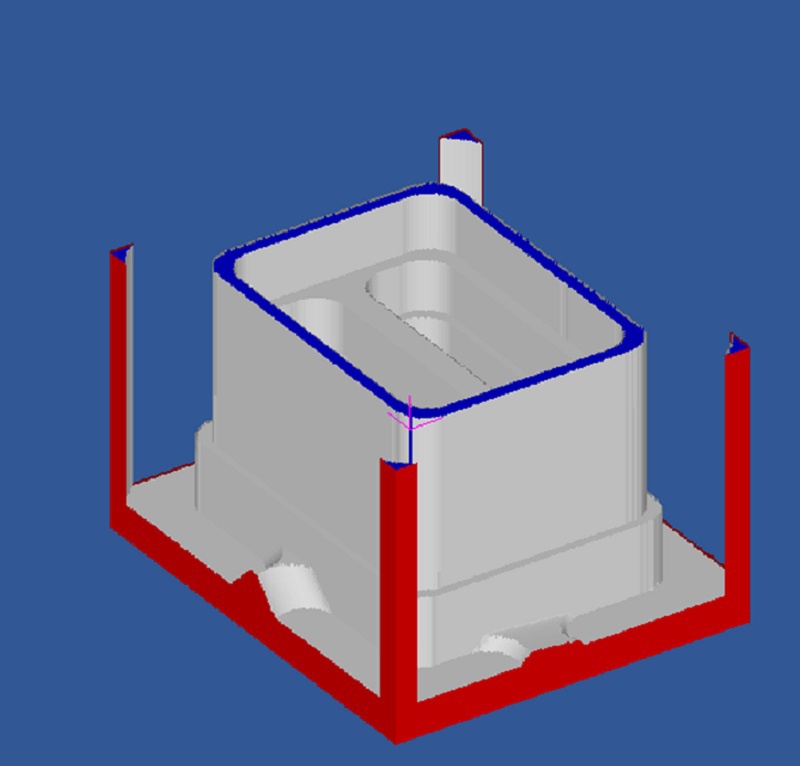
Depuis que j'ai cutviewer, j'ai l'occasion de visualiser certains de mes déboires, en voilà un nouveau :
un usinage simple, qui se termine par un contour toute profondeur, avec 3 attaches triangles ; à l'examen, 1 des 3 attaches est tronquée (celle de devant sur l'image), je ne comprends pas pourquoi (il y en a une derrière, OK) ?
Michel
ps : on voit nettement que la troncature n'est pas horizontale ...
Depuis que j'ai cutviewer, j'ai l'occasion de visualiser certains de mes déboires, en voilà un nouveau :
un usinage simple, qui se termine par un contour toute profondeur, avec 3 attaches triangles ; à l'examen, 1 des 3 attaches est tronquée (celle de devant sur l'image), je ne comprends pas pourquoi (il y en a une derrière, OK) ?
Michel
ps : on voit nettement que la troncature n'est pas horizontale ...

MCrevot- je prends du galon

- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -


Re: Bizarerie au niveau des attaches
![]() dh42 Mer 1 Nov 2017 - 18:04
dh42 Mer 1 Nov 2017 - 18:04
Salut,
Avec une troncature en pente, je pencherais pour une entrée dans la matière qui passe par la ... mais sans le fichier .cb, impossible à dire.
++
David
Avec une troncature en pente, je pencherais pour une entrée dans la matière qui passe par la ... mais sans le fichier .cb, impossible à dire.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Bizarerie au niveau des attaches
![]() MCrevot Mer 1 Nov 2017 - 18:24
MCrevot Mer 1 Nov 2017 - 18:24
Ah, excuses, j'ai encore oublié de soumettre, la voilà ... j'ai réagi comme toi, mais je ne la trouve pas, cette entrée !
Michel
Michel
- Fichiers joints

- Korry 17x12 - haut.zip Vous n'avez pas la permission de télécharger les fichiers joints.(5 Ko) Téléchargé 1 fois
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Bizarerie au niveau des attaches
![]() dh42 Mer 1 Nov 2017 - 20:27
dh42 Mer 1 Nov 2017 - 20:27
ça ne doit pas être le bon fichier ; toute les profondeurs sont à 0 dans les op et il n'y a pas non plus d'attaches de définies
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Bizarerie au niveau des attaches
![]() MCrevot Jeu 2 Nov 2017 - 11:02
MCrevot Jeu 2 Nov 2017 - 11:02
Bonjour David,
en effet ... voilà les fichiers corrects :
A l'examen, non dans cutviewer mais dans cambam, tu as raison, je vois que le phénomène résulte d'une entrée en matière en spirale, la pièce est plutôt petite, et la pente de la spirale, 5, fait que l'attache est attaquée !
A défaut de signaler dans cambam que l'attache n'est pas valide, mérite peut-être une petite alerte dans la doc ?
Encore merçi pour ton précieux support
Michel
en effet ... voilà les fichiers corrects :
A l'examen, non dans cutviewer mais dans cambam, tu as raison, je vois que le phénomène résulte d'une entrée en matière en spirale, la pièce est plutôt petite, et la pente de la spirale, 5, fait que l'attache est attaquée !
A défaut de signaler dans cambam que l'attache n'est pas valide, mérite peut-être une petite alerte dans la doc ?
Encore merçi pour ton précieux support
Michel
- Fichiers joints
- Korry 17x12 - haut.zip Vous n'avez pas la permission de télécharger les fichiers joints.(5 Ko) Téléchargé 1 fois
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Bizarerie au niveau des attaches
![]() dh42 Jeu 2 Nov 2017 - 20:39
dh42 Jeu 2 Nov 2017 - 20:39
Salut,
C'est la sortie, pas l'entrée, qui pose problème dans contour2 elle repasse en marche arrière sur l'attache.
elle repasse en marche arrière sur l'attache.
Je ne pense pas qu'une sortie en spirale (rampe) soit d'une grande utilité, au contraire, tu fais frotter la fraise sur un flanc déjà usiné. Pour ma part j'utilise des sorties tangentes de 0.1 à 0.2 mm de rayon, juste pour décoller la fraise de la matière avant de remonter. (avec un angle à 0 pour éviter une remontée en tire bouchon, totalement inutile)
Si tu veux quand même utiliser des sorties spirales, déplace ton point de départ d'usinage (et donc de fin) dans une position ou ça ne touche pas l'attache, par exemple sur le grand coté qui n'a pas d'attache. Pour ça, clique droit sur l'op d'usinage > définir le point de départ, puis clique sur le dessin à l'endroit ou placer le point de départ d'usinage (et régénère les parcours). Ensuite quand l'op est sélectionnée, il est possible de déplacer ce point à la souris en déplaçant le petit cercle rouge qui représente le point de départ.
Tu usine quoi comme matière ? si c'est de l'alu, je trouve que des attaches de 1.5mm de haut, c'est énorme ; 0.5 devrait suffire, et si c'est du bois ou du plastique, il n'y a pas vraiment besoin d'entrées dans la matière. (mais des attaches de 1 à 2mm, oui)
Plus l'attache triangulaire est "pointue" et plus l'entrée sera brutale ; il faut donc jouer avec la largeur et la hauteur de l'attache pour avoir une pente plus "cool".
Pour limiter les traces entre les niveaux d'usinage, une bonne chose c'est de faire une spirale continue en descente, avec un pas = incrément de passe. Pour ça, utilise une entrée en spirale, mais met Angle d'hélice sur 0 ; CB calculera automatiquement une spirale continue respectant l'incrément de passe, donc pas de sortie entre les niveaux d'usinage mais uniquement au dernier niveau, et une charge constante sur la fraise dès la fin du premier "tour". (exemple en PJ)
C'est aussi bien plus rapide, vu que tu économise une entrée et une sortie à chaque niveau.
Les attaches invalides sont signalées par une croix (et ne sont pas créées), mais ici elle est valide, c'est la sortie de la matière qui est mal placée.
++
David
C'est la sortie, pas l'entrée, qui pose problème dans contour2
Je ne pense pas qu'une sortie en spirale (rampe) soit d'une grande utilité, au contraire, tu fais frotter la fraise sur un flanc déjà usiné. Pour ma part j'utilise des sorties tangentes de 0.1 à 0.2 mm de rayon, juste pour décoller la fraise de la matière avant de remonter. (avec un angle à 0 pour éviter une remontée en tire bouchon, totalement inutile)
Si tu veux quand même utiliser des sorties spirales, déplace ton point de départ d'usinage (et donc de fin) dans une position ou ça ne touche pas l'attache, par exemple sur le grand coté qui n'a pas d'attache. Pour ça, clique droit sur l'op d'usinage > définir le point de départ, puis clique sur le dessin à l'endroit ou placer le point de départ d'usinage (et régénère les parcours). Ensuite quand l'op est sélectionnée, il est possible de déplacer ce point à la souris en déplaçant le petit cercle rouge qui représente le point de départ.
Tu usine quoi comme matière ? si c'est de l'alu, je trouve que des attaches de 1.5mm de haut, c'est énorme ; 0.5 devrait suffire, et si c'est du bois ou du plastique, il n'y a pas vraiment besoin d'entrées dans la matière. (mais des attaches de 1 à 2mm, oui)
Plus l'attache triangulaire est "pointue" et plus l'entrée sera brutale ; il faut donc jouer avec la largeur et la hauteur de l'attache pour avoir une pente plus "cool".
Pour limiter les traces entre les niveaux d'usinage, une bonne chose c'est de faire une spirale continue en descente, avec un pas = incrément de passe. Pour ça, utilise une entrée en spirale, mais met Angle d'hélice sur 0 ; CB calculera automatiquement une spirale continue respectant l'incrément de passe, donc pas de sortie entre les niveaux d'usinage mais uniquement au dernier niveau, et une charge constante sur la fraise dès la fin du premier "tour". (exemple en PJ)
C'est aussi bien plus rapide, vu que tu économise une entrée et une sortie à chaque niveau.
A défaut de signaler dans cambam que l'attache n'est pas valide, mérite peut-être une petite alerte dans la doc ?
Les attaches invalides sont signalées par une croix (et ne sont pas créées), mais ici elle est valide, c'est la sortie de la matière qui est mal placée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Bizarerie au niveau des attaches
![]() MCrevot Ven 3 Nov 2017 - 12:30
MCrevot Ven 3 Nov 2017 - 12:30
Bonjour David,
je te remercie, tout ça est très clair, je vais adopter les pratiques que tu recommandes.
Dans le cas présent, j'usine du pvc ou du pom, c'est vrai que l'entrée est superflue ; sinon, j'usine pas mal d'alu (2017, 7075), et là mes attaches triangulaires mesurent 2 de large et 1 de haut, mais je plonge 5/10 en dessous du brut ...
Une dernière question, tu dis sortir en tangence des attaches, je présume ça veut dire que pour le contour concerné tu utilises une largeur d'usinage égale au diamètre de la fraise + le rayon de tangence ?
Michel
-
je te remercie, tout ça est très clair, je vais adopter les pratiques que tu recommandes.
Dans le cas présent, j'usine du pvc ou du pom, c'est vrai que l'entrée est superflue ; sinon, j'usine pas mal d'alu (2017, 7075), et là mes attaches triangulaires mesurent 2 de large et 1 de haut, mais je plonge 5/10 en dessous du brut ...
Une dernière question, tu dis sortir en tangence des attaches, je présume ça veut dire que pour le contour concerné tu utilises une largeur d'usinage égale au diamètre de la fraise + le rayon de tangence ?
Michel
-
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Bizarerie au niveau des attaches
![]() dh42 Ven 3 Nov 2017 - 19:26
dh42 Ven 3 Nov 2017 - 19:26
Salut,
Pas des attaches, du contour lui même ; pour les attaches j'utilise des triangulaire.
Je n'usine pas plus large ; lors de la sortie tangente, la fraise mange un bout coté chute, c'est tout.
Pour ça, bien sûr, la fraise doit avoir une longueur taillée suffisante pour usiner sur toute la hauteur et il ne faut pas faire une sortie de plus de 0.1 à 0.2 mm.
++
David
Une dernière question, tu dis sortir en tangence des attaches, je présume ça veut dire que pour le contour concerné tu utilises une largeur d'usinage égale au diamètre de la fraise + le rayon de tangence ?
Pas des attaches, du contour lui même ; pour les attaches j'utilise des triangulaire.
Je n'usine pas plus large ; lors de la sortie tangente, la fraise mange un bout coté chute, c'est tout.
Pour ça, bien sûr, la fraise doit avoir une longueur taillée suffisante pour usiner sur toute la hauteur et il ne faut pas faire une sortie de plus de 0.1 à 0.2 mm.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» usinage trochoïdal , encore une bizarerie dans le trajet outil
» Gestion des attaches
» Le mystère des attaches manquantes...
» Répétitions d'usinage et attaches
» Gestion des Attaches CAMBAM
» Gestion des attaches
» Le mystère des attaches manquantes...
» Répétitions d'usinage et attaches
» Gestion des Attaches CAMBAM
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum