






correcteur d'outils????
3 participants
Page 1 sur 1

 correcteur d'outils????
correcteur d'outils????
![]() AIRPOPCIE Mer 7 Sep 2022 - 12:41
AIRPOPCIE Mer 7 Sep 2022 - 12:41
bonjour, je viens de réaliser un support en bois pour y stocker des tarauds, fraises et autres.
J'ai relevé le diamètre de chaque pièce et j'ai ajouté 3/10eme pour que l'insertion soit '' juste gras''.
Après l'usinage je me suis aperçu que mes trous étaient ''trop juste''.
J'ai modifié l'échelle X et Y à 1.0025 en ayant décalé mon origine X-Y d'autant.
le 2eme usinage a ''pris'' de la matière mais pas forcement concentrique ( à cause sans doute du mauvais décalage de mon origine.
Il y a longtemps que je voudrais métriser ce type de problème. sans refaire le Gcode en diminuant le diamètre de la fraise dans la liste d'outils, y as t-il possibilité d'introduire une correction d'outils qui avec une nouvelle passe me donneras le bon diamètre?..
Lorsque j'avais fais un découpage circulaire avec l'origine au centre du cercle, j'ai modifié le facteur d'échelle de quelques centièmes et en refaisant une passe j'ai obtenu le bon diamètre même si la reprise ne s'est pas faite de la même épaisseur sur tout le pourtour.
Merci de me dire s'il exista une solution.
J'ai relevé le diamètre de chaque pièce et j'ai ajouté 3/10eme pour que l'insertion soit '' juste gras''.
Après l'usinage je me suis aperçu que mes trous étaient ''trop juste''.
J'ai modifié l'échelle X et Y à 1.0025 en ayant décalé mon origine X-Y d'autant.
le 2eme usinage a ''pris'' de la matière mais pas forcement concentrique ( à cause sans doute du mauvais décalage de mon origine.
Il y a longtemps que je voudrais métriser ce type de problème. sans refaire le Gcode en diminuant le diamètre de la fraise dans la liste d'outils, y as t-il possibilité d'introduire une correction d'outils qui avec une nouvelle passe me donneras le bon diamètre?..
Lorsque j'avais fais un découpage circulaire avec l'origine au centre du cercle, j'ai modifié le facteur d'échelle de quelques centièmes et en refaisant une passe j'ai obtenu le bon diamètre même si la reprise ne s'est pas faite de la même épaisseur sur tout le pourtour.
Merci de me dire s'il exista une solution.


AIRPOPCIE- très actif

- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: correcteur d'outils????
![]() bilou(te) Mer 7 Sep 2022 - 13:09
bilou(te) Mer 7 Sep 2022 - 13:09
Bonjour
Pour moi (pas expert en CNC d'usinage), si tu changes tes facteurs d'échelle, c'est bon pour le trou qui est centré sur l'origine uniquement.
Par contre, tu vas décaler tes trous au fur et à mesure (et donc ne pas prendre autant de matière tout autour), voire même, à l'extrème, repercer à côté
Il vaut mieux indiquer un outil plus petit (en gardant le même outil dans la broche bien sûr), le logiciel va augmenter le diamètre de la trajectoire et tu auras un trou plus grand. Si tu as un outil de 5 et que tu indiques un outil de 4, ton alésage sera 1mm plus grand en diamètre.
A mon avis, le facteur d'échelle est à ne pas toucher après réglage de la machine, sinon, c'est un risque de se tromper quelque part.
Pour moi (pas expert en CNC d'usinage), si tu changes tes facteurs d'échelle, c'est bon pour le trou qui est centré sur l'origine uniquement.
Par contre, tu vas décaler tes trous au fur et à mesure (et donc ne pas prendre autant de matière tout autour), voire même, à l'extrème, repercer à côté
Il vaut mieux indiquer un outil plus petit (en gardant le même outil dans la broche bien sûr), le logiciel va augmenter le diamètre de la trajectoire et tu auras un trou plus grand. Si tu as un outil de 5 et que tu indiques un outil de 4, ton alésage sera 1mm plus grand en diamètre.
A mon avis, le facteur d'échelle est à ne pas toucher après réglage de la machine, sinon, c'est un risque de se tromper quelque part.

bilou(te)- complétement accro

- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: correcteur d'outils????
![]() dh42 Mer 7 Sep 2022 - 13:35
dh42 Mer 7 Sep 2022 - 13:35
Salut,
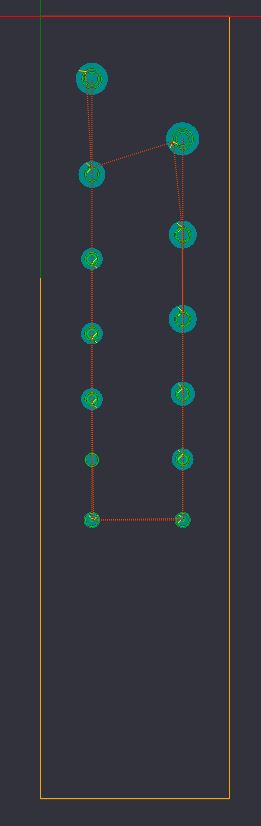
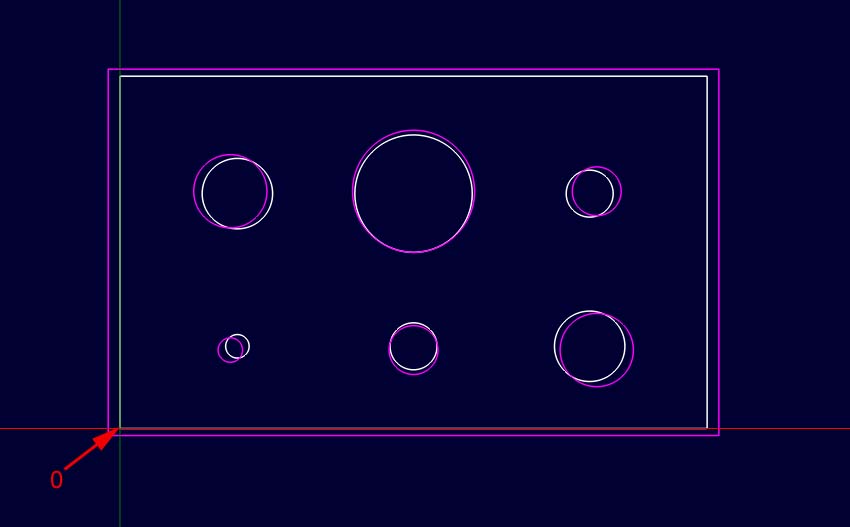
Je confirme ! ici, j'ai augmenté l'échelle de l'ensemble, puis décalé l'ensemble de la moitié de la correction en X et Y pour que les rectangles soient "concentriques" ... et comme tu peux voir les trous ne sont plus alignés.
Quand à changer le Ø d'outil sans refaire le GCode, c'est possible à condition que ton GCode ai été fait pour, c.a.d. que ton contour soit programmé SANS correction d'outil dans la FAO et que les instructions G41 ou G42 soient utilisées ; dans ce cas c'est le Ø de l'outil dans la biblio Mach3 qui sera utilisé pour calculer le décalage, et c'est Mach3 qui fera la compensation par rapport au contour sans correction fourni par la FAO. Il faut donc que ta FAO gère les G41/42. (ce n'est pas le cas de CamBam)
Note que ça fonctionne pour les contours mais pas pour les poches.
http://www.metabricoleur.com/t2742-prog-iso-fonctions-avancees-de-g-code-mach3
++
David
Pour moi (pas expert en CNC d'usinage), si tu changes tes facteurs d'échelle, c'est bon pour le trou qui est centré sur l'origine uniquement.
Je confirme ! ici, j'ai augmenté l'échelle de l'ensemble, puis décalé l'ensemble de la moitié de la correction en X et Y pour que les rectangles soient "concentriques" ... et comme tu peux voir les trous ne sont plus alignés.

Quand à changer le Ø d'outil sans refaire le GCode, c'est possible à condition que ton GCode ai été fait pour, c.a.d. que ton contour soit programmé SANS correction d'outil dans la FAO et que les instructions G41 ou G42 soient utilisées ; dans ce cas c'est le Ø de l'outil dans la biblio Mach3 qui sera utilisé pour calculer le décalage, et c'est Mach3 qui fera la compensation par rapport au contour sans correction fourni par la FAO. Il faut donc que ta FAO gère les G41/42. (ce n'est pas le cas de CamBam)
Note que ça fonctionne pour les contours mais pas pour les poches.
http://www.metabricoleur.com/t2742-prog-iso-fonctions-avancees-de-g-code-mach3
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: correcteur d'outils????
![]() AIRPOPCIE Mer 7 Sep 2022 - 14:40
AIRPOPCIE Mer 7 Sep 2022 - 14:40
ok donc tu me confirme qu'il n'y a pas de correcteur d'outils dans Mach3 comme je l'avais dans les CNC industrielles que j'utilisais dans l'industrie.
Dans mon cas la solution consiste à augmenter le diamètre de mes trous dans CamBam et de refaire un gcode puis relancer un usinage sans avoir démonté le brut.
Merci pour les réponses
Dans mon cas la solution consiste à augmenter le diamètre de mes trous dans CamBam et de refaire un gcode puis relancer un usinage sans avoir démonté le brut.
Merci pour les réponses
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: correcteur d'outils????
![]() bilou(te) Mer 7 Sep 2022 - 14:42
bilou(te) Mer 7 Sep 2022 - 14:42
En dehors de ton problème de programmation, sais-tu pourquoi les pièces ne rentrent pas ? tu as dessiné trop petit, pas pris assez de marge ? Ou alors ton outil fait un peu moins que prévu ?
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: correcteur d'outils????
![]() dh42 Mer 7 Sep 2022 - 14:56
dh42 Mer 7 Sep 2022 - 14:56
AIRPOPCIE a écrit:ok donc tu me confirme qu'il n'y a pas de correcteur d'outils dans Mach3 comme je l'avais dans les CNC industrielles que j'utilisais dans l'industrie.
Ce n'est pas ce que j'ai dit ! ; il y a des correcteurs d'outils dans Mach3 mais ils nécessitent que le GCode soit fait pour les utiliser, c'est CamBam qui ne sait pas faire ce type de GCode avec correcteurs d'outils, mais tu peux toujours le faire/éditer à la main si tu maitrise les correcteurs d'outils (dans ce cas, il faudra produire un parcours sans compensation via Cambam, par exemple en utilisant une op de gravure, ou un contour avec un Ø d'outil à 0, puis ajouter les G41/42 et calculer la position d’accostage manuellement)
Mach3 Mill
10.7.13 Cutter Radius Compensation - G40, G41, and G42
To turn cutter radius compensation off, program G40. It is OK to turn compensation off when it is already off.
Cutter radius compensation may be performed only if the XY-plane is active.
To turn cutter radius compensation on left (i.e., the cutter stays to the left of the programmed path when the tool radius is positive), program G41 D~ To turn cutter radius compensation on right (i.e., the cutter stays to the right of the programmed path when the tool radius is positive), program G42 D~ The D word is optional; if there is no D word, the radius of the tool currently in the spindle will be used. If used, the D number should normally be the slot number of the tool in the spindle, although this is not required. It is OK for the D number to be zero; a radius value of zero will be used.
G41 and G42 can be qualified by a P-word. This will override the value of the diameter of the tool (if any) given in the current tool table entry.
It is an error if:
¨ the D number is not an integer, is negative or is larger than the number of carousel slots,
¨ the XY-plane is not active,
¨ cutter radius compensation is commanded to turn on when it is already on.
The behavior of the machining system when cutter radius compensation is ON is described in the chapter of Cutter Compensation (chapitre 9-1). Notice the importance of programming valid entry and exit moves.
Dans mon cas la solution consiste à augmenter le diamètre de mes trous dans CamBam et de refaire un gcode puis relancer un usinage sans avoir démonté le brut.
C'est ça. Mais le plus simple c'est de ne pas toucher au Ø de tes trous, ni à celui de la fraise, mais d'utiliser la propriété "surépaisseur" de ton op de contour ; une valeur de surépaisseur négative enlèvera plus de matière ; par exemple si surépaisseur = -0.1, ça coupera 0.1mm de matière en plus tout le tour (est si la surépaisseur est positive, ça laissera du rab de matière, pour la finition par exemple)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum