






Vitesse de tournage

 Vitesse de tournage
Vitesse de tournage
![]() bidoux Sam 31 Oct 2009 - 10:40
bidoux Sam 31 Oct 2009 - 10:40
Quelqu'un possède t-il une astuce rapide pour connaitre la vitesse à donner à un tour à métaux?
merci d'avance
Bidoux

bidoux- petit nouveau

- Messages : 15
Points : 25
Date d'inscription : 29/10/2009
Age : 78
Localisation : Bretagne à proximité de lorient

Re: Vitesse de tournage
![]() Zarkann Sam 31 Oct 2009 - 22:28
Zarkann Sam 31 Oct 2009 - 22:28
Oui la formule d'atelier est: N = (300 * Vc) / D
La vrai formule est : N= = (Vc.1 000)/(3,14.D)
N = Tours / min
Vc = Vitesse de coupe
D= Diamètre a usiner
Ex:
pour une vitesse de coupe (Vc) de 200 mètre par minute et un diamètre de 100 mm :
- avec la formule d'atelier on trouve 600 t/ min
- avec la vrai formule 636 t/min
Pour les vitesses de coupe il me semble que j'avais fait un tutoriel sur le sujet ( avoir dans les tuto ici
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -

Re: Vitesse de tournage
![]() dh42 Sam 31 Oct 2009 - 22:33
dh42 Sam 31 Oct 2009 - 22:33
un moyen rapide de calculer la vitesse: 318 x V / D
ou V = Vitesse de coupe et D diamètre de la pièce
avec outils HSS: Acier V= 10 à 20 m/min (15 acier dur, 20 tendre)
Alu. V = 100 m/min
avec outils carbures: Acier V = 30 à 100 m/min
Alu. V = 200 à 300 m/min (si le tour veux bien tourner aussi vite !!)
En principe, plus c'est dur et plus il faut tourner doucement ; sauf pour les plastiques, une vitesse trop élevée, et ça fond
Voici un abaque que tu peux mettre à coté de ton tour.
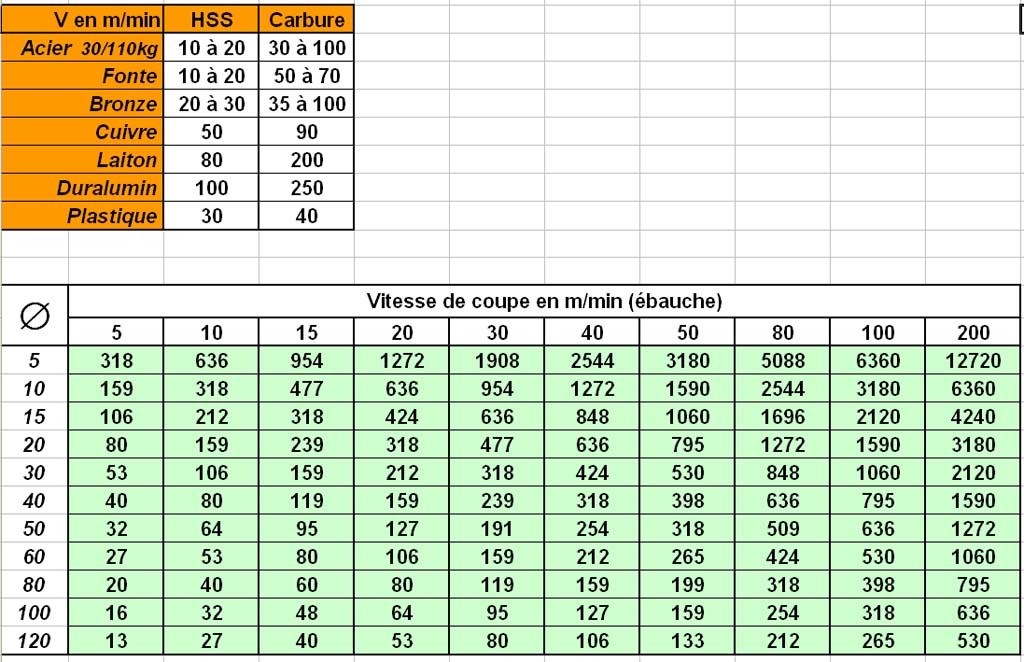
Clique sur l'image pour la voir en entier
Pense aussi à changer la vitesse de rotation au fur et à mesure que le Ø de ta pièce diminue.
J'espère que ça pourra t'aider.
++
David
Dernière édition par dh42 le Mar 29 Jan 2013 - 21:58, édité 1 fois

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Vitesse de coupe
![]() bidoux Dim 1 Nov 2009 - 10:09
bidoux Dim 1 Nov 2009 - 10:09
Merci pour ce tableau que je vais m'empresser de mettre sous plastic à côté de mon tour
Cordialement
Kénavo
Bidoux
bidoux- petit nouveau
- Messages : 15
Points : 25
Date d'inscription : 29/10/2009
Age : 78
Localisation : Bretagne à proximité de lorient
Vitesse
![]() koujo Mar 29 Jan 2013 - 21:52
koujo Mar 29 Jan 2013 - 21:52
A l'école, il y a très longtemps, on m'a appris:
V+PI/D/N
V= Vitesse
PI=3.14
D=diamètre
N= nombre de tours

koujo- je prends du galon

- Messages : 67
Points : 234
Date d'inscription : 18/01/2013
Localisation : Uffheim
Vitesse
![]() Invité Mar 29 Jan 2013 - 22:29
Invité Mar 29 Jan 2013 - 22:29
et comme beaucoup de personne, les années passant, tu ne te rapelle plus des unités de V, D ,N

à + Lulu

Invité- Invité
Re: Vitesse de tournage
![]() obx54 Mer 5 Fév 2014 - 15:52
obx54 Mer 5 Fév 2014 - 15:52
La formule 318 x V/D est simple à utiliser, mais quelques questions...
- La formule reste la même quelque soit l'opération ? c'est à dire chariotage, dressage, tronçonnage ?
-Qu'en est il du perçage ? Tant que le diamètre de la pièce reste le même, la vitesse ne change pas ? Donc pour une même pièce, que je perce à 4mm ou à 16mm la vitesse n'est pas à changer ?
-Et de l'alésage avec alésoir ? la formule est la même ? Par exemple je veux aléser à 6mm un trou (de 5,8mm) dans une pièce de 16mm (acier tendre donc V=20 m/min). La formule m'indique 318 x 20/16, soit N= 397 t/min. Mais cela ne fait il pas un peu rapide pour un alésoir ?
Merci de votre aide !
Ob

obx54- posteur Régulier

- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() gaetan 16 Mer 5 Fév 2014 - 18:01
gaetan 16 Mer 5 Fév 2014 - 18:01
Tronçonnage, non, il faut baisser un peu la vitesse; tout dépend de la matiere.
Le mieux, c'est de se mettre en harnais, et de tourner pas trop vite, genre 500 tours.
Pour l'alésoir, suivant ta pièce, t'embetes pas a le faire au tour.
Tu peux monter l'alésoir sur une perçeuse a colonne, et tu passes ta pièce a la main. Ca marche très
bien. Sinon au tout, 400 tr convient, avec un peu huile de coupe.
Enfin si tu perces a 4 mm tu dois tourner assez vite, entre 900 et 1200 tr voir plus si c'est du plastique.
Par contre, un foret diametre 16, la formule fonctionne. Plus tu perçera gros, plus la vitesse diminuera.
Tout dépend de la matiere aussi.
ATTENTION, le bronze ou laiton a perçer est plus chiant car il avale le foret.

gaetan 16- très actif

- Messages : 368
Points : 725
Date d'inscription : 27/11/2012
Age : 41
Localisation : Charente
Re: Vitesse de tournage
![]() obx54 Mer 5 Fév 2014 - 18:27
obx54 Mer 5 Fév 2014 - 18:27
C'est plus clair. Surtout pour le perçage au tour.
Le souci avec l'alésoir avec la perçeuse à colonne, c'est que c'est trés difficile de positionner la pièce pré-perçée au tour exactement dans l'axe du mandrin de la pàc, tandis qu'au tour, c'est automatique.
Merci !
Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() mickael35701 Mer 5 Fév 2014 - 18:31
mickael35701 Mer 5 Fév 2014 - 18:31

mickael35701- très actif
- Messages : 364
Points : 771
Date d'inscription : 29/01/2014
Age : 53
Localisation : rennes
Re: Vitesse de tournage
![]() dh42 Mer 5 Fév 2014 - 19:29
dh42 Mer 5 Fév 2014 - 19:29
La formule est toujours la même mais V change:
- en perçage (au tour ou pas), comme en fraisage, le Ø servant au calcul n'est plus celui de la pièce, mais de l'outil.
- en perçage au tour, il faut débourrer souvent, car le foret ne tournant pas, il a du mal à évacuer les copeaux.
- La vitesse de coupe (V en m/min) varie en fonction de la matière et de l'opération à effectuer.
Exemple, dans de l'acier 'ordinaire' (50kg), la V de coupe est de 30m/min en tournage (chariotage outil HSS), mais tu devra la réduire de 50% en tronçonnage, usinage de gorges, usinages intérieurs (cause flexion de l'outil)
pour un même acier avec usinage à l'outil HSS (+ lubrif), tu utilisera 30 m/min en chariotage, 25 m/min en perçage, 12.5 en alésage
des infos ici
http://robert.cireddu.free.fr/Ressources/Prod/Generation%20de%20surfaces/index.htm
Note que les valeurs données sont des valeurs de production et avec lubrification, tu peux aisément les réduire de 20% pour économiser les outils.
Les outils en acier rapide (HSS) s'utilisent toujours avec lubrification dans l'acier et la fonte. (si impossible de lubrifier, réduire V de 30% au moins)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Mer 2 Juil 2014 - 11:03
obx54 Mer 2 Juil 2014 - 11:03
J'ai quelques questions au sujet des vitesse de coupe & d'avance... Et plutôt que d'ouvrir un post,je continue sur la lancée comme c'est en rapport...
Voilà, selon ce tableau :
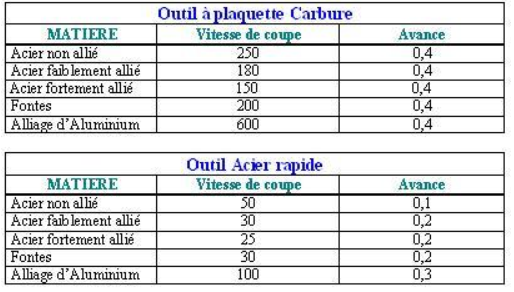
Par exemple, pour un tournage (chariottage) d'un diamètre de 40mm dans de l'acier faiblement allié (C45K) avec donc une avance de 0,4 mm/tr avec un outil à plaquette carbure (donc Vc= 180), ma vitesse (fréquence) de rotation N sera donc :
N=(1000x180)/(3,14x40) = 180000/125,6 = 1433 tr/min
Je pense que ça c'est ok (j'espere), par contre maintenant, au niveau de l'avance, je comprend pas vraiment bien...
Selon la formule pour l'avance:
A=axZxN
A en metre/minute
a en mm/tour de broche
Z le nombre de dents
N tour de broche/minute
Ca me fais une avance idéale de : A= 0,4 x 1 x 1433 = 573,2 metres par minute.
Suis je encore correct dans mon raisonnement ?
Seulement, là ou je coince, c'est dans le réglage au niveau du tour (un CQ9332). Voici un apercu du tableau de la notice:
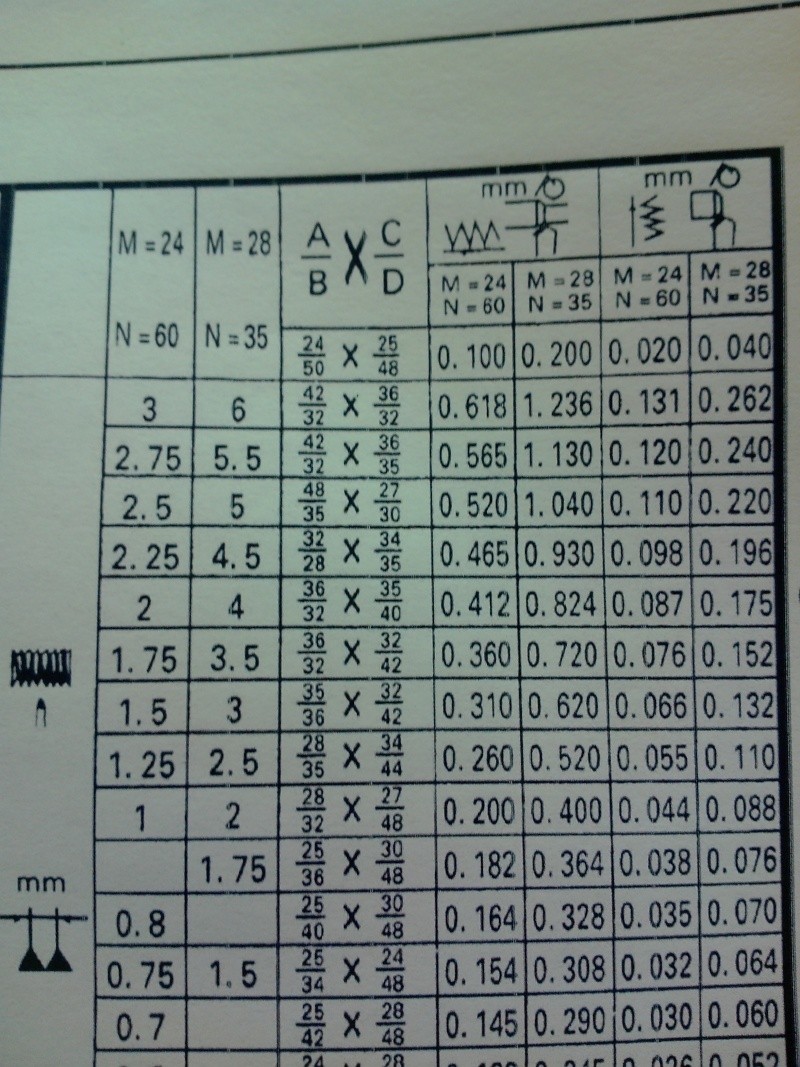
Et je ne sais pas quelle configuration choisir pour changer mes pignons ? Les mesures sont données en mm par rotation de la vis mère. Du coup je ne sais pas quoi choisir ! mon calcul d'avance de 572,2 mètres par minutes, je le retrouve ou dans ce tableau ?
Il y a comme un truc qui m'échappe, une conversion ou je ne sais pas ?... Comment je fais pour prendre l'avance correcte ??
Mille merci pour votre aide si précieuse !
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() yves40160 Mer 2 Juil 2014 - 18:58
yves40160 Mer 2 Juil 2014 - 18:58
comme mes cours usinages sont bien loin, je regarde sur YouTube
Voilà une vidéo , qui pourrait te donner un coup de main .....
@+ Yves

yves40160- acharné du forum

- Messages : 450
Points : 900
Date d'inscription : 12/11/2013
Age : 55
Re: Vitesse de tournage
![]() dh42 Mer 2 Juil 2014 - 21:03
dh42 Mer 2 Juil 2014 - 21:03
au niveau de l'avance, je comprend pas vraiment bien...
Selon la formule pour l'avance:
A=axZxN
Oui, c'est normal, ça c'est pour le fraisage, pas le tournage. Le pb en fraisage c'est que le nombre de dent de la fraise est variable, alors qu'en tournage il n'y a toujours qu'une "dent" il faut donc calculer l'avance en fonction du nb de dents, et sur une fraiseuse les avances et la rotation ne sont donc pas liées mécaniquement ; il faut donc recalculer l'avance à chaque changement de vitesse.
En tournage l'avance et la rotation sont liées (mécaniquement), donc on ne parle pas en avance/dent, mais en avance/tour. Sur le tour, une fois que tu a réglé cette avance, tu n'a plus besoin d'y toucher même si tu change de vitesse.
En pratique en tournage, en ébauche on prends une avance/tour maxi = 1/2 du rayon de la plaquette. Par exemple si tu à des plaquettes avec un rayon de 0.2, tu prendra une avance de 0.1mm/tour pour l'ébauche.
En finition, il faut bien sur réduire cette avance/tour pour avoir des "sillons" plus serrés et donc un meilleur état de surface. Attention toutefois avec les plaquettes, il ne faut pas non plus avoir une avance trop fine, sinon ça coupe mal, mais tu peux descendre à 1/4, voir 1/8 du r de la plaquette.
On s'en aperçois (que l'avance est trop lente) lorsque il y a des différences d'apparence au long de l'usinage (en chariotage) ; par endroit la pièce à des traces d'outils, comme s'il rentrait plus profondément, à d'autres elles est brillante et dure, comme si le métal avait été compressé ; et c'est le cas en fait.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Mer 2 Juil 2014 - 21:28
obx54 Mer 2 Juil 2014 - 21:28
Merci David pour les infos. D'accord, donc cette formule est valable pour le fraisage. Quelque soit le diametre de la pièce et la vitesse de rotation, l'avance ne change que si il s'agit de finition ou d'ébauche. okay !
Donc, dans mon cas, pour l'ébauche, je prend 1/2 du rayon de la plaquette (c'est une CCMT avec un rayon de 0,4 mm), donc -> 0,2.
Pour la finition: 1/4 du rayon de la plaquette, ça me donne 0,1. (voir 0,05 pour 1/8 du rayon, ce qui est trop peu je suppose, dans ce cas c'est au dela du copeau minimum).
Bien compris !! Merci merci !
Une petite question: je m'initie au filetage, qui est en rapport avec le pas de la vis mère. Or je ne connais pas le pas, nul part dans la notice (en anglais) ni sur le net. Quand je mesure directement, j'ai un pas de 3mm. Et ce que quelqu'un peut me confirmer que la vis mère d'un CQ9332 a bien un pas de 3 ?
En tout cas, merci mille fois ! Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() dh42 Mer 2 Juil 2014 - 21:50
dh42 Mer 2 Juil 2014 - 21:50
Pour le pas de la vis mère de ton tour, je ne sais pas ; mais à part si tu te sert de l'appareil à retomber dans le pas, tu n'a pas vraiment besoin de le savoir.
Si tu veux faire un pas de 1.5 par exemple, tu règle simplement à 1.5 par rapport à ton tableau (coté gauche). ici M-24 dents N - 60 dents et ABCD 35/36/32/42 ( ou M - 28 N - 35. et ABCD 25/34/24/48 ) et il doit y avoir un levier qui permet d'engager la vise mère au niveau du trainard (et peut être aussi sur le panneau de commande pour commuter l’entrainement vis mère / barre de chariotage s'il y en a une )
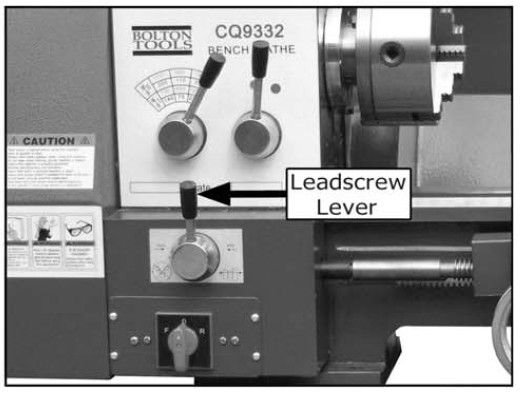
Des photos du panneau de commande complet et des manettes vers le trainard pourraient être utiles pour mieux comprendre les réglages disponibles.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Jeu 3 Juil 2014 - 12:46
obx54 Jeu 3 Juil 2014 - 12:46
Je n'ai pas d'appareil à retomber dans le pas et pas de barre de chariotage. Pour un pas de 1,5 (filetage M10), comme tu dis, je règle comme suit:

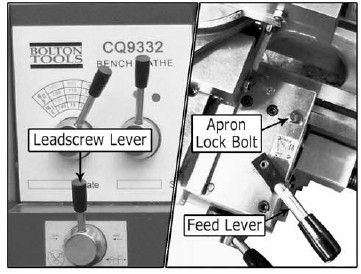
Ensuite je sélectionne le sens de coupe (de la poupée mobile à la poupée fixe) avec le 'leadscrew lever' vers la gauche:
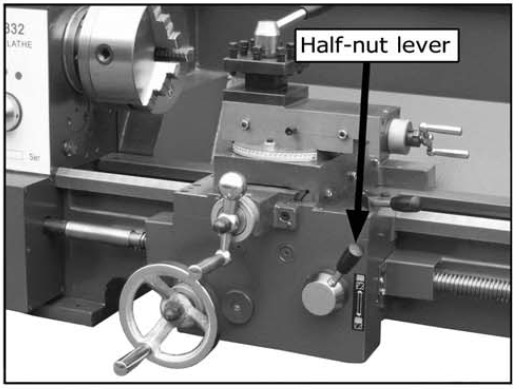
Ensuite j'enclenche le 'half-nut lever' (vers le bas):
Après avoir correctement mis en place l'outil, je met en route le tour et j'enclenche l'avance automatique ('feed lever') pour la première passe:
Suis-je correct jusque là ? Ensuite, je ne sais pas trop... Je désenclenche l'avance automatique (?), je repositionne l'outil à quelques cm de la pièce, et lance la deuxième passe (?)... et ainsi de suite jusqu'à la dernière passe ?
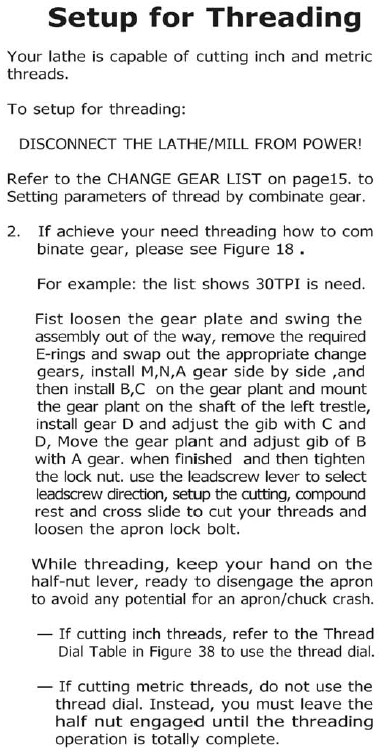
Pour info, extrait de la doc :
Encore merci pour les infos ! Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() dh42 Jeu 3 Juil 2014 - 16:07
dh42 Jeu 3 Juil 2014 - 16:07
Ensuite, je ne sais pas trop... Je désenclenche l'avance automatique (?)
Non, surtout pas, sinon tu ne retombera pas dans le pas.
- juste un peu avant la fin du filet, tu désengage l'outil tout en arrêtant la rotation, sans débrayer l'avance. Pour ça, un frein de broche est plus qu'utile.
- une fois l'outil désengagé, te te met en marche arrière et tu laisse le trainard retourner au debut du filetage, et même un peu plus loin, puis tu arrête la rotation.
- suivant la méthode de filetage choisie (pénétration à 30° ou flancs alternés), tu règle ta profondeur pour la nouvelle passe (avec le chariot porte outil en pénétration 30°, ou avec le chariot porte outil + l'axe X en flanc alternés)
- tu remet en marche avant et tu démarre le moteur.
Tu ne dois pas désengager l'avance tant que le filetage n'est pas terminé.
Entraine toi sur des filetages qui ne finissent pas sur un épaulement, car arrêter l'outil pile au bon endroit nécessite un peu d'entrainement, et si il y a un épaulement et que tu te rate pour l'arrêt, tu casse l'outil ..
++
David
Dernière édition par dh42 le Ven 4 Juil 2014 - 14:59, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Jeu 3 Juil 2014 - 17:08
obx54 Jeu 3 Juil 2014 - 17:08
Je pensai qu'on ne devait pas couper le moteur ni le mettre en marche avec l'avance embrayée... eh ben je ne risquai pas d'y arriver
Grâce à tes explications, c'est beaucoup plus clair maintenant. Il n'y a plus qu'à s'entrainer.

Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() dh42 Jeu 3 Juil 2014 - 22:01
dh42 Jeu 3 Juil 2014 - 22:01
Tu n'a pas à te soucier des modèles de plaquettes si tu n'a pas ce genre d'outil ; quand aux V de coupe, c'est infaisable en manuel ; utilise la plus basse vitesse de rotation que tu à pour débuter ; dans les 100 tr/min maxi ... et met de l'huile, c'est indispensable !
http://www.metabricoleur.com/t235-calcul-des-passes-pour-filetage-au-tour#1448
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Ven 4 Juil 2014 - 12:09
obx54 Ven 4 Juil 2014 - 12:09
Extra ce logiciel ! vraiment génial, y a de quoi s'amuser !
Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() obx54 Mer 9 Juil 2014 - 11:19
obx54 Mer 9 Juil 2014 - 11:19
Euh, question bête, en chariotage quand on parle de passe minimum de 0,2 mm, il faut bien se baser sur le vernier n'est-ce pas (et non pas sur le diamètre réelle de la pièce) ? c'est à dire, prendre 4 graduations (sur un vernier par 0,05) ou au contraire se baser sur le diam de la pièce et donc prendre 2 graduations sur le vernier ?
Merci ! Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() dh42 Mer 9 Juil 2014 - 15:23
dh42 Mer 9 Juil 2014 - 15:23
Euh, question bête, en chariotage quand on parle de passe minimum de 0,2 mm il faut bien se baser sur le vernier n'est-ce pas (et non pas sur le diamètre réelle de la pièce) ?
Oui, si on parle de passe, mais si tu fais référence à ce que j'ai dis plus haut ..
dh42 a écrit:En pratique en tournage, en ébauche on prends une avance/tour maxi = 1/2 du rayon de la plaquette. Par exemple si tu à des plaquettes avec un rayon de 0.2, tu prendra une avance de 0.1mm/tour pour l'ébauche.
il ne s'agit pas de la profondeur de passe, mais de l'avance par tour (donc sur l'autre axe) ; c'est le réglage que tu fais avec les pignons/leviers en fonction de ton tableau d'avance.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de tournage
![]() obx54 Jeu 10 Juil 2014 - 0:25
obx54 Jeu 10 Juil 2014 - 0:25
Oui cela concerne l'avance.C'est bien plus clair maintenant.
Pour ce qui est des passes de finition: la 'règle' est de prendre le rayon de la plaquette n'est ce pas ? en dessous, c'est le copeau mini si j'ai bien suivi.
Donc, pour une CCMT (avec un rayon de 0,4), pour mes deux dernières passe, je prends 0,4 sur le vernier (soit 8 graduations sur mon vernier par 0,05). N'est ce pas un peu beaucoup pour une passe de finition ? Mon tour ne fais que 200 kg et je travaille de l'acier parfois mi-dur. Et j'utilise la contre pointe (tournante) pour rigidifier au max.
Je n'ai pas de problèmes de vibrations (apparentes), mais l'état de surface ne serait il pas meilleur vu ma configuration si je prennais plutôt 0,2 mm ou non (copeau mini en pleins dedans). Bon, tu me diras, il faut que je fasse les essais pour voir
Merci ! Ob
obx54- posteur Régulier
- Messages : 106
Points : 292
Date d'inscription : 08/01/2012
Age : 48
Localisation : Lorraine
Re: Vitesse de tournage
![]() dh42 Jeu 10 Juil 2014 - 15:05
dh42 Jeu 10 Juil 2014 - 15:05
Pour ce qui est des passes de finition: la 'règle' est de prendre le rayon de la plaquette n'est ce pas ? en dessous, c'est le copeau mini si j'ai bien suivi.
Non, la moitié du rayon au maxi, et c'est pour L'AVANCE, pas pour la profondeur de passe.
Donc, pour une CCMT (avec un rayon de 0,4), pour mes deux dernières passe, je prends 0,4 sur le vernier (soit 8 graduations sur mon vernier par 0,05). N'est ce pas un peu beaucoup pour une passe de finition ? Mon tour ne fais que 200 kg et je travaille de l'acier parfois mi-dur. Et j'utilise la contre pointe (tournante) pour rigidifier au max.
On vas dire que des plaquettes avec un r de 0.4 sur un tour de 200Kg, ce ne sont plus des plaquettes de finition
Il faut faire des essais ; ce pb de passe mini et lié à un tas de paramètres, comme la rigidité de la machine, de l'outil, de la pièce, mais aussi du type d'outil ; un outil avec une coupe négative ne sera pas approprié pour de la finition, et en général à éviter sur les petites machines. Avec un outil à coupe positive les efforts sont moindres et l'outil est plus "tranchant" ; ça autorise des passe plus fines.
Par exemple en finition avec une plaquette r=0.2 à coupe positive (+5°), dans l'acier je descends à 0.05 voir moins en passe au rayon.
La théorie donne une base de départ, mais après il faut tester et adapter à ton matériel ; de toute façon tu le verra à l'état de surface et à la tronche des copeaux (forme, couleur)
Si tu a un bel état de surface avec une passe de 0.1 et que ça ne vas plus avec une passe de 0.05 et bien c'est que tu a trouvé la limite pour cette machine, cet outil, cette matière et ces conditions d'usinage en particulier.
N'oublie pas que les données d'usinage sont faite pour des machines de production, dans des conditions idéales ou presque des outils au top ... et pour avoir le rendement maxi, (ce qui ne signifie nullement usure mini des outils) ... c'est rarement le cas pour un amateur sur une petite machine et avec des outils made in RPC ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» tournage , matière première et fabrication appareil tournage sphérique
» Achat perceuse Colonne d etabli - neuve.
» Achat perceuse à colonne
» Le moins cher des tours Chinois.