






Fraiseuse d'établie
4 participants
Page 1 sur 1

 Fraiseuse d'établie
Fraiseuse d'établie
![]() xaavier Sam 8 Jan 2022 - 12:22
xaavier Sam 8 Jan 2022 - 12:22
Bonjour à tous,
Nouveau sur le forum et nouveau en CNC.
Technicien depuis plus de 30 ans sur imprimante industrielle .
J’ai récemment modifié une fraiseuse d’établie équipé de manivelles et plateaux en fonte.
J’ai acheté ( en chine) fins de course ,servomoteurs, cartes modules de commande, avec une interface en USB piloté avec Mach3 .
J’ai suivi le paramétrage des divers éléments tous fonctionnent , les moteurs tournent dans le bon sens les déplacements des plateaux correspondent aux flèches du clavier aucun pb pour le REF ALL HOME.
J’ai configuré le Auto Tool Zero pas de soucis particulier.
Mais sur ma fraiseuse la tète de fraisage est fixe .
Comment paramétrer mach3 pour inverser le sens du déplacement du plateau axe Z pour Auto Tool Zero.
Merci d’avance pour vos réponses et bravo pour tout ce partage d’informations
Xavier
Nouveau sur le forum et nouveau en CNC.
Technicien depuis plus de 30 ans sur imprimante industrielle .
J’ai récemment modifié une fraiseuse d’établie équipé de manivelles et plateaux en fonte.
J’ai acheté ( en chine) fins de course ,servomoteurs, cartes modules de commande, avec une interface en USB piloté avec Mach3 .
J’ai suivi le paramétrage des divers éléments tous fonctionnent , les moteurs tournent dans le bon sens les déplacements des plateaux correspondent aux flèches du clavier aucun pb pour le REF ALL HOME.
J’ai configuré le Auto Tool Zero pas de soucis particulier.
Mais sur ma fraiseuse la tète de fraisage est fixe .
Comment paramétrer mach3 pour inverser le sens du déplacement du plateau axe Z pour Auto Tool Zero.
Merci d’avance pour vos réponses et bravo pour tout ce partage d’informations
Xavier

xaavier- petit nouveau

- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque

Re: Fraiseuse d'établie
![]() dh42 Sam 8 Jan 2022 - 19:03
dh42 Sam 8 Jan 2022 - 19:03
Salut
Pour inverser le sens d'un axe, dans le ports&pin/motor output, inverse l'état du Dir Lowactive pour l'axe en question.
En Z, on va vers le moins quand la broche descend ... dans ton cas, comme c'est la table qui bouge, on vas vers le moins quand la table monte (le sens des mouvements est toujours relatif à la broche, même si elle est fixe et que c'est la table qui bouge)
une fois tes sens +- correctement réglés via le ports&pin pour tous les axes, si ça ne te conviens pas du point de vue du déplacement avec les touches clavier, tu peux modifier leur affectation via le menu config/system hotkey.
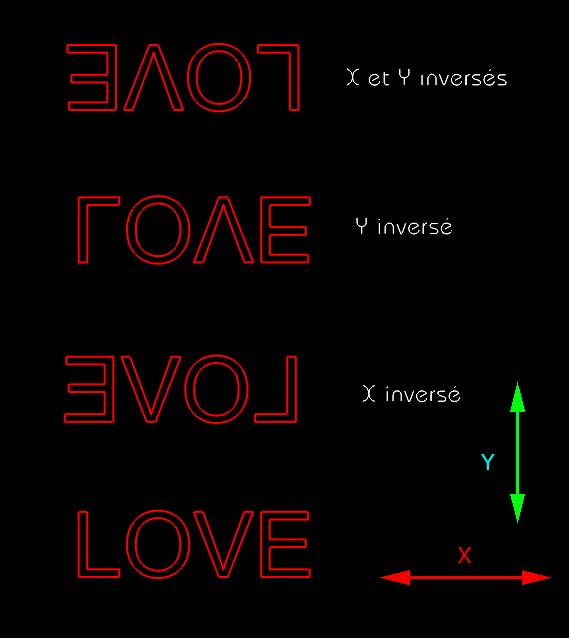
il est important de respecter le sens des axes, sinon ton Gcode te fera des pièces "miroir".
Hormis pour le Z, pour t'assurer que tout est dans le bon sens, tu peux graver un texte et voir si tu n'a pas d'inversion.
++
David
Comment paramétrer mach3 pour inverser le sens du déplacement du plateau axe Z pour Auto Tool Zero.
Pour inverser le sens d'un axe, dans le ports&pin/motor output, inverse l'état du Dir Lowactive pour l'axe en question.
En Z, on va vers le moins quand la broche descend ... dans ton cas, comme c'est la table qui bouge, on vas vers le moins quand la table monte (le sens des mouvements est toujours relatif à la broche, même si elle est fixe et que c'est la table qui bouge)
une fois tes sens +- correctement réglés via le ports&pin pour tous les axes, si ça ne te conviens pas du point de vue du déplacement avec les touches clavier, tu peux modifier leur affectation via le menu config/system hotkey.
il est important de respecter le sens des axes, sinon ton Gcode te fera des pièces "miroir".
Hormis pour le Z, pour t'assurer que tout est dans le bon sens, tu peux graver un texte et voir si tu n'a pas d'inversion.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Méthode de vérification et de correction du Gcode
![]() xaavier Lun 10 Jan 2022 - 9:45
xaavier Lun 10 Jan 2022 - 9:45
Merci David ,
J’ai appliqué les réglages tout va bien
Quand je visualise et quand j’usine sous mach3 le dessin de ma pièce, cela ne correspond pas à mon original.
J’ai utilisé plusieurs simulateurs (sur le web ) et installé CutViewer l’image correspond bien à l’original.
Exemples de défaut (extrémité d’une poche peu arrondit , fraisage de trois trous D20mm distant de 1cm sur une même ligne résultat superposition des cercles d'un diamètre beaucoup plus grand.
Que dois je vérifier, y a-t-il une procédure pour minimiser les erreurs?
Xavier
J’ai appliqué les réglages tout va bien
Quand je visualise et quand j’usine sous mach3 le dessin de ma pièce, cela ne correspond pas à mon original.
J’ai utilisé plusieurs simulateurs (sur le web ) et installé CutViewer l’image correspond bien à l’original.
Exemples de défaut (extrémité d’une poche peu arrondit , fraisage de trois trous D20mm distant de 1cm sur une même ligne résultat superposition des cercles d'un diamètre beaucoup plus grand.
Que dois je vérifier, y a-t-il une procédure pour minimiser les erreurs?
Xavier
xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque
Re: Fraiseuse d'établie
![]() dh42 Lun 10 Jan 2022 - 11:01
dh42 Lun 10 Jan 2022 - 11:01
Salut,
Il est probable que tes axes ne soient pas calibrés correctement.
http://www.metabricoleur.com/t20666p225-projet-cnc-cricricanelle#418731
++
David
Il est probable que tes axes ne soient pas calibrés correctement.
http://www.metabricoleur.com/t20666p225-projet-cnc-cricricanelle#418731
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fraiseuse d'établie
![]() roger vuillermoz Sam 15 Jan 2022 - 18:04
roger vuillermoz Sam 15 Jan 2022 - 18:04
Bonsoir Xavier
bienvenue sur le forum
je peux aider uniquement dans le chantournage et du tournage sur bois
dans les autres domaines je suis spectateur
bienvenue sur le forum
je peux aider uniquement dans le chantournage et du tournage sur bois
dans les autres domaines je suis spectateur

roger vuillermoz- complétement accro

- Messages : 1572
Points : 2081
Date d'inscription : 15/10/2019
Age : 76
Localisation : 45190 villorceau -
Fraiseuse d'établie
![]() xaavier Dim 16 Jan 2022 - 21:13
xaavier Dim 16 Jan 2022 - 21:13
Bonsoir à tous,
Merci pour vos messages.
J'ai pris le temps avant de vous répondre, j'ai quand même cherché un peu.
Concernant la calibration des axes j'avais déjà utilisé la procédure avec le pied à coulisse qui est très précise.
Je n'avais pas utilisé la règle de 3 pour le calcul , mais dans mach3 il y a une fenêtre (Reg Alt6) et un bouton (config auto des axes) facile et efficace.
J'avais une différence d'image entre ma pièce 3D créé et l'image affiché dans Mach3 avec un résultat d'usinage différent.
Le problème a été résolu après installation de Mach3.fr.
Xavier
Merci pour vos messages.
J'ai pris le temps avant de vous répondre, j'ai quand même cherché un peu.
Concernant la calibration des axes j'avais déjà utilisé la procédure avec le pied à coulisse qui est très précise.
Je n'avais pas utilisé la règle de 3 pour le calcul , mais dans mach3 il y a une fenêtre (Reg Alt6) et un bouton (config auto des axes) facile et efficace.
J'avais une différence d'image entre ma pièce 3D créé et l'image affiché dans Mach3 avec un résultat d'usinage différent.
Le problème a été résolu après installation de Mach3.fr.
Xavier
xaavier- petit nouveau
- Messages : 8
Points : 12
Date d'inscription : 08/01/2022
Age : 61
Localisation : dunkerque

tonyproof- complétement accro
- Messages : 2254
Points : 2974
Date d'inscription : 18/10/2012
Age : 51
Localisation : loiret montargis

 Sujets similaires
Sujets similaires» Un presque début de fraiseuse, ou la fraiseuse DIY on the cheap pour copeaux, et plus si affinité . . .
» Vos avis sur une petite fraiseuse.
» Fraiseuse CNC BZT PFE 500
» Fraiseuse BZT PFL 330 C
» Fraiseuse CNC .com
» Vos avis sur une petite fraiseuse.
» Fraiseuse CNC BZT PFE 500
» Fraiseuse BZT PFL 330 C
» Fraiseuse CNC .com
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum