






Palpage XYZ
Page 1 sur 2 • 1, 2 

 Palpage XYZ
Palpage XYZ
![]() dume2309 Ven 5 Nov 2021 - 13:39
dume2309 Ven 5 Nov 2021 - 13:39
J'aimerais utiliser une cale de palpage XYZ ,

quelqu'un aurai le script/macro Mach 3 ? ( ou un sujet existe t'il deja ...)
Merci

dume2309- je prends du galon

- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse

auto centre
![]() Tulip6 Ven 5 Nov 2021 - 15:06
Tulip6 Ven 5 Nov 2021 - 15:06
--------------------------------------------------------------------------
PROBE X Y (AUTO CENTRE)
Rem VBScript To center probe inside a pipe
If GetOemLed (825) <> 0 Then 'Check to see if the probe is already grounded or faulty
Code "(Probe plate is grounded, check connection and try again)"
Else
FeedCurrent = GetOemDRO(818) 'Get the current settings
XCurrent = GetDro(0)
YCurrent = GetDro(1)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F12" 'slow feed rate to 4 ipm
Rem Probe left
XNew = Xcurrent - 3 'probe 3 inches to left
Code "G31 X" &XNew
While IsMoving() 'wait for the move to finish
Wend
XPos1 = GetVar(2000) 'get the probe touch location
Code "G0 X" &XCurrent 'rapid move back to start point
Rem Probe right
XNew = XCurrent + 3 'probe 3 inches to right
Code "G31 X" &XNew
While IsMoving()
Wend
XPos2 = GetVar(2000)
XCenter = (XPos1 + XPos2) / 2 'center is midway between XPos1 and XPos2
Code "G0 X" &XCenter 'rapid move to the x center location
Rem Probe up
YNew = YCurrent + 3
Code "G31 Y" &YNew
While IsMoving()
Wend
YPos1 = GetVar(2001)
Code "G0 Y" &YCurrent
Rem Probe down
YNew = YCurrent - 3
Code "G31 Y" &YNew
While IsMoving()
Wend
YPos2 = GetVar(2001)
YCenter = (YPos1 + YPos2) / 2
Rem move to the center
Code "G0 Y" &YCenter
While IsMoving ()
Wend
Code "G90" 'go back to absolute moves
DoOEMButton (1008) 'zero X axis DRO
DoOEMButton (1009) 'zero Y axis DRO
Code "F" &FeedCurrent 'restore starting feed rate
End If

Tulip6- petit nouveau

- Messages : 14
Points : 20
Date d'inscription : 04/01/2013
Age : 71
Localisation : Québec, Canada
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Palpage XYZ
![]() Hervé-34 Sam 6 Nov 2021 - 13:04
Hervé-34 Sam 6 Nov 2021 - 13:04
Heuuu une question bête, comment et où met-on ce script
dans Mach 3 ??
Hervé
Hervé-34- complétement accro

- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Dim 7 Nov 2021 - 1:28
dh42 Dim 7 Nov 2021 - 1:28
Attention, ce script ne fonctionnera pas avec toutes les cartes d'axe, si c'est une carte Chinoise genre NVEM, BitSensor, XHC ... ça n'ira pas et il faudra le modifier (*) ... de plus il faut changer les valeurs pour des mm, car il est écrit pour des pouces. ( XNew = Xcurrent - 3 'probe 3 inches to left) il faut remplacer le 3 par une valeur de déplacement correcte pour des mm sinon ton palpage s'arrêtera au bout de 3mm de course.
Heuuu une question bête, comment et où met-on ce script
Il faut créer un nouveau bouton pour le palpage de centre, et y "accrocher" le script après. (machscreen)
(*) les cartes Chinoises ne gèrent pas les variables internes de Mach3, donc un Getvar(2000) ne renverra pas la valeur de la position X de contact, mais n'importe quoi de manière totalement aléatoire.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Palpage XYZ
![]() Hervé-34 Dim 7 Nov 2021 - 13:11
Hervé-34 Dim 7 Nov 2021 - 13:11
Bonjour David !
(*) les cartes Chinoises ne gèrent pas les variables internes de Mach3, donc un Getvar(2000) ne renverra pas la valeur de la position X de contact, mais n'importe quoi de manière totalement aléatoire.
++
David
La ST-V2 rentre dans ces cartes "chinoises " qui n'aiment pas ces scripts ?
En fait c'était l'occasion d'amélioration !!
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Dim 7 Nov 2021 - 20:58
dh42 Dim 7 Nov 2021 - 20:58
Non, la ST-V2 n'est pas une carte d'axe, c'est juste une breakout board, donc le problème ne se pose pas, la BoB ne fait rien, c'est Mach3 qui fait tout le job (et donc c'est tj 100% compatible). C'est ton UC100USB la carte d'axe, et lui il est 100% compatible Mach3, donc pas de problème non plus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() Hervé-34 Lun 8 Nov 2021 - 0:52
Hervé-34 Lun 8 Nov 2021 - 0:52
Bonsoir David !
dh42 a écrit:Salut,
Non, la ST-V2 n'est pas une carte d'axe, c'est juste une breakout board, donc le problème ne se pose pas, la BoB ne fait rien, c'est Mach3 qui fait tout le job (et donc c'est tj 100% compatible). C'est ton UC100USB la carte d'axe, et lui il est 100% compatible Mach3, donc pas de problème non plus.
++
David
Décidément je me tromperai toujours !
donc avec mon UC100USB je peut tenter de faire le script
au dessus ? en modifiant ce que tu as dis ?
A moins que tu aies un autre script qui va bien ??
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Lun 8 Nov 2021 - 1:23
dh42 Lun 8 Nov 2021 - 1:23
Oui, il faut juste que tu mette une valeur plus grande (30 par exemple) à la place des +3 ou -3 qu'il y a après les instructions YCurrent et XCurrent (c'est la valeur de la distance que fera l'axe pour trouver le bord du trou ; si il ne trouve rien, il s'arrête)
A moins que tu aies un autre script qui va bien ??
Non, je n'utilise pas de palpeur XY, pour le centre des cercles j'utilise la pinule et le Wizard "Circle Center" de Mach3.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() Hervé-34 Lun 8 Nov 2021 - 13:16
Hervé-34 Lun 8 Nov 2021 - 13:16
Bonjour David !
Non, je n'utilise pas de palpeur XY, pour le centre des cercles j'utilise la pinule et le Wizard "Circle Center" de Mach3.
Je comprend ton système avec une pinnule mais il ne faut pas
que le trou soit plus petit que la pinnule !
Autre chose, pour utiliser un script comme ça, (je n'y connait rien à ce sujet !! )
faut-il un palpeur 3D ou un simple palpeur à contact ??
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Lun 8 Nov 2021 - 22:15
dh42 Lun 8 Nov 2021 - 22:15
Il faut que la palpeur puisse palper en XY, peu importe qu'il soit à contact ou non ou qu'il soit 3D ou pas. Voir l'image du post 1, ce n'est ni un palpeur 3D, ni un palpeur à contact, la base est métallique et la partie que l'on ne vois pas, ça peut être une simple tige métallique (ou une fraise) ... par contre, bien sûr, dans ce cas la pièce à palper doit être métallique, sinon il faut qu'il y ai un contact dans le palpeur.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() Hervé-34 Mar 9 Nov 2021 - 0:31
Hervé-34 Mar 9 Nov 2021 - 0:31
Ok, David moi avoir compris !!
tient ça peut être une réflexion un palpeur 3D
il faut dire qu'il y a plein d'exemple sur le net
mais comment ça se branche ? comme un palpeur
normal ?
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Mar 9 Nov 2021 - 2:37
dh42 Mar 9 Nov 2021 - 2:37
Hervé-34 a écrit:Bonsoir !
mais comment ça se branche ? comme un palpeur
normal ?
Hervé
Oui, tout à fait, au final c'est tj un simple contact.
Un palpeur 3D fait par Andy (ça date un peu !)
http://www.brusselsprout.org/CNC/1P-Probe/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() dume2309 Mer 17 Nov 2021 - 21:59
dume2309 Mer 17 Nov 2021 - 21:59
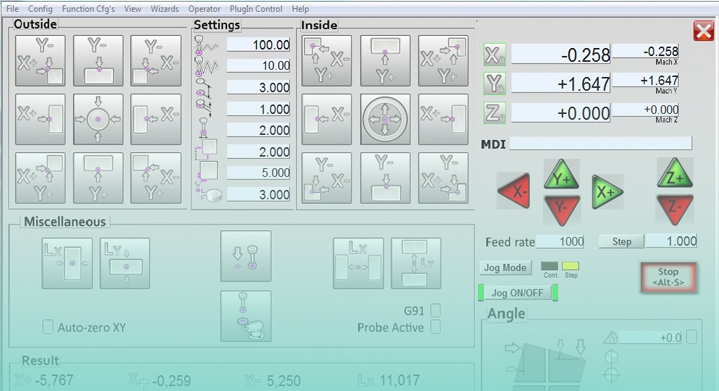
J'ai trouvé un script qui me plait bien sur le net , il permet de trouver le centre d'un carre ( ou un cercle je crois ) en palpant par l'extérieur en XY ( j'ai aussi en interne mais pas encore installé).
Je l'ai installé , il fonctionne bien sur X mais en Y j'ai un ce message " Maximum Travel Reached. Reposition Y Axis Closer To Part And Try Again!" , J'ai essayé de changer les valeurs et de mettre en positif ou negatif de GetVar(2001) >= (VarMaxDistance +15) mais ça ne change rien.
Pour info et malheureusement j'ai une carte HXC sur ma machine , j'aimerais bien en changer ( et par laquelle d'ailleurs ? ) mais j'avoue que j'ai la flemme de recommencer tout le parametrage de ma machine qui fonctionne correctement.
Est ce qu'un grand manitou de Mach3 pourrait m'aider ?
Je joins les deux macro interne et externe
Merci
- Fichiers joints

- center_external_script_rev14 modifié.txt Vous n'avez pas la permission de télécharger les fichiers joints.(19 Ko) Téléchargé 16 fois
- center_internal_script_rev12.txt Vous n'avez pas la permission de télécharger les fichiers joints.(17 Ko) Téléchargé 11 fois
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Palpage XYZ
![]() dh42 Mer 17 Nov 2021 - 22:32
dh42 Mer 17 Nov 2021 - 22:32
Si tu a ce type de carte, essai de remplacer tous les GetVar(2000) par des GetOemDRO(800) et tous les GetVar(2001) par des GetOemDRO(801) de façon à lire la valeur dans la DRO plutôt que dans la variable que la carte ne met pas à jour ; avec un peu de chance ça fonctionnera.

Il y a pas mal de temps, sur Usinages, il y avait une carte dont le palpage ne fonctionnait pas sur un des axes, plus très sûr de ce que c'était ; une XHC USB il me semble ... il y en a même ou le palpage ne fonctionne qu'en Z ...
Je viens de simuler ta macro sur un PC en port // et elle fonctionne en X et Y (avec 20 dans la case "Set Approx. Span")
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() dume2309 Jeu 18 Nov 2021 - 7:18
dume2309 Jeu 18 Nov 2021 - 7:18
Une fois de plus merci pour tes précieux conseils , je vais essayer ces modifs.
Je te fais un retour après essai.
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Palpage XYZ
![]() dume2309 Jeu 18 Nov 2021 - 20:53
dume2309 Jeu 18 Nov 2021 - 20:53
J'ai fait un essai rapide ce soir , c'est pas top ...
Faut il remplacer tous les GetVar par des GetOemDRO dans toute la macro ou juste que sur Set Approx. Span ? ( je ne les ai changés que sur Set Approx. Span lors de mon essai ).
Si je ne mets pas le Z a zero avant le palpage ( pour chaque axe ) , le Z ne remonte pas pour se déplacer vers le prochain mouvement ( ça ne le faisait pas avec la macro d'origine ).
Autre chose aussi , lorsque je fais un palpage a zero en Z la broche descends vers la piece après le contact au lieu de remonter , j'avais deja ouvert un sujet pour ça ( tu avais trouvé la solution et ça marchait bien ) mais ça le refait maintenant ( depuis que j'ai installé la macro apparemment ...)
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Palpage XYZ
![]() dh42 Jeu 18 Nov 2021 - 23:22
dh42 Jeu 18 Nov 2021 - 23:22
Faut il remplacer tous les GetVar par des GetOemDRO dans toute la macro ou juste que sur Set Approx. Span ?
Il faut tous les remplacer (12 occurrences au total)
Si je ne mets pas le Z a zero avant le palpage ( pour chaque axe ) , le Z ne remonte pas pour se déplacer vers le prochain mouvement ( ça ne le faisait pas avec la macro d'origine ).
Vu que je ne connais pas la macro d'origine, je ne peux rien t'en dire, mais il y a bien une ligne qui gère un mouvement en Z en monté et en descente.
Code "G90" &VarLinearMode &"Z" &VarStandOff &VarSafetyRate 'MOVE TO Z STANDOFF
Si on remplace les variables par leur valeurs on obtient la ligne
G90 G0 (ou G1) Z5 F10
le contenu de VarSafetyRate est généré par la ligne: VarSafetyRate = "F" &VarFeedRate * 2 ; c'est ce qui donne le F10 (5*2) VarFeedRate valant 5 dans la définition de la variable en début de programme
et cette ligne
Code "G90" &VarLinearMode &"Z" &VarInitialZ &VarSafetyRate 'MOVE DOWN TO PREVIOUS Z LOCATION
ramène le Z à sa position précédente.
Autre chose aussi , lorsque je fais un palpage a zero en Z la broche descends vers la piece après le contact au lieu de remonter , j'avais deja ouvert un sujet pour ça ( tu avais trouvé la solution et ça marchait bien ) mais ça le refait maintenant ( depuis que j'ai installé la macro apparemment ...)
C'est toujours le même problème, ta carte ne gère pas les GetVar(), donc il faut lire la valeur Z dans la visu au lieu de la variable ; dans ce cas il faut remplacer les GetVar(2002) par des GetOemDro(802) dans ta macro de palpage du Z
pour éclaircir les choses, après un palpage, la carte est censée mettre à jour les variables internes Var 2000 à Var 2005 correspondants aux axes X à C, mais comme elle ne le fait pas, on est obligé de récupérer cette valeur dans la DRO (visu) correspondant à l'axe souhaité.
Voila les correspondances Axe, Variable, DRO
| Axe | GetVar() | GetOemDro() |
| X | 2000 | 800 |
| Y | 2001 | 801 |
| Z | 2002 | 802 |
| A | 2003 | 803 |
| B | 2004 | 804 |
| C | 2005 | 805 |
Comme les variables 2000 à 2005 ne sont pas mise à jour, elles peuvent contenir n'importe quoi, et donc le résultat peut faire .... n'importe quoi si on tente de les utiliser
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() dume2309 Ven 19 Nov 2021 - 20:42
dume2309 Ven 19 Nov 2021 - 20:42
J'ai finalement réussi a faire fonctionner la macro , en remplaçant les GetVar et en essayant plusieurs combinaisons en G90 G91 j'ai réussi a faire quelque chose qui a l'air de fonctionner.
Encore merci pour ta patience et ton aide
Je ferais demain une video.
Bonne soirée
dume2309- je prends du galon
- Messages : 83
Points : 133
Date d'inscription : 09/04/2020
Age : 57
Localisation : Corse
Re: Palpage XYZ
![]() dh42 Ven 19 Nov 2021 - 21:41
dh42 Ven 19 Nov 2021 - 21:41
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() dh42 Ven 19 Nov 2021 - 22:28
dh42 Ven 19 Nov 2021 - 22:28
Pour ceux qui chercheraient un palpeur 3D précis et à tarif raisonnable (92€) .... et fourni avec un écran de palpage pour Mach3 et pour LinuxCNc
https://www.usinages.com/threads/palpeur-3d-pour-fraiseuse-avec-interface-mach3.139027/#post-1883368
https://vers.by/en/touch-probes/9-vers-pr.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage XYZ
![]() Hervé-34 Sam 20 Nov 2021 - 0:37
Hervé-34 Sam 20 Nov 2021 - 0:37
David, comme je ne sais pas bien lire, tu sais en quel diamètre
est la queue ?
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() dh42 Sam 20 Nov 2021 - 0:46
dh42 Sam 20 Nov 2021 - 0:46
6mm
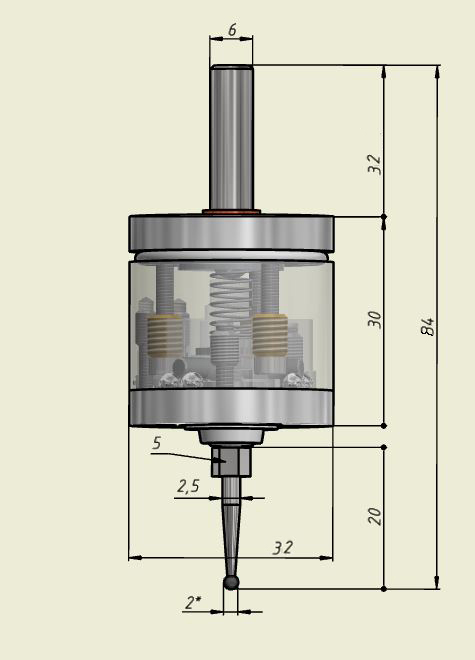
https://vers.by/en/blog/user-guide/vers-pr
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpage XYZ
![]() Mediator-fr Ven 11 Nov 2022 - 12:03
Mediator-fr Ven 11 Nov 2022 - 12:03
Perso, j'ai trouvé ce modèle il y a quelques mois sur aliexpress pour 63 €.
Queue de 6mm aussi.
Med

Mediator-fr- petit nouveau
- Messages : 21
Points : 27
Date d'inscription : 11/10/2016
Age : 65
Localisation : Poitiers -
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Latence Palpage
» Histoire de palpage...
» Palpage Outil Mach3
» Vérification macro palpage