






Quelle télécommande déportée pour une CNC ?
+5
nono30
pamer
dh42
ramses
Jivé
9 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Quelle télécommande déportée pour une CNC ?
Re: Quelle télécommande déportée pour une CNC ?
![]() dh42 Sam 21 Déc 2019 - 1:26
dh42 Sam 21 Déc 2019 - 1:26
Salut,
Non, c'est la CN toute entière qui ne sert plus beaucoup.
++
David
@David : pourquoi écris-tu que tu ne t'en sers pas beaucoup de la DIY ? Tu as un autre modèle, depuis ?
Non, c'est la CN toute entière qui ne sert plus beaucoup.
++
David
Dernière édition par dh42 le Lun 23 Déc 2019 - 20:35, édité 1 fois
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Dim 22 Déc 2019 - 9:08
Jivé Dim 22 Déc 2019 - 9:08
Bon(jour), eh bien, c'est parti pour l'opération "pontages". On voit le gars qui a l'habitude 


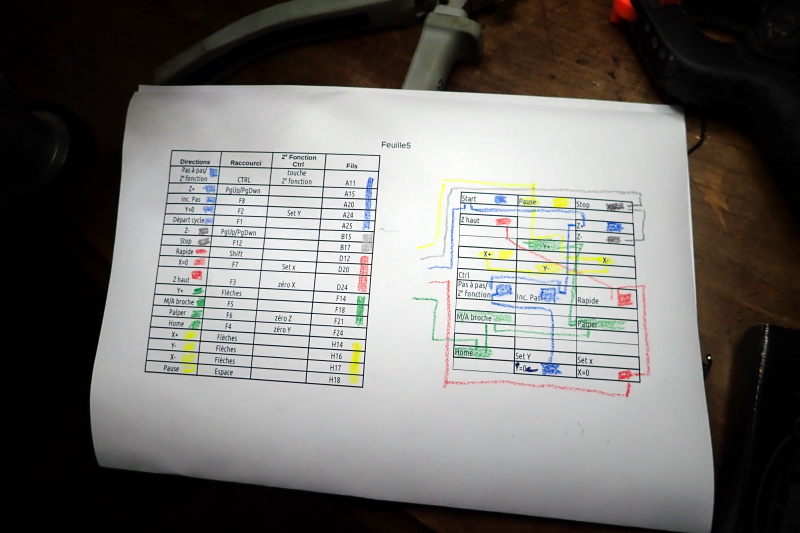
@ David : merci pour le screenset et les infos.



@ David : merci pour le screenset et les infos.

Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Dim 22 Déc 2019 - 18:02
Jivé Dim 22 Déc 2019 - 18:02
Comme disait la pub, "je ferais pas ça tous les jours !". C'est tout simple, qu'y disaient !

Ruptures de soudures, patte de bouton trop chauffée et bouton HS, erreurs d'aiguillage... le méier qui rentre.
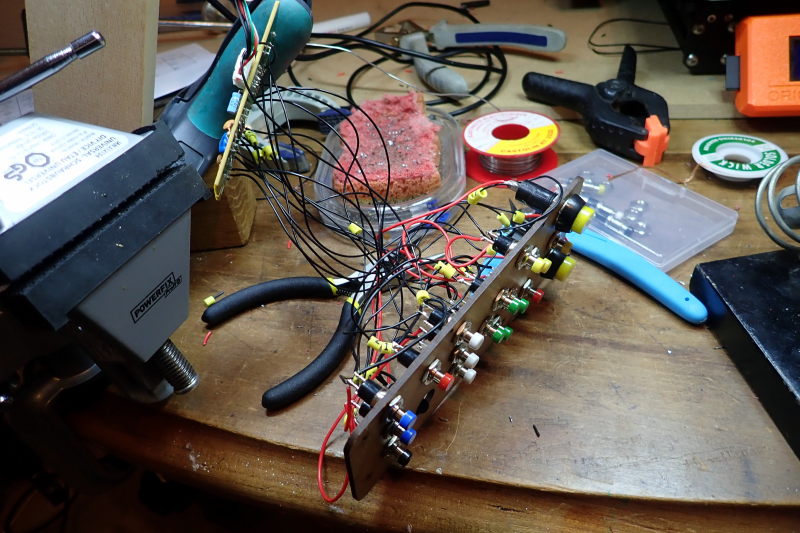
Premiers essais, presque tout bon : les X+ et X- inversés ; le STRL et Shft qui manquent à l'appel, fils oubliés en chemin...

Et à la fin, ça finit par fonctionner.
(faute de gros BP pour M/A broche, il y a provisoirement un petit, test ok)

Ruptures de soudures, patte de bouton trop chauffée et bouton HS, erreurs d'aiguillage... le méier qui rentre.

Premiers essais, presque tout bon : les X+ et X- inversés ; le STRL et Shft qui manquent à l'appel, fils oubliés en chemin...

Et à la fin, ça finit par fonctionner.
(faute de gros BP pour M/A broche, il y a provisoirement un petit, test ok)
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Quelle télécommande déportée pour une CNC ?
![]() Strib Dim 22 Déc 2019 - 18:30
Strib Dim 22 Déc 2019 - 18:30
En effet, c'est le métier qui rentre, j'avais l'impression que tu parlais de moi tellement on fait tous pareil 
Bien bossé ! Ca promet !
A+
Stéphane
Bien bossé ! Ca promet !
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Mer 15 Jan 2020 - 19:57
Jivé Mer 15 Jan 2020 - 19:57
Bonjour
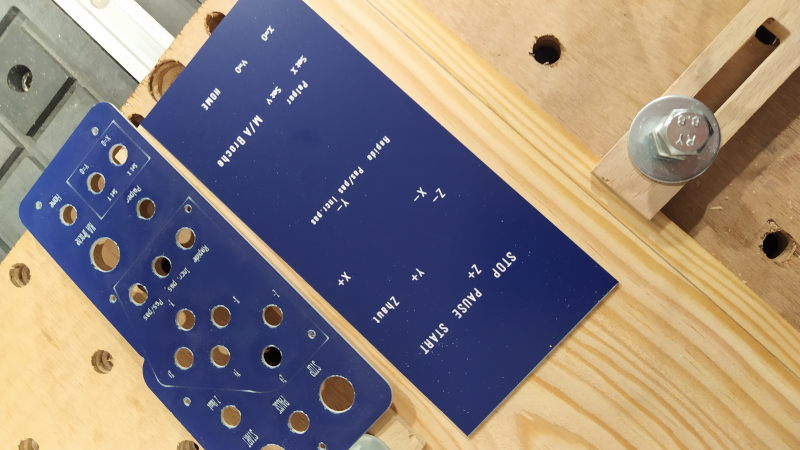
Reprise d'activité pour la télécommande : premiers essais sur Gravoply 1.5 mm.
Laser : puissance au minimum et vitesse au maximum, le trait de coupe est encore trop fort sur de si petits caractères (2-3 mm les plus petits)
CNC : là, ça va beaucoup mieux, mais il faut rester sur une profondeur de 0.10. Autant dire que le surfaçage du support, sur le martyr, était de rigueur.
Pointe javelot 60°, vitesse 24000, avance 3200, vitesse en plongée 20 (David, j'ai repris tes paramètres alu anodisé, je n'ai rien trouvé sur l'acrylique) J'imagine qu'on peut aller plus vite, mais ça marche.

Reprise d'activité pour la télécommande : premiers essais sur Gravoply 1.5 mm.
Laser : puissance au minimum et vitesse au maximum, le trait de coupe est encore trop fort sur de si petits caractères (2-3 mm les plus petits)
CNC : là, ça va beaucoup mieux, mais il faut rester sur une profondeur de 0.10. Autant dire que le surfaçage du support, sur le martyr, était de rigueur.
Pointe javelot 60°, vitesse 24000, avance 3200, vitesse en plongée 20 (David, j'ai repris tes paramètres alu anodisé, je n'ai rien trouvé sur l'acrylique) J'imagine qu'on peut aller plus vite, mais ça marche.


Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Quelle télécommande déportée pour une CNC ?
![]() dh42 Jeu 16 Jan 2020 - 1:40
dh42 Jeu 16 Jan 2020 - 1:40
Salut,
Je n'était pas à 3200 en avance (pour la gravure), mais à 300 ...
20 en plongée, c'est quand même un peu lent sur du plastique, je pense que tu peux facilement aller à 100/150 ..
Je ne savais pas qu'on pouvait utiliser un laser sur du gravoply.
J'ai cru comprendre que la couleur de la matière avait aussi un impact sur les résultats ?
A oui, en gravure c'est indispensable, même si tu creuse plus d'ailleurs, car comme c'est une fraise en V la moindre différence de profondeur de gravure due à des défauts de planéité joue aussi sur la largeur du trait, et ça se voit vraiment bien même avec de faibles écarts.
++
David
Pointe javelot 60°, vitesse 24000, avance 3200, vitesse en plongée 20 (David, j'ai repris tes paramètres alu anodisé, je n'ai rien trouvé sur l'acrylique) J'imagine qu'on peut aller plus vite, mais ça marche.
Je n'était pas à 3200 en avance (pour la gravure), mais à 300 ...
20 en plongée, c'est quand même un peu lent sur du plastique, je pense que tu peux facilement aller à 100/150 ..
Je ne savais pas qu'on pouvait utiliser un laser sur du gravoply.
J'ai cru comprendre que la couleur de la matière avait aussi un impact sur les résultats ?
il faut rester sur une profondeur de 0.10. Autant dire que le surfaçage du support, sur le martyr, était de rigueur.
A oui, en gravure c'est indispensable, même si tu creuse plus d'ailleurs, car comme c'est une fraise en V la moindre différence de profondeur de gravure due à des défauts de planéité joue aussi sur la largeur du trait, et ça se voit vraiment bien même avec de faibles écarts.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Jeu 16 Jan 2020 - 13:53
Jivé Jeu 16 Jan 2020 - 13:53
dh42 a écrit:
Je n'était pas à 3200 en avance (pour la gravure), mais à 300 ...
Oui, je me suis trompé en donnant cette VA de mémoire, j'ai regardé mon fichier Cambam, 3200 c'était la VA du surfaçage précédent avec la fraise de 22 !
J'avais bien mis le bon paramètre pour la gravure, sauf la descente en plongée
Je me suis fait une petite synthèse de ce que j'ai pu glaner comme paramètres de coupe en fonction du diamètre et des matériaux. Si ça peut intéresser quelqu'un. Ou me corriger si erreurs manifestes !
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Quelle télécommande déportée pour une CNC ?
![]() passionair Jeu 16 Jan 2020 - 14:07
passionair Jeu 16 Jan 2020 - 14:07
Bonjour Jean
J'ai suivi ton montage avec intérêt car je pense que c'est une réalisation qui me rendrai bien service sur mon IDCNC.
Merci du partage et du tableau des avances qui complète bien celui de David .
J'ai suivi ton montage avec intérêt car je pense que c'est une réalisation qui me rendrai bien service sur mon IDCNC.
Merci du partage et du tableau des avances qui complète bien celui de David .
passionair- complétement accro
- Messages : 1454
Points : 2366
Date d'inscription : 26/03/2013
Age : 68
Localisation : 83 -
Re: Quelle télécommande déportée pour une CNC ?
![]() ramses Jeu 16 Jan 2020 - 18:31
ramses Jeu 16 Jan 2020 - 18:31
Bonsoir à tous,
houla ! pour la gravure dans ce type de plaque, il vous faut non pas utiliser une fraise en V ou une cylindrique mais une fraise spécifique !
Il s'agit de fraises en V avec la pointe "rabotée" qui va vous donner les avantages des 2 citées ci-dessus sans leurs inconvénients ! Ce type de fraise vous permet d'avoir un fond de gravure propre, plat, "lisse" et une largeur plus constante lorsque la profondeur de gravure ne l'est pas. Cerise sur le gâteau, l'angle du V vous permet de ne pas avoir de "bavure" au fraisage !
! Ce type de fraise vous permet d'avoir un fond de gravure propre, plat, "lisse" et une largeur plus constante lorsque la profondeur de gravure ne l'est pas. Cerise sur le gâteau, l'angle du V vous permet de ne pas avoir de "bavure" au fraisage !
Pour ma part, j'en possède une petite série suite "recup" d'anciennes graveuses "manuelles". Le problème c'est que ces fraises font plus de 100mm de long ... il faut donc les "recouper" sans quoi ... !
Ce type de fraise donne vraiment un résultat nickel ! Voici, pour info et visualisation, un extrait du catalogue Gravograph qui concerne les fraises (on le trouve en ligne ... )

Bien à vous tous
houla ! pour la gravure dans ce type de plaque, il vous faut non pas utiliser une fraise en V ou une cylindrique mais une fraise spécifique !
Il s'agit de fraises en V avec la pointe "rabotée" qui va vous donner les avantages des 2 citées ci-dessus sans leurs inconvénients
Pour ma part, j'en possède une petite série suite "recup" d'anciennes graveuses "manuelles". Le problème c'est que ces fraises font plus de 100mm de long ... il faut donc les "recouper" sans quoi ... !
Ce type de fraise donne vraiment un résultat nickel ! Voici, pour info et visualisation, un extrait du catalogue Gravograph qui concerne les fraises (on le trouve en ligne ... )

Bien à vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Jeu 16 Jan 2020 - 23:30
Jivé Jeu 16 Jan 2020 - 23:30
La gravure des noms s'est quand même assez bien passée avec la fraise javelot (merci Denis, alias Ramses, pour les infos sur les fraises Gravograph, je regarde l'équivalent chez CNC Fraises.)
C'est ce type là que tu évoques ?
Fraise à graver
Voilà ce que j'ai utilisé (pointe 0.2 et non 0.1 comme je l'avais indiqué)
Fraise javelot
Par contre, ça s'est moins bien passé pour le perçage et surtut le détourage.
Je ne m'en suis aperçu qu'à la fin, mais le plastique a fondu et s'est amalgamé sur la fraise.
Fraise diamant hélicoïdale 2 dents 1 mm, queue 3.17. Paramètres 18000 tr/minn, VA 800, V plongée 500.
J'avais pris du 1 mm pour soigner le contour au niveau du passage à l'élargissement.
Quel serait le type de fraise le plus adapté pour percrt et détourer du Gravoply ?

Il reste à souder les pattes du circuit imprimé.
J'avais presque fini le précédent, mais il m'a pris la bonne idée de dessouder et retourner les fils sur le circuit pour mieux les agencer. Au tout dernier, j'ai arraché le cuivre sur la patte. Tout à refaire. J'ai trouvé un clavier identique, sauf qu'à l'intérieur, c'était un CI différent. Et donc, il a fallu recommencer le petit jeu du qui est qui ?
C'est en forgeant...
C'est ce type là que tu évoques ?
Fraise à graver
Voilà ce que j'ai utilisé (pointe 0.2 et non 0.1 comme je l'avais indiqué)
Fraise javelot

Par contre, ça s'est moins bien passé pour le perçage et surtut le détourage.
Je ne m'en suis aperçu qu'à la fin, mais le plastique a fondu et s'est amalgamé sur la fraise.
Fraise diamant hélicoïdale 2 dents 1 mm, queue 3.17. Paramètres 18000 tr/minn, VA 800, V plongée 500.
J'avais pris du 1 mm pour soigner le contour au niveau du passage à l'élargissement.
Quel serait le type de fraise le plus adapté pour percrt et détourer du Gravoply ?

Il reste à souder les pattes du circuit imprimé.
J'avais presque fini le précédent, mais il m'a pris la bonne idée de dessouder et retourner les fils sur le circuit pour mieux les agencer. Au tout dernier, j'ai arraché le cuivre sur la patte. Tout à refaire. J'ai trouvé un clavier identique, sauf qu'à l'intérieur, c'était un CI différent. Et donc, il a fallu recommencer le petit jeu du qui est qui ?
C'est en forgeant...
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Quelle télécommande déportée pour une CNC ?
![]() dh42 Ven 17 Jan 2020 - 1:17
dh42 Ven 17 Jan 2020 - 1:17
Salut,
Je viens de retrouver mon fichier qui a servit à l'usinage du gravoply (vidéo) ...
Voila ce que j'avais pour les perçages (en spirale) pour les trous Ø 6.2 et le détourage
Fraise 2 dents hélicoïdale standard (non dentelée ni forme diamant) Ø3
perçage en spirale: rotation 18000 tr, avance 500 mm/min, incrément de passe 1mm, plongée 400 mm/min
détourage: rotation 18000 tr, avance 1000 mm/min, incrément de passe 1.5mm (toute l'épaisseur en 1 seule passe), plongée 400 mm/min
Rien ne dis que le plastique de mon gravoply et le tiens soient les mêmes ... je n'y connais pas grand chose en matières plastiques et je n'en ai que rarement usiné.
je ne pense pas que les fraises diamants ça soit prévu pour le plastique ... apparemment sur le guide des fraises Sorotec, les spiral toothed et les diamond toothed ne sont pas adaptées au plastique.
http://www.sorotec.de/webshop/Datenblaetter/fraeser/fraeser_verwendung1_8_en.png
Arghh ! ... les boules !!
++
David
Je viens de retrouver mon fichier qui a servit à l'usinage du gravoply (vidéo) ...
Voila ce que j'avais pour les perçages (en spirale) pour les trous Ø 6.2 et le détourage
Fraise 2 dents hélicoïdale standard (non dentelée ni forme diamant) Ø3
perçage en spirale: rotation 18000 tr, avance 500 mm/min, incrément de passe 1mm, plongée 400 mm/min
détourage: rotation 18000 tr, avance 1000 mm/min, incrément de passe 1.5mm (toute l'épaisseur en 1 seule passe), plongée 400 mm/min
Rien ne dis que le plastique de mon gravoply et le tiens soient les mêmes ... je n'y connais pas grand chose en matières plastiques et je n'en ai que rarement usiné.
je ne m'en suis aperçu qu'à la fin, mais le plastique a fondu et s'est amalgamé sur la fraise.
Fraise diamant hélicoïdale 2 dents 1 mm
je ne pense pas que les fraises diamants ça soit prévu pour le plastique ... apparemment sur le guide des fraises Sorotec, les spiral toothed et les diamond toothed ne sont pas adaptées au plastique.
http://www.sorotec.de/webshop/Datenblaetter/fraeser/fraeser_verwendung1_8_en.png
J'avais presque fini le précédent, mais il m'a pris la bonne idée de dessouder et retourner les fils sur le circuit pour mieux les agencer. Au tout dernier, j'ai arraché le cuivre sur la patte. Tout à refaire. J'ai trouvé un clavier identique, sauf qu'à l'intérieur, c'était un CI différent. Et donc, il a fallu recommencer le petit jeu du qui est qui ?
Arghh ! ... les boules !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Quelle télécommande déportée pour une CNC ?
![]() ramses Ven 17 Jan 2020 - 12:58
ramses Ven 17 Jan 2020 - 12:58
Bonjour à tous,
Clairement, il faut essayer d'avoir le moins de dent possible, tourner lentement, avancer "vite" dans la matière et détourer en 1 seule passe.
Pour ma part, je ne m'emmerde plus avec le modèle de fraise dans le plastoc ... je tourne à la vitesse min, j'avance "vite" et "profond" mais je "souffle" de l'air pour refroidir ! J'utilise un bout de recup de tuyau "a frein" en cuivre; c'est du recuit donc on le dirige comme on veut, 2 p'tites pattes pour le fixer et surtout, on sait le "planquer" dans le sabot d'aspiration ... résultat garanti ! Et je peux vous dire que pour avoir oublié en son temps de relancer le compresseur quand j'ai découpé des pièces complémentaires en plastoc pour le mécano ... y'a pas photo entre "avec et sans"
Voici une photo de ces pièces mécano "maison" ...

Pour la mousse isolante type "styrodur" utilisée dans cette valise, même combat. C'est taillé avec une fraise de défonceuse de 16mm en tournant le plus lentement possible, en avancant vite et en ne prenant que 2 passes pour la profondeur ! Le resultat est nickel mais c'est limite quand même avant qu'apparaissent des "boules" . Par contre, avec de l'air comprimé, c'est vraiment à l'aise !
J'suis pas "alu" mais après lecture sur le net, pas mal de gars qui usinent de l'alu sur CNC, surtout celui qui "colle" bien , utilisent aussi l'air comprimé pour éviter les problèmes. La aussi, faut essayer de le faire dans l'enceinte de l'aspiration sans quoi, y'en a partout !
Bien à vous tous
Clairement, il faut essayer d'avoir le moins de dent possible, tourner lentement, avancer "vite" dans la matière et détourer en 1 seule passe.
Pour ma part, je ne m'emmerde plus avec le modèle de fraise dans le plastoc ... je tourne à la vitesse min, j'avance "vite" et "profond" mais je "souffle" de l'air pour refroidir ! J'utilise un bout de recup de tuyau "a frein" en cuivre; c'est du recuit donc on le dirige comme on veut, 2 p'tites pattes pour le fixer et surtout, on sait le "planquer" dans le sabot d'aspiration ... résultat garanti ! Et je peux vous dire que pour avoir oublié en son temps de relancer le compresseur quand j'ai découpé des pièces complémentaires en plastoc pour le mécano ... y'a pas photo entre "avec et sans"
Voici une photo de ces pièces mécano "maison" ...
Pour la mousse isolante type "styrodur" utilisée dans cette valise, même combat. C'est taillé avec une fraise de défonceuse de 16mm en tournant le plus lentement possible, en avancant vite et en ne prenant que 2 passes pour la profondeur ! Le resultat est nickel mais c'est limite quand même avant qu'apparaissent des "boules" . Par contre, avec de l'air comprimé, c'est vraiment à l'aise !
J'suis pas "alu" mais après lecture sur le net, pas mal de gars qui usinent de l'alu sur CNC, surtout celui qui "colle" bien
, utilisent aussi l'air comprimé pour éviter les problèmes. La aussi, faut essayer de le faire dans l'enceinte de l'aspiration sans quoi, y'en a partout !Bien à vous tous
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Quelle télécommande déportée pour une CNC ?
![]() ced21 Ven 17 Jan 2020 - 17:36
ced21 Ven 17 Jan 2020 - 17:36
on peut aussi pour alu adjoindre un tube vortex qui permet de "créer" de l'air froid à partir d'un simple réseau d'air comprimé (https://fr.wikipedia.org/wiki/Tube_de_Ranque-Hilsch http://www.x-air.fr/htfr/0006.html).
J'en ai vu "à pas cher" sur Bandgood ou Aliexpress.
J'en ai vu "à pas cher" sur Bandgood ou Aliexpress.

ced21- complétement accro
- Messages : 969
Points : 1039
Date d'inscription : 23/05/2015
Age : 50
Localisation : Cote d'Or
Re: Quelle télécommande déportée pour une CNC ?
![]() Jivé Ven 17 Jan 2020 - 19:23
Jivé Ven 17 Jan 2020 - 19:23
Bonsoir
Dernière étape, les soudures sur le circuit imprimé. Bien évidemment, une fois la télécommande branchée sur un PC, certains boutons envoyaient des codes de touches erronées... (Vous vous reconnaissez ? Moi aussi)
Reprise du court-circuitage piste à piste, TC branchée et affichage des touches à l'écran. L'erreur ? Les pistes repérées 23, 24 et 26 étaient en fait les 24, 25 et 27.
Les ponts restaient donc bons, il a "suffi" de dessouder et déplacer les fils. Un brin d'inquiétude après la première bourde (1er circuit bousillé)
Après les leçons d'un moustachu du Fablab ("chauffer fort mais faire vite", actes à l'appui avec son vieux Weller), j'ai monté mon petit TS100 à 340° et ça a fusé d'un trait sans dégâts cette fois.
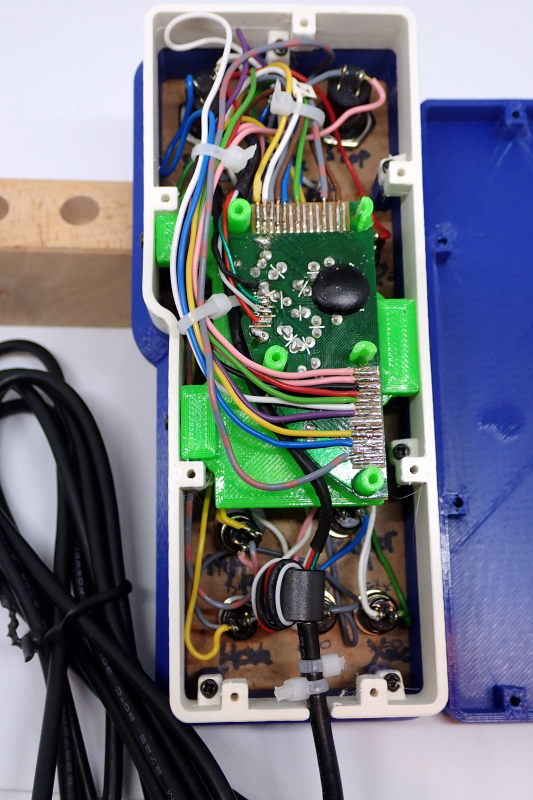

Là, je suis en train d'imprimer un protège ferrite pour éviter qu'elle ne touche les contacts des boutons poussoirs.
J'attends toujours le dernier gros bouton poussoir pour fermer le couvercle et passer à une autre paire de manches : se colleter avec machscreen pour mettre le screenset à sa main (sur la base de celui aimablement fourni par David) Peut-être pas grand chose à changer... mais beaucoup encore à comprendre.
Salut Philippe.
@ Ramses : ça tombe bien, la CNC du Fablab est équipée d'une pompe à lubrification et il y a aussi sur l'embout un dispositif qui ressemble au tube à effet Vortex évoqué par ced21. Ce serait donc refroidissement air ou brumisation liquide. A essayer.
Denis, c'est combien de Tr/min, ta vitesse minimum ?
Dernière étape, les soudures sur le circuit imprimé. Bien évidemment, une fois la télécommande branchée sur un PC, certains boutons envoyaient des codes de touches erronées... (Vous vous reconnaissez ? Moi aussi)
Reprise du court-circuitage piste à piste, TC branchée et affichage des touches à l'écran. L'erreur ? Les pistes repérées 23, 24 et 26 étaient en fait les 24, 25 et 27.
Les ponts restaient donc bons, il a "suffi" de dessouder et déplacer les fils. Un brin d'inquiétude après la première bourde (1er circuit bousillé)
Après les leçons d'un moustachu du Fablab ("chauffer fort mais faire vite", actes à l'appui avec son vieux Weller), j'ai monté mon petit TS100 à 340° et ça a fusé d'un trait sans dégâts cette fois.


Là, je suis en train d'imprimer un protège ferrite pour éviter qu'elle ne touche les contacts des boutons poussoirs.
J'attends toujours le dernier gros bouton poussoir pour fermer le couvercle et passer à une autre paire de manches : se colleter avec machscreen pour mettre le screenset à sa main (sur la base de celui aimablement fourni par David) Peut-être pas grand chose à changer... mais beaucoup encore à comprendre.
Salut Philippe.
@ Ramses : ça tombe bien, la CNC du Fablab est équipée d'une pompe à lubrification et il y a aussi sur l'embout un dispositif qui ressemble au tube à effet Vortex évoqué par ced21. Ce serait donc refroidissement air ou brumisation liquide. A essayer.
Denis, c'est combien de Tr/min, ta vitesse minimum ?
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
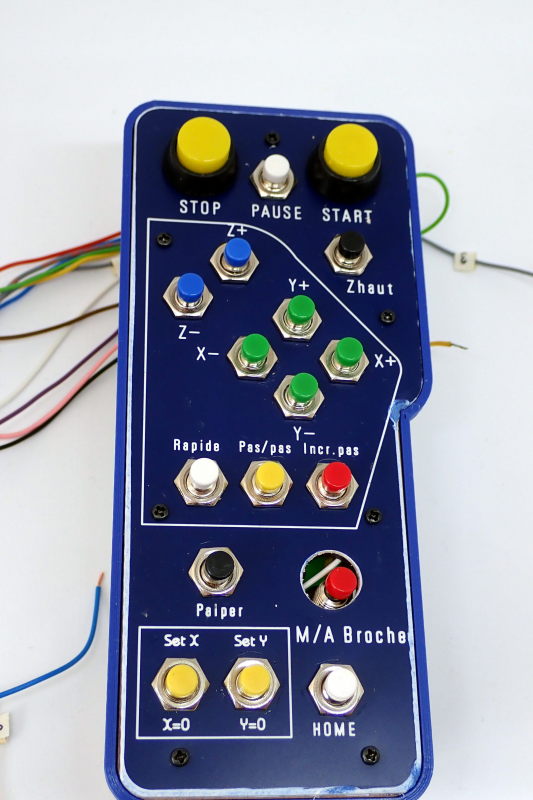
Télécommande CNC déportée : elle fonctionne
![]() Jivé Lun 20 Jan 2020 - 21:39
Jivé Lun 20 Jan 2020 - 21:39
Bonsoir
Le bouton manquant enfin soudé, les essais de simulation sont concluants.

Premiers essais avec le screenset mach3fr agrémenté de boutons du screen de David et du 1024.set original, avec son script de palpage (autotool)
Simulation rapide du zéro pièce :
- zéro Z sur palpeur
- détermination des X et Y avec l'écran décalage :
- renseigner le diamètre de la fraise (ici 3)
- tangenter en X
- CTRL(touche Pas/pas) plus touche X=0 => set X (2e fonction)
On voit à l'écran x= -1,5 (l'axe de la fraise est à un rayon de fraise du bord de la pièce)
- idem pour Y : touche Pas/Ps plus touche Y=0 => Set Y
Restera à épurer les écrans pour avoir un outil à sa main.
Cdlt
Le bouton manquant enfin soudé, les essais de simulation sont concluants.


Premiers essais avec le screenset mach3fr agrémenté de boutons du screen de David et du 1024.set original, avec son script de palpage (autotool)
Simulation rapide du zéro pièce :
- zéro Z sur palpeur
- détermination des X et Y avec l'écran décalage :
- renseigner le diamètre de la fraise (ici 3)
- tangenter en X
- CTRL(touche Pas/pas) plus touche X=0 => set X (2e fonction)
On voit à l'écran x= -1,5 (l'axe de la fraise est à un rayon de fraise du bord de la pièce)
- idem pour Y : touche Pas/Ps plus touche Y=0 => Set Y
Restera à épurer les écrans pour avoir un outil à sa main.
Cdlt
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» réalisation d'une commande deportee pour Mach3
» Macro pour télécommande
» Boîtier de commande déportée pour machine stationnaire
» [modification] Télécommande USB pour Mach3
» Quelle électroniques prendre pour ma CNC
» Macro pour télécommande
» Boîtier de commande déportée pour machine stationnaire
» [modification] Télécommande USB pour Mach3
» Quelle électroniques prendre pour ma CNC
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum