






Cherche infos pour achat d'un petit tour CNC
+6
juleo68
meles
Hervé-34
eric44
dh42
Hagar
10 participants
Page 3 sur 3
Page 3 sur 3 •  1, 2, 3
1, 2, 3

 Re: Cherche infos pour achat d'un petit tour CNC
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Ven 24 Sep 2021 - 20:40
dh42 Ven 24 Sep 2021 - 20:40
re
Pu*** ça pique les tarifs
https://shop.hpceurope.com/fr/produit.asp?prid=3831&produit=Vis%20%C3%A0%20billes%20miniature%20et%20%C3%A9crou%20simple
++
David
edit: plus raisonable ..
https://fr.aliexpress.com/item/32932164682.html?spm=a2g0o.search0306.0.0.4433464aN1pzfS&algo_pvid=391c9633-bdfb-495c-acc5-a39083cd93d8&algo_exp_id=391c9633-bdfb-495c-acc5-a39083cd93d8-0
Pu*** ça pique les tarifs
https://shop.hpceurope.com/fr/produit.asp?prid=3831&produit=Vis%20%C3%A0%20billes%20miniature%20et%20%C3%A9crou%20simple
++
David
edit: plus raisonable ..
https://fr.aliexpress.com/item/32932164682.html?spm=a2g0o.search0306.0.0.4433464aN1pzfS&algo_pvid=391c9633-bdfb-495c-acc5-a39083cd93d8&algo_exp_id=391c9633-bdfb-495c-acc5-a39083cd93d8-0
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: Cherche infos pour achat d'un petit tour CNC
![]() Hagar Ven 24 Sep 2021 - 22:33
Hagar Ven 24 Sep 2021 - 22:33
J'ai fait un tour en ville pour voir les PC d'occasion.
Les ports //, c'est définitivement de l'histoire ancienne. Un truc pour les paléontologues. On dit que les T-Rex bossaient dessus, à leur époque...
J'ai ramené une mini UC avec Windows 10, un port Ethernet et 5 USB. Déjà, on va installer Mach3 dessus.
Il y aura donc une carte d'axe.
Les mini-tours CNC en plug-n'play, faire le tour de l'offre, ça va vite.
J'avais aussi contacté Charly Robot, l'année dernière. J'ai plus les tarifs en tête, mais c'était un jouet de millionnaire, et tout petit, en plus.
Otelo, pareil. La dimension qui me convient à plus de 15000€, ben non...
La VàB de X, pas en diamètre 6. Trop petit. Je suppose que c'est plutôt pour les imprimantes 3D.
En diamètre 8, ça pourrait passer si je fraise la tranchée du chariot. Il ne restera plus grand chose en épaisseur de plancher mais c'est jouable si j'ajoute un renfort.
Ah oui ! Les tarifs HPC, c'est impressionnant. Ils ne doivent pas en vendre beaucoup...
Mais on va commencer par conserver les vis taillées d'origine. Il sera toujours temps de changer ça plus tard.
Modéliser le tour, j'y pense. L'intégralité du tour, peut-être pas quand même.
Je ferai sans doute le chariot transversal pour concevoir la fixation du moteur PàP.
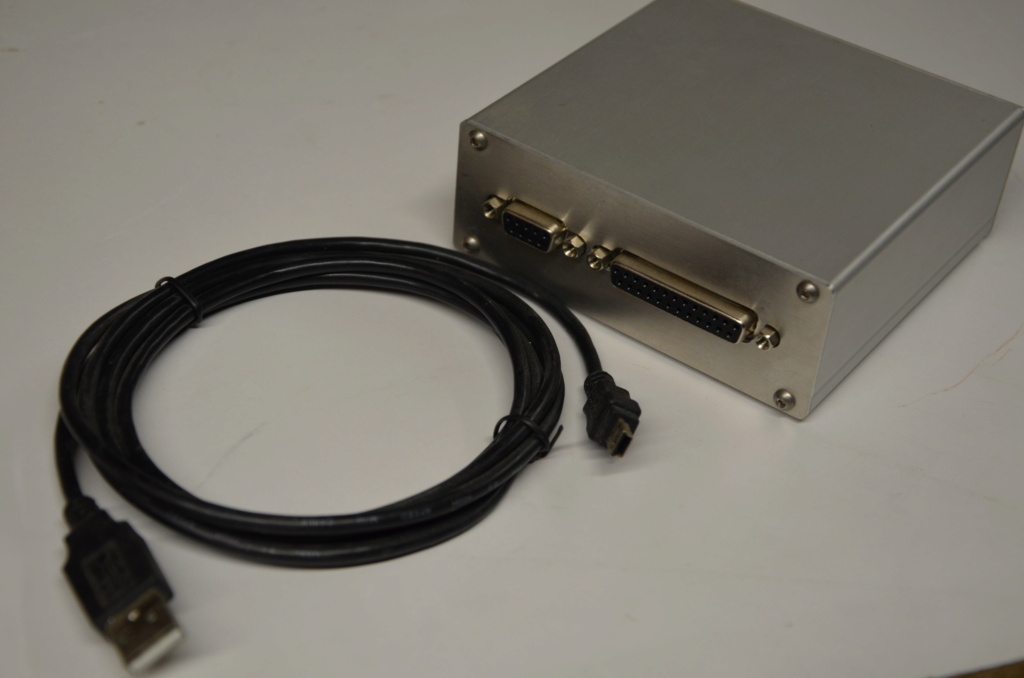
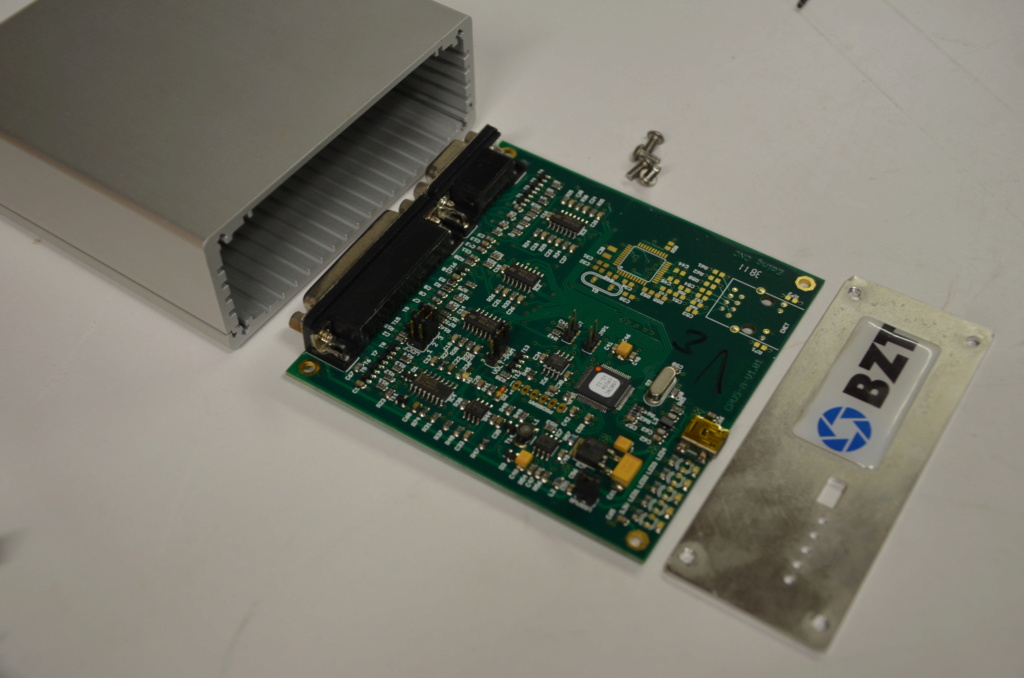
Et j'ai fouillé dans les équipements BZT non utilisés lors de l'installation. J'ai trouvé ça.
Pas de nom, pas de data sheet, pas de réf, nada. Mais j'ai pas épluché non plus la facture de l'époque.
Mais tu vas me dire si c'est bien ce que je crois :

Les ports //, c'est définitivement de l'histoire ancienne. Un truc pour les paléontologues. On dit que les T-Rex bossaient dessus, à leur époque...
J'ai ramené une mini UC avec Windows 10, un port Ethernet et 5 USB. Déjà, on va installer Mach3 dessus.
Il y aura donc une carte d'axe.
Les mini-tours CNC en plug-n'play, faire le tour de l'offre, ça va vite.
J'avais aussi contacté Charly Robot, l'année dernière. J'ai plus les tarifs en tête, mais c'était un jouet de millionnaire, et tout petit, en plus.
Otelo, pareil. La dimension qui me convient à plus de 15000€, ben non...
La VàB de X, pas en diamètre 6. Trop petit. Je suppose que c'est plutôt pour les imprimantes 3D.
En diamètre 8, ça pourrait passer si je fraise la tranchée du chariot. Il ne restera plus grand chose en épaisseur de plancher mais c'est jouable si j'ajoute un renfort.
Ah oui ! Les tarifs HPC, c'est impressionnant. Ils ne doivent pas en vendre beaucoup...
Mais on va commencer par conserver les vis taillées d'origine. Il sera toujours temps de changer ça plus tard.
Modéliser le tour, j'y pense. L'intégralité du tour, peut-être pas quand même.
Je ferai sans doute le chariot transversal pour concevoir la fixation du moteur PàP.
Et j'ai fouillé dans les équipements BZT non utilisés lors de l'installation. J'ai trouvé ça.
Pas de nom, pas de data sheet, pas de réf, nada. Mais j'ai pas épluché non plus la facture de l'époque.
Mais tu vas me dire si c'est bien ce que je crois :



Hagar- complétement accro

- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Ven 24 Sep 2021 - 23:01
dh42 Ven 24 Sep 2021 - 23:01
Salut,
Ton boitier, c'est une carte d'axe USB .... mais pour EdingCNc (et tu devrais aussi avoir la licence avec) ... pas compatible Mach3
https://www.sorotec.de/shop/EDING-CNC-Controller-V5-A3-in-a-Box.html
Comment ça se fait que tu ai ça ?
je viens d'en modéliser un vite fait sur CamBam pour tester le simulateur NCnetic avec représentation de la machine.
https://www.usinages.com/threads/editeur-gcode.142856/page-9#post-1865620

et j'y ai aussi ajouté la PFE

++
David
Ton boitier, c'est une carte d'axe USB .... mais pour EdingCNc (et tu devrais aussi avoir la licence avec) ... pas compatible Mach3
https://www.sorotec.de/shop/EDING-CNC-Controller-V5-A3-in-a-Box.html
Comment ça se fait que tu ai ça ?
Modéliser le tour, j'y pense. L'intégralité du tour, peut-être pas quand même.
Je ferai sans doute le chariot transversal pour concevoir la fixation du moteur PàP.
je viens d'en modéliser un vite fait sur CamBam pour tester le simulateur NCnetic avec représentation de la machine.
https://www.usinages.com/threads/editeur-gcode.142856/page-9#post-1865620
et j'y ai aussi ajouté la PFE
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() Hagar Ven 24 Sep 2021 - 23:35
Hagar Ven 24 Sep 2021 - 23:35
dh42 a écrit:
Ton boitier, c'est une carte d'axe USB .... mais pour EdingCNc (et tu devrais aussi avoir la licence avec) ... pas compatible Mach3
https://www.sorotec.de/shop/EDING-CNC-Controller-V5-A3-in-a-Box.html
Comment ça se fait que tu ai ça ?
David
J'étais persuadé qu'il s'agissait d'un adaptateur USB/sub25. Pas besoin vu que j'utilisais le port // sur le contrôleur du portique.
Rangé dans un fond de tiroir, au cas où, depuis une dizaine d'année...
Ce doit être une erreur d'expédition. EdingCNC, je ne connais pas et je n'ai jamais une de licence là-dessus...
D'après ton lien, c'est un concurrent de Mach3 ?
On peut créer des 3D sur CamBam.

Il y a des trucs que CamBam ne sait pas faire ?
Ah ! si : les filetages sur tour CNC et les formes intérieures.
J'ai modélisé mon étau de fraisage et le nez de broche du portique.
Mine de rien, c'est super pratique pour visualiser avant-coup si les reprises que je compte faire présentent un risque de collision, ou simplement si "ça passe" ou pas.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Ven 24 Sep 2021 - 23:51
dh42 Ven 24 Sep 2021 - 23:51
On peut créer des 3D sur CamBam.
Seulement des trucs simples, comme des extrusions d'un profil en 3D
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cad/DrawSurface.htm#extrude_solid
et j'utilise aussi un plugin qui permet de faire des formes de révolution depuis un profile. La pièce de tournage (verte) de la vidéo sur usinage est faite avec.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/RevolveExtrude_FR.html
Ce doit être une erreur d'expédition. EdingCNC, je ne connais pas et je n'ai jamais une de licence là-dessus...
Probable, j'ai un client à qui il est arrivé la même chose, chez BZT et Sorotec, ils n'utilisent pas Mach3 ni rien en port //, donc ils doivent mettre le boitier pour tester (la c'était une machine repartie en SAV) .... et oublier qu'il n'est pas au client .... à 280€ le boitier, c'est un beau cadeau, même si c'est involontaire !
Il y a des trucs que CamBam ne sait pas faire ?
Ah ! si : les filetages sur tour CNC et les formes intérieures.
Ça viendra, Andy s'est achetè un tour CNc ... et pour les formes intérieures, il y a une ruse, mais ça oblige à tourner à l'envers et outil tête en bas.
et il reste les Wizard Mach3

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() Hagar Sam 25 Sep 2021 - 21:26
Hagar Sam 25 Sep 2021 - 21:26
Je n'arrive pas à comprendre la différence entre une carte ESS et la UC400. 
Pour les 2 types de cartes : d'un côté, l'ordinateur, en port Ethernet, et de l'autre côté, la BOB, en port //.
Pour l'ESS de ton lien (cncshop), la compatibilité annoncée va jusqu'à Windows 8, et il y a un Windows 10 sur le PC d'occasion que j'ai trouvé. Ca passe ou pas ?
Enfin, vu leur tarifs, je penche plutôt vers la UC400.
Dommage que ma belle carte d'axe signée BZT à 280€ ne me soit d'aucune utilité.
Trop grosse pour faire un porte-clef, trop haute pour caler l'armoire normande, trop de trous pour en faire un flacon à calva étanche...
Pour les 2 types de cartes : d'un côté, l'ordinateur, en port Ethernet, et de l'autre côté, la BOB, en port //.
Pour l'ESS de ton lien (cncshop), la compatibilité annoncée va jusqu'à Windows 8, et il y a un Windows 10 sur le PC d'occasion que j'ai trouvé. Ca passe ou pas ?
Enfin, vu leur tarifs, je penche plutôt vers la UC400.
Dommage que ma belle carte d'axe signée BZT à 280€ ne me soit d'aucune utilité.
Trop grosse pour faire un porte-clef, trop haute pour caler l'armoire normande, trop de trous pour en faire un flacon à calva étanche...
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Sam 25 Sep 2021 - 22:22
dh42 Sam 25 Sep 2021 - 22:22
Salut,
Les 2 font la même chose, l'ESS est un peu mieux ; il monte plus haut en fréquence (pas très utile avec des moteurs PàP), et il peut piloter jusqu'à 3 BoB au lieu de 2 pour l'UC400.
L'ESS fonctionne aussi avec Win 10, pas de problème, mais il est nettement plus cher qu'un UC400. A mon avis l'UC400 est tout à fait suffisant et il a une très bonne compatibilité avec Mach3.
le site de l'ESS
https://warp9td.com/index.php/sw/software-mach
Il faudrait voir si tu peux obtenir une licence pour Eding, car la carte est vendue avec (Eding ne se vends pas seul) ; tu peux dire que tu a perdu les infos de licence suite à un achat d'occas .. ou autre.
Si tu peux récupérer une licence pour Eding (BZTCNC), alors tu peux revendre la carte d'occas .... ou passer la PFK sur Eding pour voir.
tu peux tenter de les contacter ici
https://www.edingcnc.com/
Le soft en version d'essais ici
https://www.edingcnc.com/download.php
++
David
Je n'arrive pas à comprendre la différence entre une carte ESS et la UC400.
Les 2 font la même chose, l'ESS est un peu mieux ; il monte plus haut en fréquence (pas très utile avec des moteurs PàP), et il peut piloter jusqu'à 3 BoB au lieu de 2 pour l'UC400.
L'ESS fonctionne aussi avec Win 10, pas de problème, mais il est nettement plus cher qu'un UC400. A mon avis l'UC400 est tout à fait suffisant et il a une très bonne compatibilité avec Mach3.
le site de l'ESS
https://warp9td.com/index.php/sw/software-mach
Dommage que ma belle carte d'axe signée BZT à 280€ ne me soit d'aucune utilité.
Il faudrait voir si tu peux obtenir une licence pour Eding, car la carte est vendue avec (Eding ne se vends pas seul) ; tu peux dire que tu a perdu les infos de licence suite à un achat d'occas .. ou autre.
Si tu peux récupérer une licence pour Eding (BZTCNC), alors tu peux revendre la carte d'occas .... ou passer la PFK sur Eding pour voir.
tu peux tenter de les contacter ici
https://www.edingcnc.com/
Le soft en version d'essais ici
https://www.edingcnc.com/download.php
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() Hagar Jeu 30 Sep 2021 - 13:16
Hagar Jeu 30 Sep 2021 - 13:16
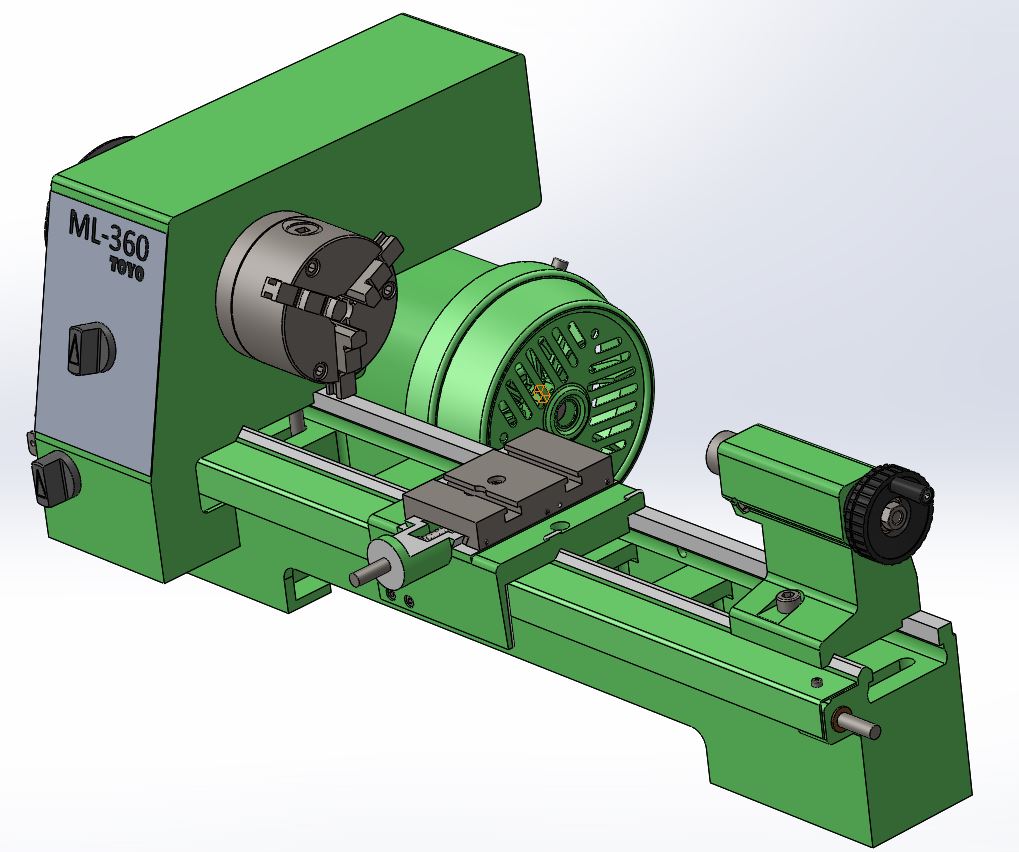
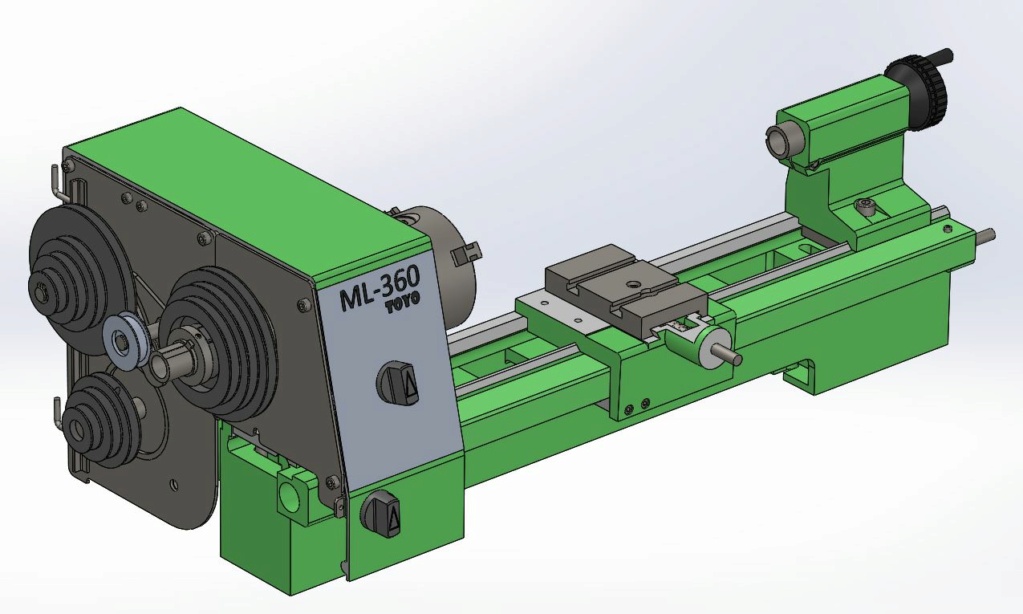
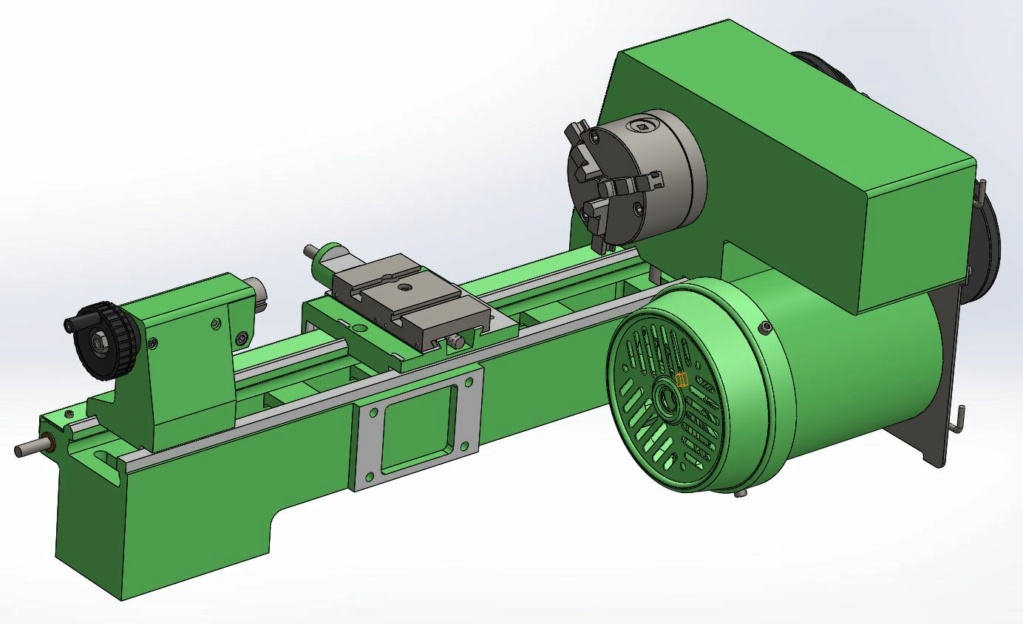
Finalement, c'est 90% du tour que je suis en train de modéliser.
Je n'ai pas osé démonter la broche. S'il faut ensuite un serrage au couple pour le remontage, je n'ai ni l'outil, ni la valeur. C'est là les 10% qui manquent à ma modélisation.
Alors ça prend un peu de temps. Mais puisque je le démonte pour contrôle et nettoyage, c'est l'occasion.
Le moteur d'origine a 3 câbles et un gros condensateur. Ce n'est donc pas un mono, mais un triphasé. Je peux le garder, alors.
Edit : Ah non ! C'est un mono. Marqué dessus.
Si c'est pilotable par un variateur, ça me va. Qui pourrait me dire ?

Ce n'est pas juste pour le "plaisir" de le voir en 3D sur l'ordi. Il est clair que je vais tenter un changeur d'outil maison. Pour ça, il me faut le 3D de tout l'environnement de la zone de travail. J'ai zyeuté plein de vidéos sur le sujet. Voici celui qui me semble avoir eu la meilleure idée de changeur d'outils pour un petit tour comme le mien (voir la 2ème moitié de la vidéo) :
Un moteur d'axe + un détecteur de position tourelle en place, je suppose.
La reconnaissance du numéro de poste d'outil doit se faire par comptage sur une macro Mach3.
Dans ce cas, il faut gérer un 3ème axe et réserver une entrée pour le détecteur.
C'est peut-être le moment de créer un sujet consacré à ce projet.
Je n'ai pas osé démonter la broche. S'il faut ensuite un serrage au couple pour le remontage, je n'ai ni l'outil, ni la valeur. C'est là les 10% qui manquent à ma modélisation.
Alors ça prend un peu de temps. Mais puisque je le démonte pour contrôle et nettoyage, c'est l'occasion.
Le moteur d'origine a 3 câbles et un gros condensateur. Ce n'est donc pas un mono, mais un triphasé. Je peux le garder, alors.
Edit : Ah non ! C'est un mono. Marqué dessus.
Si c'est pilotable par un variateur, ça me va. Qui pourrait me dire ?

Ce n'est pas juste pour le "plaisir" de le voir en 3D sur l'ordi. Il est clair que je vais tenter un changeur d'outil maison. Pour ça, il me faut le 3D de tout l'environnement de la zone de travail. J'ai zyeuté plein de vidéos sur le sujet. Voici celui qui me semble avoir eu la meilleure idée de changeur d'outils pour un petit tour comme le mien (voir la 2ème moitié de la vidéo) :
Un moteur d'axe + un détecteur de position tourelle en place, je suppose.
La reconnaissance du numéro de poste d'outil doit se faire par comptage sur une macro Mach3.
Dans ce cas, il faut gérer un 3ème axe et réserver une entrée pour le détecteur.
C'est peut-être le moment de créer un sujet consacré à ce projet.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Jeu 30 Sep 2021 - 22:15
dh42 Jeu 30 Sep 2021 - 22:15
Salut,
Non, il faut un vrai moteur tri.
Sympa son changeur d'outils
++
David
Si c'est pilotable par un variateur, ça me va. Qui pourrait me dire ?
Non, il faut un vrai moteur tri.
Sympa son changeur d'outils
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() ducran lapoigne Sam 2 Oct 2021 - 0:23
ducran lapoigne Sam 2 Oct 2021 - 0:23
une question qui me vient a l'esprit:
un mécanisme a croix de malte ne conviendrait pas pour un changeur d' outil ?
ce serait plus simple a utiliser: une commande moteur + une commande indexeur
un mécanisme a croix de malte ne conviendrait pas pour un changeur d' outil ?
ce serait plus simple a utiliser: une commande moteur + une commande indexeur

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Sam 2 Oct 2021 - 1:27
dh42 Sam 2 Oct 2021 - 1:27
Salut,
Sur la vidéo, je n'ai pas trop compris comment il fonctionnait son changeur ... une supposition de ma part serait un système de crémaillère comme sur le barillet d'un révolver, sauf qu'un lieu d'un levier qui pousse sur la crémaillère circulaire, on pourrait avoir 2 crémaillères en opposition plaquées par un ressort, si on fait tourner dans un sens, la rampe des 2 crémaillères repousse la tourelle en compressant le ressort, puis une fois passé le cran, on fait un petit retour en arrière pour plaquer les dents de la crémaillère et rattraper le jeu. Dans ce cas, comme sur l'Intelys2009, il y a un sens obligatoire pour l'utilisation des outils, de sorte que l'effort de coupe continu à plaquer les dents de la crémaillère.
il suffit d'un seul moteur pour la rotation et d'un contact qui permet de savoir si la partie mobile est plaquée ou non (donc si on a passé la dent)
Il n'y a pas vraiment besoin d'un indexeur (si tu veux parler d'un moyen de savoir quel n° d'outil est en place), le logiciel "sait" à quelle position il se trouve pour peut que l'on ai fait correctement l'initialisation.
du pt de vue programmation le "workflow" c'est:
déterminer combien de "crans" (d'outils) il faudra passer pour aller du n° en cours au n° demandé.
- lancer la rotation du moteur sur un angle suffisant pour passer chaque cran
- une foi la rotation fini, vérifier que le contact qui détecte la position décollée ou plaquée de la tourelle et bien en position plaquée, sinon revenir en arrière d'un chouilla pour mettre les dents en contact ; même si ça force un peu si la valeur de retour et plus importante que le jeu et que le moteur perd des pas, ce n'est pas grave, à la prochaine demande de rotation il ferai bien une rotation de l'angle indiqué.
Une autre solution serait de faire une boucle demandant au moteur de tourner de 1° et à chaque fois tester le contact pour savoir si la tourelle est toujours décollée, dès que le contact envoi l'info "collée" on arrête la rotation, c'est qu'on à passé une dent .. et si c'est le dernier cran à passer, on fait un retour en arrière de 1° ce qui bloquera la tourelle.
++
David
Sur la vidéo, je n'ai pas trop compris comment il fonctionnait son changeur ... une supposition de ma part serait un système de crémaillère comme sur le barillet d'un révolver, sauf qu'un lieu d'un levier qui pousse sur la crémaillère circulaire, on pourrait avoir 2 crémaillères en opposition plaquées par un ressort, si on fait tourner dans un sens, la rampe des 2 crémaillères repousse la tourelle en compressant le ressort, puis une fois passé le cran, on fait un petit retour en arrière pour plaquer les dents de la crémaillère et rattraper le jeu. Dans ce cas, comme sur l'Intelys2009, il y a un sens obligatoire pour l'utilisation des outils, de sorte que l'effort de coupe continu à plaquer les dents de la crémaillère.
il suffit d'un seul moteur pour la rotation et d'un contact qui permet de savoir si la partie mobile est plaquée ou non (donc si on a passé la dent)

Il n'y a pas vraiment besoin d'un indexeur (si tu veux parler d'un moyen de savoir quel n° d'outil est en place), le logiciel "sait" à quelle position il se trouve pour peut que l'on ai fait correctement l'initialisation.
du pt de vue programmation le "workflow" c'est:
déterminer combien de "crans" (d'outils) il faudra passer pour aller du n° en cours au n° demandé.
- lancer la rotation du moteur sur un angle suffisant pour passer chaque cran
- une foi la rotation fini, vérifier que le contact qui détecte la position décollée ou plaquée de la tourelle et bien en position plaquée, sinon revenir en arrière d'un chouilla pour mettre les dents en contact ; même si ça force un peu si la valeur de retour et plus importante que le jeu et que le moteur perd des pas, ce n'est pas grave, à la prochaine demande de rotation il ferai bien une rotation de l'angle indiqué.
Une autre solution serait de faire une boucle demandant au moteur de tourner de 1° et à chaque fois tester le contact pour savoir si la tourelle est toujours décollée, dès que le contact envoi l'info "collée" on arrête la rotation, c'est qu'on à passé une dent .. et si c'est le dernier cran à passer, on fait un retour en arrière de 1° ce qui bloquera la tourelle.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() juleo68 Sam 2 Oct 2021 - 8:43
juleo68 Sam 2 Oct 2021 - 8:43
Salut Franz
Tu as aussi Wabeco qui fait des tours CNC sympa, ils ne sont pas donnés certes...!
https://www.wabeco-remscheid.de/drehmaschinen/cnc-gesteuert/cc-d6000.html
Tu as aussi Wabeco qui fait des tours CNC sympa, ils ne sont pas donnés certes...!
https://www.wabeco-remscheid.de/drehmaschinen/cnc-gesteuert/cc-d6000.html

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Cherche infos pour achat d'un petit tour CNC
![]() nagut Sam 2 Oct 2021 - 18:19
nagut Sam 2 Oct 2021 - 18:19
J'ai vu parfois des systèmes d'indexation plus simple à réaliser que celui montré par David
le principe était celui la :

l'écartement des disques est fait par un simple vérin pneumatique
le principe était celui la :

l'écartement des disques est fait par un simple vérin pneumatique

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Cherche infos pour achat d'un petit tour CNC
![]() meles Sam 2 Oct 2021 - 18:24
meles Sam 2 Oct 2021 - 18:24
Et sur le même principe que la tourelle de défonceuse, un trou , un ressort et un bille de roulement ?
_________________

meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Sam 2 Oct 2021 - 21:30
dh42 Sam 2 Oct 2021 - 21:30
Salut,
Ça ne sert pas juste à positionner, il faut aussi que ça résiste à l'effort de coupe sans tourner.
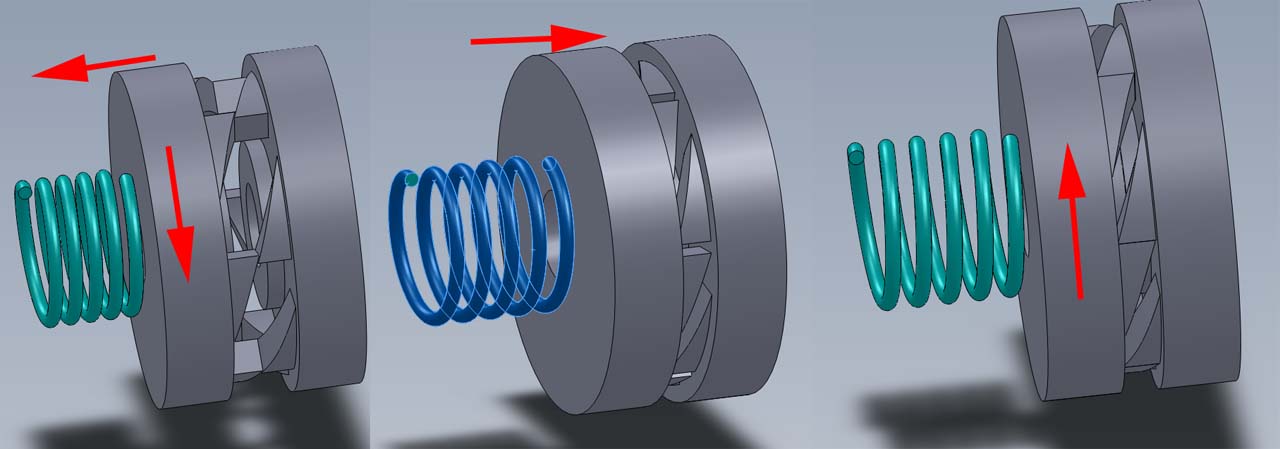
Il faut aussi penser à la direction de cet effort en fonction du montage d'outil ; sur le dessin de nagut ça à l'avantage d'être utilisable dans les 2 sens. Après il y a aussi le problème du montage des outils ; pour chariotage pas de soucis, par contre pour les usinages intérieurs et les perçages (donc outil aligné en Z), je ne sais pas trop comment c'est fait, c'est difficile à voir sur ces photos
http://www.metabricoleur.com/t20095-retrofit-tour-intelys-g2009#398234
Sur mon dessin, en fait il n'est pas nécessaire que les 2 pièces aient les 6 bossages ; on pourrait n'en mettre qu'un ou deux sur une des pièces. Par contre ce n'est pas simple à usiner ; sur SW dans un 1ier temps j'avais juste fait une coupe en biais pour l'angle des bossages, mais ça le fait pas, les surfaces des 2 pièces ne plaquent pas l'une contre l'autre ; pour que ça match il faut un usinage suivant une spirale ; un peu comme un filetage, donc 4ieme axe et CNc pour pouvoir générer le mouvement combiné de l'axe A et du déplacement le long de l'axe de rotation (en X ou Y suivant orientation) ... ou 4ieme axe asservi sur une fraiseuse manuelle, mais c'est pas si courant.
++
David
meles a écrit:Et sur le même principe que la tourelle de défonceuse, un trou , un ressort et un bille de roulement ?
Ça ne sert pas juste à positionner, il faut aussi que ça résiste à l'effort de coupe sans tourner.
Il faut aussi penser à la direction de cet effort en fonction du montage d'outil ; sur le dessin de nagut ça à l'avantage d'être utilisable dans les 2 sens. Après il y a aussi le problème du montage des outils ; pour chariotage pas de soucis, par contre pour les usinages intérieurs et les perçages (donc outil aligné en Z), je ne sais pas trop comment c'est fait, c'est difficile à voir sur ces photos
http://www.metabricoleur.com/t20095-retrofit-tour-intelys-g2009#398234
J'ai vu parfois des systèmes d'indexation plus simple à réaliser que celui montré par David
Sur mon dessin, en fait il n'est pas nécessaire que les 2 pièces aient les 6 bossages ; on pourrait n'en mettre qu'un ou deux sur une des pièces. Par contre ce n'est pas simple à usiner ; sur SW dans un 1ier temps j'avais juste fait une coupe en biais pour l'angle des bossages, mais ça le fait pas, les surfaces des 2 pièces ne plaquent pas l'une contre l'autre ; pour que ça match il faut un usinage suivant une spirale ; un peu comme un filetage, donc 4ieme axe et CNc pour pouvoir générer le mouvement combiné de l'axe A et du déplacement le long de l'axe de rotation (en X ou Y suivant orientation) ... ou 4ieme axe asservi sur une fraiseuse manuelle, mais c'est pas si courant.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cherche infos pour achat d'un petit tour CNC
![]() Hagar Sam 2 Oct 2021 - 21:59
Hagar Sam 2 Oct 2021 - 21:59
Voici la modélisation de mon mini-tour.
Sur cette base, je vais enfin pouvoir extrapoler le mécanisme de changement d'outils sans passer mon temps à prendre des mesures directement sur la machine.
Confortable !
D'après ce que je comprends de la vidéo du Russe qui s'est fait ce sympatique changeur, c'est le moteur PàP qui se charge de décoller la tourelle, de la positionner, puis de re-verrouiller la tourelle. On voit l'arbre central (accouplé au moteur) tourner pendant les déverrouillages / verrouillages aussi bien qu'à la rotation de tourelle.
Dans ses vidéos ultérieures, il a remplacé ce système par un "classique" vérin pneumatique pour les verrouillages, laissant au moteur juste la tâche du positionnement tourelle. Il l'explique certainement, mais j'ai un peu de mal avec la langue russe.
Exact : il faut penser aux efforts de coupe.
Sa tourelle, plaquée à droite, encaisse naturellement les efforts axiaux des perçages.
Pour les efforts radiaux (vers le bas) des chariotages, je pense à un système index/canon pour boquer la tourelle en rotation dans une position exacte. Mais il faudrait soulager le moteur PàP pour ne pas qu'il lutte contre l'indexage. Un accouplement flexible ? A voir.
Là, j'ai du boulot et peu de temps pour le projet. Je devrais pouvoir commencer l'étude dans une semaine.
Sur cette base, je vais enfin pouvoir extrapoler le mécanisme de changement d'outils sans passer mon temps à prendre des mesures directement sur la machine.
Confortable !



D'après ce que je comprends de la vidéo du Russe qui s'est fait ce sympatique changeur, c'est le moteur PàP qui se charge de décoller la tourelle, de la positionner, puis de re-verrouiller la tourelle. On voit l'arbre central (accouplé au moteur) tourner pendant les déverrouillages / verrouillages aussi bien qu'à la rotation de tourelle.
Dans ses vidéos ultérieures, il a remplacé ce système par un "classique" vérin pneumatique pour les verrouillages, laissant au moteur juste la tâche du positionnement tourelle. Il l'explique certainement, mais j'ai un peu de mal avec la langue russe.
Exact : il faut penser aux efforts de coupe.
Sa tourelle, plaquée à droite, encaisse naturellement les efforts axiaux des perçages.
Pour les efforts radiaux (vers le bas) des chariotages, je pense à un système index/canon pour boquer la tourelle en rotation dans une position exacte. Mais il faudrait soulager le moteur PàP pour ne pas qu'il lutte contre l'indexage. Un accouplement flexible ? A voir.
Là, j'ai du boulot et peu de temps pour le projet. Je devrais pouvoir commencer l'étude dans une semaine.
Hagar- complétement accro
- Messages : 646
Points : 1030
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: Cherche infos pour achat d'un petit tour CNC
![]() dh42 Sam 2 Oct 2021 - 23:27
dh42 Sam 2 Oct 2021 - 23:27
Re
Ou simplement piloter le Enable du driver via Mach3 ; les Enables des moteurs X et Z n'ont pas besoins d'être branchés (si pas de jus sur le ENA des drivers = en fonction, si ENA alimenté = driver désactivé, moteur libre)
Si on assigne une sortie de Mach3 a l'Enable du moteur de tourelle, alors une fois que la tourelle à tournée, le script peut désactiver le driver du moteur de tourelle en envoyant le signal ENA.
Par contre je ne suis pas sûr que ça passe sur la Benezan, je n'ai pas tout compris au fonctionnement de l'ENA et en plus il n'est pas sorti sur le bornier, mais sur une simple ST-V2, il y une borne ENA, assignée à la pin 14 et donc pilotable depuis Mach3.
https://www.omc-stepperonline.com/download/ST-V2.pdf
en plus elle est bien moins chère qu'une Benezan, par contre elle n'a qu'un seul relais
https://fr.aliexpress.com/item/4000271515828.html?gps-id=pcStoreJustForYou&scm=1007.23125.137358.0&scm_id=1007.23125.137358.0&scm-url=1007.23125.137358.0&pvid=64e76121-33d7-4459-87a5-928171a0871e
Au fait, à tu besoin de 2 sens de rotation ? (donc 2 relais de broche) .. si il faut 2 relais, il est simple de mettre une 2ieme BoB ST-V2 sur la 2ieme sortie de l'UC400ETH.
edit: ... et il faut encore un autre relais si tu a une électrovanne pour le verrouillage du changeur d'outil, donc 3 au total si en plus tu veux 2 sens de rotation broche ... dans ce cas, plutôt qu'une 2ieme ST-V2, il faut une carte à relais à la place ... jette un œil sur le sujet du tour Intelys, le gars en utilise une.
https://www.ebay.fr/itm/24V-printer-parallel-port-8-channel-relay-card-board-FINDER-relays-/271243625961
++
David
Mais il faudrait soulager le moteur PàP pour ne pas qu'il lutte contre l'indexage.
Ou simplement piloter le Enable du driver via Mach3 ; les Enables des moteurs X et Z n'ont pas besoins d'être branchés (si pas de jus sur le ENA des drivers = en fonction, si ENA alimenté = driver désactivé, moteur libre)
Si on assigne une sortie de Mach3 a l'Enable du moteur de tourelle, alors une fois que la tourelle à tournée, le script peut désactiver le driver du moteur de tourelle en envoyant le signal ENA.
Par contre je ne suis pas sûr que ça passe sur la Benezan, je n'ai pas tout compris au fonctionnement de l'ENA et en plus il n'est pas sorti sur le bornier, mais sur une simple ST-V2, il y une borne ENA, assignée à la pin 14 et donc pilotable depuis Mach3.
https://www.omc-stepperonline.com/download/ST-V2.pdf
en plus elle est bien moins chère qu'une Benezan, par contre elle n'a qu'un seul relais
https://fr.aliexpress.com/item/4000271515828.html?gps-id=pcStoreJustForYou&scm=1007.23125.137358.0&scm_id=1007.23125.137358.0&scm-url=1007.23125.137358.0&pvid=64e76121-33d7-4459-87a5-928171a0871e
Au fait, à tu besoin de 2 sens de rotation ? (donc 2 relais de broche) .. si il faut 2 relais, il est simple de mettre une 2ieme BoB ST-V2 sur la 2ieme sortie de l'UC400ETH.
edit: ... et il faut encore un autre relais si tu a une électrovanne pour le verrouillage du changeur d'outil, donc 3 au total si en plus tu veux 2 sens de rotation broche ... dans ce cas, plutôt qu'une 2ieme ST-V2, il faut une carte à relais à la place ... jette un œil sur le sujet du tour Intelys, le gars en utilise une.
https://www.ebay.fr/itm/24V-printer-parallel-port-8-channel-relay-card-board-FINDER-relays-/271243625961
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 3 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» je cherche des infos pour la programmation d'un variateur
» cherche petit tour d'occase...
» Cherche conseils pour Achat d'une vieille scie à ruban
» cherche qq1 pour un petit depannage en saone et loire ( tournage metal)
» Conseil pour achat d'un petit aspirateur
» cherche petit tour d'occase...
» Cherche conseils pour Achat d'une vieille scie à ruban
» cherche qq1 pour un petit depannage en saone et loire ( tournage metal)
» Conseil pour achat d'un petit aspirateur
Page 3 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum