






micro fraise
4 participants
Page 1 sur 1

 micro fraise
micro fraise
![]() gilles974 Sam 22 Déc - 6:06
gilles974 Sam 22 Déc - 6:06
bonjour
j'ai besoin de faire un petit usinage (de test) avec des fraises de 0.8mm et 1.5mm
le matériau à usiner est un plastique ?? que l'on pose autour des boutons d'arrêt d'urgence
seulement j'ai du mal à trouver par calcul la rotation et vitesse d'avance
les fraises employées sont : cylindrique 2 dents
merci
a+
gilles
j'ai besoin de faire un petit usinage (de test) avec des fraises de 0.8mm et 1.5mm
le matériau à usiner est un plastique ?? que l'on pose autour des boutons d'arrêt d'urgence
seulement j'ai du mal à trouver par calcul la rotation et vitesse d'avance
les fraises employées sont : cylindrique 2 dents
merci
a+
gilles

gilles974- acharné du forum

- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion

Re: micro fraise
![]() nagut Sam 22 Déc - 7:33
nagut Sam 22 Déc - 7:33
gilles974 a écrit:bonjour
que l'on pose autour des boutons d'arrêt d'urgence
salut
je pense que dans ces Ø, mème à coté du de l'A.U.tu va casser 1 ou 2 fraises
une copie de données générale

de toute façon avec le plastique, il faut arroser
au boulot, (quant je travaillais
tu ne dit pas la matière des fraises; si tu n'a pas de grande quantité, il faudrait peut être trouver des fraises HSS
elles s'usent plus vite mais sont moins fragiles.

nagut- complétement accro

- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: micro fraise
![]() gilles974 Sam 22 Déc - 8:56
gilles974 Sam 22 Déc - 8:56
bonjour daniel
j'ai aussi se tableau pas evident à determiner
aucune idéee de la matiere des fraises et j'ai qu'une fraise de 0.8 alors l'arrosage est de rigueur
pour le plastique il fait 0.8 d'eppaisseur il faut que je fasse une poche de 0.2
je fouille
a+
gilles
j'ai aussi se tableau pas evident à determiner
aucune idéee de la matiere des fraises et j'ai qu'une fraise de 0.8 alors l'arrosage est de rigueur
pour le plastique il fait 0.8 d'eppaisseur il faut que je fasse une poche de 0.2
je fouille
a+
gilles
gilles974- acharné du forum
- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: micro fraise
![]() franck67530 Sam 22 Déc - 10:01
franck67530 Sam 22 Déc - 10:01
c'est plus de la gravure que du fraisage ...... je ferais du 24000 trs et j'utiliserais une avance de 0.005 par dent
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: micro fraise
![]() nagut Sam 22 Déc - 10:44
nagut Sam 22 Déc - 10:44
franck67530 a écrit:c'est plus de la gravure que du fraisage ...... je ferais du 24000 trs et j'utiliserais une avance de 0.005 par dent
pour les 24000 je suis d'accord; à ces Ø il faudrait une broche qui monte à 60000 mais je ne pense pas que ce soit le cas.
par contre, pour l'avance 0.005 par dent çà va chauffer et fondre (et casser)
je dirais plutôt 0.015
c'est l'erreur que l'on a tendance à faire au début
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: micro fraise
![]() gilles974 Sam 22 Déc - 10:50
gilles974 Sam 22 Déc - 10:50
merci franck87530 pour ton approche
j'ai ramené à 15000 tr/mm se qui me donne
une Vc de 38 m/mm
une Fz de 0.005
j'arrive à une avance de 151 mm/mm
comme dit nagu
j'ai ramené à 15000 tr/mm se qui me donne
une Vc de 38 m/mm
une Fz de 0.015
j'arrive à une avance de 453 mm/mm
là j'ai peur
2 ecoles
a+
gilles
j'ai ramené à 15000 tr/mm se qui me donne
une Vc de 38 m/mm
une Fz de 0.005
j'arrive à une avance de 151 mm/mm
comme dit nagu
j'ai ramené à 15000 tr/mm se qui me donne
une Vc de 38 m/mm
une Fz de 0.015
j'arrive à une avance de 453 mm/mm
là j'ai peur
2 ecoles
a+
gilles
gilles974- acharné du forum
- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: micro fraise
![]() nagut Sam 22 Déc - 12:07
nagut Sam 22 Déc - 12:07
non pas 2 écoles, en fraisage c'est bien connu, il faut donner à bouffer à la fraise ( c'est la mème chose d'en de l'alu, du laiton, de l'inox...)
bon pour une poche de 0.2 de profondeur, il ne devrait pas y avoir de problème
(temps que c'est lubrifié)
bon pour une poche de 0.2 de profondeur, il ne devrait pas y avoir de problème
(temps que c'est lubrifié)
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: micro fraise
![]() dh42 Sam 22 Déc - 21:39
dh42 Sam 22 Déc - 21:39
Salut,
Quelque infos pour les micro fraises
http://www.sorotec.de/webshop/Datenblaetter/fraeser/schnittwerte_1_8_en.pdf
ici pour une fraise de 1mm, ils donnent une avance à 0.015 pour du plastique tendre et 0.006 pour du dûr (avec une Vc de l'ordre de 100 à 150 m/min)
avec une 2 dent à 0.006/dent et la V de broche limitée à 24000 tr, ça donnerais 24000 RPM (Vc = 75) - 288 mm/min
Comme les étiquettes ? c'est assez tendre.
++
David
Quelque infos pour les micro fraises
http://www.sorotec.de/webshop/Datenblaetter/fraeser/schnittwerte_1_8_en.pdf
ici pour une fraise de 1mm, ils donnent une avance à 0.015 pour du plastique tendre et 0.006 pour du dûr (avec une Vc de l'ordre de 100 à 150 m/min)
avec une 2 dent à 0.006/dent et la V de broche limitée à 24000 tr, ça donnerais 24000 RPM (Vc = 75) - 288 mm/min
le matériau à usiner est un plastique ?? que l'on pose autour des boutons d'arrêt d'urgence
Comme les étiquettes ? c'est assez tendre.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: micro fraise
![]() franck67530 Sam 22 Déc - 21:50
franck67530 Sam 22 Déc - 21:50
le probleme a mon avis c'est que c'est une tres petite fraise , a peine tu la poses sur la matiere que le risque de casse existe .... la en + on est pas dans de la gravure mais dans du fraisage tu va avoir des changements de direction , je pense également une matiere pas homogene avec un etat de surface " aleatoire " ( pour une fraise de 0.8 , 1/10 de defaut d'etat de surface c'est qd meme enorme ) , et donc usure également durant l'usinage .... tu rentres dans la matiere en faisant une rampe helicoidal je pense ?
au fait c'est une fraise boule ou cylindrique ?
au fait c'est une fraise boule ou cylindrique ?
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: micro fraise
![]() gilles974 Dim 23 Déc - 8:23
gilles974 Dim 23 Déc - 8:23
bonjour
pour exemple
pour une fraise de 0.8mm
si je ramene la vitesse à 15000 tr/mm avec une avance à 150 m/mm
j'obtiens une Fz de 0.005 pour une Vc de 38 m/mm
est ce bon ??
les fraises employées sont : cylindrique 2 dents
pour exemple
pour une fraise de 0.8mm
si je ramene la vitesse à 15000 tr/mm avec une avance à 150 m/mm
j'obtiens une Fz de 0.005 pour une Vc de 38 m/mm
est ce bon ??
gilles974- acharné du forum
- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: micro fraise
![]() dh42 Dim 23 Déc - 18:01
dh42 Dim 23 Déc - 18:01
si je ramene la vitesse à 15000 tr/mm avec une avance à 150 m/mm
j'obtiens une Fz de 0.005 pour une Vc de 38 m/mm
tr/min .... mm/min .... m/min
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: micro fraise
![]() dh42 Dim 23 Déc - 20:54
dh42 Dim 23 Déc - 20:54
Re
Je viens de retrouver les valeurs utilisées en prod sur mes claviers ; matière: érable sycomore (dur), fraise Ø1 - 2 dents - carbure - L=5mm
Rotation: 18000 tr - avance: 300 mm/min (Fz = 0.008) - passes 1.2 mm
Elle a fait des centaines de pièces sans casser.
voir ici à 2:08
++
David
Je viens de retrouver les valeurs utilisées en prod sur mes claviers ; matière: érable sycomore (dur), fraise Ø1 - 2 dents - carbure - L=5mm
Rotation: 18000 tr - avance: 300 mm/min (Fz = 0.008) - passes 1.2 mm
Elle a fait des centaines de pièces sans casser.
voir ici à 2:08
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: micro fraise
![]() gilles974 Lun 24 Déc - 5:09
gilles974 Lun 24 Déc - 5:09
salut david

super, ca fait une bonne base de départ
a+ est bon réveillon
gilles
j'étais ému ce jour là la chaleur avec la bière a pas faire bon ménagetr/min .... mm/min .... m/min
matière: érable sycomore (dur), fraise Ø1 - 2 dents - carbure - L=5mm
Rotation: 18000 tr - avance: 300 mm/min (Fz = 0.008) - passes 1.2 mm
super, ca fait une bonne base de départ
a+ est bon réveillon
gilles
gilles974- acharné du forum
- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: micro fraise
![]() gilles974 Mer 26 Déc - 9:15
gilles974 Mer 26 Déc - 9:15
bonjour
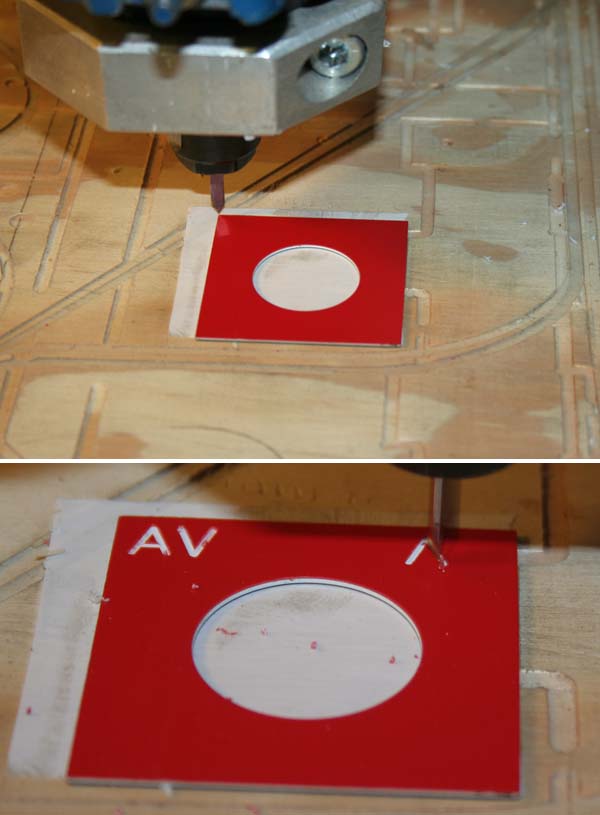
tout c'est bien passé j'ai utilisé, mais j'ai joué la sécurité, je pense que cela peut être optimisé
pour une fraise de 0.8 / 2 dents
15000 tr/mn pour 90 de vitesse d'avance et 20 en plongée et passe de 0.1
pour une fraise de 1.5 / 2 dents
15000 tr/mn pour 150 de vitesse d'avance et 20 en plongée et passe de 0.2
l'usinage produisait des copeaux torsadés. bon signe

 " />
" />
a+
gilles
tout c'est bien passé j'ai utilisé, mais j'ai joué la sécurité, je pense que cela peut être optimisé
pour une fraise de 0.8 / 2 dents
15000 tr/mn pour 90 de vitesse d'avance et 20 en plongée et passe de 0.1
pour une fraise de 1.5 / 2 dents
15000 tr/mn pour 150 de vitesse d'avance et 20 en plongée et passe de 0.2
l'usinage produisait des copeaux torsadés. bon signe
" />a+
gilles
gilles974- acharné du forum
- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion

 Sujets similaires
Sujets similaires» Fraise à onglet verrouillé ou fraise à tiroir...que choisir ?
» Fraise à tenoner vs fraise à rainer
» Fraise qui ne fraise pas droit
» µ-lub pas chère
» micro-fissures
» Fraise à tenoner vs fraise à rainer
» Fraise qui ne fraise pas droit
» µ-lub pas chère
» micro-fissures
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum