






USINAGE 2.5 D
Page 1 sur 2 • 1, 2 

 USINAGE 2.5 D
USINAGE 2.5 D
![]() AIRPOPCIE Dim 19 Nov 2017 - 15:03
AIRPOPCIE Dim 19 Nov 2017 - 15:03
J'ai fais un dessin :
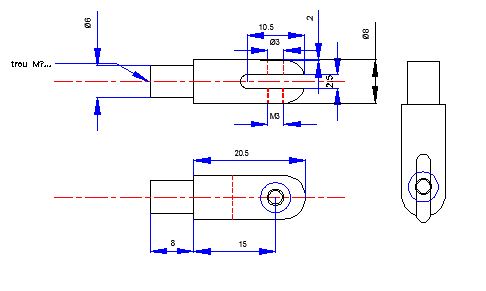
j'ai importé dans CB la figure de droite sur laquelle j'ai reporté toutes les opérations d'usinage sur une seule face.
j'ai défini:
poche N°1 1er diamètre de 5.5mm sur 0.25mm de profondeur.
poche N°2 2eme diamètre de 3.2mm sur 3 mm de profondeur.
poche N°3 3eme diamètre de 2.5mm sur 3 mm de profondeur.
poche N°4 feuillure de 2.5mm sur 8.2 mm de profondeur.
puis "a la main" j'ai rajouté dans le Gcode:
avant la 3eme poche G0 A180.00
avant la 4eme poche G0 A270.00
Dans CutViewer les usinages se font sur le même plan. Il ne voit pas le A qui tourne.
J'ai déjà vu un post qui traite de ce problème mais je ne le retrouve pas.
comment faire sans avoir une vue 3D qui rentre dans CamBam?.
Merci de m'aider même si ca fonctionne ainsi.
Ci joint le Gcode.
A+ M le PoP

AIRPOPCIE- très actif

- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: USINAGE 2.5 D
![]() eric44 Dim 19 Nov 2017 - 21:59
eric44 Dim 19 Nov 2017 - 21:59
Tu ne fais pas tourner ton axe (entete ou fin operation personnalisée)
Editer et mettre :
G0 A(nbdegre à faire)
G0 A180
Pense à remonter ta fraise avant
@+
Eric

eric44- complétement accro

- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -

Re: USINAGE 2.5 D
![]() dh42 Dim 19 Nov 2017 - 22:20
dh42 Dim 19 Nov 2017 - 22:20
Dans CutViewer les usinages se font sur le même plan. Il ne voit pas le A qui tourne.
Oui, CV ne simule pas le 4 axes, et CB non plus.
Pour ma part, je regarde les parcours dans Mach3, ou dans NCplot (payant)
J'ai déjà vu un post qui traite de ce problème mais je ne le retrouve pas.
Peut être ici, "Utilisation des répétitions avec un 4ième axe rotatif"
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Nesting.html
Note, en 4 axes, généralement le 0 en Z doit être à l'axe de rotation de la pièce, pas à sa surface. (donc dans ton cas, surface pièce doit être à 4 et plan de dégagement à 4+3 = 7)
Si tu ne met pas le 0 à l'axe, et si tu ne modifie pas la compensation de vitesse d'avance en fonction du rayon(*) ça ne fonctionnera pas correctement sous Mach3 (et la simu ne correspondra pas non plus)
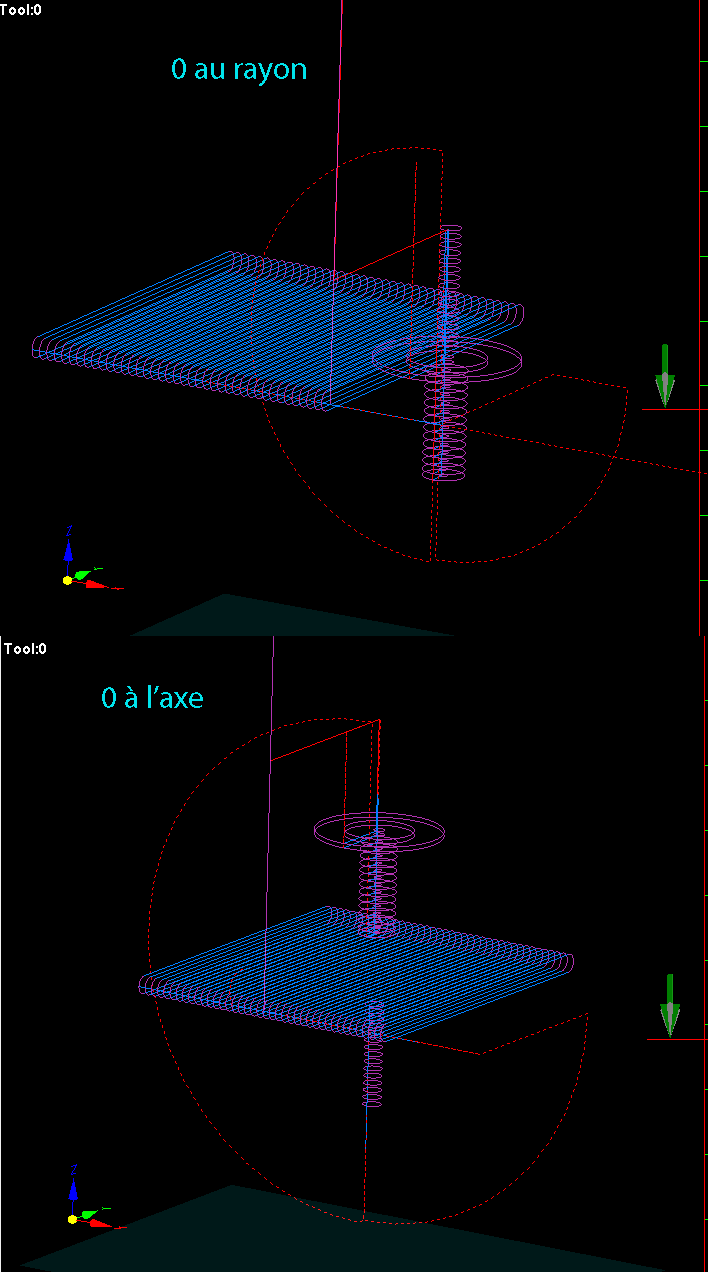
je te met le fichier CB corrigé avec 0 à l'axe ; il n'est plus nécessaire d'ajouter les G0 Axxx manuellement à chaque fois, je les ai mis dans les Fin d'opération personnalisé des opérations 2 et 3 (et j'ai ajouté un déplacement en Z = 7 avant la rotation)
Pour activer la compensation de vitesse sur A, sur l'écran Réglages, entre 0.001 dans A pour Diamètre des axes rotatif normalement ce devrait être 0, mais le 0 désactive la compensation (un bug de Mach3) et de plus la traduction est fausse sur la VF car ce paramètre n'indique pas le Ø, mais le décalage entre le centre de rotation de l'axe et celui de la pièce, donc au final, le rayon de la pièce et non son Ø. Si tu voulais avoir une simulation correcte et des V d'avance correctement compensées avec ton fichier qui a surface pièce à 0, il faudrait mettre 4 dans la compensation de rayon de l'axe A et ta simu et tes V d'avance compensées serait alors correctes.
Dans ce cas précis, seule la simulation pose un problème si tu ne met pas les bonnes valeurs pour la compensation de vitesse, vu que l'axe ne tourne pas pendant l'usinage, ça ne change rien, il n'y a rien à compenser.
L'autre avantage d'un 0 à l'axe, c'est qu'il ne change jamais de place, tu peux donc te faire une cale de réglage = à la hauteur table/axe du mandrin, qui te permettra de palper tes fraises facilement pour faire tes 0 (pas simple de palper sur un cylindre) et en plus, quand tu surface ton brut, c'est plus facile pour le mettre au Ø, il te suffit de surfacer à Z = le rayon.
++
David
- Fichiers joints

- chape_dh.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 3 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: USINAGE 2.5 D
![]() AIRPOPCIE Dim 19 Nov 2017 - 23:24
AIRPOPCIE Dim 19 Nov 2017 - 23:24
Et c'est bien le post que j'avais déjà vu mais j'étais loin de le retrouver dans cette rubrique.
Demain je simule avec Mach3 du bureau.
Merci et bonne nuit.
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
un truc bizarre
![]() AIRPOPCIE Mar 12 Déc 2017 - 15:49
AIRPOPCIE Mar 12 Déc 2017 - 15:49
As tu une idée d'ou cela pourrais venir?.
Merci de ton aide
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() dh42 Mar 12 Déc 2017 - 22:32
dh42 Mar 12 Déc 2017 - 22:32
Non, aucune idée ; tout ce que j'avais remarqué, c'est qu'à la reprise après pause, Mach3 ne se comporte pas de la même manière si tu a fait une pause via le Gcode (M0 ou M1) ou une pause par le bouton pause de l'interface.
Il fait quoi ton A exactement ; un tour complet pour revenir à la même position ? (l'avais tu fait tourner pendant qu'il était en pause ?)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: USINAGE 2.5 D
![]() AIRPOPCIE Mar 12 Déc 2017 - 22:44
AIRPOPCIE Mar 12 Déc 2017 - 22:44
Je ne sais pas de combien il aurait tourné car lors du redémarrage la fraise descendait et A tournait donc.. Arrêt d'urgence.. réflexe humain pour ne pas KC..
Je ne l'ai pas fait tourner pendant la pose. Cette dernière me permettait de voir si mon écrou qui sert la pince qui tient la fraise de 2mm ne venait pas ramponner l'un des 3 mors du mandrin... Dans mon 1er cas l'écrou passe très prêt de l'ordre de 3 ou 5/10éme mais ca passait..
Ensuite j'ai positionné le mandrin en ajoutant un G0 A360.00 au début du Gcode, puis un M15 (RAZ A) de façon à avoir les 2 mors placés symétriquement (60° de chaque coté) de l'écrou à la dernière opération soit A = 270.00) et là plus de problème...
Demain en décalant Z de 15.00 au dessus de ma pièce je referai le même arrêt et je laisserai l'axe A faire pour voir ce qui se passe.
Bonne nuit et merci de ta réponse.
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() dh42 Mar 12 Déc 2017 - 23:08
dh42 Mar 12 Déc 2017 - 23:08
Je ne sais pas du tout comment ça se comporte avec un 4ieme axe, je ne l'ai que rarement utilisé, et il est tout aussi rare que j'utilise la pause ..
Il n'est pas impossible que ça ai un rapport avec un des 3 réglages de la config générale, suivant que tu a Rot 360 rollover de coché (0 à 360, ou 0 à xxxx), et ang short rot on G0 (plus court chemin pour retourner à une position lors d'un G0)
Tu pilote en port // ou tu a une carte USB/Ethernet ? .. si carte supplémentaire USB/Ethernet, il peut aussi y avoir des réglages dans son plugin.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: USINAGE 2.5 D
![]() AIRPOPCIE Mar 12 Déc 2017 - 23:40
AIRPOPCIE Mar 12 Déc 2017 - 23:40
Justement j'ai eu un arrêt à un moment en me disant "Butée logiciel atteinte" car j'avais mis au départ dans mes limites 3600.00 et -3600.00 pour A.dh42 a écrit:
Il n'est pas impossible que ça ai un rapport avec un des 3 réglages de la config générale, suivant que tu a Rot 360 rollover de coché (0 à 360, ou 0 à xxxx), et ang short rot on G0 (plus court chemin pour retourner à une position lors d'un G0)
Ayant fait plus de 10 pièces et un tour à chaque usinage ça c'est bloqué.
J'ai donc mis 360000 et -360000 soit 100 tours. Mais je crois qu'il y a possibilité de faire tourner le A sans limite.
Dans ma config générale je n'ai rien de coché au pavé Rotations..
Demain j’essaierai de modifier mon M10 pour y mettre DoButton(25) en plus du DOButton(11) pour voir si lorsque je fais un référencement ça me met bien A à +0.00 en coordonnés Pièces et si DoButton(25) met à 0 A en coordonnées Machine à chaque début de programme.
Peux être qu'après une pose le A retourne vers le 00.00 machine à voir demain.
Je suis en liaison LPT1 et j'ai une LPT2 en supplément.dh42 a écrit:
Tu pilote en port // ou tu a une carte USB/Ethernet ? .. si carte supplémentaire USB/Ethernet, il peut aussi y avoir des réglages dans son plugin.
Bon je vais au lit..
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
du nouveau mais pas de solution...
![]() AIRPOPCIE Jeu 14 Déc 2017 - 18:31
AIRPOPCIE Jeu 14 Déc 2017 - 18:31
Au début de mon programme je met M16 "DoButton(25)" qui fait un RAZ A en coordonnés Machine
Mais la valeur contenu dans la variable s'additionne à celle de la valeur de A en coordonnés pièces..HI
Ensuite je fais un M15 "DoButton(11)" qui met à O A en origine pièce.
jusque là c'est bon...
ensuite temps que A vaut 000.00 je peux faire des Pauses puis reprise A ne bouge pas.
Ensuite lorsque A = 180.00 parfois ça ne change pas; parfois A part dans les pâquerettes (jusqu'à -265.0).
C'est vrai aussi pour A = 270.00.
J'avoue de pas comprendre.
Pour les paramètres "Rotations" j'avais "Activer les limites en rotation" de cochée c'est pourquoi à 3600 ça m'a arrêté.
Maintenant Rien n'est coché...
mais ça merde toujours..
Moralité.
Ne pas faire de Pause lorsque l'on utilise A...
Mais ce n'est pas satisfaisant..
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() dh42 Jeu 14 Déc 2017 - 22:04
dh42 Jeu 14 Déc 2017 - 22:04
Pour une RAZ des coord pièces, utilise un G92
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: USINAGE 2.5 D
![]() AIRPOPCIE Ven 15 Déc 2017 - 15:03
AIRPOPCIE Ven 15 Déc 2017 - 15:03
Que je mette G92 ou G92.1 ou G92.2 ca fait rien..
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() eric44 Ven 15 Déc 2017 - 19:44
eric44 Ven 15 Déc 2017 - 19:44
Connais tu ce http://linuxcnc.org/docs/html/gcode/coordinates_fr.html#sec:G92-Decalages
@+
Eric
eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: USINAGE 2.5 D
![]() Pulco Sam 16 Déc 2017 - 1:16
Pulco Sam 16 Déc 2017 - 1:16
Essais se bout de Gcode ensuite tu mets entre parenthèse la ligne du G92.1, tu verras que ton décalage sans cette ligne reste décalé.
- Code:
#1 = 0
G0 Z3
G0 X0 Y0
G1 Z0 F2000
M98P1L5
G92.1 X0
X0
M30
O1
#1 = [#1+5]
G92X3
G0 X0
G1 Z-1
G1 Y[#1+20]
G0 Z3
G0 X0 Y0
M99
En gros c'est un décalage de décalage.
Le G92.1 X0 dans se code te remet le décalage (provisoire) du X à 0 et ton 0 pièce revient à sa place.
dans le sous programme j'ai ajouté une variable pour bien différencier la première et la dernière ligne.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: USINAGE 2.5 D
![]() AIRPOPCIE Sam 16 Déc 2017 - 8:40
AIRPOPCIE Sam 16 Déc 2017 - 8:40
Je ne comprends pas pourquoi tu me propose un code pour Z alors que mon problème est qu'après une "Pause", j'ai l'axe A qui part en sucette.
Même lorsque je fais M16 (A 0.00 pour l'origine machine) et M15 (A 0.00 pour origine pièce) car avant l'axe A repartait vers le 0 A oP.
Quand j'avais fais 10 ou 12 pièces de suite j'avais 3600 ou 4320.
Le problème est d’apparemment il y a un bug dans Mach3 dans la gestion de l'Axe A après une pose.
PS: il faut que l'on reprenne la discussion sur la Télécommande elle est dans le carton e j'aimerais m'en servir.
Bonnes fêtes de fin d'année et on revoit çà l'année prochaine.
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() Pulco Sam 16 Déc 2017 - 12:29
Pulco Sam 16 Déc 2017 - 12:29
 je suis parti d'ici
je suis parti d'ici"Pour une RAZ des coord pièces, utilise un G92"
"bonjour comment utilise tu les G92?.
Que je mette G92 ou G92.1 ou G92.2 ca fait rien.."
Pour la discutions sur la télécommande je serai de retour courant Janvier (ou Fevrier)
je part la semaine prochaine en Bretagne et je ne sais jamais quand j'en reviens.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: USINAGE 2.5 D
![]() Pulco Sam 16 Déc 2017 - 15:01
Pulco Sam 16 Déc 2017 - 15:01
j'ai refais la même chose mais sur A et en ajoutant des pauses et tous fonctionne bien.
- Code:
G0 Z3
G0 X0 Y0 A0
(aller 5 X au sous programme 1)
M98P1L5
(remise a l'origine du decalage)
G92.1 A0
(suite du Gcode)
G0 X0.0 Y-5.1962
G1 Z-1
G1 F2000.0 X0.0 Y-5.1962
G1 X-4.5 Y-2.5981
G1 Y2.5981
G1 X0.0 Y5.1962
G1 X4.5 Y2.5981
G1 Y-2.5981
G1 X2.0 Y-4.0415
G1 X0.0 Y-5.1962
G0 Z20.0
(fin)
M30
(sous programme 1)
O1
G92 A15
G0 X0 A0
G1 Z-1
G1 X30
G0 Z3
G0 X0
(pause)
M0
(retour)
M99
dans config général/rotation, chez moi il n'y a que "aller au plus court sur G0"de coché
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: USINAGE 2.5 D
![]() AIRPOPCIE Sam 16 Déc 2017 - 16:18
AIRPOPCIE Sam 16 Déc 2017 - 16:18
A+M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() AIRPOPCIE Sam 16 Déc 2017 - 19:06
AIRPOPCIE Sam 16 Déc 2017 - 19:06
Regarde ce qui se passe lorsque l'on fait des pauses ( avec le bouton de l'écran) dans chaque usinage.
OK?.. MERCI
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() Pulco Sam 16 Déc 2017 - 20:45
Pulco Sam 16 Déc 2017 - 20:45
j'ai passé le Gcode sur la machine et effectivement j'ai le même problème.
si je fait une pause manuelle(proche d'un code A) Mach3 repositionne l'axe. Je pense que c'est une histoire de virgule, XYZ avance vers + ou - ,l'axe A (à part en G0 n'avance quand positif) si tu dois être à 270° et que Mach3 détecte que tu es à 270,00007° il te repositionne à 270 (il fait un tour en positif et reviendra surement à 270,00007°) sur XYZ il doit le faire aussi mais vu qu'il fonctionne dans les 2 sens ça ne se voie pas.
si tu bouges un axe manuellement tu n'as pas ce soucie car il repasse par ton Z secu
et te propose un repositionnement avant de relancer.
Après je suppute. Mais il y a des chances pour que ce soit quelque chose comme ça.
vérifie ton Gcode, ces lignes se répète 3 fois à la fin.
M9
M12
G0 Z15
G0 X0 Y0
M5
M30
supprimes une des 2 macros, M15 et M16 se regroupe dans la même.
Comme Davis l'a dit plus haut en mettant le Z0 dans l'axe de l'axe A tu t'éviteras beaucoup de mésaventure et tu gagneras du temps.
en espérant t'avoir fais avancer.
Bonne Fête de fin d'année à toi aussi
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: USINAGE 2.5 D
![]() AIRPOPCIE Mar 19 Déc 2017 - 15:35
AIRPOPCIE Mar 19 Déc 2017 - 15:35
Pulco a écrit: si tu dois être à 270° et que Mach3 détecte que tu es à 270,00007° il te repositionne à 270 (il fait un tour en positif et reviendra surement à 270,00007°) sur XYZ il doit le faire aussi mais vu qu'il fonctionne dans les 2 sens ça ne se voie pas.
ces lignes se répète 3 fois à la fin.
M9
M12
G0 Z15
G0 X0 Y0
M5
M30
supprimes une des 2 macros, M15 et M16 se regroupe dans la même.
A+ Pulco
Pour tenir compte des remarques de Pulco,
1) les lignes répétées à la fin sont dues à une mauvaise réouverture du Gcode sous CB ca remet à chaque fois les entêtes et les pieds.. Je suis obliger de fermer CB et de relancer. Bizarre.
2) j'ai fais une modifs:
après l'évolution de A 180.00 je met M16 puis M15. Si tu met les 2 commandes dans M15 cà rajoute la valeur de A en cordonnées machine dans les coordonnés Pièces. Il faut bien faire d'abord M16 RAZ Coordonnés Machine qui transfère dans coordonnés pièces PUIS M15 qui Raz A en coordonnés Pieces.
Ensuite j'ai remplacé A 270.00 par A 90.00 puisqu'il était remis à 0.
Après plusieurs essais, parfois il ne se passe pas d'évolution de A après une pause, parfois çà part dans n'importe quel sens et n'importe quelle valeur.
Conclusion: Sous W7 et Mach 3 il ne faut pas faire de pause quand on utilise A.
Maintenant si quelqu'un à Linux-CNC ou EMC² et que ça tourne j'aimerai qu'il fasse l'essai de faire une pause avec un Gcode qui utilise l'axe A.
Merci et A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
help me
![]() AIRPOPCIE Lun 5 Fév 2018 - 11:10
AIRPOPCIE Lun 5 Fév 2018 - 11:10
dh42 a écrit:Salut,
++
David
Bonjour David, je bétonne depuis 2 heures avec ce prog.
Il m'indique "ATTENTION! polygone ouvert détecté (offst = -5).
La simulation sur CutViewer fonctionne (je n'ai mis qu'une face sur les 4).
Mais quand je vérifie avec Mach3 ca me donne un "merdier" de la sorte à la 1ere passe:

Z reste à 0 alors que la valeur demandée est -0.2.
j'avoue ne pas comprendre. j'ai fais un essai avec un carré ca fonctionne mais dés que je met le trou oblong ca merde.
Autre question: avec une fraise de 3.175 (1/8ème) quel recouvrement dois -t-on mettre car par défaut CamBam me met 0.1 et je m'endors devant la CNC.
j'ai mis au départ 2.5 puis 1 mm pensant que ça venait de là mais non.
Merci de ton aide
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() dh42 Lun 5 Fév 2018 - 12:43
dh42 Lun 5 Fév 2018 - 12:43
Mais quand je vérifie avec Mach3 ca me donne un "merdier" de la sorte à la 1ere passe:
Chez moi c'est OK sous Mach3 ; Je pense que c'est un réglage à changer dans ton post pro Mach3
Vas sur l'onglet système de CB, sélectionne le PP que tu utilise et vérifie que les valeurs suivante ont ces réglages:
Longueur minimale des arcs: 0.01
Rayon maximum des arcs: 10 000
et sauve ton PP
Autre question: avec une fraise de 3.175 (1/8ème) quel recouvrement dois -t-on mettre car par défaut CamBam me met 0.1 et je m'endors devant la CNC.
j'ai mis au départ 2.5 puis 1 mm pensant que ça venait de là mais non.
Généralement entre 0.4 et 0.6
et ce ne sont pas des mm, mais une fraction du Ø de l'outil, donc 0.4 = 40% du Ø de l'outil.
avec une fraise de 3.175, un recouvrement de 0.4 fera des passes latérales de 3.175*0.4= 1.27mm
si Déplacement latéral maxi est plus petit que Recouvrement, alors la fraise remontera au Plan de dégagement entre chaque passe latérale, si il est plus grand, la fraise passera d'une trajectoire latérale à l'autre en usinage, sans remonter.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: USINAGE 2.5 D
![]() AIRPOPCIE Lun 5 Fév 2018 - 13:35
AIRPOPCIE Lun 5 Fév 2018 - 13:35
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: USINAGE 2.5 D
![]() dh42 Lun 5 Fév 2018 - 15:00
dh42 Lun 5 Fév 2018 - 15:00
T'es en roue libre maintenant?..
je ne comprends pas
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Usinage 3D
» Reprise d'usinage
» usinage rondelles
» [REALISATION] Coffre à jouets (construction de A à Z)