






Cambam ne tient pas compte de mon brut !
Page 1 sur 2 • 1, 2 

 Cambam ne tient pas compte de mon brut !
Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Sam 4 Nov 2017 - 23:49
jeanalvitre Sam 4 Nov 2017 - 23:49
Pour débuter, je souhaite simplement faire un trou de diamètre 10 avec un Z de 5, en utilisant une fraise de 2 dans un brut qui fait 10 d'épaisseur Z..
Sans mettre en place de brut sur la CN, lorsque la CN teste avec le palpeur de mesure d'outil, le 0 se trouve bien au 0 de la surface du martyr donc mon 0 est bon mais si je fais un Gcode avec Cambam dans lequel j'ai défini un brut de Z = 10, le Gcode créé ne tient pas compte de l'épaisseur du brut , le 0 se trouve toujours à la surface du martyr et pas 10 plus haut, donc si j'exécute ce Gcode la fraise attaque et descend de 5 dans le martyr !!
J'ai lu les aides mais je n'ai pas trouvé le truc à modifier ou à paramétrer !
Je ne suis peut être pas très clair dans mes explications alors je joins le fichier .
Merci.
- Fichiers joints

- Rond Inter.nc.txt Cambam ne tient pas compte de de mon brut !Vous n'avez pas la permission de télécharger les fichiers joints.(4 Ko) Téléchargé 3 fois

jeanalvitre- posteur Régulier

- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19

Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Dim 5 Nov 2017 - 1:02
dh42 Dim 5 Nov 2017 - 1:02
dans CB, le brut (dossier usinage) ne sert que pour la simu ; il permet de passer une info de taille et de position du brut à CutViewer ; il ne définit en rien les paramètres d'usinage. (et par conséquent, il ne sert à rien si tu n'a pas de simulateur d'usinage ; sauf en tournage)
Si tu souhaite utiliser le Z = 0 à la surface du martyre, c'est dans tes opérations d'usinage qu'il faut mettre les bonnes valeurs ; et je rappelle que CamBam travaille en coordonnées absolues.
Dans ton cas si tu veux creuser de 5mm dans un brut de 10 de haut et dont le 0 en Z est à la base:
Surface pièce = 10
Profondeur finale = 5
plan de dégagement > à surface pièce.
maintenant (pour éviter une confusion), si tu ne creusais que de 2mm, tj avec un Z0 à la base de la pièce.
Surface pièce = 10
Profondeur finale = 8
plan de dégagement > à surface pièce.
Si au contraire tu avais fait ton 0 à la surface de la pièce sur la machine ; pour creuser de 5
Surface pièce = 0
Profondeur finale = -5
plan de dégagement > à surface pièce.
pour creuser de 2
Surface pièce = 0
Profondeur finale = -2
plan de dégagement > à surface pièce.
PS: ça ne sert à rien de partager le Gcode (fichier .nc) ; c'est le fichier CamBam (.cb) qu'il faut partager
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Dim 5 Nov 2017 - 11:31
jeanalvitre Dim 5 Nov 2017 - 11:31
Merci David pour tes réponses.
dh42 a écrit:
dans CB, le brut (dossier usinage) ne sert que pour la simu ; il permet de passer une info de taille et de position du brut à CutViewer ; il ne définit en rien les paramètres d'usinage. (et par conséquent, il ne sert à rien si tu n'a pas de simulateur d'usinage ; sauf en tournage)
J'ai suivi l'aide "Options du dossier Usinage" qui dit :
L'objet Brut peut être utilisé pour calculer automatiquement certaines propriétés d'usinage.
Si la propriété Surface pièce d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur Surface pièce du brut sera utilisée.
Si la propriété Profondeur finale d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur de Surface pièce et la dimension en Z du brut seront utilisées pour déterminer la profondeur d'usinage à atteindre, donc par défaut une opération d'usinage dans ce mode usinera le brut sur toute sa hauteur.
Mais ça n'a pas fonctionné !
Je n'ai pas encore de Simulateur d'usinage mais avec Cambam j'utilise "Alt clique gauche" pour faire tourner une vue 3D et le résultat dans la vue 3D était bon !
dh42 a écrit:
Dans ton cas si tu veux creuser de 5mm dans un brut de 10 de haut et dont le 0 en Z est à la base:
Surface pièce = 10
Profondeur finale = 5
plan de dégagement > à surface pièce.
Je vais faire comme ça, mon Palpeur étant fixe, ce sera plus facile sinon il faudrait que je change dans le Post proc le point "0" à chaque brut de Z différent.
Il doit y avoir une bonne raison mais c'est curieux d'avoir choisi "Surface pièce", pour moi ce serai plutôt "Hauteur pièce"
Bien Ok pour la prochaine fois de mettre le fichier Cambam en .ZIP
J'avance, pas vite mais j'avance et heureusement que vous êtes là pour aider..
Merci beaucoup.
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Dim 5 Nov 2017 - 23:51
dh42 Dim 5 Nov 2017 - 23:51
Si la propriété Surface pièce d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur Surface pièce du brut sera utilisée.
Je viens d'essayer, et ça à l'air de fonctionner ; je crée un brut de 10 de haut avec surface pièce (du brut) à 10 ; si je met auto pour profondeur finale et surface pièce dans une op de contour, (incrément de passe = 3), j'ai bien une passe à +7, +4, +1 et 0
Attention par contre, le plan de dégagement doit être réglé manuellement (donc dans ce cas à une valeur > à 10)
Bien sûr, si tu ne veux pas usiner sur toute la hauteur de la pièce, alors profondeur final devra être entrée manuellement aussi.
Il doit y avoir une bonne raison mais c'est curieux d'avoir choisi "Surface pièce", pour moi ce serai plutôt "Hauteur pièce"
Surface pièce (dans une op d'usinage) indique à quelle position en Z démarre l'usinage, ce n'est pas liée à la hauteur du brut ; suppose un brut de 10 de haut dans lequel tu a fait une poche de 5mm de profondeur (avec surface pièce = 10) ; si ensuite tu fait un trou de 2mm de profondeur au fond de la poche, surface pièce devra être à 5 et profondeur finale à 3, de façon à ne pas usiner de l'air de Z=10 à Z=5, vu que la matière à déjà été coupée par la poche.
Même chose pour un surfaçage ; en général le brut est .. brut, donc il doit être surfacé avant d'usiner le reste des opérations (pour le mettre plat et à la cote Z voulue), une fois surfacé il a perdu de la hauteur et donc surface pièce des op suivantes sera en dessous de la surface du brut pour ne pas usiner de l'air sur la partie déjà surfacée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Lun 6 Nov 2017 - 14:05
jeanalvitre Lun 6 Nov 2017 - 14:05
dh42 a écrit:Salut,Si la propriété Surface pièce d'une opération d'usinage ou d'un style est réglée sur Auto, la valeur Surface pièce du brut sera utilisée.
Je viens d'essayer, et ça à l'air de fonctionner ; je crée un brut de 10 de haut avec surface pièce (du brut) à 10 ; si je met auto pour profondeur finale et surface pièce dans une op de contour, (incrément de passe = 3), j'ai bien une passe à +7, +4, +1 et 0
Je viens d'essayer mais ça ne fonctionne pas, j'ai pas du mettre comme toi ou alors mon Cambam a un bug !
La représentation 3D est bonne mais le Gcode n'est pas bon !
La CN attaque directement le martyr !
Alors que si je mets comme tu avais dit dans ton premier msg :
La représentation en 3D est fausse mais le Gcode est bon !dh42 a écrit:
Dans ton cas si tu veux creuser de 5mm dans un brut de 10 de haut et dont le 0 en Z est à la base:
Surface pièce = 10
Profondeur finale = 5
plan de dégagement > à surface pièce.

On ne va pas se prendre la tête
Et aussi peut être essayer de comprendre comment utiliser un Palpeur à poser sur le Brut et voir ce qu'il y a modifier ou à adapter dans le Post Proc pour ma CN Profiler.
Merci pour ton aide ..
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Lun 6 Nov 2017 - 18:27
dh42 Lun 6 Nov 2017 - 18:27
Il y a des bugs dans tes réglages.
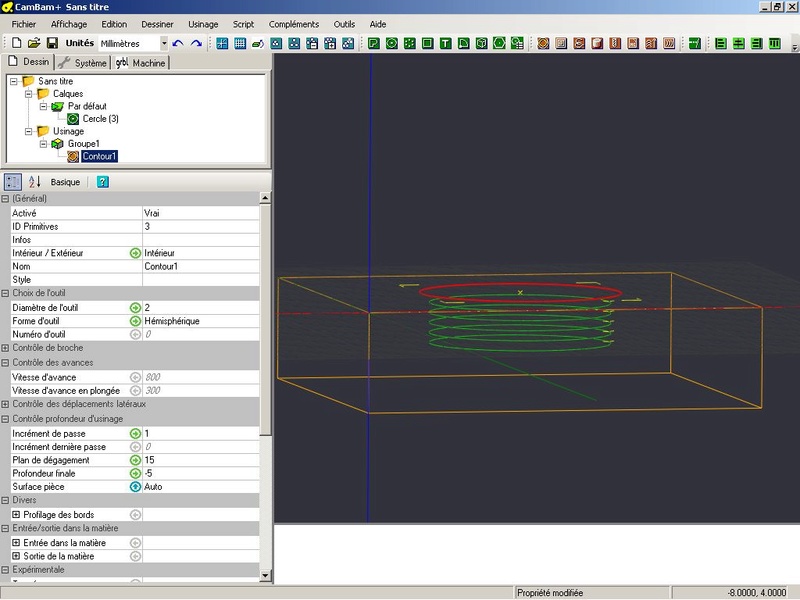
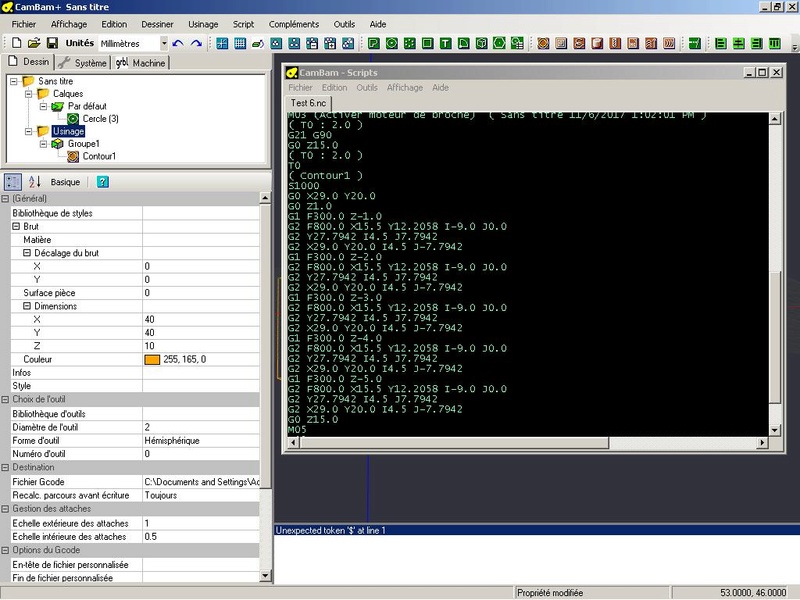
1iere et 2ieme images:
Ta surface pièce sur l'image 2 (surface du brut) est à 0, donc le Auto dans contour1 (image1), te mettra surface pièce à 0 aussi (donc à la surface du martyr si tu prends le 0 à sa surface, donc 10mm trop bas) et en plus tu creuse jusqu'à -5, donc 5mm dans le martyre !! (n'oublie pas que ce sont des coordonnées absolues)
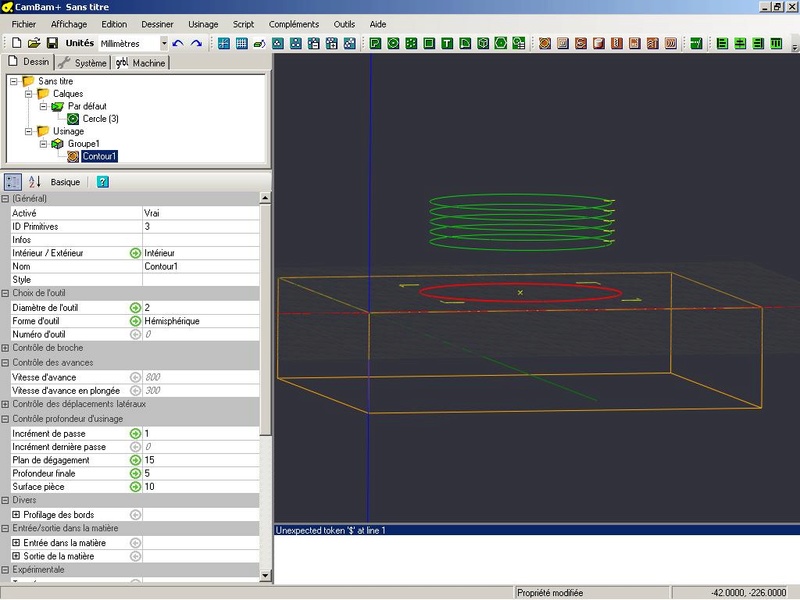
3ieme et 4ieme images:
même problème, surface pièce du brut n'est pas bonne, elle devrait être à 10
pour que ça marche:
dans le brut
décalage du brut X 0, Y 0
surface pièce: 10
Dimensions: X40, Y40, Z10
dans l'op d'usinage
Surface pièce: auto (= 10 car pris dans le surface pièce du brut)
Prof finale: 5
plan de dégagement: 15 (donc 5 au dessus de surface pièce)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Lun 6 Nov 2017 - 21:39
jeanalvitre Lun 6 Nov 2017 - 21:39
Ok c'est bon, j'ai modifié et ça fonctionne !
Donc dans l'op d'usinage, Si on met Auto à 'Surface Pièce' ça prend bien la valeur mise à 'Surface Pièce' dans Décalage du Brut.
J'ai vu sur le Net que certains utilisent un bout de cuivre qu'ils posent sur le brut pour avoir le point '0' avant de commencer le Fraisage, je vais essayer de comprendre ce qu'il faut paramétrer dans le Post Proc ou ailleurs ...
Merci David.
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Lun 6 Nov 2017 - 22:08
dh42 Lun 6 Nov 2017 - 22:08
J'ai vu sur le Net que certains utilisent un bout de cuivre qu'ils posent sur le brut pour avoir le point '0' avant de commencer le Fraisage
Je ne comprends pas ; pour ma part je pose le palpeur à l'endroit ou je veux mon point 0 et je palpe (donc sur la pièce ou sur la table suivant que je travaille en 0 à la base ou 0 à la surface de la pièce)
la hauteur du palpeur doit bien sût être renseignée dans Mach3 pour qu'il compense la hauteur du palpeur.
Il n'y a rien à toucher dans le post pro pour utiliser un palpeur ;
EDIT: Oups, j’oubliais que tu utilise GRBL ... et la je ne sais pas trop comment ça marche, si ce n'est que ça ne gère pas du tout les changements d'outil.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Lun 6 Nov 2017 - 23:20
jeanalvitre Lun 6 Nov 2017 - 23:20
dh42 a écrit:J'ai vu sur le Net que certains utilisent un bout de cuivre qu'ils posent sur le brut pour avoir le point '0' avant de commencer le Fraisage
Je ne comprends pas ; pour ma part je pose le palpeur à l'endroit ou je veux mon point 0 et je palpe (donc sur la pièce ou sur la table suivant que je travaille en 0 à la base ou 0 à la surface de la pièce)
la hauteur du palpeur doit bien sût être renseignée dans Mach3 pour qu'il compense la hauteur du palpeur.
Il n'y a rien à toucher dans le post pro pour utiliser un palpeur ;tout se fait sous Mach3ou sous ton soft de pilotage.
EDIT: Oups, j’oubliais que tu utilise GRBL ... et la je ne sais pas trop comment ça marche, si ce n'est que ça ne gère pas du tout les changements d'outil.
++
David
Oui j'utilise GRBL et j'ai un Palpeur fixe en X0, Y0 ..
Pour un palpeur mobile que je pourrai déplacer sur le Brut c'est peut être comme tu dis, des modifs à faire dans le soft de pilotage ... A voir !
Mais maintenant avec tous les renseignements que tu m'as donné je peux commencer à faire joujou avec Cambam et ma CN.. Super
Merci...
ps: il me semble que l'heure du Forum n'est pas bonne ..
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Lun 6 Nov 2017 - 23:31
dh42 Lun 6 Nov 2017 - 23:31
Pour un palpeur mobile que je pourrai déplacer sur le Brut c'est peut être comme tu dis, des modifs à faire dans le soft de pilotage ... A voir !
Sur Mach3, même si le palpeur est fixe, tout peut se régler dans le soft ; position du palpeur sur la machine, décalage entre le zéro Z du palpeur et la surface que tu veux comme 0, vitesse de palpage ... Il y a peut être la même chose dans ton soft de pilotage ... sinon, le plugin GRBL machine dont je t'ai parlé je ne sais plus ou peut peut être faire l'affaire ; il me semble qu'il permet de régler ce types de paramètres, et même de gérer les changements d'outils ... malheureusement je ne peux pas le tester par contre, tout est grisé tant qu'il n'y a pas de machine GRBL connectée au PC ... et je n'en ai pas.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/GRBLmachine_FR.html
Dans ce cas le plugin utilise son propre post pro spécifique pour Cambam, ce qui lui permet de passer outre certaines limitations du GRBL et de gérer lui même la prise des origines et le palpage. (enfin, si j'ai bien tout compris
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Lun 6 Nov 2017 - 23:50
jeanalvitre Lun 6 Nov 2017 - 23:50
Mach3 semble être un soft très puissant et très complet !
J'ai bien installé le Plugin GRBL dans mon Cambam, j'ai jeté un oeil et il semble assez complet mais ce PC là n'est pas connecté à ma CN !
Donc je ne l'ai pas encore testé, il faut que j'installe Cambam sur l'autre PC qui est au sous-sol qui lui est utilisé pour piloter la CN.
Merci...
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Mar 7 Nov 2017 - 0:07
dh42 Mar 7 Nov 2017 - 0:07
Mach3 semble être un soft très puissant et très complet !
Oui, c'est sûr ; en fait c'est prévu pour gérer n'importe quelle type de machine CNc, même si ça ne ressemble pas le moins du monde à une fraiseuse ou a un tour ; les possibilités sont donc très étendues. En fait, Mach3 fait tout le travail que fait l'Arduino et son GRBL (et bien plus), de fait, au final, tu n'a qu'un soft qui pilote directement des drivers via une Breakout Board toute simple qui n'est rien de plus qu'une sorte de "bornier" sur laquelle tu relie tes capteurs (Fins de course, palpeur, bouton AU, etc ..) et tes drivers de puissance d'un coté, et le PC via un port // de l'autre. Mach3 décode le GCode, fait toute la planification de trajectoire et produit lui-même les signaux moteurs si connecté via un port //, ou il transmet les infos de déplacement sans générer les signaux moteur si connecté à une carte d'interpolation.(USB, Ethernet)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Mar 7 Nov 2017 - 21:12
jeanalvitre Mar 7 Nov 2017 - 21:12
dh42 a écrit:Mach3 semble être un soft très puissant et très complet !
Oui, c'est sûr ; en fait c'est prévu pour gérer n'importe quelle type de machine CNc, même si ça ne ressemble pas le moins du monde à une fraiseuse ou a un tour ; les possibilités sont donc très étendues. En fait, Mach3 fait tout le travail que fait l'Arduino et son GRBL (et bien plus), de fait, au final, tu n'a qu'un soft qui pilote directement des drivers via une Breakout Board toute simple qui n'est rien de plus qu'une sorte de "bornier" sur laquelle tu relie tes capteurs (Fins de course, palpeur, bouton AU, etc ..) et tes drivers de puissance d'un coté, et le PC via un port // de l'autre. Mach3 décode le GCode, fait toute la planification de trajectoire et produit lui-même les signaux moteurs si connecté via un port //, ou il transmet les infos de déplacement sans générer les signaux moteur si connecté à une carte d'interpolation.(USB, Ethernet)
++
David
Ok pour Mach3, super truc !!
Pour le moment je vais essayer de faire fonctionner ma CN Profiler avec l'Arduino et GRBL.
Ce soir j'ai essayé vite fait Cambam grbl Machine mais il se met en Alarme tout de suite, impossible de faire un $H par exemple.
Je vais aller sur le Forum cambam.co.uk voir si je peux trouver des infos.
++
Après avoir parcouru sur Forum cambam.co.uk le sujet grbl machine, j'ai lu qu'il y avait plusieurs réglages à faire et aussi qu'il est préférable d'utiliser une version GRBL 1.1f ....
http://www.cambam.co.uk/forum/index.php?topic=6482.msg52372#msg52372
Dans Cambam grbl machine les menus ne sont pas encore traduits ....
Merci david
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Mer 8 Nov 2017 - 3:30
dh42 Mer 8 Nov 2017 - 3:30
Dans Cambam grbl machine les menus ne sont pas encore traduits ....
Il y a une bonne partie du plugin que je ne peux pas traduire, car tant que les textes ne s'affichent pas au moins une fois, ils n'apparaissent pas dans la liste de traduction ... et comme je ne peux pas faire marcher le plugin, je ne peux pas le traduire non plus, à part peut être les textes par défauts ; il faudra que je vois ça de plus près, mais comme je n'ai pas eu le moindre retour d'utilisateurs Français du plugin, je ne me suis pas pressé
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Ven 10 Nov 2017 - 14:35
jeanalvitre Ven 10 Nov 2017 - 14:35
J'avais mis hier jeudi une réponse mais mon message a disparu !
Sur le Forum MB je n'ai pas trouvé de discussion sur grbl Machine donc je pense que très peu de personne l'utilise, pourtant grbl Machine semble très complet,
Pour le moment j'utilise UniversalGcodeSender et aussi bCnc qui est plus complet, quand je serai bien familiarisé avec l'utilisation de ma CN, je me chercherai peut être un autre programme.
++
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
c est courant ici... question d habitude
![]() goupildu59 Ven 10 Nov 2017 - 14:44
goupildu59 Ven 10 Nov 2017 - 14:44
Même moi j ai pas mal de messages qui se volatilisent , encore quand il y a erreur de manipulation ok , mais autrement...jeanalvitre a écrit:Bonjour David,
J'avais mis hier jeudi une réponse mais mon message a disparu !
Sur le Forum MB je n'ai pas trouvé de discussion sur grbl Machine donc je pense que très peu de personne l'utilise, pourtant grbl Machine semble très complet,
Pour le moment j'utilise UniversalGcodeSender et aussi bCnc qui est plus complet, quand je serai bien familiarisé avec l'utilisation de ma CN, je me chercherai peut être un autre programme.
++


goupildu59- complétement accro

- Messages : 1118
Points : 1297
Date d'inscription : 24/07/2016
Age : 43
Localisation : Aix noulette
Re: Cambam ne tient pas compte de mon brut !
![]() meles Ven 10 Nov 2017 - 19:33
meles Ven 10 Nov 2017 - 19:33
goupildu59 a écrit:
Même moi j ai pas mal de messages qui se volatilisent , encore quand il y a erreur de manipulation ok , mais autrement...
En informatique, on dit PEBKAC, je te laisse chercher.
Je pense n'avoir perdu aucun message ici ! et je commence a en avoir beaucoup trop !

meles- Admin
- Messages : 14933
Points : 21890
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Ven 10 Nov 2017 - 22:35
dh42 Ven 10 Nov 2017 - 22:35
MODERATION
@Goupil: je te suggère de relire le MP que je t'ai envoyé à propos des citations inutiles
Sur le Forum MB je n'ai pas trouvé de discussion sur grbl Machine donc je pense que très peu de personne l'utilise, pourtant grbl Machine semble très complet,
Je ne sais pas trop ; sur usinage non plus ça n'a pas fait un tabac et une personne qui à posé une question à ce sujet n'a eu aucune réponse. Sur le forum Cambam, ça à fortement intéressé les programmeurs, car le gars à fait un boulot de fou (et très vite) et à une bonne compréhension des fonctions internes de cambam et de sa programmation, donc exploration du code de programmation, par contre pour ce qui est des utilisateurs, le sentiment est surtout que GRBL n'est pas fait pour piloter une fraiseuse et qu'il vaut mieux s'en tenir au GCode ISO.
En informatique, on dit PEBKAC, je te laisse chercher.
Lol, ça viens de m'arriver sur le message précédant ; au lieu de faire CTRL + X pour couper, j'ai fait CTRL + W ... et ça te ferme la fenêtre du navigateur aussi sec !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Ven 10 Nov 2017 - 22:41
jeanalvitre Ven 10 Nov 2017 - 22:41
Je pense que hier jeudi il y a eu un problème, je n'ai pas pu me connecter sur le Forum.
Mais même si quelques messages se perdent, ce n'est pas bien grave.
J'ai cherché la signification de PEBKAC = Erreur imputable à l'utilisateur et non à la machine ...
Des fois les machines se plantent aussi, un disque ou une mémoire qui plante ça peut arriver, bien qu'en principe les serveurs sont plus protégés et mieux secourus que nos Ordis personnels .
++
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Ven 10 Nov 2017 - 22:57
dh42 Ven 10 Nov 2017 - 22:57
J'ai cherché la signification de PEBKAC = Erreur imputable à l'utilisateur et non à la machine ...
oui, en geek français: erreur de l'interface chaise/clavier
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Ven 10 Nov 2017 - 23:09
jeanalvitre Ven 10 Nov 2017 - 23:09
Oui hier j'avais posé un message sur le Forum et ensuite je n'ai pas pu me reconnecter pendant plusieurs heures.
Qu'il y ait eu un problème chez moi ou avec tuyau Internet ce n'est pas grave du moment que tout refonctionne ..
Pour grbl Machine, peut être que le programmeur (qui a fait un travail formidable) aurait dû développer cette application complètement indépendante de Cambam ..
++
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Ven 10 Nov 2017 - 23:22
dh42 Ven 10 Nov 2017 - 23:22
Pour grbl Machine, peut être que le programmeur (qui a fait un travail formidable) aurait dû développer cette application complètement indépendante de Cambam ..
Ça ferait bien plus de travail de développement !! et je pense que dans son cas, en plus, le but c'était justement de n'avoir qu'un seul soft pour tout faire et de pouvoir simuler ses usinages directement sur l'écran de CB, sinon il aurait put utiliser ce qui existe déjà pour le pilotage via GRBL mais il semble qu'il ai testé et pas aimé .. et puis ça semble si simple à faire pour lui
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Ven 10 Nov 2017 - 23:44
jeanalvitre Ven 10 Nov 2017 - 23:44
Question : y a-t-il une astuce pour voir les défauts lorsque on a un dessin, qu'on a bien fait 'Joindre' mais il est impossible de 'Générer les parcours d'outils' et pourtant il n'y a pas de message d'erreur ??
Merci.
Je rajoute le fichier Zip qui me pose problème.
- Fichiers joints
- chien5.zip Vous n'avez pas la permission de télécharger les fichiers joints.(6 Ko) Téléchargé 1 fois
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Re: Cambam ne tient pas compte de mon brut !
![]() dh42 Sam 11 Nov 2017 - 0:12
dh42 Sam 11 Nov 2017 - 0:12
pour régler le problème , ré assigne ta polyligne (1241) à ton op d'usinage:
clic droit sur le nom de l'op d'usinage > sélectionner les objets de dessin > clique sur ta polyligne, puis valide par entrée et elle sera de nouveau assigné à ton op d'usinage (voir le champ ID de ton op d'usinage)
Dans le cas présent, ce qui montre tout de suite que la polyligne n'est pas associée à l'op d'usinage, c'est que quand tu sélectionne l'op d'usinage, ta polyligne n'est pas sélectionnée dans la zone de dessin alors qu'elle devrais apparaitre en rouge.
Pour améliorer le résultat au fraisage, il serait bien aussi de faire un "insérer des arcs" car ta ligne est entièrement composée de petits segments droits au lieu de vrais courbes (donc des courbes à facettes). Double clique dessus pour voir tous les points qui la composent, et ensuite, clic droit > Polyligne/insérer des arcs > tolérance 0.05(*), tu verra que la multitudes de segments sont remplacé par des courbes.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
++
David
* après essais, 0.1 donne un meilleur lissage au niveau du sommet du crâne.
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam ne tient pas compte de mon brut !
![]() jeanalvitre Sam 11 Nov 2017 - 16:57
jeanalvitre Sam 11 Nov 2017 - 16:57
Oui c'est exactement ça, j'ai bidouillé le dessin après avoir créé l'Usinage.
Je pensais que toutes modifications sur le dessin étaient prise en compte immédiatement par l'Usinage sans avoir besoin de lui ré-assigner.
Mais comme je découvre, j'ai beaucoup à apprendre
dh42 a écrit:
Dans le cas présent, ce qui montre tout de suite que la polyligne n'est pas associée à l'op d'usinage, c'est que quand tu sélectionne l'op d'usinage, ta polyligne n'est pas sélectionnée dans la zone de dessin alors qu'elle devrais apparaître en rouge
Oui c'est un bon test, j'ai vérifié avec mon ancien dessin et avec le dessin corrigé .. Super !
dh42 a écrit:
Pour améliorer le résultat au fraisage, il serait bien aussi de faire un "insérer des arcs" car ta ligne est entièrement composée de petits segments droits au lieu de vrais courbes (donc des courbes à facettes). Double clique dessus pour voir tous les points qui la composent, et ensuite, clic droit > Polyligne/insérer des arcs > tolérance 0.05(*), tu verra que la multitudes de segments sont remplacé par des courbes.
J'ai essayé en modifiant les tolérances, ça donne des résultats très différents surtout si on met 5 à la place de 0.05 :

Ok pour le Tuto, pourtant je l'avais parcouru mais surement en travers ...
Encore Merci pour tes bons tuyaux.
jeanalvitre- posteur Régulier
- Messages : 158
Points : 235
Date d'inscription : 27/11/2011
Age : 72
Localisation : Dep:19
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» ajout d'une deuxieme broche et desactivation de la premiere dans cambam / prise en compte de la seconde
» Il tient bien la pose
» Abrasif qui ne tient pas longtemps sur une ponceuse orbitale
» Que trouve-t-on à la maison comme caoutchouc qui tient à l'essence ?