






La mise en service de mon tour Acimex BL250D
Page 3 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: La mise en service de mon tour Acimex BL250D
Re: La mise en service de mon tour Acimex BL250D
![]() den's Jeu 11 Mai 2017 - 14:35
den's Jeu 11 Mai 2017 - 14:35
si je peux me permettre, dans l'idée du "made in RPC on trouve de tout", j'ai reçu dernièrement ma fraiseuse badgée Warco (chinoise sous "directives" anglaises ..), quelle bonne surprise..!!
belle finition, çà respire la qualité et semble bien monté, elle me revient environ 200 euros de plus que les premiers prix identiques (hors livraison, bien entendu..), donc je ne suis pas déçu pour l'instant..
à titre de comparaison, voici une vue du tableau électrique de la warco, à comparer avec le faisceau électrique que j'ai découvert sur mon tour BV25 de chez Damato..


d'un coté les connections bien étiquetées et serties, bien rangées, de l'autre des épissures non soudées justes scotchées et un faisceau qui se balade.. pas photo..!!
d'un autre coté, ce petit BV25 me sert bien, simplement si je dois le remplacer, je ne trouve pas le modèle qui me convienne, avec vitesses mécaniques de broche et boite d'avance (comme le votre donc..), mais avec un banc de 700 mm, bien pratique pour des pièces un peu longues..
et mon atelier est petit, donc pas de grosse européenne..!!
den's
den's- complétement accro

- Messages : 792
Date d'inscription : 01/05/2011

Re: La mise en service de mon tour Acimex BL250D
![]() dh42 Jeu 11 Mai 2017 - 17:16
dh42 Jeu 11 Mai 2017 - 17:16
Ouch, ça fait peur la 2ieme image !
 ... j'espère que c'est pas du 220V qui passait dans l'inter !
... j'espère que c'est pas du 220V qui passait dans l'inter !++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: La mise en service de mon tour Acimex BL250D
![]() lamecanique76 Jeu 11 Mai 2017 - 17:58
lamecanique76 Jeu 11 Mai 2017 - 17:58

mais c'est souvent comme ça le chinois
je récupère pas mal de machine a droite et a gauche hors service dans un SAV ou a la ferraille
je confirme parfait pas cher pour une piètre qualité
comme dit le gars qui gère le SAV les gens a ce tarif " achète un prix et non du matériel "

lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: La mise en service de mon tour Acimex BL250D
![]() ricoud Jeu 11 Mai 2017 - 18:30
ricoud Jeu 11 Mai 2017 - 18:30
den's a écrit:
des épissures non soudées justes scotchées et un faisceau qui se balade...!!
den's
Tu fait ça en france, t'es quasi derrière les barreaux, mais par contre aucun problème pour l'importé...
Après on s'étonne que tout soit fait ailleurs, la-bas pas de sécurité, pas de problème, ici on va te faire chier car on risque te se faire mal dans l'angle de la table... si tu la change pas tout de suite pour le model a 1500€ tu ferme la boite...
Bon le pas cher, faut pas non plus craché dessus... mais ce qui est dommage c'est que les règles sont complètement différente et le prix de la main d'oeuvre ne fait pas "toute" la différence
Bon désolé du HS...

ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: La mise en service de mon tour Acimex BL250D
![]() den's Jeu 11 Mai 2017 - 19:19
den's Jeu 11 Mai 2017 - 19:19
à ma connaissance c'est bien du 220v qui passe là, c'est l'inter de sécurité de l'ouverture capot,et je ne crois pas qu'il y ait un transfo sur ce tour..
le bon coté des choses, c'est la première photo, la fraiseuse Warco, là c'est du beau montage, au passage avec un transfo 24v pour les commandes.. c'est du chinois aussi, mais avec un cahier des charges plus rigoureux sans doute..
moi aussi je présente mes excuses pour le HS, on s'éloigne un peu du beau tour acimex de l'ami Jean Loup..!
den's

den's- complétement accro
- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: La mise en service de mon tour Acimex BL250D
![]() grosb Jeu 11 Mai 2017 - 19:22
grosb Jeu 11 Mai 2017 - 19:22
Pour moi ce n'est pas complètement hors sujet, lorsque j'ai reçu mon tour il était en court-circuit franc !
Le câblage ne correspondait pas à celui de la documentation (si on peut appeler ça une doc.), j'ai recâblé dû refaire tous les sertissages et roule, mais j'ai fait un boulot que j'avais déjà payé !
Maintenant soyons clair, je n'avais pas le budget pour acheter un "vrai tour" si ça existe encore et pas la place pour un tour d'occasion, donc pas vraiment le choix.
Petite réflexion, saurait-on accepter de payer une mise au point à une société tierce qui reprendrait tous les réglages, éventuellement changerait quelques pièces et ferait toutes les vérifications nécessaires en partant de ces petits tours ?
Une société américaine fait cela pour une machine à coudre de fabrication chinoise (la société Sailrite, pour ceux que cela intéressent), ils changent des pièces jugées trop faibles d'origine en les fabricant dans un meilleur acier et les modifie.
Leurs machines sont plus chères que celles d'origine chinoise, mais pas tant que ça.
Finalement un peu comme a fait Jean-Loup..


grosb- complétement accro
- Messages : 5697
Points : 7314
Date d'inscription : 30/05/2013
Age : 69
Localisation : Cotes d'Armor
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Ven 12 Mai 2017 - 18:33
jean loup 69 Ven 12 Mai 2017 - 18:33
J'ai opté pour le pignon fusible.J'ai choisi le pignon de 75 dents,qui est un pignon mené,et qui n'est jamais changé en cas de modification d'avance (pas impériaux,pas de 0,75,et pas supérieurs à 2,5.
Les pignons de 30 et 75 dents ne se changent jamais sur le bl250d.
J'ai donc acheté 2 pignons (c'est mieux d'en avoir un d'avance en cas de rupture) de 75 dents/module1 en nylon au prix de 13€ ttc chacun chez "tri distribution" (site internet).
Les voiçi;Il va falloir les mettre aux dimensions de ceux du tour:
 " />
" />Alésage intérieur à 20,10mm:
 " />
" />Puis éxécution de la rainure de 6mm pour le passage de la clavette.J'ai affuté un barreau de 6x6mm:
 " />
" />et j'ai éxécuté la rainure sur le tour.Pour cela,j'ai remplacé la toutelle multifix par la tourelle d'origine,parce que étant bloqée par un ergot à ressort ,elle ne peux pas tourner en sens horaire malgré l'effort exercé:
 " />
" />Après le dressage des 2 faces,voiçi le pignon terminé:
 " />
" />Et là le pignon nylon de 75 dents monté en deuxième position.Cest lui le plus faible,donc en cas d'effort important,je pense que c'est lui qui cassera le premier et qui protègera la boite d'avance et la demi noix de filetage:
 " />
" />En parlant de pignons,j'ai également retravaillé 2 pignons destinés à l'éxécution des filetages au dessus de 2,5 soit les pas de 3 / 3,5 / 4 /et 5.
 " />
" />Je les ai commandés chez "Alpes transmission mécanique" (site internet) à moins de 5€ pièce ttc.Bien sûr,il m'a fallu dresser les faces pour les amener à la bonne épaisseur de 12mm,reprendre l'alésage 20,10mm , faire l'empreinte de la clavette 6mm et graver le nb de dents.
Je signale au passage un point fort du bl250d par rapport au sidermeca qui est l'appareil à retomber dans le pas qui est vraiment très pratique pour les filetages.
.

jean loup 69- je prends du galon

- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() dh42 Ven 12 Mai 2017 - 22:56
dh42 Ven 12 Mai 2017 - 22:56
C'est lorsque David ,DH42 ,nous a dit sur le forum que son tour (également acheté chez Worken je crois ,mais beaucoup plus performant et plus gros que notre bl250d)possédait un débrayage de la vis mère en cas d'effort trop important,que j'ai pensé mettre une protection en cas de blocage de cette vis mère .
Le mien viens de chez RC Machines (une promo) ; Worken je ne connaissais pas.
En fait le débrayage ne débraye pas la vis mère (filetage), mais la barre d'avances ; je ne sais pas si il y a les 2 barres sur le tiens, je n'arrive pas à voir.
C'est tout con comme système, mais ça marche bien.
http://www.metabricoleur.com/t160p50-atelier-bien-plein#1461
plus de détails ici
http://www.usinages.com/threads/tour-rc-6236x1000.11621/page-11#post-237243
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Sam 13 Mai 2017 - 10:37
jean loup 69 Sam 13 Mai 2017 - 10:37
Cette rainure qui ,par la rotation de la vis mère,entraine une vis sans fin dans le trainard et permet les avances transversales et longitudinales
L'avance en filetage se fait par l'embrayage de la demi noix.
C'est l'un ou l'autre,mais pas les deux à la fois!
C'est un système simple et efficace et bien adapté à nos petits tours.
Sur mon tour,le pignon fusible,protège toutes les avances.
Je ne sais pas pourquoi,mais je croyais que tu avais acheté ton tour chez Worken.Heureusement pour toi (je crois que tu me comprends)ce n'est pas le cas.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() dh42 Dim 14 Mai 2017 - 0:35
dh42 Dim 14 Mai 2017 - 0:35
Je ne sais pas pourquoi,mais je croyais que tu avais acheté ton tour chez Worken.Heureusement pour toi (je crois que tu me comprends)ce n'est pas le cas.
Vi !
Moi je n'ai pas eu de pb avec le fournisseur, mais avec le livreur !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Felicitations et prise de contact
![]() Larghetto Ven 19 Mai 2017 - 19:46
Larghetto Ven 19 Mai 2017 - 19:46
Et merci pour la publication de votre intervention
Moi aussi la boite de vitesse criait "vive la graisse"
8 mm d'huile au fond de la boite , de quoi se poser des questions !!
Si vous savez me donner les références de vos visu , ça m'interesse , si les piles sont du type que l'on trouve dans les pieds à coulisse , ça doit faire l'affaire
Si vous avez une idée pour ma fameuse goupille de vis mere , merci d'avance
Cordialement
Larghetto
Larghetto- petit nouveau

- Messages : 6
Points : 8
Date d'inscription : 19/05/2017
Age : 77
Localisation : 83560 RIANS
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Sam 20 Mai 2017 - 10:20
jean loup 69 Sam 20 Mai 2017 - 10:20
Bien sûr,il faut les modifier pour les adapter à cette utilisation.
 " />
" />Quand on y a gouté,on ne peut plus s'en passer.C'est vraiment pratique.
Les piles de mes 3 pacs sont des LR44 duracell.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Mar 20 Juin 2017 - 18:29
jean loup 69 Mar 20 Juin 2017 - 18:29
Je reviendrai sur ce dispositif plus tard.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Mar 26 Sep 2017 - 10:27
jean loup 69 Mar 26 Sep 2017 - 10:27
pour éxécuter les pas multiples ou sous multiples du pas de la vis mère,je me sers également de l'aardlp.
je monte la roue de 32 dents sur l'aardlp et j'embraye toujours mes filetages lorsque l'index se trouve en face d'une des 8 graduations (n'importe laquelle).
Si je ne fais pas cela,sur ce tour équipé d'une seule demi noix,il y a un risque de blocage dans le cas où l'embrayage se fait un peu violemment dent contre dent (dents de la demi noix contre dents de la vis mère).
Je ne rencontrais pas ce problème avec mes tours optimachines,équipés de 2 demi noix.
Je reviendrai sur les modifs que j'ai du apporter sur l'aardlp lorsqu'il est équipé de sa roue de 35 dents (pas:0,35 0,70 1,25 1,75 2,5 3,5 et 5mm).En effet,s'il faut attendre pour chaque passe que la graduation 1 soit en face de l'index ,on attend parfois plus d'une minute (à 80 tr/mn).
Dernière édition par jean loup 69 le Sam 21 Oct 2017 - 11:16, édité 1 fois
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Sam 21 Oct 2017 - 11:12
jean loup 69 Sam 21 Oct 2017 - 11:12
(il ne faut lire que la premiere page qui concerne l'aardlp)
lorsque je veux effectuer un pas qui utilise la roue de 35 dents sur l'aardlp,par exemple un pas de 0,70 ,il se passe 1mn,30s entre chaque passage de la graduation 1 devant l'index (1 tour de cadran) ,lorsque la broche tourne à 80 tr/mn : C'EST TROP
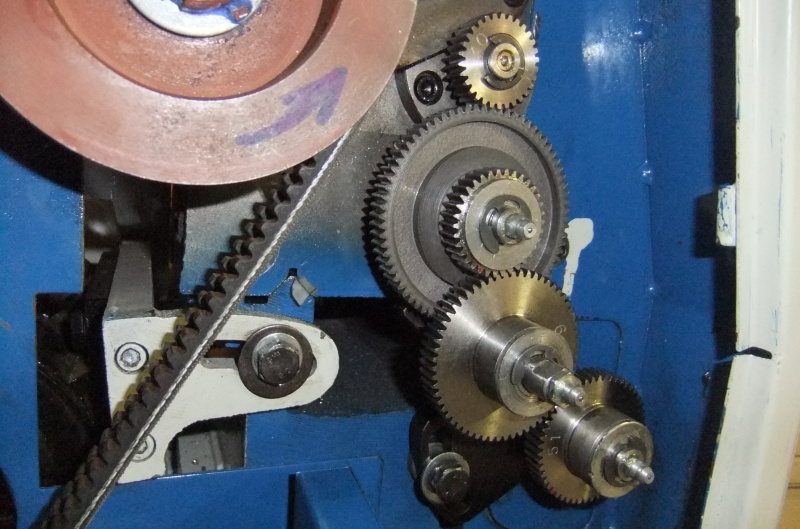
à l'origine,il y a un cadran à 8 graduations qui est fixe par rapport au pignon:
 " />
" />J'ai réalisé 2 cadrans de 5 ,et 7 graduations:
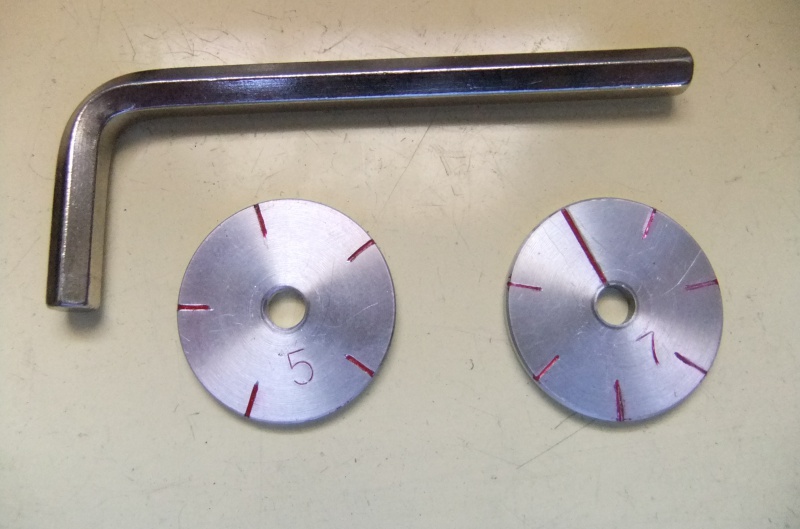 " />
" />ces cadrans vont se monter sur le cadran à 8 graduations suivant le pas à réaliser:
 " />
" />J'ai fait un nouveau tableau,collé sur le tour qui me permet de savoir pour chaque pas,quel pignon utiliser (32 ou 35 dents) et quel cadran utiliser:
 " />
" />je choisi un exemple:exécution d'un pas de 0,70.
Tour à l'arrêt:j'installe le pignon de 35 dts sur l'aardlp que je positionne en prise sur la vis mère ,et je pose le cadran de 5 graduation (sur celui à 8 graduation) sans le serrer
 " />
" />J'embraye la demi noix sur la vis mère.(je baisse le levier de filetage)
Je positionne le cadran à 5 graduation de façon à ce qu'une graduation (n'importe laquelle) soit en face de l'index et je le bloque dans cette position.
je débraye ma demi noix.
Je peux mettre le tour en route à 80 tr/mn et éxécuter mon filetage.(et débrayer à la fin du filetage)
Chaque fois qu'une graduation du cadran à 5 graduation passera devant l'index ,je pourrai embrayer pour démarrer une passe de filetage.Je serai toujours dans mon pas de 0,70.
L'avantage de cette modif est que je n'ai plus besoin d'attendre 1mn30 pour pouvoir démarrer une passe de filetage (comme c'est le cas à l'origine)mais que j'ai la possibilité d'embrayer ma vis mère toutes les 18 secondes.
Car croyez moi,attendre une minute trente avant de pouvoir démarrer sa passe de filetage,c'est long.Cet aardlp est vraiment simplissime.Il est facile de faire mieux,et pour pas cher.Le concepteur du tour aurait pu le prévoir.
mais peut être que le PRIX l'interdisait.
Je n'explique pas ici le fonctionnement de l'aardlp (pourquoi 32 ou 35 dents,pourquoi 8 ,5,ou7 graduations),mais j'explique comment utiliser et améliorer l'aardlp du tour Worken Acimex BL250d.
.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Lun 19 Mar 2018 - 18:29
jean loup 69 Lun 19 Mar 2018 - 18:29
Je l'utilise souvent (beaucoup de filetages) et je dois dire qu'avec sa boite de vitesses et sa boite d'avance,c'est vraiment un tour plein de qualités.
Il y a encore deux modifs dont je n'avais pas parlé et que j'ai réalisé l'année dernière.
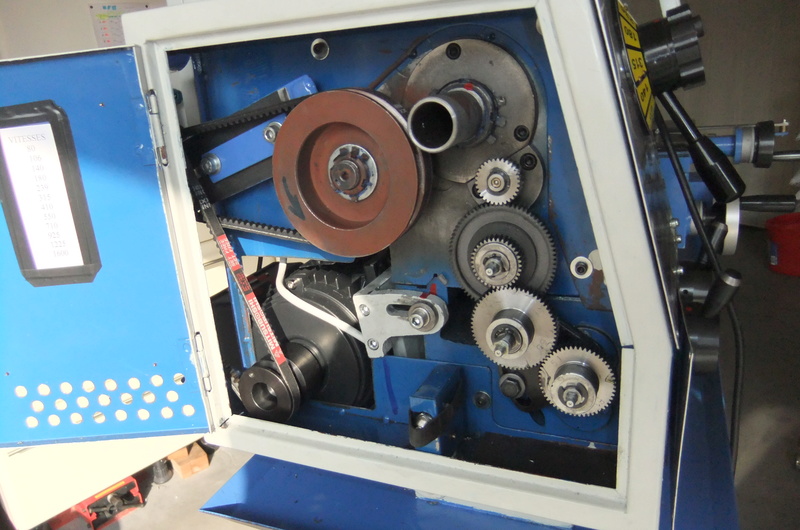
La première est le rajout de petites vitesses pour les filetages.La vitesse minimum de ce tour est 80 tr/mn,ce qui est trop,à mon avis. J'ai rajouté des vitesses afin d'avoir 40 tr/mn ,53 tr/mn et 70 tr/mn tout en gardant un couple important (plus de variateur ,pour moi).Il y en a d'autres (vitesses),mais ce sont les trois qui me sont le plus utiles.
Pour faire cette modif,j'ai intercalé entre la poulie du moteur et la poulie d'entrée de boite une double poulie de diam 50 et 100 mm.Je peux ainsi diviser la vitesse par deux.
La réalisation:
J'ai alèsé et accouplé 2 poulies de 50 et 100mm qui vont tourner sur 3 roulements (achetés chez tri distribution 34€ les 5 pièces)




J'ai intercalé cette poulie entre le moteur et l'entrée de boite

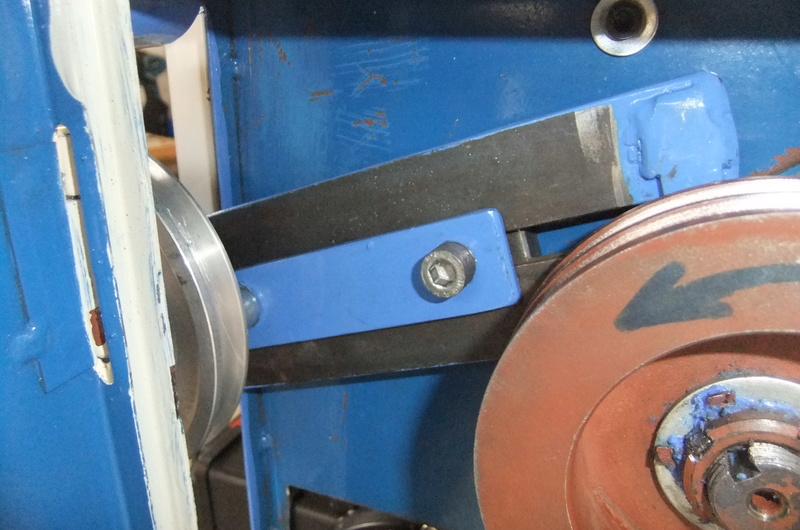
J'ai ouvert l'arrière du coffret afin de laisser passer la poulie double qui est montée sur une glissière pour le réglage de tension de courroie

et monté la poulie double sur sa glissière
L'axe de la poulie et ses 3 roulements

Les roulements dans la double poulie


la poulie montée sur sa glissière



le montage final
Le passage entre les 2 gammes vitesses se fait en moins de 20 secondes;c'est vraiment très simple et très rapides.
La dernière modif dont je n'ai pas parlé est le remplacement du moteur à deux condensateurs

par un moteur mono,de même puissance (750w)mais à un condensateur dans le but de supprimer les claquements de boite au démarrage et à l'arrêt du moteur.Le résultat est totalement concluant


Cette modif ne m'a rien couté.J'ai revendu le moteur chinois le même prix que m'a couté l'achat du moteur CEMER.
Maintenant que ce tour est vraiment au point , je tourne ,je tourne , et je l'utilise.
Pour un petit tour, je le trouve vraiment performant.
Dernière édition par jean loup 69 le Mar 20 Mar 2018 - 14:16, édité 1 fois
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() lamecanique76 Lun 19 Mar 2018 - 20:17
lamecanique76 Lun 19 Mar 2018 - 20:17
lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: La mise en service de mon tour Acimex BL250D
![]() Vénète56 Mar 20 Mar 2018 - 9:23
Vénète56 Mar 20 Mar 2018 - 9:23
Bien imaginé et réalisé, mais y a t-il un avantage a utiliser des courroies crantées sur ce type de poulies?

Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: La mise en service de mon tour Acimex BL250D
![]() mico31 Mar 20 Mar 2018 - 9:58
mico31 Mar 20 Mar 2018 - 9:58
Je n'avais pas encore vu ton fil ( je ne suis sur le forum que depuis janvier) et je l'ai épluché hier soir.
Belle réalisation !
J'ai une question à te poser au niveau de ton outillage. Je me suis permis de faire une photo d'écran de ton outil à tronçonner 'page 1 de ton fil):
Je n'arrive pas à voir si la face supérieure de la lame à tronçonner est plane ou pas.
La tourelle porte-outil de mon Maximat V10 est de la même conception, et la face de la lame est usinée avec une rainure en V ; pour un meilleur serrage sans doute.
Le l'ai brisée plusieurs fois en une cinquantaine d'années ... elle est maintenant trop courte pour être utilisée sans danger. Mais je n'en trouve pas !
Je me suis débrouillé en utilisant une lame "normale" dans la tourelle carrée d'origine, mais j'aimerai bien re-équiper ma tourelle inter-changeable.
Alors, si ta lame est bien rainurée, tu sais peut-être où s'en procurer une ?
Je cherche vainement depuis longtemps, peut-être pourras-tu me dire ?
En tout cas merci pour ton petit "reportage", du beau travail !
Michel.
mico31- très actif

- Messages : 243
Points : 253
Date d'inscription : 17/01/2018
Age : 85
Localisation : Toulouse et Aveyron
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Mar 20 Mar 2018 - 10:05
jean loup 69 Mar 20 Mar 2018 - 10:05
Ce sont des courroies Trapezoidales crantées ,qui tournent sur des poulies en V.
Ces courroies sont plus adaptées aux poulies de petit diamètre.
Dans mon cas,j'aurais pu utiliser les deux types de courroies.Le prix est sensiblement le même.Ce sont les mêmes dimensions qu'à l'origine.
Lorsque j'ai commandé ces courroies,je voulais surtout avoir une meilleure qualité que les courroies chinoises d'origine.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() Vénète56 Mar 20 Mar 2018 - 10:25
Vénète56 Mar 20 Mar 2018 - 10:25
Vénète56- complétement accro
- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: La mise en service de mon tour Acimex BL250D
![]() jean loup 69 Mar 20 Mar 2018 - 11:17
jean loup 69 Mar 20 Mar 2018 - 11:17
mico31 a écrit:Bonjour,
Je n'avais pas encore vu ton fil ( je ne suis sur le forum que depuis janvier) et je l'ai épluché hier soir.
Belle réalisation !
J'ai une question à te poser au niveau de ton outillage. Je me suis permis de faire une photo d'écran de ton outil à tronçonner 'page 1 de ton fil):
Je n'arrive pas à voir si la face supérieure de la lame à tronçonner est plane ou pas.
La tourelle porte-outil de mon Maximat V10 est de la même conception, et la face de la lame est usinée avec une rainure en V ; pour un meilleur serrage sans doute.
Le l'ai brisée plusieurs fois en une cinquantaine d'années ... elle est maintenant trop courte pour être utilisée sans danger. Mais je n'en trouve pas !
Je me suis débrouillé en utilisant une lame "normale" dans la tourelle carrée d'origine, mais j'aimerai bien re-équiper ma tourelle inter-changeable.
Alors, si ta lame est bien rainurée, tu sais peut-être où s'en procurer une ?
Je cherche vainement depuis longtemps, peut-être pourras-tu me dire ?
En tout cas merci pour ton petit "reportage", du beau travail !
Michel.
Bonjour Michel
la face supérieure (ou inférieure) n'est pas plane.Elle est taillée en biseau pour être bien tenue dans le porte outil.
J'ai commandé ces lames sur eBay chez "pewe Tools" dont voici le lien:
http://stores.ebay.fr/pewetools/FR-Schnellwechselhalter-AS-/_i.html?_fsub=5622808012
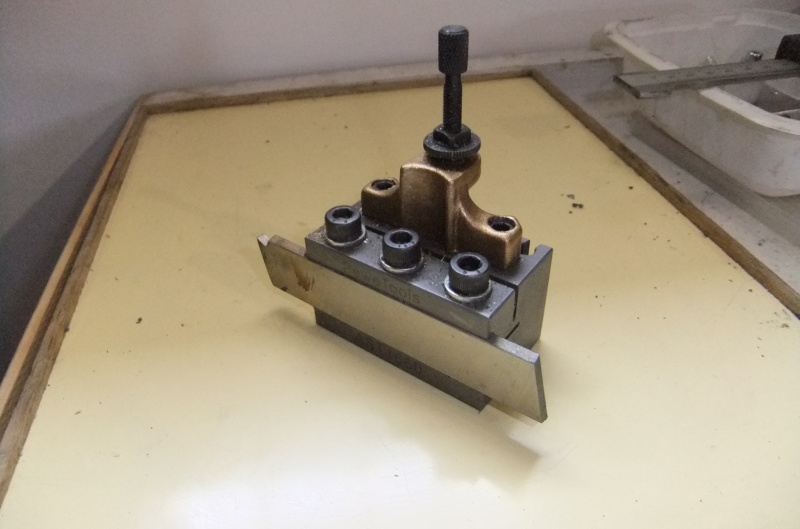
Mais depuis le mois d'août dernier j'utilise une lame qui se fixe sur le même porte outil, et qui est équipée de pastille carbure. Le tronçonnage est beaucoup plus confortable, dû à la forme de la pastille. Il n'y a plus besoin de déplacer l'outil latéralement tous les 2 ou 3 mm de pénétration.
Je tronçonne avec l'avance transversale automatique,à petite vitesse (40/53 tr/mn pour l'acier et petite avance 0,017/0,022) sans vibration et sans bruit.
une photo de ce support que j'ai également acheté chez "pewe Tools" :

Utilises tu ,comme moi un petit tour chinois ?
Je viens de trouver la réponse sur le forum.
jean loup 69- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 15/10/2015
Age : 73
Localisation : 69720 St Laurent de mure
Re: La mise en service de mon tour Acimex BL250D
![]() mico31 Mer 21 Mar 2018 - 11:06
mico31 Mer 21 Mar 2018 - 11:06
Hélas, tu y as passé du temps pour rien: le porte-outil que j'ai ne supporte que des lames de tronçonnage de 10 mm de haut environ; 9,6 mm exactement pour la mienne. La rainure est bien en V, et en creux. Il y a bien longtemps que je cherche ... A chaque casse je la raccourcissais, trop courte maintenant. Le Maximat V10 n'a pas d'avance transversale, la pénétration dans l'acier est délicate en manuel, d'où vibrations, bourrage et casse d'une lame aussi fine ( à peine plus de 2mm dans sa partie la plus large). Merci quand même pour ta recherche, c'est sympa.
Pour le tour lui-même, c'est un vieux modèle de chez EMCO (marque autrichienne si je me souviens bien) , doté d'une fraiseuse , qui rend beaucoup de services au bricoleur que je suis ... mais qui a ses limites; surtout dans l'acier. Pour les non-ferreux, c'est un régal pour moi.
Bons copeaux avec ta belle machine maintenant bien réglée.
Michel.
mico31- très actif
- Messages : 243
Points : 253
Date d'inscription : 17/01/2018
Age : 85
Localisation : Toulouse et Aveyron
Re: La mise en service de mon tour Acimex BL250D
![]() bob47 Mer 21 Mar 2018 - 13:38
bob47 Mer 21 Mar 2018 - 13:38
mico31 a écrit:Merci jean loup 69 pour ta réponse.
Hélas, tu y as passé du temps pour rien: le porte-outil que j'ai ne supporte que des lames de tronçonnage de 10 mm de haut environ; 9,6 mm exactement pour la mienne. La rainure est bien en V, et en creux. Il y a bien longtemps que je cherche ... A chaque casse je la raccourcissais, trop courte maintenant. Le Maximat V10 n'a pas d'avance transversale, la pénétration dans l'acier est délicate en manuel, d'où vibrations, bourrage et casse d'une lame aussi fine ( à peine plus de 2mm dans sa partie la plus large). Merci quand même pour ta recherche, c'est sympa.
Pour le tour lui-même, c'est un vieux modèle de chez EMCO (marque autrichienne si je me souviens bien) , doté d'une fraiseuse , qui rend beaucoup de services au bricoleur que je suis ... mais qui a ses limites; surtout dans l'acier. Pour les non-ferreux, c'est un régal pour moi.
Bons copeaux avec ta belle machine maintenant bien réglée.
Michel.
Salut
Pour le tronçonnage je le fait toujours en montant l’outil a l’envers et bien sur rotation a l’envers aussi et arrosage abondant.
S’est une manière de tronçonner que l’on m’avais donner sur un forum et je me suis aperçus avoir beaucoup moins de casse comme sa.
Message poster juste pour info tout en restant dans un langage de vulgarisation dégagent toutes mes responsabilités en cas de désaccord avec d’autre membres.
Merci de votre compréhension.
A++
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: La mise en service de mon tour Acimex BL250D
![]() mico31 Mer 21 Mar 2018 - 14:00
mico31 Mer 21 Mar 2018 - 14:00
Ma dernière casse s'est effectuée en tournant à l'envers .La seule chose positive: les morceaux de barreau sont partis vers le bas. Bien moins impressionnant que dans l'autre sens ! Depuis cette fois-là, je fais attention à la trajectoire possible ... Et quand c'est possible, je préfère scier que tronçonner. Du moins dans l'acier.
Michel.
mico31- très actif
- Messages : 243
Points : 253
Date d'inscription : 17/01/2018
Age : 85
Localisation : Toulouse et Aveyron
Re: La mise en service de mon tour Acimex BL250D
![]() bob47 Mer 21 Mar 2018 - 14:20
bob47 Mer 21 Mar 2018 - 14:20
mico31 a écrit:Merci Bob47,
Ma dernière casse s'est effectuée en tournant à l'envers .La seule chose positive: les morceaux de barreau sont partis vers le bas. Bien moins impressionnant que dans l'autre sens ! Depuis cette fois-là, je fais attention à la trajectoire possible ... Et quand c'est possible, je préfère scier que tronçonner. Du moins dans l'acier.
Michel.
Salut
Alors il me semble que tu ne tourner pas dans le bon sens
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Page 3 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» taraudage tour bl250d worken
» infos et conseil tour bl250d et similaires
» Broche VFD Huanyang : Conseils pour mise en service SVP
» petit nouveau sur bl250d