






RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
Page 3 sur 15 •  1, 2, 3, 4 ... 9 ... 15
1, 2, 3, 4 ... 9 ... 15 

 Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Sam 21 Jan 2017 - 12:09
J-Max.fr Sam 21 Jan 2017 - 12:09
C'est un problème d'extrusion.
Soit l’entraînement se fait mal (galet encrassé, moteur qui chauffe trop),
soit la hotend est mal refroidie, et c'est la maladie génétique des machines avec ton type de bloc extrudeur/buse,
pour les raisons que j'ai expliqué plus haut.
++JM
J-Max.fr- complétement accro

- Messages : 3671
Date d'inscription : 25/04/2012 -


Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Sam 21 Jan 2017 - 13:04
junkdealer Sam 21 Jan 2017 - 13:04
ca ferait pas un petit bruit de claquement ? comme de petites bulles qui peteraient avec un bruit tres sec ?
faut changer le fil, donc je verrai le galet

junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Sam 21 Jan 2017 - 13:26
J-Max.fr Sam 21 Jan 2017 - 13:26
Ça se sont les symptômes d'un extrudeur qui "clique", c'est bien connu.
Une extrusion qui se passe bien c'est un filament qui est poussé jusqu'à un corps de chauffe, endroit où il fond.
Ensuite, le filament rigide en amont pousse le filament fondu vers la sortie.
Si ça clique, c'est que l'alimentation ne peut plus pousser.
Soit le corps de chauffe est trop froid, soit il y a surchauffe, et c'est sans doute la deuxième option qui est la bonne chez toi.
C'est que le filament fond en dehors du corps de chauffe, donc dans le tube ou plus haut.
Du coup il devient mou, gonfle et bloque. L'alimentation ne peut plus pousser, patine et "clique".
C'est symptomatique des extrudeurs Mk.quelquechose chinois (Anet, Geeethec, Wanhao, etc.).
L'absence de rupture de pont thermique fait que la température du bloc se transmet dans le tube et dans tout ce qu'il y a en amont.
Le radiateur/ventilateur est placé trop loin du bloc de chauffe pour être efficace.
Sur les toutes petites impressions ça passe car l'ensemble n'a pas le temps de trop chauffer.
Et les longues impressions sont juste impossibles à terminer.
A gauche ton système, à droite ce qu'il faut avoir (un filament qui reste solide soit <60°C pour le PLA) :

Toutes les hotends correctes sont construites sur le même principe :
Un corps de chauffe qui tient la buse, un tube avec rupture de pont thermique (partie étroite dite heatbreak)
Et un gros radiateur directement autour du tube pour maintenir cette partie froide.
Exemple E3D V6 :

Exemple Hexagon Hotend :

En attendant, tu peux rajouter un refroidissement dirigé sur le tube (ventilateur, refroidissement liquide...).
Mais attention, il ne doit pas refroidir le corps de chauffe, et là l'art va être difficile à maîtriser.
En gros, si tu ne veux pas abandonner, il te reste deux options comme tous les possesseurs de ce bloc d'extrusion :
- te limiter aux micro-pièces
- mettre à niveau la machine
Le plus pragmatique est d'acquérir directement une nouvelle hotend (liens donnés bien plus haut),
d'imprimer en attendant et tant bien que mal des pièces pour monter le nouveau système.
Ce que tu feras à nouveau au propre quand la machine sera (enfin) performante.
A noter que l'ABS devenant mou qu'à 100°C, il aiderait d'avantage pour les plus grosses pièces.
C'est l'histoire qui se répète et j'en suis bien désolé...
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Sam 21 Jan 2017 - 18:24
junkdealer Sam 21 Jan 2017 - 18:24
ahhh je comprends tout a fait le soucis, ben etrange quand meme, car sur des impresions deja faites d'une heure et demi, j'ai pas eu ce soucis
ptet le ventilo hs ou qui soufle pas assez alors, un parametre sauté dans cura car c'est pilote via le gcode je crois ?
de toute facon, je vais surement faire ta modif, avec un extrudeur schmoll v2, achete ou le faire au tour si j'ai le temps, et ton bloc motur deporté
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Sam 21 Jan 2017 - 19:07
J-Max.fr Sam 21 Jan 2017 - 19:07
Le ventilateur hotend n'est pas piloté, il doit être relié au 12v permanent.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Lun 23 Jan 2017 - 9:19
junkdealer Lun 23 Jan 2017 - 9:19
week end chargé, mais de retour
j'ai changé le fil hier soir, c'est bizarre, j'ai pu enfoncer le fil balnc sur qq cm avant de voir sortir du fil de l'extrudeur, comme le disait JM, probleme alimentation, mais intermitant, car sur la fin, la piece defectueuse etait a n ouveau correcte
bref, j'ai change le fil sans soucis cette fois ci, pas de bourrage, suis passé au bleu et c'est a nouveau "impec" enfin autant qu'avant
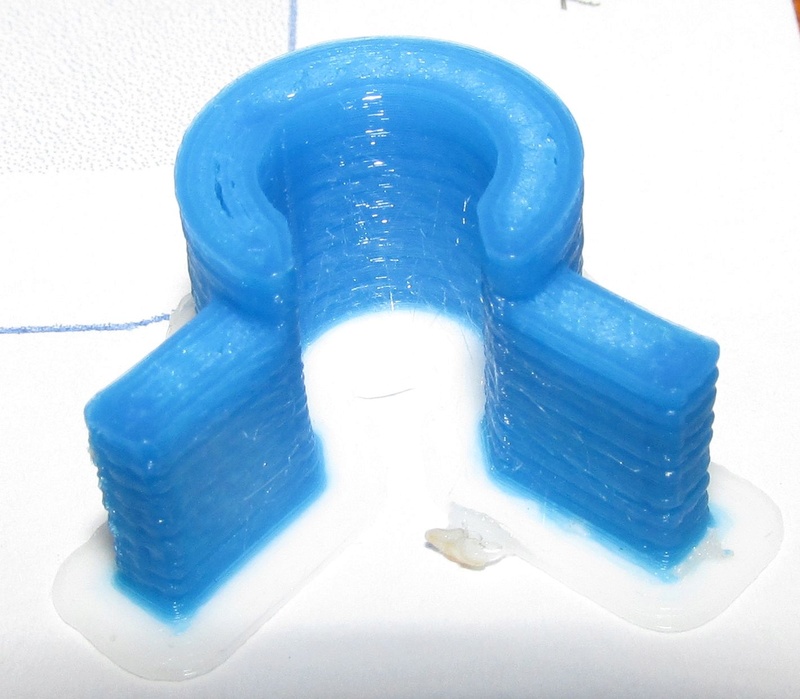
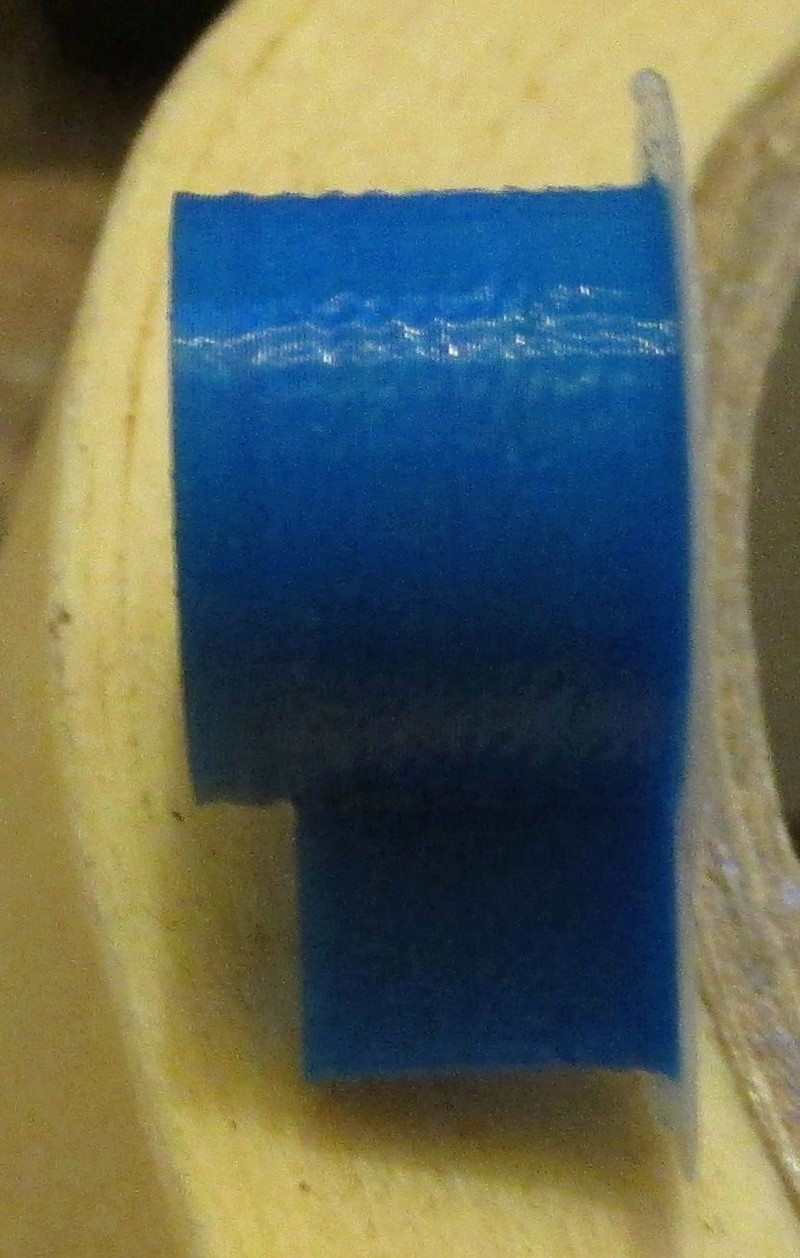
pas plus facile a photographier sous faible luminosité en bleu, y'a juste un defaut de remplissage, on voit une difference de couleur, je suis pourtant a 100%, mais ca doit venir de la forme en couronne, pas epaisse, du coup ca fait mouliner les moteurs sans arret, et ca doit trop vibrer ou rentrer en resonnance, on distingue des vaguelettes dans le remplissage
J'ai tenté une piece plus grande et complexe, mais elle se decolle, soit je suis plus bon en Z, soit c'est l'accroche pas top sur le scotch de peintre, je vais charcher un plateau en verre avant de retenter

ca decolle a "a l'angle rentrant" de la forme, sur le bas vers la gauche, systematiquement, ca tient pdt 5 "spires" d'accroche, puis ca plie vers le haut, ptet une histoire de contraintes, voir meme de plateau trop haut finalement
je pourrai virer le support pour cette piece qui est massivle et collee sur toute sa surface, pour voir
Sinon j'ai fait le gcode pour le soupport ER25, 25h d'impression
je vais voir pour une autre hotend comme preconisée par JM, contrefacon chinoise, vrai modele , ou faite maison, l'echelle de temps est dans l'ordre de citation, l'echelle de performance presente un pic au centre surement
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Lun 23 Jan 2017 - 9:38
J-Max.fr Lun 23 Jan 2017 - 9:38
Ce que tu rencontre, ça s'appelle du Wrapping.
Contrairement à ce que l'on pourrait penser, on en fait l'expérience d'avantage sur les pièces longues.
En effet, la rétractation de la matière est plus importante si la distance augmente.
Sur le verre ça accroche encore moins que sur le scotch de peintre.
Donc il faut mettre de la laque extra forte, ou un primaire d'adhérence dédié (Dimafix, Wolfbite...)
Ce qui peut aider dans ton cas :
- bien dégraisser la surface à l'alcool (Isopropanol)
- un "Brim" (jupe à la base de la pièce) plus large
- une température d'impression plus basse
- augmenter la température du plateau chauffant (60-65°C pour le PLA)
- mettre la machine dans un caisson (un simple carton renversé sur la machine suffit généralement).
Et si tu veux définitivement régler les soucis d'adhérence plateau, sans utiliser de "brim",
alors investis dans une plaque en PEI, chez Jo Prusa, c'est le moins cher en ce moment.
On dirait que tu as pas mal de "stringing", tu devrais augmenter tes paramètres de rétractation dans Cura de 0.5 en 0.5mm jusqu'à ce que cela disparaisse.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Lun 23 Jan 2017 - 10:31
junkdealer Lun 23 Jan 2017 - 10:31
J-Max.fr a écrit:Bonjour,
Ce que tu rencontre, ça s'appelle du Wrapping.
Contrairement à ce que l'on pourrait penser, on en fait l'expérience d'avantage sur les pièces longues.
En effet, la rétractation de la matière est plus importante si la distance augmente.
Sur le verre ça accroche encore moins que sur le scotch de peintre.
Donc il faut mettre de la laque extra forte, ou un primaire d'adhérence dédié (Dimafix, Wolfbite...)
Ce qui peut aider dans ton cas :
- bien dégraisser la surface à l'alcool (Isopropanol)
- un "Brim" (jupe à la base de la pièce) plus large
- une température d'impression plus basse
- augmenter la température du plateau chauffant (60-65°C pour le PLA)
- mettre la machine dans un caisson (un simple carton renversé sur la machine suffit généralement).
Et si tu veux définitivement régler les soucis d'adhérence plateau, sans utiliser de "brim",
alors investis dans une plaque en PEI, chez Jo Prusa, c'est le moins cher en ce moment.
On dirait que tu as pas mal de "stringing", tu devrais augmenter tes paramètres de rétractation dans Cura de 0.5 en 0.5mm jusqu'à ce que cela disparaisse.
++JM
hello
merci pour ces précisions, c'est justement le brim dont le nom m'echappait a la redaction precedente qui se decolle sur la pointe rentrante, il semble tenir jusqu'au moment ou commence "la vraie impression" car ca change de vitesse on dirait, en tout cas le bruit est different, brim que je voulais du coup virer
c'est bizarre, c'est a peine plus grand que le center finder qui ne m'a pas pose ce soucis, surement que le fichier etait mieux fait
 en tout cas, le gcode avait ete fait sous une autre version de cura qui acceptait le .ini de conf, y'a peut etre un parametre qui n'est pas pareil, je vais generer le gcode sous l'autres version et voir
en tout cas, le gcode avait ete fait sous une autre version de cura qui acceptait le .ini de conf, y'a peut etre un parametre qui n'est pas pareil, je vais generer le gcode sous l'autres version et voirje vais aussi voir cette histoire de string
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Lun 23 Jan 2017 - 21:16
junkdealer Lun 23 Jan 2017 - 21:16
j'ai genere le gcode pour le meme stl depuis cura 14, ben il ne s'y prend pas du tout de la meme maniere, j'ai eu un petit soucis avec l'extrudeur, rien qui sortait, mais j'ai vite vu pourquoi, le moteur de l'extrudeur est pas assez balaise, ou le galet pas assez pressé sur le fil, ou les deux, pour tirer la grosse bobine de fil de 750 gr posée sur l'axe M8, faut que je fasse le devidoir qui maintienne au moins la bobine centree sur l'axe, j'ai commande les roulements, plus qu'a attendre, pas de décollage, mais pas le meme parcours impression, vitesse un peu moindre, mais memes temperatures, reste les subtilités que je n'ai pas memorisé, car l'ordi sous xp avec cura14 est une bouse au boulot, pas de reseau, pas d'imprimante, donc c'est de tete que j'ai vu des parametres pas identiques a mon cura 2.3 de la maison
en plus cura 2.3 plante assez regulirement sous linux, je crois que je vais passer a un cura 15, enfin le plus vieux que je trouve, vu que la 14 elle n'est plus telechargeable, et je n'ai que la version 14 pour
windows fournie avec l'imprimante, et le .ini est pour un cura 14 qui a l'air de mieux marcher
je voulais pas me casser la tete avec les parametres, mais je vais y avoir droit je crois
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Lun 23 Jan 2017 - 21:23
J-Max.fr Lun 23 Jan 2017 - 21:23
Cura 2.3.1 est très stable sur mon Ubuntu. Je ne l'ai jamais vu planter et il tranche quasi instantanément.
L'ajustage des paramètres fait la majorité du succès d'une belle impression.
Rares sont les pièces pouvant s'imprimer sans se soucier des paramètres. Je crains que tu sois obligé de t'y mettre...
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Lun 23 Jan 2017 - 21:38
junkdealer Lun 23 Jan 2017 - 21:38
J-Max.fr a écrit:Bonsoir,
Cura 2.3.1 est très stable sur mon Ubuntu. Je ne l'ai jamais vu planter et il tranche quasi instantanément.
L'ajustage des paramètres fait la majorité du succès d'une belle impression.
Rares sont les pièces pouvant s'imprimer sans se soucier des paramètres. Je crains que tu sois obligé de t'y mettre...
++JM
je vais ptet aussi re installer ubuntu du coup
tu as installe depuis logitheque ubuntu ? t'es sous quel buntu ? le 16 LTS ?
c'est pas que je veux pas me soucier des parametres, je comptais sur des bons parametres d'usine surtout, a affiner apres, mais là, j'ai des doutes sur ce qu'utilise cura 2.3, un mix entre le defaut d'une machine en memoire et mon .ini
Quand il plante pas, cura 2.3 tranche quasi dans l'instant aussi, en tout cas pour mes pieces du moment qui ne depassent pas 3cm de haut pour le moment, meme la boite a ER25 ce fut quasi immadiat, c'est pas là qu'est le soucis, il se fige a l'ouverture, ou au changement d'un parametre, y'a pas de regle
le soucis info est le plus simple a mettre d'equerre normalement, et ptet a la base d'une partie des pbs, ce sera la prochaine etape, faut que je genere la clef usb avec buntu 16 et hop
sinon pour le decollement, j'ai pas encore essaye le raft, c'est ptet la solution tant que j'ai que mon scotch de peintre
j'ai elaboré une liste de course, reste a budgetiser
par contre, je vais ptet aller faire un tour au sous sol sur le tour pour faire les flasques avec roulement pour le devidoir de bobine, ca ira plus vite que de les imprimer
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() dh42 Lun 23 Jan 2017 - 22:15
dh42 Lun 23 Jan 2017 - 22:15
Pour le support bobine, je me suis imprimé celui-la
http://www.thingiverse.com/thing:689716
c'est vite imprimé (la bobine est à plat) et ça tourne bien.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Lun 23 Jan 2017 - 22:27
J-Max.fr Lun 23 Jan 2017 - 22:27
Je suis bien sous LTS 16.04.
Le raft ne fera peut-être pas grand chose niveau adhérence.
Je l'utilise très peu car ça bouffe aussi du plastique qui part à la benne.
A mon humble avis, le raft a une utilité si le bas du modèle n'est pas plat ou s'il est très découpé.
Et puis avec un raft, l'aspect de la face au contact avec le raft est très moche.
Tu sais le scotch de peintre, c'est assez contraignant et c'est loin d'être infaillible.
Déjà de l'une à l'autre les marques sont très inégales. Le 3M 2090 fait l'unanimité, les autres beaucoup moins.
Déjà au bout de 3 ou 4 impressions il faut le changer car l'adhérence est réduite de moitié.
A bout d'un moment, on en a plein le carafon de recoller du blue tape sans arrêt,
sans compter les nettoyages intermédiaires car la colle finit pas s'agglomérer.
Les scotchs Kapton ou PET, c'est un peu le même genre, sachant que c'est pas l'idéal pour le PLA, c'est aussi plus cher et un peu plus durable.
La plaque de verre + laque c'est à peine mieux, il faut nettoyer la vitre et relaquer à chaque nouvelle impression.
La colle en stick, ou le just d'ABS c'est pareil.
Après il y a les surfaces d'impression dédiées, comme le BuildTak ou le PEI.
Ces deux surfaces n'ont aucun entretien si ce n'est de dégraisser avec sopalin + alcool de temps à autre.
Le BuildTak est assez fragile, ne supporte pas les coups de spatule, les buses trop près,
et les décollages de pièces à chaud. Il faut être très soigneux pour garder la plaque plus de 150 impressions.
A +- 15€ la plaque livrée, ça fait un budget, mais ça reste infiniment plus confortable.
Les pièces sont fermement soudées à la surface jusqu'à ce que la plaque revienne à température ambiante.
Parfois, ça adhère tellement bien qu'il faut être patient et persévérant pour récupérer sa pièce.
Le PEI est la surface ultime. Entretien réduit et très résistante.
L'adhérence est meilleure encore que sur le BuildTak, et à froid une pichenette sur un coin de la pièce la libère sans heurts.
J'en ai une depuis plus d'un an sur une machine et elle est à peine marquée.
Au prix ou les vend Jo Prusa, soit le prix d'un rouleau de blue tape de qualité, c'est un excellent investissement.
Ça se pose avec de l'eau plus quelques gouttes de liquide vaisselle vaporisée sur la surface.
On chasse l'eau avec une carte de crédit pour chasser les bulles d'air.
Je te l'ai proposé il y a un moment et je ne veux pas paraître insistant.
Cependant, avec le blue tape, tu risques de voir partir 30% et plus de tes rouleaux à la benne pour des problèmes de wrapping.
C'est plus rentable d'acheter une bonne surface d'impression.
La bobine à plat comme support je ne suis pas fan. J'ai imprimé un truc dans le genre au tout début, et j'ai vite changé.
Certaines marques de filament ont des bobines bien remplies et lorsqu'elle sont pleines,
c'est une bonne dizaine de spires qui sont certaines de se retrouver hors bobine.
Déjà une solution sur roulement s'impose pour éviter de tirer sur la tête d'impression ce qui nuirait à la qualité de la pièce.
La bobine en contact avec la machine c'est aussi une mauvaise idée :
avoir une masse de 1kg capable de se promener amplifie les vibrations et peut même en générer.
Un mauvais enroulage du fil à la production et ça coince avec le risque que la bobine tombe sur le plateau.
Le support de filament le plus simple et le plus versatile est celui-ci : http://www.thingiverse.com/thing:93652

Quatre roulements de skateboard, quatre boulons, deux petites pièces imprimées : difficile de faire plus simple !
En plus il s'adapte à toute bobine, glisse à merveille, et tu change de bobine en un clin d’œil.
Si ton driver est bien réglé, ton moteur a largement assez de puissance pour entraîner le filament et faire tourner la bobine (si elle est sur roulements).
Le fait que le moteur peine peut venir toujours du même problème de filament qui gonfle et coince dans le tube.
Lorsque ta bobine sera correctement soutenue, si le problème persiste, il faudra se poser les bonnes questions
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() dh42 Mar 24 Jan 2017 - 1:09
dh42 Mar 24 Jan 2017 - 1:09
pour les makers Festooliens, je viens de tomber la dessus en cherchant la 3D du rail
http://www.yeggi.com/q/festool/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mar 24 Jan 2017 - 8:43
junkdealer Mar 24 Jan 2017 - 8:43
Alors dans le desordre
si ca fonctionne sans taper du code pdt 6 mois (ce que j'ai fait sous debian aussi, mais bon
) je vais repasser a buntu 16 lts, mais depuis une reinstall propre depuis clef bootable, et non par MAJ successivesj'avais bien noté la surface d'impression du grand Joseph, elle me plait mieux que le buildtak qui me semble un peu fragile surtout qd on en est encore a bidouiller l'imprimante, et visiblement, pour de grandes pieces, c'est quasi indispensable
pour le devidoir, je n'avais pas vu celui de David, ni le tiens ou la bobine est posée, et je comptais faire celui la http://www.thingiverse.com/thing:767317 qui va avec le devidoir original, comme quoi on peut se verouiller l'esprit a cause d'un truc existant et passer a cote d'autres solutions
Comme dit, je le ferai plutot au tour, ca ira beaucoup plus vite, c'est rien a faire 2 cages de roulement pour un truc qui tourne pas vite sans contraintes, je devrai y arriver, et ce sera une premiere pour un alesage qd meme assez precis, apres, pour aller vite, c'est vrai que le modele a roulement avec bobine posée, c'est encore plus rapide
la piece d'hier, un trancheur tranché si je puis dire, donc tranché sous cura 14 avec le .ini fourni pour cura 14, c'est passé du premier coup, d'ailleurs j'ai verifie, tout ce que j'ai imprime pour le moment "en etat correct" a ete tranche sous cura 14 (pas de blabla sur le nom de fichier gcode) sur la bouse sous xp au boulot, c'est ce qui vient de cura 2.3 (avec systematiquement un pl devant le nom de fichier gcode) sous linux qui deconne, donc l'importation des parametres est pas bonne sous la 2.3
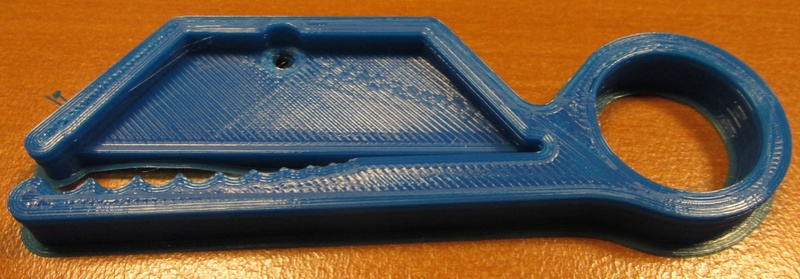

j'ai eu un decrochage au niveau du brim du logement de l'ecrou, il etait tout seul en bord de piece et collé a rien, la tete l'enlevait a chaque nouveau passage, ca c'est calme au remplissage. l'autre defaut visible, c'est le bord du scotch qui s'est releve et a aussi un peu deforme la piece, mais j'ai pas eu le decollement systematique d'avant ou j'ai jamais reussi a commencer l'impression, le "chemin d'impression" genere par cura 14 est different de celui de cura2.3, en plus des parametres veroles dans cura2.3
alors dans l'ordre, ubuntu, support bobine, et nouvelle tete extrusion, j'ai "de la chance" le berceau qui supporte l'actuelle est en alu massif, il doit dissiper un max ce qui vient de la hot end et participer au fait que cela fonctionne a peu pres niveau refroidissement, meme si c'est pas top comme le souligne J-MAx
et prochaine piece peut etre
http://www.thingiverse.com/thing:1980648
pour enlever le brin foutu par le brim
j'en ai un, mais bricolé a la va vite, je peux pas changer la lame, je l'ai sertie dans un tube
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Mar 24 Jan 2017 - 9:03
J-Max.fr Mar 24 Jan 2017 - 9:03
Le support bobine avec les cônes qui serrent la bobine sur une tige filetée, j'ai eu ça un moment.
Oh, ça marche bien et c'est même correct si l'on a une bobine à demeure.
Sauf que tu verras que rapidement tu auras plusieurs bobines pour avoir disponible plusieurs teintes et plusieurs matières.
Et là, il est probable qu'au sein d'un même projet tu doives changer plusieurs fois de bobine.
Et du coup, à chaque changement il faut dévisser, sortir au moins un cône, ranger ta bobine, installer l'autre, revisser...
Bref, ça n'a l'air de rien mais ça devient lourd à la longue.
C'est pour ça que j'ai changé pour le système où tu n'as qu'à poser ta bobine.
Rien à démonter, c'est quasi instantané. Tu as juste à t'occuper de charger le fil dans la machine.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mar 24 Jan 2017 - 16:00
junkdealer Mar 24 Jan 2017 - 16:00
j'ai remis dans l'article de tete des infos dispersées dans le fil, déjà pour moi pour éviter de me taper tout pour retrouver, et pour les lecteurs aussi bien sur
une grande partie des infos vient de J-Max et de ses interventions dans ce fil
donc les evolutions upgradesques futures
la surface d'impression "ultime" en tout cas a tester http://shop.prusa3d.com/en/3d-printer-parts/109-replacement-pei-sheet-ultem.html
Extrudeur en Bowden (extrudeur déporté) :
Support : http://www.thingiverse.com/thing:1824307
Extrudeur : http://www.thingiverse.com/thing:1579394
avec une tete E3D V6 originale ou clonesque
le support de bobine de fil qui sera inspiré de celui la http://www.thingiverse.com/thing:93652 avec des bouts de celui la http://www.thingiverse.com/thing:1832235
et de quoi lui donner a manger
https://marwiol.pl/en_GB/index
https://reprapworld.com/listing/filament/real_filament/
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mar 24 Jan 2017 - 19:28
junkdealer Mar 24 Jan 2017 - 19:28
bon, ubuntu tout neuf LTS
mais y'a pas cura dans la logitheque
et ce con a mis son boot loader sur le disque de seven, j'ai pas fait gaffe, mais bon, ca je vais corriger, pas grave
il est neuf, et n'arrive deja pas a faire les MAJ
bon, ferme session et rouvert, maintenant il est a jour
mais tjrs pas de cura ds logitheque
toujours aussi rassurant : https://www.google.fr/search?client=ubuntu&channel=fs&q=cura+ubuntu&ie=utf-8&oe=utf-8&gfe_rd=cr&ei=HaOHWPCVCays8wfD1qE4
que des install en ligne de commande, comme sous debian
y'a pas xnview, pas teamviewer ds logitheque, bref, a moi les sudo apt schmoll deb
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() Hervé-34 Mar 24 Jan 2017 - 20:20
Hervé-34 Mar 24 Jan 2017 - 20:20
Je compati ! je suis loin d'être un Geek, mais avec XP et W7 je m'en suis
toujours sorti.
J'ai essayé depuis des années de m'habituer à Linux en général, j'ai demandé
des conseils à un membre " linuxien " pour m'aider à " partir " mais rien à faire !
parfois je n'arrivais même pas à me connecter au net !
Je doit avoir 5 ou 6 cd de gravés qui me rappelle que je suis .........
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mar 24 Jan 2017 - 21:30
junkdealer Mar 24 Jan 2017 - 21:30
non, mais ca va aller, c'est pas mon premier linux, mais des fois, a force d'installer avec des lignes de commande, ca se fait pas bien propre, et t'as vite fait de foutre ton linux en biais, et linux en biais, c'est pas comme windows, lui il demarre plus, linux, il continue de vivre tant que tu utilises pas ce qui est planté
et la, c'est bien parti pour faire pareil
j'ai commence a regarder pour une tete E3D v6, vu le prix en chine, je sais pas si ça vaut le coup de la faire, pour 15 euros, y'a le tube teflon, les raccords, radiateur et ventilo
en revanche, je suis surpris d'une piece, le pont thermique, a priori du fileté M6, mais avec un trou dedans pour passer le tube teflon qui fait ...... 4 de diametre , ca fait pas beaucoup de camelotte entre le filet et le trou
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() michel74 Mar 24 Jan 2017 - 22:13
michel74 Mar 24 Jan 2017 - 22:13
Tu sais Ubuntu c'est basé sur Debian, il n'y a pas vraiment de raison que tu trouves des choses que tu ne trouves pas sous Debian.
Il esxiste un dépot pour cura là mais je ne le connais pas : https://launchpad.net/~thopiekar/+archive/ubuntu/cura
michel74- très actif

- Messages : 264
Points : 459
Date d'inscription : 02/12/2013
Age : 69
Localisation : Thônes 74
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Mar 24 Jan 2017 - 22:20
J-Max.fr Mar 24 Jan 2017 - 22:20
C'est le principe du rupteur de pont thermique, il faut que ce soit mince.
Normalement la E3D V6 n'a un tube de téflon qui ne rentre que dans le début du "heatbreak" :

En gros, le tube téflon ne va pas dans la partie chaude.
Tout le reste est métal, c'est pour ça qu'on appelle cela "Full Metal Hotend".
L'avantage c'est que certains matériaux nécessitent de chauffer au delà de 255°C (Nylon, PC, etc.),
température à partir de laquelle le téflon gonfle, se ramollit et se dégrade.
En clair une "Full Metal" est une hotend "tout terrain".
Les chinois ont développé un heatbreak avec petit tube téflon à l'intérieur (3x2mm ØExt/ØInt), rien à voir donc avec le tube bowden (4x2mm) qui vient de l'alimentation en fil.

Le hic c'est que ce petit tube est au contact de la buse en bronze, la jonction n'est pas forcément très précise, ce petit tube est très fragile et très sollicité.
Il peut se dégrader, se mettre de travers, autoriser une petite collerette de fil qui traîne entre lui et la buse et peut même coincer.
Le but initial du truc est pour les gens qui n'impriment que du PLA pour soit disant faciliter le transit et éviter les bourrages.
Mais fait ce n'est pas nécessaire, ça transite aussi bien sans et même mieux puisque ça évite les désagréments évoqués plus haut.
En plus, la pièce avec le tube téflon est plus fine au niveau des filetages donc plus prompte à se déformer ou à casser à la longue.
En clair, oui, ça ne vaut pas la peine de vouloir fabriquer une E3D V6, même si on est équipé et qu'on a la matière.
Déjà ça prendra un temps considérable, et le heatbreak avec ses deux filetages M6 et M7 (!) est difficile à réaliser.
Mon conseil est aussi d'éviter de prendre le heatbreak avec mini tube téflon et de préférer la "Full Métal."
Conseil aussi, quitte à faire venir la hotend, prendre aussi quelques pièces d'usure : buses, cartouches chauffantes, thermistances.
Tout cela n'est pas éternel, ça met la machine à l'arrêt et sans pièces sous le coude on est marron.
De plus c'est pas très cher, surtout par 5, et l'on a de quoi voir venir.
Donc à vérifier pour les Clones E3D chinois :
- attention aux heatbreaks tout M6 (copies de basse facture)
- attention aux heatbreaks à petit tube téflon
- attention à bien avoir des vis Allen
- attention de la prendre dans la bonne tension (existe en 12 et 24v)
- et bien sûr la prendre complète avec cartouche, thermistance, ventilo, cornet et tube bowden.
L'installation de cura n'a pas posé de problème pour moi à partir de la page chez Ultimaker : https://ultimaker.com/en/products/cura-software
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mar 24 Jan 2017 - 22:33
junkdealer Mar 24 Jan 2017 - 22:33
mais a force d'essayer des instal de versions variees de cura et cie, j'ai fini par véroler le debian, et comme on m'a dit que tout fonctionne sous buntu, ben j'y reviens, car c'est ce que j'ai mis aux bo parents, et c'est plus facile de faire du teledepannage a 300 km qd on a la meme chose sous les yeux par telephone, et en cas de coup dur, y'a teamviewer
j'attendais que J-MAX reponde sur la maniere dont il a installé, c'est chose faite depuis que j'ai commencé a repondre
je vais voir pour l'E3D comme tu dis, et passer par le site maker pour cura, on verra
merci pour les explications sur le pont thermique
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mer 25 Jan 2017 - 14:13
junkdealer Mer 25 Jan 2017 - 14:13
je continue mes investigations, purement intello pour le moment, et quid de l'hysteresis en mode bowden ? moteur au dessus de la tete, moteur s'arrete, plus de fil qui sort, ou presque, instantanement, mais avec le moteur a 70 cm de l'extrudeur, et le fil dans une gaine, il doit y avoir un temps de reponse, le temps que le fil touche tout l'interieur de la gaine, forme une legere spirale pour evacuer la force qui n'est pas encore assez grand pour le faire sortir par la buse, une sorte de mise en pression, et si le moteur arrete d'extruder, cette pression installée est suffisante en partie du moins pour faire encore couler du fil a l'autre bout ? et a la remise en route, on va "perdre des pas de moteur d'extrusion" pour la retablir, donc pas d'ecoulement immediat, ca peut etre genant si la forme a produire implique de frequents cycles marche arret extrudeur, dans les autres cas, on s'en fout, c'est le debut du brim qui sera pas bon c'est tout, au demarrage eventuellement
ca doit se calibrer, mais faut avoir le bon parametre prevu dans le firmware, et le mien, l'original, est aux abonnes absents, je ne l'ai pas .... faudrait que je me le retape depuis un firmware de base prusa
c'est jamais bon qd je commence a trop reflechir
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() J-Max.fr Mer 25 Jan 2017 - 16:39
J-Max.fr Mer 25 Jan 2017 - 16:39
En fait, le phénomène est assez minime.
Le filament fait 1.75mm ret l'intérieur du tube 2mm, il faut 0.2mm de "jeu" pour que le fil coulisse sans heurt.
Ce qui laisse 0.05mm pour qu'une "spirale" se fasse.
Le moins qu'on puisse dire c'est qu'elle ne va pas être très prononcée...
Autre aspect, la pression n'est pas non plus énorme.
Sur une machine propre et bien réglée, la pression est comparable à planter un couteau dans du beurre tendre.
Donc la pression joue sur du fil souple qui lui va se compresser et s'étendre, mais pas sur du filament standard dont la rigidité est supérieure à l'effort de pression.
On voit plein de machines avec un mètre de tube.
C'est stupide, il faut bien entendu réduire au maximum la longueur de tube.
On place donc l'alimentation en fil le moins loin possible de la course de la tête.
Sur une machine comme la tienne, c'est généralement sur traverse supérieure, au centre,
ce qui limite la longueur de tube en dessous de 250mm. Pas grand chose donc.
Niveau paramètres, pas grand chose à changer.
Sur le firmware, il faut bien sûr ajuster les "Steps per mm" conformément aux spécifications du nouvel extrudeur.
Sur les paramètres d'impression, il faut augmenter la distance de rétractation, et rajouter un poil d'avance au redémarrage.
Ce sont des petits réglages que l'on fait au fil de l'eau si l'on voit qu'il y a des petits manques ou des petits surplus.
Le firmware, il ne faut surtout pas partir sur celui d'une autre machine, mais d'un logiciel vierge et le configurer soi même.
Je ne sais pas quel type de carte est sur ta machine, mais mieux vaut partir sur un Marlin ou un Repetier natif.
Le premier se télécharge sur sa page Github pour avoir la dernière version.
Le deuxième propose un utilitaire de configuration en ligne.
Les deux sont équivalents. C'est au choix.
Ensuite il te faudra un logiciel IDE pour éditer le firmware à tes propres paramètres puis le charger tans ta carte de contrôle via USB.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() junkdealer Mer 25 Jan 2017 - 16:55
junkdealer Mer 25 Jan 2017 - 16:55
toujours aussi clair que l'eau de source
j'ai une carte "proprietaire" ANET qui ressemble a ca http://www.banggood.com/fr/3D-Printer-Mainboard-Anet-V1_0-For-Reprap-Mendel-Prusa-Control-Motherboard-p-1084455.html
suis pas sur de la version, mais c'est du tout integre, a priori detecté par l'environnement de dev arduino sous linux, mais je sais plus sous quelle ref
j'ai contacte le vendeur, impossible d'avoir le firmware original en fichier, m'envoie gentiment dans les cordes en disant qu'il vaut mieux rien changer et que si je veux changer qqch, faut que je me debrouille tout seul comme un gland
au final, j'aurai fait ce que je voulais eviter, en construire une de a a z, car entre les renforts, la tete, les modifs et upgrades + le firmware, il va juste me rester le carton d'emballage que je n'aurai pas modifié
sinon, je suis tombé sur qqch d'INDISPENSABLE a integrer dans le gcode "fin d'impression" final sous cura
rien que le collage ici est
G4 P269
M300 S739 P68
G4 P68
M300 S739 P68
G4 P68
M300 S739 P68
G4 P68
M300 S493 P202
G4 P202
M300 S1479 P202
G4 P202
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1108 P68
G4 P68
M300 S987 P202
G4 P202
M300 S1479 P404
G4 P404
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1108 P68
G4 P68
M300 S987 P202
G4 P202
M300 S1479 P404
G4 P404
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1318 P68
G4 P68
M300 S1108 P202
G4 P202
M300 S739 P68
G4 P68
M300 S739 P68
G4 P68
M300 S739 P68
G4 P68
M300 S493 P202
G4 P202
M300 S1479 P202
G4 P202
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1108 P68
G4 P68
M300 S987 P202
G4 P202
M300 S1479 P404
G4 P404
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1108 P68
G4 P68
M300 S987 P202
G4 P202
M300 S1479 P404
G4 P404
M300 S1318 P68
G4 P68
M300 S1244 P68
G4 P68
M300 S1318 P68
G4 P68
M300 S1108 P135
G4 P135
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: RECYCLAGE PIECES Imprimante 3D ANET A6 VERS prusa MK3 like avec ce qui traine
![]() Contenu sponsorisé
Contenu sponsorisé
Contenu sponsorisé
Page 3 sur 15 • 1, 2, 3, 4 ... 9 ... 15

 Sujets similaires
Sujets similaires» imprimante Prusa i3 MK3
» Imprimante Prusa MINI
» Avis imprimante 3D Creality CR-10 vs Prusa MK3
» Prusa sort sa propre imprimante SLA: la SL1