






Projet Gros Portique CNC
Page 2 sur 3 •  1, 2, 3
1, 2, 3 

 Re: Projet Gros Portique CNC
Re: Projet Gros Portique CNC
![]() Zarkann Dim 5 Fév 2017 - 17:57
Zarkann Dim 5 Fév 2017 - 17:57
Voici quelques avancées sur la modélisation:
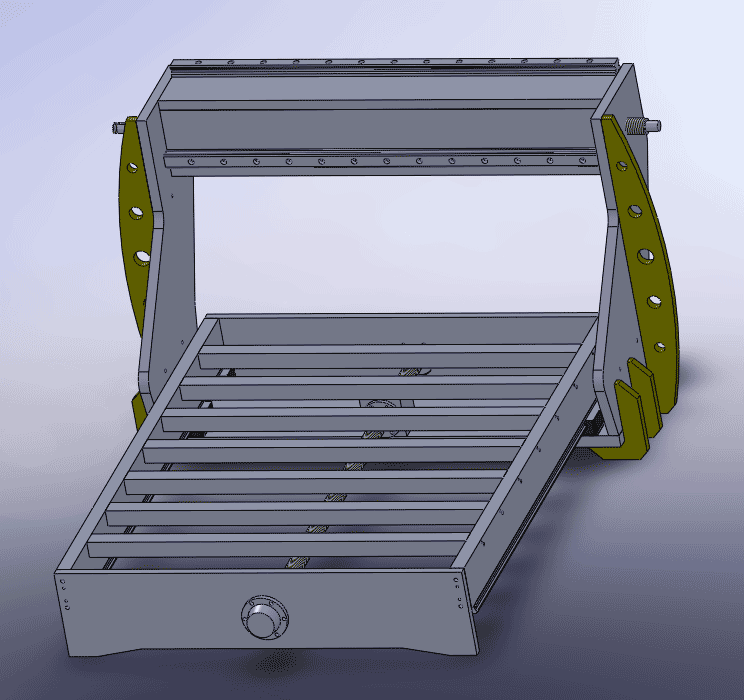
J'ai réduit l’écartement des deux montants car ma machine n'est pas assez longue pour l'usiner , j'ajouterais des paliers extérieurs qui compenseront le faite que la vis à bille du X dépasse, il faut dire que cela ne devrait pas être trop gênant d'usiner les cotés en diagonale mais pour le X je préfère rester aligné sur le Y.
Nota: les usinage en bouts seront fait avec une fraiseuse.
La où j'ai un doute c'est pour les réglages des deux rails du X, mais bon cela aussi devrais pouvoir se résoudre.
Sinon comme vous pouvez le voir, j'ai fait des modifs sur la rigidité des montants, bon c'est peut être pas super beau mais je cherche surtout l'efficacité tout en tenant compte des contraintes.
@++ Eric
Zarkann- Admin

- Messages : 2041
Date d'inscription : 06/12/2008 -


Re: Projet Gros Portique CNC
![]() Zarkann Dim 5 Fév 2017 - 18:48
Zarkann Dim 5 Fév 2017 - 18:48
J'ai reçu un petit MP de Dimak2 que je partage avec vous car il me semble très intéressant:
J'invite d'ailleurs Frédéric a se joindre à notre discutions
Dimak2 a écrit:Eric,
Comme je ne lis pas tout les posts sur le forum, je ne sais pas du tout si tu as ces éléments ou pas bien sur.
Pour te repérer dans la rigidité quand tu veux comparer différents matériaux tu passes l'épaisseur au cube et tu multiplies par le module. Pour faire simple, module alu 70, module acier 210 (me semble en gpa)
30 d'alu : +30*30*30*70=1 890 000
20 d'acier : +20*20*20*210=1 680 000
Donc 30 d'alu un peu plus raide que 20 d'acier. Après, mais c'est dans d'autres domaines que les cnc, aussi je ne sais pas si ça peut s'appliquer, c'est de caissonner; tu utilises du plus mince, par exemple du 30 mais en 2x15 mm espacé par des renforts, c'est la technique du composite, reproduire "un tube" car ce qui se ramasse l'effort ce sont les "peaux externes" pas le centre.
Ca fait bien sur beaucoup plus de taf et d'autre part, je ne sais pas ce que ça peut donner au niveau vibratoire sur une machine. Avantage, tu peux loger du câble à l'intérieur etc...
Si par exemple tu as 15 mm d'alu, 40 mm de méplats et nouveau 15 mm d'alu (il faut bien sur fermer cette forme pour en faire un "tube"), tu as pas équivalent de 70 mm de plein mais t'en as une bonne partie.
Faut aimer percer et tarauder et ça fait pas mal d'usinage car les surfaces de références sont plus compliquées à usiner, c'est certain...
Ce n'est qu'une suggestion mais je ne sais pas si ça peut s'appliquer aux cn qui sont souvent en massif.
Bonne soirée,
Frédéric
En fait on voie que l'aluminium est quand même rigide
Si on fait le calcul avec 25 mm au lieu de 30 on a un résultat de 1 093 750 au lieu de 1 890 000 ( c'est presque deux fois plus)
ça donne quand même à réfléchir
Il se trouve qu'en plus j'ai diminuer l'épaississeur des montant à 25mm
Du coup je vais peut être bien utiliser la méthode de Frédéric
@++ Eric
Lien vers Wikipédia
Dernière édition par Zarkann le Dim 5 Fév 2017 - 19:15, édité 1 fois (Raison : Ajout de lien)
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() F6FCO Dim 5 Fév 2017 - 22:35
F6FCO Dim 5 Fév 2017 - 22:35

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Projet Gros Portique CNC
![]() Hervé-34 Lun 6 Fév 2017 - 0:00
Hervé-34 Lun 6 Fév 2017 - 0:00
Ouai c'est pas comme des guidages cylindriques !!
Hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Projet Gros Portique CNC
![]() Dimak2 Lun 6 Fév 2017 - 9:35
Dimak2 Lun 6 Fév 2017 - 9:35
Le truc c'est que je ne sais pas du tout si une structure faites avec des plaques à un comportement vibratoire compatible avec cet usage cnc. N'ayant pas essayé dans ce domaine, je ne sais pas si ça marche. J'aurai tendance à penser que oui vu que ça apporte de la raideur mais sans pouvoir en être certain. En tout cas, ça permet de gagner vachement en section (qui fait la rigidité) tout en ayant des pièces pratiques à travailler. Les montants du portique voir le portique lui même me semble une pièce qui se prête à ça. En faite, quand on utilise des gros profilés alu pour faire ces pièces, c'est un peu cette méthode qui est utilisée. Au pire, tu peux peut être ajouter quelques plaques "en transversal" pour ajouter de l'inertie au comportement de ces pièces. Quand on regarde du bambou tout les quelques centimètres, la forme se ferme vers l'intérieur, je ne sais pas si je suis claire. En gros, un tube avec des "compartiments", pas besoin d'en faire 36 non plus, ça n'a pas d'intérêt.
Dimak2- posteur Régulier

- Messages : 162
Points : 202
Date d'inscription : 02/11/2015
Age : 54
Localisation : sud
Re: Projet Gros Portique CNC
![]() F6FCO Lun 6 Fév 2017 - 12:50
F6FCO Lun 6 Fév 2017 - 12:50
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Projet Gros Portique CNC
![]() Zarkann Lun 6 Fév 2017 - 19:18
Zarkann Lun 6 Fév 2017 - 19:18
Je suis d'accord avec vous, mais c'est pas tant la rigidité du montant pas lui même qui fait défaut sur la BZT, c'est surtout le manque de d'équerres de renfort car le problème est surtout l’inertie généré pas l'axe X qui engendre des fluctuations au niveau de la fraise
Au niveau du Y le problème se pose différemment:
Je pense que le fait que l'axe Z est important en terme de poids avec un puissant porta-faux lorsque le Z est en bas et que les rails du X son relativement rapproché font il y a un manque de rigidité.
Donc voila ce que j'ai prévu:

1 - Réduire l’épaisseur de 30 à 25 en ajoutant des équerres plus haute, ça fera pas comme un tube mais plutôt comme un U
2 - Comme montré plus haut mettre les deux rails à 90° l'un de l'autre et surtout le plus éloigné possible
3 - rigidifier également les plaques supportant la vis à bille du Y (traverses rouges)
Qu'en pensez vous ?
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() SD 31 Lun 6 Fév 2017 - 21:39
SD 31 Lun 6 Fév 2017 - 21:39
Steph
SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() SD 31 Lun 6 Fév 2017 - 21:45
SD 31 Lun 6 Fév 2017 - 21:45
diomedea a écrit:Bonjour à tous,J'avais oublié ce détail! effectivement, avec le portique classique je n'ai pas ce problème...Zarkann a écrit:... car la problème avec la PFE c'est que avec la ré-hausse
Moi c'est la broche qui limitait les capacités.
++
JPaul

Salut dis tu as combien en précision dans l'alu ?
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() F6FCO Lun 6 Fév 2017 - 22:09
F6FCO Lun 6 Fév 2017 - 22:09
C'est le concept que j'ai utilisé sur toutes mes CNC :
http://f6fco.pagesperso-orange.fr/T1T1N3.htm
http://f6fco.pagesperso-orange.fr/CH4RL0TT3.htm
parce qu'à l'époque c'est ce qui me semblait le plus performant, même si çà augmente beaucoup la difficulté de réalisation et d'alignement de tous les éléments. Mais on ne construit une CNC qu'une fois, autant le faire correctement
Je regrette un peu après coup le choix des rails ronds supportés, mais à l'époque c'est la bourse qui parlait

Par expérience, une fois que tu auras posés tous tes éléments du chariot mobile X/Z sur ton écran 3D, que tu auras défini tes courses et que sera venu le temps de l'optimisation, il y a des chances pour que tu puisses encore augmenter la distance entre les deux rails et ainsi améliorer la chose.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Projet Gros Portique CNC
![]() Zarkann Lun 6 Fév 2017 - 23:49
Zarkann Lun 6 Fév 2017 - 23:49
Il y a 80 mm de distance entre les rails sur la BZT et ce sont des rails de 16mm
Pour la précision il n'y a pas de problème puisque je compense le manque de rigidité par des vitesses lentes en gros j'arrive a avoir un précision de moins de 2 ou 3/100ème sur un diamètre (ovalisation), mais quand on as des petits moyens, il faut être bon techniquement
Pour ceux qui ne me connaissent pas, j'ai travaillé pendant environ 15 ans sur des centres d'usinages qui feraient pâlir la plupart des CNCistes du forum.
Genre:
- Huron GraffenStaden: CU horizontal 4 axes et 6 palettes (Num 760)
- Chiron 3 axes verticale table de 3m de long (Fanuc)
- Sigma 3 axes 2 palettes (Num 1060)
Heller 250, Heller 300, Heller 460, CU 4 axes horizontaux à 2 palettes (Siemens 840D)
sans compter les tours, tailleuse et rectifs cylindrique, etc....
La machine la plus impressionnante de l'usine c'est un Heller 5 axes FP14000, je n'ai jamais travaillé dessus mais c'est le même principe que les autres heller.
Voila des machines du boulot:

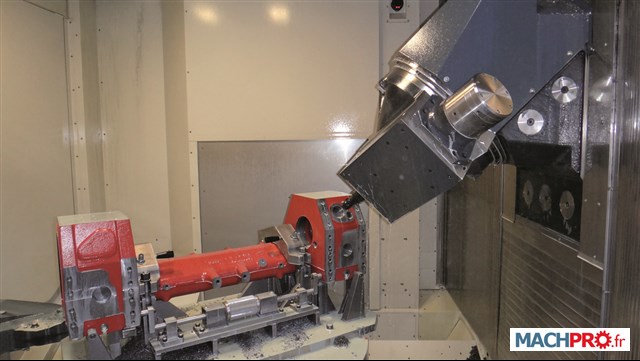
La deuxième est le Heller FP14000 5 axes avec sur la palette un pont de métro qui fait dans les 200kg.
Par contre mes compétence en électronique et électricité sont désastreuses
Pour en revenir à ma "petite CN":

Ca donne tout de suite un ordre de grandeur beaucoup plus confortable que la BZT
Et puis comme dit F6FCO, il y aura un phase d'optimisation, mais bon je n'en suis pas là.

@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() diomedea Mar 7 Fév 2017 - 7:18
diomedea Mar 7 Fév 2017 - 7:18
Comme pour Eric, c'est de l'ordre de 2/100.SD 31 a écrit:diomedea a écrit:Bonjour à tous,J'avais oublié ce détail! effectivement, avec le portique classique je n'ai pas ce problème...Zarkann a écrit:... car la problème avec la PFE c'est que avec la ré-hausse
Moi c'est la broche qui limitait les capacités.
++
JPaul
Salut dis tu as combien en précision dans l'alu ?
En tout cas ça rentre sans jeu!

Idem pour la couronne qui sera centré par l'épaulement.
Les perçages, par exemple, font 10mm pour des vis de M10, là il n'y a pas le droit à l'erreur!

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Projet Gros Portique CNC
![]() SD 31 Mar 7 Fév 2017 - 8:08
SD 31 Mar 7 Fév 2017 - 8:08
.Zarkann a écrit:Bonsoir
Voila des machines du boulot:
La deuxième est le Heller FP14000 5 axes avec sur la palette un pont de métro qui fait dans les 200kg.
@++ Eric
c'est des belles becanes heller je crois qu'on en a 2 petites au boulot, les plus grosses qu'on a c'est les intregrex 1060 e-tower, elles bouffent que de l'acier traiter...
Pour en revenir à ma "petite CN":Zarkann a écrit:
Par contre mes compétence en électronique et électricité sont désastreuses
@++ Eric
Ca donne tout de suite un ordre de grandeur beaucoup plus confortable que la BZT
Et puis comme dit F6FCO, il y aura un phase d'optimisation, mais bon je n'en suis pas là.
@++ Eric[/quote]
On ne peux pas être bon partout .....
Tu as accès à ces machines pour éventuellement faire tes pièces ? souvent elle tourne 24/24
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() Zarkann Mar 7 Fév 2017 - 18:59
Zarkann Mar 7 Fév 2017 - 18:59
Non je n'y ai pas accès pour faire mes pièce car sinon j'aurais tailler le portique dans la masse
évidemment se sont des machines de production, et je suis heureux de plus travailler dessus car c'est un peut le bagne.
Sinon j'ai appris une technique pour le montage des vis à bille.
Je vais lancer la BZT qui doit bosser toute la soirée (elle)
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() SD 31 Mar 7 Fév 2017 - 19:23
SD 31 Mar 7 Fév 2017 - 19:23
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() Zarkann Mar 7 Fév 2017 - 20:20
Zarkann Mar 7 Fév 2017 - 20:20
Il faut dire que j'ai la PFE depuis 2011 et qu'elle à fait du boulot
Sinon voila la Technique que je vous parlais tout à l'heure:
Il s'agit, après montage de vérifier la précharge des roulements cette opération est d'autant plus importante lorsqu'il s'agit de roulement coniques en opposition, mail il est toujours souhaitable de le faire même avec des roulement à double rangées de bille et à contact oblique.
On vient donc placer une bille dans le cône du point de centrage de la vis à bille et maintenue par le ressort du comparateur.
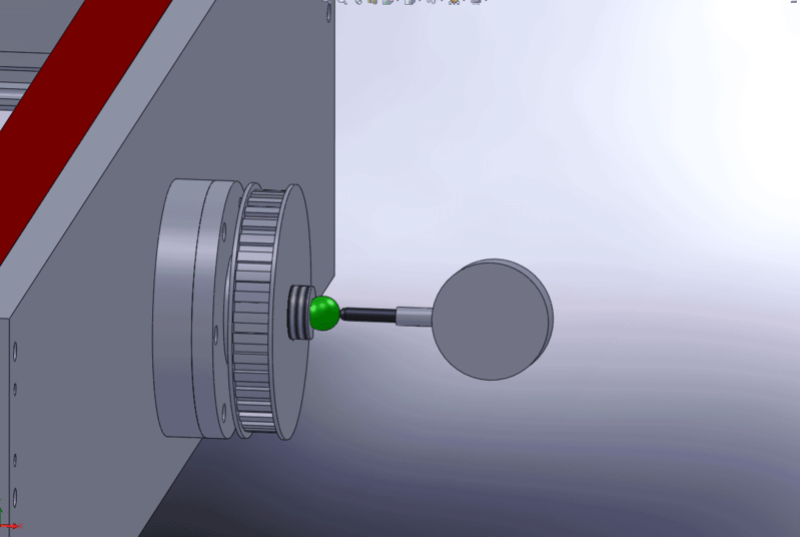
Ensuite il faut faire tourner la vis à bille manuellement dans un sans puis dans l'autre afin de vérifier qu'il n'y a pas de jeux.
Voila rien de compliqué.
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Projet Gros Portique CNC
![]() SD 31 Mer 8 Fév 2017 - 7:51
SD 31 Mer 8 Fév 2017 - 7:51
Zarkann a écrit:Re Bonsoir
Il faut dire que j'ai la PFE depuis 2011 et qu'elle à fait du boulot
Sinon voila la Technique que je vous parlais tout à l'heure:
Il s'agit, après montage de vérifier la précharge des roulements cette opération est d'autant plus importante lorsqu'il s'agit de roulement coniques en opposition, mail il est toujours souhaitable de le faire même avec des roulement à double rangées de bille et à contact oblique.
On vient donc placer une bille dans le cône du point de centrage de la vis à bille et maintenue par le ressort du comparateur.
Ensuite il faut faire tourner la vis à bille manuellement dans un sans puis dans l'autre afin de vérifier qu'il n'y a pas de jeux.
Voila rien de compliqué.
@++ Eric
merci pour l'astuce ...
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() SD 31 Jeu 9 Fév 2017 - 18:20
SD 31 Jeu 9 Fév 2017 - 18:20
j'avais une question dans quel sens l'usinage est plus défavorable pour l'axe Z en y ou en X ?
steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() Zarkann Jeu 9 Fév 2017 - 19:29
Zarkann Jeu 9 Fév 2017 - 19:29
Plutôt dans le sens du Y enfin c'est pas évident de faire des mesure surtout quand on doit produire parce que le temps me manque pour beaucoup de choses
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() SD 31 Jeu 9 Fév 2017 - 20:12
SD 31 Jeu 9 Fév 2017 - 20:12
https://www.youtube.com/watch?v=--9Icp6IITs
steph
Dernière édition par SD 31 le Ven 10 Fév 2017 - 4:51, édité 1 fois
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() SD 31 Jeu 9 Fév 2017 - 21:29
SD 31 Jeu 9 Fév 2017 - 21:29
Désolé pour la parenthèse
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Projet Gros Portique CNC
![]() Zarkann Ven 10 Fév 2017 - 20:11
Zarkann Ven 10 Fév 2017 - 20:11
Effectivement tu ne passe pas très loin
Si tu veux passer me voir il n'y a pas de problème
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Projet Gros Portique CNC
![]() hares01 Mar 6 Fév 2018 - 23:26
hares01 Mar 6 Fév 2018 - 23:26
Le principe de caisson pour les portiques est utilisé sur les ponts roulant en usine type pont Abus

hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: Projet Gros Portique CNC
![]() silky Mer 7 Fév 2018 - 9:27
silky Mer 7 Fév 2018 - 9:27
sur les portiques genre BZT il y a aussi le problème de la présence de la traverse inférieure, d'où la seule possibilité est de ne mettre que 4 pieds
lorsque le chariot se déplace sur le Y malgré la section de 20x60mm en acier des longerons, il y a une flexion de plusieurs dixièmes en son milieu de ces même longerons en fonction de la masse du chariot(X et Y plus broche)
la meilleure solution serait je pense de ne pas utiliser une traverse sous la machine de manière à pouvoir installer plusieurs pieds qui règleraient le problème de fléchissement des longerons
dans ce cas il n'est donc plus possible non plus d'installer la vis à bille au centre, donc soit installer 2 vis à billes, une de chaque côté avec 1 ou 2 moteurs ou alors un ensemble pignon crémaillère
dans ce cas est-ce que le chariot serait toujours aussi rigide du fait qu'il n'est plus fermé par le dessous, faudrait-il le rendre plus rigide par un autre moyen!
les cn pro sont je pense plus sur ce principe
à méditer
qu'en pensez-vous?
merci d'avance pour vos réactions
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: Projet Gros Portique CNC
![]() hares01 Mer 7 Fév 2018 - 9:34
hares01 Mer 7 Fév 2018 - 9:34
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Page 2 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Projet acquisition Portique BZT : PFK ou PFE ?
» Projet de réalisation Portique
» projet portique debutant
» [projet d'achat] portique CNc BZT